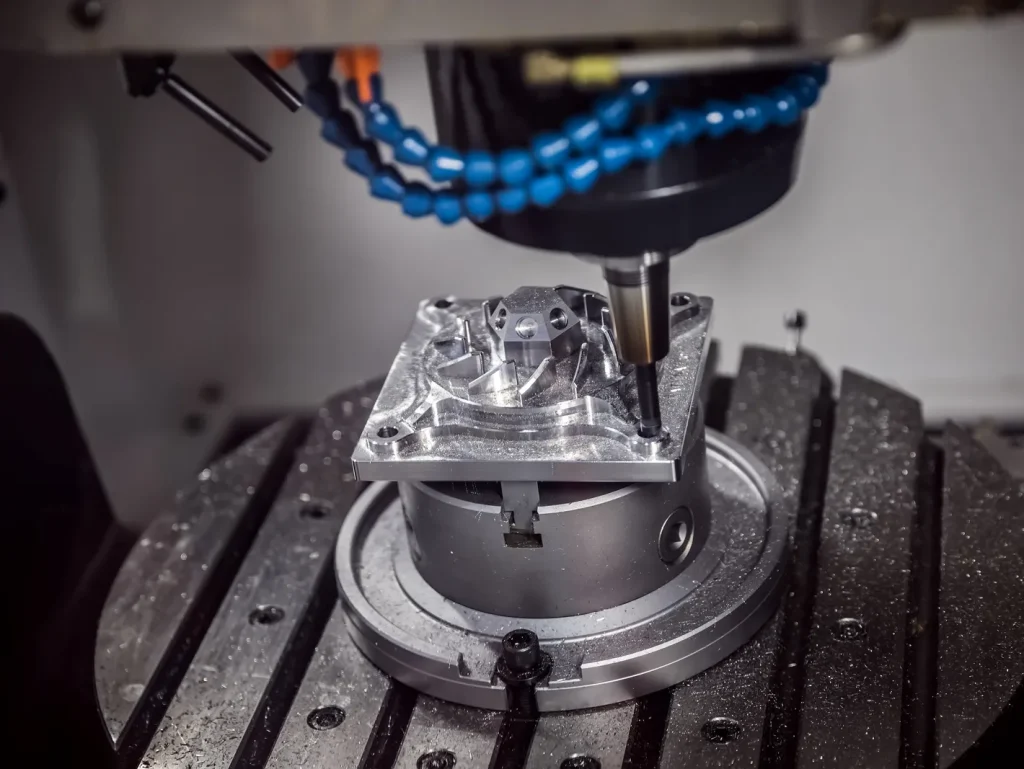
Podczas obróbki bardzo małych, głębokich i wymagających wysokiej precyzji otworów w utwardzonych metalach przewodzących, takich jak węglik, tytan, Inconel i stal utwardzona, konwencjonalne wiercenie CNC często boryka się z problemami takimi jak pękanie narzędzi, ugięcie oraz niska dokładność pozycjonowania. CNC EDM Wiertarki do otworów stanowią niezawodne rozwiązanie bezkontaktowe, polegające na usuwaniu materiału metodą elektroerozji bez stosowania mechanicznej siły skrawania.
W niniejszym przewodniku szczegółowo omówiono zasadę działania wiercenia otworów metodą elektroerozyjną (EDM), jego zalety i ograniczenia, kluczowe ograniczenia geometryczne i materiałowe, zagrożenia dla jakości, czynniki związane z tolerancjami i kosztami, a także rzeczywiste przemysłowe zastosowania wiercenia oraz praktyczne kryteria doboru, które pomogą inżynierom i producentom zdecydować, czy precyzyjne wiercenie metodą EDM jest odpowiednim procesem dla ich projektu.
Wprowadzenie
Wielu inżynierów i producentów boryka się z niepewnością przy wyborze między tradycyjnym wierceniem a obróbką elektroerozyjną (EDM) w przypadku złożonych projektów związanych z mikrootworami. Aby dokonać pewnego wyboru procesu, kluczowe znaczenie ma rozpoczęcie od jasnego zdefiniowania problemu oraz przestrzeganie ustrukturyzowanego schematu oceny.
Określ problem decyzyjny: czy EDM jest odpowiednią metodą do wykonywania małych, głębokich i precyzyjnych otworów w twardych materiałach przewodzących
Wiercenie otworów metodą elektroerozyjną CNC rozważa się zazwyczaj wtedy, gdy element wymaga wykonania małego, głębokiego lub precyzyjnego otworu w twardym materiale przewodzącym. Decyzja ta nie dotyczy wyłącznie tego, czy wykonanie otworu jest możliwe. Chodzi o to, czy proces ten pozwala zachować wymaganą średnicę, prostoliniowość, stan powierzchni oraz powtarzalność bez stwarzania zagrożeń dla jakości, które trudno jest skontrolować lub monitorować.
Proces ten ma największe zastosowanie w przypadku otworów o średnicy w zakresie około 0,1–3,0 mm, zwłaszcza w stali hartowanej, węgliku wolframu, tytanie, Inconelu i innych twardych stopach. Są to przypadki, w których podczas konwencjonalnego wiercenia może dojść do złamania narzędzia, zbaczania wiertła, wystąpienia dużych sił skrawania lub ugięcia. Elektroerozja usuwa materiał bez kontaktu mechanicznego, dzięki czemu umożliwia wiercenie elementów, które są trudne lub niepraktyczne do wykonania za pomocą obrotowego narzędzia skrawającego.
Pierwszym ograniczeniem jest rodzaj materiału. Wiercenie otworów metodą elektroerozyjną (EDM) jest możliwe wyłącznie w materiałach przewodzących prąd elektryczny. Jeśli materiał, z którego wykonana jest część, nie przewodzi prądu, proces ten nie jest odpowiedni, chyba że zastosuje się oddzielną ścieżkę przewodzącą lub specjalną metodę, co wykracza poza standardową praktykę wiercenia otworów metodą elektroerozyjną CNC.
Drugim ograniczeniem jest geometria. W wielu przypadkach możliwe jest wykonywanie otworów o dużym stosunku głębokości do średnicy, otworów nieprzelotowych, otworów ukośnych oraz otworów o bardzo małej średnicy, jednak każdy z nich wiąże się z dodatkowym ryzykiem. Ryzyko to wynika często z problemów związanych z płukaniem, zużyciem elektrod, stożkowatością oraz usuwaniem zanieczyszczeń, a nie wyłącznie z twardości materiału.
Przegląd ścieżki oceny: wykonalność → zasady procesu → kompromisy → ryzyko → czynniki związane z kosztami i tolerancją → zastosowania → kryteria wyboru
Praktyczna ocena zaczyna się od analizy wykonalności. Projektant lub nabywca części powinien sprawdzić średnicę otworu, jego głębokość, stosunek głębokości do średnicy, przewodność materiału, kąt dostępu oraz to, czy otwór jest przelotowy, czy ślepy. Następnie istotne znaczenie mają zasady procesu, ponieważ wydajność wiercenia metodą EDM zależy od erozji iskrowej, zachowania elektrody rurowej oraz płukania dielektrycznego.
Kolejnym krokiem jest analiza kompromisów. Wiercenie otworów metodą elektroerozyjną CNC pozwala rozwiązać problemy, z którymi nie radzi sobie wiercenie mechaniczne, ale często jest wolniejsze. Może również powodować stożkowatość, problemy z jakością powierzchni oraz powstawanie warstwy odlewowej. Możliwości w zakresie tolerancji zależą od głębokości otworu, rozmiaru elektrody, sterowania maszyną, stabilności płukania oraz metody kontroli.
Koszt i czas realizacji zależą od przygotowania, zużycia elektrod, osprzętu mocującego, dostępu do maszyny, liczby otworów oraz nakładu pracy związanego z kontrolą jakości. W przypadku produkcji wielkoseryjnej czynniki te mogą mieć równie duże znaczenie, co sam otwór.
Niniejszy przewodnik podąża tą ścieżką decyzyjną: najpierw wykonalność, następnie zachowanie procesu, ograniczenia, ryzyko, czynniki związane z tolerancją i kosztami, zastosowania oraz ostateczne kryteria wyboru.
Czym jest wiercenie otworów metodą elektroerozyjną CNC i dlaczego warto z niej korzystać?
Aby w pełni zrozumieć proces wiercenia otworów metodą elektroerozyjną CNC, omówimy jego praktyczne zastosowania, zalety w porównaniu z metodami tradycyjnymi, ograniczenia materiałowe oraz bezpośrednie porównanie wydajności obu metod.
Do czego służy wiercenie otworów metodą elektroerozyjną CNC?
Wiercenie otworów metodą elektroerozyjną CNC to bezkontaktowy proces obróbki służący do wykonywania małych otworów w metalach i stopach przewodzących prąd. Wykorzystuje on obrotową lub stacjonarną elektrodę rurową oraz steruje wyładowaniami elektrycznymi w celu erozji materiału. Płyn dielektryczny przepływa przez elektrodę lub wokół niej, chłodząc strefę cięcia i usuwając cząstki powstałe w wyniku erozji.
Proces ten jest często stosowany do:
- Otwory chłodzące łopatek turbiny
- Otwory w dyszach paliwowych stosowanych w przemyśle lotniczym i kosmicznym
- Otwory startowe do elektrodrążarka drutowa
- Otwory wentylacyjne formy
- Małe kanały chłodzące w hartowanych narzędziach
- Mikrootwory w tytanie, Inconelu i stopach hartowanych
- Otwory w węgliku wolframu w miejscach zużycia lub uszkodzenia narzędzi skrawających
W produkcji najczęstszym powodem wyboru wiercenia otworów metodą elektroerozyjną CNC nie jest szybkość, lecz możliwości technologiczne tej metody. Pozwala ona na wykonywanie małych, głębokich otworów w twardych materiałach przewodzących, unikając jednocześnie sił skrawania, które powodują wyginanie się, łamanie lub zbaczanie wiertła z wyznaczonej linii.
Elektroerozyjne wycinanie małych otworów kojarzy się zazwyczaj z otworami o średnicy 0,1–0,5 mm. Szybkie wycinanie otworów metodą elektroerozyjną, zwane czasem „hole popping”, jest często stosowane w zakresie średnic 0,3–3,0 mm. Zakresy te nakładają się na siebie, a rzeczywiste możliwości zależą od maszyny, elektrody, płukania, materiału oraz tolerancji.
Kiedy elektroerozyjne wycinanie małych otworów jest lepszym rozwiązaniem niż tradycyjne wiercenie
Elektroerozyjne wiercenie małych otworów jest lepszym rozwiązaniem niż wiercenie konwencjonalne, gdy geometria otworu lub materiał utrudniają stabilne wiercenie mechaniczne. Dotyczy to otworów o bardzo małych średnicach, twardych stopów, głębokich otworów oraz sytuacji, w których ugięcie wiertła mogłoby spowodować przesunięcie położenia otworu.
W przypadku wiercenia konwencjonalnego kluczową rolę odgrywa krawędź tnąca. Wraz ze zmniejszaniem się średnicy wiertła i wzrostem twardości materiału narzędzie staje się coraz bardziej kruche. W przypadku węglików wolframu, stali hartowanej, stopu Inconel oraz tytanu krawędź tnąca może ulegać szybkiemu zużyciu lub uszkodzeniu. Wiertło może również powodować powstawanie zadziorów, nagrzewanie się oraz błędy pozycjonowania wynikające z działania sił mechanicznych.
Wiercenie EDM pozwala uniknąć tych sił skrawania. Elektroda nie ulega ścieraniu w wyniku kontaktu. Zamiast tego iskry usuwają niewielkie ilości materiału. Dzięki temu proces ten sprawdza się w sytuacjach, gdy prostoliniowość otworu i niewielkie ugięcie mają większe znaczenie niż szybkie usuwanie materiału.
Najważniejsze jest to, że obróbka elektroerozyjna nie powinna z zasady zastępować wiercenia mechanicznego. Jeśli otwór jest duży, płytki i wykonany w materiale nadającym się do obróbki skrawaniem, wiertarka CNC może okazać się szybsza i bardziej opłacalna. Obróbka elektroerozyjna staje się bardziej atrakcyjna, gdy otwór jest mały, głęboki, trudno dostępny lub wykonany w twardym materiale przewodzącym.
Wymagania dotyczące materiałów przewodzących: gdy wiercenie elektroerozyjne nie nadaje się do materiałów nieprzewodzących
Wiercenie metodą EDM wymaga przewodności elektrycznej, ponieważ mechanizm usuwania materiału opiera się na kontrolowanym wyładowaniu iskrowym między elektrodą a obrabianym elementem. Jeśli obrabiany element nie przewodzi prądu, iskrownik nie może działać w normalny sposób.
Właśnie dlatego w standardowej praktyce wiercenia metodą elektroerozyjną (EDM) technika ta jest powszechnie stosowana w przypadku stali hartowanej, tytanu, Inconelu, węglika wolframu i innych stopów przewodzących, ale nie w przypadku nieprzewodzących materiałów, takich jak ceramika, polimery, szkło czy materiały kompozytowe.
Przewodność ma również wpływ na wydajność wiercenia. Nawet przewodzący twardy stop może wiercić wolniej lub wymagać ściślejszej kontroli parametrów niż inny materiał. Przewodność materiału, jego właściwości termiczne oraz powstawanie wiórów – wszystko to wpływa na stabilność iskry, jakość otworu oraz zużycie elektrody.
Tabela: Porównanie wiercenia metodą elektroerozyjną CNC z wierceniem konwencjonalnym w skrócie
| Czynnik | Wiercenie otworów metodą elektroerozyjną CNC | Tradycyjne wiercenie CNC |
|---|---|---|
| Wymagania materiałowe | Wyłącznie materiały przewodzące prąd elektryczny | Materiały przewodzące lub nieprzewodzące, w zależności od narzędzia i konfiguracji |
| Najlepsze dopasowanie | Małe, głębokie i precyzyjne otwory w twardych stopach | Większe lub płytkie otwory w materiałach nadających się do obróbki skrawaniem |
| Typowy zakres średnic otworów | Około 0,1–3,0 mm | Szeroki zakres, ograniczony sztywnością narzędzia i materiałem |
| Siła cięcia | Brak mechanicznej siły tnącej | Siła mechaniczna wywierana za pomocą wiertła |
| Twarde materiały | Doskonała przyczepność do stali hartowanej, węglika spiekanego, tytanu i Inconelu | Ryzyko zużycia, pęknięcia, ugięcia |
| Głębokie, małe otwory | Często preferowane | Odchylenie wiertła i odprowadzanie wiórów mogą ograniczać wykonalność projektu |
| Prędkość | Zazwyczaj wolniejsze niż standardowe wiercenie | Zazwyczaj przebiega szybciej, gdy geometria i materiał są odpowiednie |
| Główne zagrożenia | Stożek, zużycie elektrody, warstwa odlewowa, granice płukania | Pęknięcie narzędzia, zadziory, ugięcie, nagrzewanie się, gromadzenie się wiórów |
| Otwory przelotowe | Ogólnie rzecz biorąc, jest to łatwiejsze dzięki spłukiwanej wyjściu | Zazwyczaj łatwiejsze niż otwory nieprzelotowe |
| Ślepe otwory | Trudniejsze ze względu na konieczność usuwania gruzu i kontrolę głębokości | Również trudne w przypadku małych średnic i dużych współczynników kształtu |

Czy geometria Twojego otworu pozwala na wiercenie metodą EDM?
Geometria otworu bezpośrednio decyduje o tym, czy wiercenie elektroerozyjne jest realną opcją produkcyjną.
Minimalna średnica otworu, jaką można uzyskać przy wierceniu elektroerozyjnym w węglikach i twardych stopach
Minimalna średnica otworu, jaką można uzyskać przy wierceniu elektroerozyjnym w węglikach i twardych stopach, wynosi często około 0,1 mm w układach przystosowanych do mikroobróbki. W systemie calowym odpowiada to około 0,004 cala. Nie jest to jednak gwarancja w każdym przypadku. W tej skali znaczenie mają: stan maszyny, jakość elektrody, kontrola płukania, zachowanie materiału oraz metoda kontroli.
W praktyce produkcyjnej otwory o średnicach od 0,1 do 0,5 mm często traktuje się jako obróbkę elektroerozyjną małych otworów. Szybkie wycinanie otworów metodą EDM stosuje się częściej w przypadku otworów o średnicy od około 0,3 do 3,0 mm. Im mniejszy otwór, tym większa wrażliwość procesu na zużycie elektrody i energię iskry. Wyładowania o niskiej energii pomagają zachować kształt, ale mają również tendencję do zmniejszania szybkości usuwania materiału.
W przypadku węglika spiekanego często decyduje się na obróbkę elektroerozyjną (EDM), ponieważ narzędzia konwencjonalne ulegają znacznemu zużyciu i pękają. Problemy związane z wierceniem węglika wolframu przy użyciu narzędzi konwencjonalnych w porównaniu z obróbką elektroerozyjną wynikają z twardości materiału i obciążenia narzędzia. Wiertło musi fizycznie przeciąć węglik. Obróbka elektroerozyjna powoduje jego erozję pod wpływem prądu, więc twardość stanowi mniejszą przeszkodę, o ile dany gatunek węglika przewodzi prąd.
Projektanci powinni unikać określania najmniejszych możliwych otworów, chyba że wymaga tego funkcja danego elementu. Nieco większa średnica może poprawić przepływ płynu, zmniejszyć kruchość elektrody oraz ułatwić kontrolę.
Ograniczenia wiercenia otworów metodą EDM w przypadku otworów o dużym stosunku głębokości do średnicy
Ograniczenia wiercenia otworów metodą EDM w przypadku otworów o dużym współczynniku kształtu wynikają głównie z problemów związanych z płukaniem oraz zachowaniem elektrody. Współczynnik kształtu to stosunek głębokości otworu do jego średnicy. Na przykład otwór o średnicy 1 mm i głębokości 20 mm ma współczynnik kształtu wynoszący 20:1.
Stabilne wiercenie metodą EDM kojarzy się zazwyczaj ze współczynnikami kształtu rzędu 15:1 do 25:1. W produkcji zakres od 15:1 do 20:1 jest często bardziej dogodny. Możliwe jest wiercenie głębszych otworów, ale wymaga to lepszej kontroli płukania oraz większej dbałości o stożkowatość i prostoliniowość.
Wraz ze wzrostem głębokości wióry muszą pokonywać większą odległość, aby opuścić strefę iskrzenia. Jeśli wióry pozostaną w szczelinie, może to spowodować niestabilne iskrzenie, wyładowania wtórne, uszkodzenia powierzchni, spowolnienie cięcia oraz stożkowatość otworu. Podczas wiercenia zużywa się również elektroda, więc wraz ze wzrostem głębokości dokładność otworu może się pogorszyć.
Wiercenie głębokich otworów nadal może stanowić istotny obszar zastosowań technologii EDM. Jeden z opisanych przypadków wiercenia głębokich otworów dotyczył otworu o średnicy 1 mm i głębokości 150 mm w twardym metalu, przy czym w zaawansowanych warunkach uzyskano bardzo wąskie tolerancje średnicy i prostoliniowości. Tego typu przykład pokazuje, co jest możliwe, ale nie należy go traktować jako standardowej tolerancji produkcyjnej dla każdego głębokiego otworu. W produkcji seryjnej tolerancje mogą być szersze, zwłaszcza przy współczynniku kształtu przekraczającym 20:1.
Ograniczenia dotyczące głębokości otworów ślepych przy wierceniu elektroerozyjnym
Ograniczenia dotyczące głębokości otworów ślepych w wierceniu elektroerozyjnym są bardziej rygorystyczne niż w przypadku otworów przelotowych, ponieważ wióry i płyn dielektryczny nie mają drogi ujścia przez drugą stronę elementu. Utrudnia to płukanie i zwiększa ryzyko gromadzenia się wiórów na dnie otworu.
W otworze przelotowym płyn dielektryczny może pomóc w wypchnięciu erodowanych cząstek na zewnątrz. W otworze ślepym zanieczyszczenia muszą powrócić tą samą wąską ścieżką, którą przemieszczają się elektroda i płyn. Wraz ze wzrostem głębokości proces ten staje się mniej stabilny. Skutkiem tego może być spowolnienie cięcia, odchylenia w geometrii dna, stożkowatość lub wady powierzchniowe.
Wiercenie wiertłem elektroerozyjnym w otworach ślepych wymaga również ściślejszej kontroli głębokości. Proces ten polega na usuwaniu materiału poprzez erozję iskrową, a nie za pomocą ostrza tnącego z prostym ogranicznikiem mechanicznym. Dokładność głębokości zależy od sterowania maszyną, kompensacji zużycia elektrody oraz stabilności procesu.
Wykonywanie ślepych otworów metodą EDM jest możliwe, o ile średnica, głębokość, tolerancja i stan dna otworu są realistyczne. Staje się to jednak ryzykowne, gdy otwór jest bardzo mały, głęboki, ma wąską tolerancję oraz krytyczny kształt dna lub stan powierzchni.
Wyzwania związane z wierceniem pod kątem w stwardnionej stali metodą EDM
Wyzwania związane z wierceniem otworów pod kątem w stali utwardzonej metodą elektroerozyjną wynikają z dostępu, wyrównania, prowadzenia elektrody oraz płukania. Stal utwardzona jest zazwyczaj dobrym materiałem do obróbki elektroerozyjnej, ponieważ jest przewodząca i trudna do wiercenia metodami mechanicznymi po obróbce cieplnej. Geometria pod kątem stanowi często najtrudniejszy aspekt tego zadania.
Pod kątem elektroda może wchodzić w powierzchnię nachyloną lub zakrzywioną. Może to wpływać na kształt i położenie miejsca wkłucia. Iskrownik musi zachowywać stabilność, nawet jeśli elektroda nie jest ustawiona prostopadle do powierzchni. Coraz większego znaczenia nabierają mocowanie elementu oraz sterowanie osiami CNC.
Otwory pod kątem sprawiają również, że proces płukania staje się mniej przewidywalny. Przepływ dielektryka może nie usuwać zanieczyszczeń równomiernie, zwłaszcza jeśli otwór jest głęboki lub przecina inny element. Nierównomierne usuwanie zanieczyszczeń może zwiększyć stożkowatość lub spowodować problemy z jakością wykończenia powierzchni.
Pięcioosiowe maszyny do elektroerozji sterowane numerycznie (CNC) mogą ułatwić dostęp do skomplikowanych kątów. Niemniej jednak na rysunku należy określić punkt wejścia, kąt, średnicę, głębokość oraz dopuszczalne warunki wejścia i wyjścia. Jeśli kąt ma kluczowe znaczenie dla przepływu płynu lub chłodzenia, planowanie kontroli powinno stanowić część analizy wykonalności.
Jak działa wiercenie otworów metodą elektroerozyjną CNC
W niniejszym rozdziale omówiono podstawowe zasady, kluczowe czynniki wpływające oraz praktyczne aspekty stosowania wiercenia otworów metodą elektroerozyjną CNC, uwzględniając mechanizm działania tej metody, kluczowe parametry procesowe, możliwość dostosowania do różnych materiałów oraz typowe zastosowania w przygotowaniu do elektroerozji drutowej.
Elektrody rurowe, erozja iskrowa i bezkontaktowe usuwanie materiału
W procesie wiercenia otworów metodą elektroerozji sterowanej numerycznie (CNC EDM) wykorzystuje się niewielką elektrodę rurową, często wykonaną z miedzi lub mosiądzu. Elektrodę umieszcza się w pobliżu obrabianego elementu, pozostawiając kontrolowaną szczelinę iskrową. Impulsy elektryczne przeskakują przez tę szczelinę i powodują miejscowe nagrzewanie. Ciepło to topi i odparowuje niewielkie ilości materiału obrabianego elementu.
Ponieważ elektroda nie naciska na element tak jak wiertło, siła mechaniczna jest niewielka. Dzięki temu obróbka elektroerozyjna (EDM) stanowi praktyczne rozwiązanie w sytuacjach, w których istotne jest ograniczenie ryzyka ugięcia spowodowanego siłą wiercenia, jednak na prostoliniowość i położenie wyjścia mogą nadal wpływać zużycie, stabilność płukania oraz błędy ustawienia.
Elektroda rurkowa stanowi również kanał przepływu płynu dielektrycznego. Płyn ten pomaga schładzać strefę iskry i usuwać zanieczyszczenia. W wielu układach elektroda obraca się, co pomaga utrzymać stabilny kształt otworu i poprawia płukanie.
Średnica otworu nie jest dokładnie taka sama jak średnica elektrody. Na ostateczny rozmiar wpływają: odstęp iskrowy, zużycie elektrody, płukanie oraz parametry maszyny. Jest to jeden z powodów, dla których należy zweryfikować dokładność średnicy otworu, zwłaszcza w przypadku szybkiego elektroerozyjnego wiercenia oraz obróbki głębokich otworów.
Wpływ ciśnienia płukania dielektrycznego na jakość otworów wykonanych metodą elektroerozyjną
Ciśnienie płukania dielektrycznego ma bezpośredni wpływ na jakość otworów wykonywanych metodą elektroerozji. Płukanie usuwa cząstki powstałe w wyniku erozji z szczeliny iskrowej. Jeśli ciśnienie i natężenie przepływu są zbyt niskie, zanieczyszczenia pozostają w otworze i powodują niestabilność wyładowań. Jeśli ciśnienie i natężenie przepływu są źle dobrane do rozmiaru elektrody i otworu, proces może nadal stać się niestabilny lub prowadzić do uzyskania nieregularnej geometrii.
Przed zatwierdzeniem należy również sprawdzić warunki wejścia oraz geometrię otoczenia. Nachylone lub przerywane powierzchnie wejściowe, pobliskie przecinające się wnęki, małe odstępy między otworami, ślepe kieszenie oraz niepodparte wyjścia otworów przelotowych mogą zmniejszać stabilność płukania i zwiększać nadcięcie wejściowe, stożkowatość lub odchylenia wyjściowe.
Skuteczne płukanie pomaga w kontrolowaniu:
- Prostoliniowość otworu
- Taper
- Wykończenie powierzchni
- Charakterystyka zużycia elektrod
- Stan powierzchni poddanej działaniu ciepła
- Stabilność cięcia
Głębokie otwory wymagają większej uwagi, ponieważ zanieczyszczenia muszą pokonać większą odległość. Układy wielootworowe mogą również powodować problemy z równowagą ciśnienia, jeśli otwory są położone blisko siebie lub jeśli drogi przepływu płynów są zablokowane.
W miarę możliwości zaleca się stosowanie otwartych ścieżek płukania. Otwory przelotowe są zazwyczaj łatwiejsze do wykonania niż otwory ślepe, ponieważ umożliwiają odprowadzanie płynu i zanieczyszczeń. W przypadku układów wielootworowych rozmieszczenie i kolejność otworów mogą wpływać na równomierność płukania.
Wpływ przewodności obrabianego elementu na wydajność wiercenia metodą elektroerozyjną
Obróbka elektroerozyjna (EDM) wymaga zastosowania elementu przewodzącego prąd elektryczny, jednak sama przewodność nie determinuje zachowania podczas wiercenia. Szybkość usuwania materiału, zużycie elektrody, skłonność do odlewania się materiału oraz stabilność płukania również zmieniają się w zależności od przewodności cieplnej, zachowania podczas topnienia oraz powstawania wiórów, dlatego stali hartowanej, tytanu, Inconelu i węglików nie należy traktować jako równoważnych materiałów do obróbki elektroerozyjnej. Wybór materiałów przewodzących to dopiero pierwszy krok; możliwości produkcyjne nadal zależą od geometrii, głębokości i wymagań jakościowych.
Nie wszystkie przewodzące metale twarde zachowują się tak samo. Różnice w składzie stopu, reakcji termicznej oraz powstawaniu wiórów mogą wpływać na szybkość usuwania materiału, zużycie elektrody oraz stan powierzchni. Tytan, Inconel, stal hartowana i węglik metalu nadają się do wiercenia metodą elektroerozyjną, ale mogą wymagać zastosowania różnych parametrów.
Twarde materiały nie stanowią z zasady problemu dla obróbki elektroerozyjnej. W rzeczywistości twardość jest jednym z powodów, dla których stosuje się tę metodę. Ważniejsze jest to, czy materiał przewodzi prąd i czy geometria otworu pozwala na stabilne płukanie.
Wymagania dotyczące otworów startowych przy elektroerozyjnej obróbce drutowej grubych materiałów
Wiercenie otworów metodą elektroerozyjną CNC jest często stosowane do wykonywania otworów początkowych przed obróbką elektroerozyjną drutową w grubych materiałach. Obróbka elektroerozyjna drutowa wymaga wyznaczenia ścieżki, którą drut będzie przebiegał przez element, zanim będzie można wyciąć wewnętrzny kontur. Jeśli element jest gruby, utwardzony lub trudny do wiercenia metodami mechanicznymi, wiercenie otworów metodą elektroerozyjną pozwala wykonać otwór początkowy bez ryzyka ugięcia narzędzia.
Wymagania dotyczące otworu początkowego w przypadku elektroerozyjnego cięcia drutowego w grubych materiałach zależą od średnicy drutu, grubości materiału, ustawienia oraz wymaganego miejsca wejścia. Otwór musi być wystarczająco duży, aby umożliwić wprowadzenie drutu, oraz umieszczony tak, aby drut mógł rozpocząć zamierzone cięcie. Musi on również zapewniać swobodną drogę przez element.
W przypadku grubych materiałów przewodzących otwory startowe wykonane metodą EDM zmniejszają ryzyko złamania wierteł i nieprawidłowego rozpoczęcia wiercenia. Najważniejsze kwestie to prostoliniowość otworu, położenie wylotu oraz to, czy wywiercony otwór zapewnia wystarczający prześwit umożliwiający niezawodne wprowadzenie drutu.

Zalety, ograniczenia i kompromisy procesowe
Każdy proces obróbki charakteryzuje się swoimi zaletami, wadami i praktycznymi kompromisami. Zrozumienie kluczowych kompromisów związanych z metodami produkcji małych otworów pomaga w wyborze optymalnego procesu dostosowanego do konkretnego materiału, tolerancji i wymagań produkcyjnych.
Kompromisy dotyczące dokładności między obróbką elektroerozyjną małych otworów a wierceniem CNC
Różnice w dokładności między elektroerozją małych otworów a wierceniem CNC zależą od materiału, rozmiaru otworu, głębokości oraz wymaganej tolerancji. Wiercenie CNC może być precyzyjne i szybkie w przypadku odpowiednich materiałów, zwłaszcza przy większych, płytkich otworach. Jednak przy bardzo małych średnicach lub wysokich współczynnikach głębokości odchylenie wiertła i jego pęknięcie mogą stać się czynnikami ograniczającymi.
Elektroerozja małych otworów pozwala uniknąć siły skrawania, dzięki czemu zapewnia lepszą precyzję położenia i kształtu w twardych materiałach, w których wiertła mają tendencję do zbaczania. Typowa tolerancja dla płytkich otworów wykonanych metodą elektroerozji wynosi około ±0,02–0,05 mm. W przypadku głębokich otworów tolerancje mogą się pogorszyć do ±0,1 mm z powodu zużycia elektrody, stożkowatości oraz ograniczeń związanych z płukaniem. Zaawansowane konfiguracje pozwoliły uzyskać znacznie węższe wartości średnicy i prostoliniowości, jednak wyniki te zależą od możliwości maszyny i kontrolowanych warunków.
W praktyce nie chodzi o wybór między obróbką elektroerozyjną a wierceniem jako taką. Chodzi o to, czy otwór wykracza poza stabilny zakres działania wiertarki mechanicznej. Jeśli standardowa wiertarka CNC jest w stanie wykonać otwór przy zachowaniu akceptowalnej trwałości narzędzia, kontroli zadziorów i tolerancji, może to być lepsza metoda. Jeśli istnieje ryzyko wygięcia, złamania wiertła lub niecelnego wiercenia, obróbka elektroerozyjna staje się bardziej korzystnym rozwiązaniem.
Porównanie szybkiego wiercenia elektroerozyjnego (EDM) i wiercenia laserowego w przypadku mikrootworów
Porównanie szybkiego wiercenia elektroerozyjnego (EDM) i wiercenia laserowego w przypadku mikrootworów powinno skupiać się na materiale, głębokości, skutkach termicznych oraz jakości otworów. Szybkie wiercenie elektroerozyjne stosuje się do wykonywania małych otworów przewodzących, często o średnicy od około 0,3 do 3,0 mm. W przypadku małych otworów wiercenie elektroerozyjne może osiągać zakres 0,1–0,5 mm, o ile pozwala na to konfiguracja urządzenia.
Wiercenie laserowe jest często lepszym rozwiązaniem, gdy materiał nie spełnia wymagań dotyczących przewodności niezbędnych do obróbki elektroerozyjnej (EDM) lub gdy bardzo duża prędkość wiercenia w cienkich przekrojach ma większe znaczenie niż stan metalurgiczny materiału. Szybkie wiercenie elektroerozyjne jest często preferowane, gdy przewodzące twarde materiały, wyższy współczynnik kształtu, ściślejsza kontrola geometrii lub mniejsze ryzyko odlewania i powstawania strefy wpływu ciepła mają większe znaczenie niż prędkość. Przy podejmowaniu praktycznej decyzji należy porównać przewodność, dopuszczalny poziom odlewania, współczynnik kształtu, geometrię wejścia i wyjścia oraz wymagania dotyczące dalszej walidacji, zamiast traktować oba procesy jako zamienne.
W przypadku przewodzących stopów twardych z głębokimi, małymi otworami, gdzie istotna jest prostoliniowość i obróbka bez odkształceń, często wybiera się obróbkę elektroerozyjną (EDM). W przypadku bardzo szybkiego wykonywania otworów lub materiałów nieprzewodzących można rozważyć wiercenie laserowe, jednak wymaga to odrębnej oceny wykonalności opartej na konkretnym elemencie i wymaganiach jakościowych.
Problemy związane z wierceniem w węgliku wolframu przy użyciu narzędzi konwencjonalnych w porównaniu z obróbką elektroerozyjną (EDM)
Węglik wolframu stanowi typowy przykład zastosowania, w którym obróbka elektroerozyjna (EDM) odgrywa wyraźną rolę. Tradycyjne wiertła mogą mieć trudności z obróbką tego materiału, ponieważ węglik wolframu jest bardzo twardy i ścierny. Małe wiertła są szczególnie narażone na zużycie krawędzi, wykruszenia i pęknięcia.
Technologia EDM nie rozwiązuje wszystkich problemów związanych z wierceniem otworów w węglikach, ale pozwala uniknąć głównego problemu związanego z obróbką mechaniczną. Ponieważ proces ten polega na erozji materiału przewodzącego prąd za pomocą wyładowań iskrowych, umożliwia on tworzenie niewielkich otworów bez konieczności przeciskania delikatnego wiertła przez węglik.
Zasadniczo węglik zwiększa zużycie elektrody i wrażliwość procesu; Inconel często spowalnia usuwanie materiału i zwiększa zależność od przepłukiwania; tytan może wymagać ściślejszej kontroli ponownego odlewania i integralności powierzchni; natomiast stal hartowana jest często bardziej przewidywalna, gdy geometria i przepłukiwanie są stabilne. Są to wskazówki porównawcze, a nie uniwersalne rankingi, a weryfikacja dostawcy powinna opierać się na konkretnym stopie i geometrii otworu.
Trzeba pogodzić się z kompromisem między szybkością a stanem powierzchni. W przypadku materiałów bardziej miękkich obróbka elektroerozyjna może przebiegać wolniej niż wiercenie, a otwór może wymagać kontroli pod kątem stożkowatości, warstwy odlewowej i średnicy. W przypadku precyzyjnych elementów z węglika spiekanego takie kompromisy są często akceptowalne, ponieważ wiercenie mechaniczne może nie zapewniać wystarczającej stabilności.
Gdy wiercenie metodą EDM jest wolniejsze lub mniej praktyczne niż metody alternatywne
Wiercenie EDM jest zazwyczaj wolniejsze od wiercenia konwencjonalnego, gdy otwór jest duży, płytki i wykonany w materiale, który dobrze poddaje się obróbce. Może być również mniej praktyczne, gdy element jest nieprzewodzący, gdy wymagania dotyczące składu metalurgicznego powierzchni są bardzo rygorystyczne lub gdy geometria otworu uniemożliwia skuteczne płukanie.
Wiercenie dużych otworów nie jest naturalnym zastosowaniem obróbki elektroerozyjnej (EDM), ponieważ w wielu przypadkach usuwanie materiału poprzez erozję iskrową przebiega wolniej niż w procesach z wytwarzaniem wiórów. Jeśli element można frezować, wiercić lub rozwiercać przy użyciu stabilnych narzędzi, metody te mogą skrócić czas cyklu i obniżyć koszty.
Obróbka elektroerozyjna może być również mniej praktyczna w przypadku produkcji wielkoseryjnej, jeśli każdy otwór wymaga dokładnej kontroli, częstej wymiany elektrod lub skomplikowanego pozycjonowania w pięciu osiach. Duża skala produkcji nie wyklucza zastosowania obróbki elektroerozyjnej, ale sprawia, że stabilność ustawienia i kontrola zużycia elektrod nabierają większego znaczenia.
Typowe przyczyny awarii i zagrożenia dla jakości
Podczas wiercenia twardych metali metodą EDM w rutynowej produkcji często występują różne rodzaje uszkodzeń oraz ukryte zagrożenia dla jakości.
Przyczyny zużycia elektrod podczas wiercenia metodą elektroerozyjną w twardych metalach
Do przyczyn zużycia elektrod podczas wiercenia metodą elektroerozyjną w twardych metalach należą: energia iskry, głębokość wiercenia, właściwości materiału, warunki płukania oraz materiał, z którego wykonana jest elektroda. Elektrody rurowe z miedzi i mosiądzu ulegają zużyciu w trakcie procesu, ponieważ iskry oddziałują zarówno na obrabiany przedmiot, jak i na elektrodę.
Zużycie ma znaczenie, ponieważ zmienia rzeczywisty rozmiar i kształt narzędzia. W głębokich otworach zużycie elektrody może przyczyniać się do odchylenia średnicy, stożkowatości oraz błędu w stanie dna otworu. Małe elektrody są bardziej wrażliwe, ponieważ niewielkie zużycie stanowi większy odsetek średnicy.
Wybór elektrody należy uzgodnić z dostawcą, ponieważ miedź i mosiądz różnią się pod względem zużycia, stabilności oraz płukania. Praktyczny wybór zależy od średnicy i głębokości otworu, materiału obrabianego oraz tego, czy priorytetem jest prędkość, mniejsze zużycie, czy też bardziej stabilna geometria w trakcie serii produkcyjnej.
Twarde materiały przewodzące, takie jak węglik, Inconel, hartowana stal i tytan, mogą wymagać starannej kontroli parametrów w celu ograniczenia zużycia przy jednoczesnym zachowaniu stabilności cięcia. Wyładowania o niskiej energii mogą pomóc w zachowaniu kształtu mikrootworów, ale mogą również spowolnić proces.
Zużycie elektrod to nie tylko kwestia kosztów oprzyrządowania. To kwestia kontroli geometrii. W przypadku otworów o wąskich tolerancjach kompensacja zużycia i walidacja procesu stanowią część procesu produkcyjnego.
Najczęstsze przyczyny zwężania się otworu podczas wiercenia głębokich otworów metodą elektroerozyjną
Do typowych przyczyn zwężania się otworu podczas wiercenia elektroerozyjnego głębokich otworów należą: zużycie elektrody, niewystarczające usuwanie wiórów, niestabilne płukanie, wyładowania wtórne oraz nadmierny stosunek głębokości do średnicy. W miarę jak elektroda wnika głębiej, obszar wejściowy i dolna część otworu mogą ulegać erozji w różny sposób.
Ryzyko stożkowatości wzrasta, gdy otwory wykraczają poza typowe współczynniki kształtu stosowane w produkcji, takie jak 15:1 do 20:1. Przy współczynniku 25:1 i wyższym kontrola płukania nabiera kluczowego znaczenia. Jeśli w szczelinie pozostaną zanieczyszczenia, mogą pojawić się iskry w niepożądanych miejscach. Może to spowodować poszerzenie niektórych odcinków otworu lub wpłynąć na jego prostoliniowość.
Na stożek wpływają również rozmiar elektrody, jej obrót, ustawienia impulsów oraz materiał. W przypadku elementów precyzyjnych w rysunku technicznym należy określić, czy stożek jest kontrolowany za pomocą ograniczeń średnicy na wejściu i wyjściu, za pomocą prostoliniowości, czy też poprzez funkcjonalne testy przepływu.
Problemy związane z wykończeniem powierzchni otworów wywierconych metodą elektroerozyjną
Problemy z wykończeniem powierzchni otworów wywierconych metodą elektroerozyjną wynikają z samego procesu erozji iskrowej. Metoda ta nie zapewnia takiej samej tekstury powierzchni, jak w przypadku otworów wykonanych mechanicznie metodą rozwiercania lub honowania. Każda iskra tworzy niewielki krater. Ostateczny wygląd powierzchni zależy od energii iskry, płukania, rodzaju materiału oraz naddatku na wykończenie.
W wielu zastosowaniach związanych z chłodzeniem, wentylacją lub otworami rozruchowymi powierzchnia uzyskana metodą elektroerozyjną może być wystarczająca. W przypadku otworów uszczelniających, wrażliwych na zmęczenie materiałowe lub o krytycznym znaczeniu dla przepływu, należy zwrócić większą uwagę na jakość wykończenia powierzchni. Projektant powinien określić wymagany stan powierzchni, zamiast zakładać, że powierzchnia wywierconego otworu jest odpowiednia.
W przypadku planowanej późniejszej obróbki wykańczającej można zastosować naddatek na obróbkę rzędu około 0,02–0,05 mm. Rozwiązanie to może okazać się pomocne, gdy otwór wykonany metodą elektroerozyjną służy wyłącznie jako element zgrubny lub ułatwiający dostęp, ale wymaga pozostawienia wystarczającej ilości materiału i zapewnienia odpowiedniego dostępu do etapu wykańczającego.
Ryzyko powstawania warstwy przetopionej podczas wiercenia otworów metodą elektroerozyjną
Ryzyko powstania warstwy odlewowej podczas wiercenia otworów metodą elektroerozyjną wynika z ponownego krzepnięcia stopionego materiału na ściance otworu. Warstwa ta stanowi typowy problem w procesach elektroerozyjnych, ponieważ materiał jest usuwany pod wpływem ciepła.
Warstwa powstała w wyniku ponownego odlewania może wpływać na zachowanie zmęczeniowe, integralność powierzchni, przepływ lub dalszą obróbkę wykończeniową. Stopień, w jakim należy się tym martwić, zależy od funkcji danego elementu. Elementy stosowane w przemyśle lotniczym, medycznym oraz poddawane dużym obciążeniom często wymagają dokładniejszej oceny stanu powierzchni niż w przypadku zwykłych otworów odpowietrzających lub otworów startowych w oprzyrządowaniu.
Ryzyko związane z ponownym odlewaniem można kontrolować poprzez odpowiednie ustawienia procesu, płukanie oraz, w razie potrzeby, obróbkę końcową, jednak dostarczone dane projektowe muszą określać te wymagania. Jeśli rysunek zawiera jedynie informacje o średnicy i głębokości, dostawca może nie wiedzieć, że skład chemiczny powierzchni ma kluczowe znaczenie.
Czynniki związane z tolerancją, kosztami i czasem realizacji
Planując wiercenie otworów metodą elektroerozyjną CNC w precyzyjnych elementach, inżynierowie muszą znaleźć równowagę między możliwymi do osiągnięcia poziomami tolerancji, całkowitymi kosztami produkcji oraz realistycznymi oczekiwaniami co do czasu realizacji. Na te trzy kluczowe czynniki wpływają liczne zmienne związane z procesem i elementami, które zostały szczegółowo omówione poniżej.
Wartości graniczne tolerancji wiercenia otworów metodą elektroerozyjną CNC w przypadku elementów precyzyjnych
Granice tolerancji wiercenia otworów metodą elektroerozyjną CNC w przypadku elementów precyzyjnych zależą od głębokości otworu, średnicy, materiału, zużycia elektrody, płukania, możliwości maszyny oraz dostępu do kontroli. W przypadku płytkich otworów typowe tolerancje rzędu ±0,02–0,05 mm mogą być w wielu przypadkach realistyczne. W przypadku głębszych otworów tolerancja może wzrosnąć do ±0,1 mm z powodu stożkowatości i zużycia.
Zaawansowane maszyny i precyzyjnie kontrolowane parametry obróbki pozwalają osiągać znacznie dokładniejsze wyniki, w tym bardzo precyzyjną kontrolę średnicy i prostoliniowości w konkretnych przypadkach wiercenia głębokich otworów. Niektóre opisane warunki mikroobróbki pozwalają osiągnąć dokładność rzędu ±1,0 μm, podczas gdy ogólna precyzja może wynosić raczej około ±50 μm. Dane te należy traktować jako zależne od warunków, a nie jako wartości uniwersalne.
Przy podejmowaniu decyzji tolerancję należy dostosować do funkcji otworu. Otwór wentylacyjny, otwór chłodzący, otwór dozujący paliwo oraz otwór startowy do elektroerozyjnej obróbki drutowej nie wymagają wszystkich takich samych wymagań. Zbyt wąskie tolerancje mogą wydłużyć czas przygotowania, zwiększyć nakład pracy związany z kontrolą jakości oraz podnieść ryzyko powstania braku.
Czynniki wpływające na dokładność średnicy otworu w szybkiej elektroerozyjnej obróbce wgłębnej
Czynniki wpływające na dokładność średnicy otworu podczas szybkiego wycinania elektroerozyjnego to: średnica elektrody, odstęp iskrowy, zużycie elektrody, ciśnienie płukania, pozycjonowanie maszyny, głębokość oraz materiał obrabianego elementu. Ostateczna średnica otworu jest większa niż średnica elektrody ze względu na odstęp iskrowy i strefę erozji.
Średnicę, położenie, prostoliniowość, stożkowatość, głębokość i położenie wylotu należy traktować jako odrębne parametry kontrolne, ponieważ w procesie elektroerozyjnym nie są one utrzymywane na jednakowym poziomie. Plan kontroli powinien być dostosowany do wymagań: średnica w przypadku wymiarów, pomiary przekroju lub otworu w przypadku stożkowatości, weryfikacja głębokości w przypadku otworów nieprzelotowych oraz kontrole przepływu lub funkcjonalne w przypadkach, gdy wydajność ma większe znaczenie niż wymiar nominalny.
Głębokość jest jedną z głównych zmiennych. Płytki otwór o głębokości 1 mm i głęboki otwór o tej samej głębokości nie wiążą się z takim samym ryzykiem. Wraz ze wzrostem głębokości coraz trudniej jest kontrolować zużycie i usuwanie wiórów. Może to powodować zmiany średnicy otworu na całej jego długości.
Płukanie to kolejny kluczowy czynnik. Stabilny przepływ dielektryka usuwa zanieczyszczenia i zapewnia spójny przebieg wyładowań. Niewystarczające płukanie może powodować nadmierne wypalanie, zwężanie się powierzchni lub jej chropowatość.
Kontrola ma również wpływ na sposób oceny dokładności. Mierniki szpilkowe, kontrola optyczna, przekroje, badania przepływu i pomiary współrzędnych nie dają odpowiedzi na to samo pytanie. Jeśli funkcja otworu ma charakter krytyczny, rysunek techniczny powinien określać metodę akceptacji.
Czynniki wpływające na koszty usług wiercenia otworów metodą elektroerozyjną przy dużych wolumenach
Czynniki wpływające na koszty usług wiercenia otworów metodą elektroerozyjną (EDM) na dużą skalę obejmują liczbę otworów, średnicę otworów, współczynnik głębokości, materiał, tolerancję, kąt, sposób mocowania, zużycie elektrod oraz wymagania kontrolne. Ponieważ na podstawie dostarczonych danych nie można ustalić dokładnej ceny, koszty należy omawiać w oparciu o te czynniki, a nie o stałe kwoty za otwór.
Małe otwory wymagają małych elektrod, które mogą się szybciej zużywać i być bardziej delikatne. Głębokie otwory wydłużają czas cyklu i zwiększają ryzyko związane z procesem, ponieważ utrudniają płukanie. Otwory pod kątem mogą wymagać bardziej skomplikowanych uchwytów lub dostępu wieloosiowego. Wąskie tolerancje mogą wymagać optymalizacji parametrów, wykonania części próbnych oraz dodatkowych kontroli.
Duża wielkość produkcji może zmniejszyć wpływ parametrów ustawczych, gdy układ otworów jest stabilny i powtarzalny. Jednak duża wielkość produkcji może również zwiększyć wrażliwość na zużycie elektrod i odchylenia procesowe. Kontrola partii może wymagać planowej wymiany elektrod oraz okresowych przeglądów.
Na czas realizacji wpływają te same czynniki. Proste otwory przelotowe w łatwo dostępnych powierzchniach są łatwiejsze do zaplanowania niż głębokie, ukośne otwory ślepe w twardych stopach, w przypadku których obowiązują rygorystyczne wymagania dotyczące powierzchni.
Tabela: średnica, stosunek głębokości, zakres tolerancji, wymagania kontrolne oraz stopień złożoności ustawiania
| Stan otworu | Średnica | Współczynnik głębokości | Tolerancja | Konieczność przeprowadzenia kontroli | Złożoność konfiguracji | Sygnał wykonalności |
|---|---|---|---|---|---|---|
| Płytki, niewielki otwór przelotowy | 0,3–3,0 mm | Poniżej 15:1 | ±0,02–0,05 mm | Kontrola średnicy i położenia | Niski do umiarkowanego | Wykonalne |
| Mikrootwór | 0,1-0,5 mm | Specyficzne dla projektu | Wrażliwość na elektrodę/przepłukiwanie | Optyczne/specjalistyczne | Umiarkowany do wysokiego | Wymaga weryfikacji |
| Wytwarzanie otworów głębokich | 0,3–3,0 mm | 15:1–20:1 | Zależne od stożka | Średnica, otwór wylotowy, prostoliniowość | Umiarkowany | Wymaga weryfikacji |
| Otwór o wysokim współczynniku kształtu | Mała średnica | 20:1–25:1 | Może ulec odkształceniu o ±0,1 mm | Prostoliniowość, stożkowatość, przepływ | Wysoki | Wyższe ryzyko |
| Zaawansowane wiercenie otworów o dużej głębokości i precyzji | ~1 mm | Ponad 25:1 | Dopuszczalne wyłącznie w kontrolowanych warunkach | Pełna średnica + prostoliniowość | Wysoki | Wyższe ryzyko |
| Ślepa mikrootwór/głęboki otwór | 0,1–1,0 mm | Każdy wysoki wskaźnik | Ryzyko związane z gromadzeniem się odpadów | Głębokość, stan dna, powierzchnia | Wysoki | Wyższe ryzyko |
| Otwór pod kątem w utwardzonym stopie | 0,1–3,0 mm | Zależne od dostępu | Zależne od geometrii wejścia/wyjścia | Kąt, położenie, wejście/wyjście | Wysoki | Wymaga weryfikacji |

Zastosowania i przykłady wykorzystania w inżynierii
Zaawansowana technologia elektroerozyjnego wiercenia małych otworów znajduje zastosowanie w wielu gałęziach przemysłu, zapewniając precyzyjne rozwiązania w zakresie mikrowiercenia dla wysokowydajnych elementów wykorzystywanych w przemyśle lotniczym, medycznym oraz w produkcji form.
Najlepsza metoda wiercenia otworów chłodzących w łopatkach turbiny
Wybór najlepszej metody wiercenia otworów chłodzących w łopatkach turbiny zależy od stopu, średnicy otworu, kąta nachylenia, głębokości oraz wymagań dotyczących powierzchni. Często stosuje się wiercenie otworów metodą elektroerozyjną CNC, ponieważ elementy turbiny mogą wymagać wykonania niewielkich otworów chłodzących w twardych stopach przewodzących, w których wiercenie konwencjonalne nie jest stabilne. FAA potwierdza, że technologia EDM jest preferowana w przypadku otworów chłodzących w łopatkach turbin ze względu na jej bezkontaktowy charakter.
Otwory chłodzące mogą być nachylone i mogą wymagać stałego przepływu. Dlatego też istotne znaczenie mają średnica, stożkowatość oraz stan powierzchni. Obróbka elektroerozyjna (EDM) jest przydatna, ponieważ umożliwia wiercenie bez użycia siły mechanicznej, jednak nadal wymaga dobrego przepłukiwania i dostępu.
W przypadku prac związanych z łopatkami turbin przy podejmowaniu decyzji należy wziąć pod uwagę nie tylko rozmiar otworu. Należy sprawdzić, czy otwór jest przelotowy, czy ślepy, czy przecina wewnętrzny kanał, czy konieczny jest dostęp pięcioosiowy oraz w jaki sposób zostanie sprawdzona jakość otworu.
Dysze paliwowe dla przemysłu lotniczego: scenariusze obróbki elektroerozyjnej (EDM) otworów o średnicy 0,1–0,5 mm
W dyszach paliwowych stosowanych w przemyśle lotniczym i kosmicznym często wykorzystuje się bardzo małe otwory, w których charakterystyka przepływu zależy od średnicy i kształtu. Obróbka elektroerozyjna (EDM) małych otworów o średnicy w zakresie 0,1–0,5 mm może być odpowiednim rozwiązaniem, gdy utwardzone stopy przewodzące sprawiają, że konwencjonalne wiercenie nie jest niezawodne.
W jednym z reprezentatywnych scenariuszy przedstawionych w badaniach do wykonania drobnych otworów o współczynniku kształtu wynoszącym około 20:1 zastosowano elektroerozję wiertniczą z wyładowaniami o niskiej energii i kontrolowanym płukaniem. Celem było uzyskanie stabilnego kształtu otworu oraz tolerancji rzędu ±0,05 mm, co miało zapewnić niezawodny przepływ.
Ten rodzaj zastosowania pokazuje, dlaczego stabilność procesu ma znaczenie. Otwór może mieć średnicę nominalną na wlocie, ale mimo to nie spełniać swojej funkcji, jeśli stożek, odlew lub stan powierzchni wewnętrznej wpływa na przepływ. Zgodnie z wynikami badań pomiarowych opublikowanymi przez NIST, w przypadku stosowania zaawansowanej sondy światłowodowej na maszynie CMM do pomiaru średnicy i kształtu mikrootworów w dyszach wtryskiwaczy paliwa, głównymi czynnikami wpływającymi na niepewność pomiaru nie jest sam przyrząd, lecz stan powierzchni wewnętrznej oraz kształt otworu. NIST stwierdza, że nawet w zoptymalizowanych warunkach metrologicznych źle przygotowana ścianka otworu może uniemożliwić wiarygodne określenie średnicy, niezależnie od precyzji przyrządu. W związku z tym kontrola otworów w dyszach wtryskiwaczy paliwa powinna uwzględniać nie tylko nominalną średnicę wejściową, ale także stan powierzchni wewnętrznej, rozkład stożkowatości wzdłuż głębokości otworu oraz czystość otworu — standardowe pomiary za pomocą sprawdzianów kołkowych są niewystarczające w przypadku otworów, w których wymagana jest odpowiednia wydajność przepływu.
Elementy medyczne z tytanu i Inconelu, wymagające wykonania mikrootworów bez odkształceń
W przypadku elementów medycznych wykonanych z tytanu i Inconelu może zaistnieć potrzeba wykonania mikrootworów w materiałach, które trudno jest wiercić metodami mechanicznymi. Technologia EDM może okazać się przydatna, ponieważ nie polega na przepychaniu małego wiertła przez materiał. Zmniejsza to ryzyko ugięcia i pozwala uniknąć niektórych problemów związanych z pękaniem narzędzi.
Podawane zakresy obróbki elektroerozyjnej (EDM) małych otworów obejmują wartości od około 0,004 cala do większych rozmiarów małych otworów w kontrolowanych warunkach obróbki mikrootworów. W zaawansowanych warunkach osiągane są bardzo wąskie tolerancje, w tym wartości zbliżone do ±0,0001 cala. Przy podejmowaniu decyzji inżynierskich należy je zweryfikować w odniesieniu do rzeczywistej głębokości otworu, materiału oraz metody kontroli.
W przypadku elementów medycznych mogą również obowiązywać wymagania dotyczące integralności powierzchni. Ocena wykonalności obróbki elektroerozyjnej powinna uwzględniać ryzyko związane z warstwą odlewniczą, wykończenie powierzchni oraz wszelkie operacje obróbki końcowej lub walidację wymagane w specyfikacji części.
Odpowietrzanie form, kanały chłodzące oraz otwory w narzędziach hartowanych
Wentylacja form i kanały chłodzące to typowe zastosowania wiercenia metodą elektroerozyjną, ponieważ formy są często hartowane przed wykonaniem ostatecznych otworów. Wiercenie mechaniczne w hartowanych narzędziach może być powolne lub ryzykowne, zwłaszcza w przypadku małych otworów wentylacyjnych.
Wiercenie elektroerozyjne pozwala na wykonywanie otworów o średnicy 0,3–1,0 mm w hartowanych formach, przy typowych współczynnikach kształtu wynoszących około 15:1–20:1, pod warunkiem że ścieżki odprowadzania wiórów są drożne, a konstrukcja ułatwia usuwanie wiórów. Otwory te mogą służyć do odpowietrzania, chłodzenia lub zapewnienia dostępu dla drutu do obróbki elektroerozyjnej.
W przypadku oprzyrządowania decyzja ma często charakter praktyczny: obróbka elektroerozyjna może zmniejszyć ryzyko pęknięcia narzędzi i umożliwić wykonanie otworów po obróbce cieplnej. Kompromisem jest wolniejsze wiercenie oraz konieczność uwzględnienia stożka i jakości powierzchni w przypadkach, gdy funkcja otworu jest wrażliwa.
Jak ocenić wiercenie otworów metodą elektroerozyjną CNC w przypadku danej części
Ocena procesu wiercenia otworów metodą elektroerozyjną CNC w przypadku części wykonywanych na zamówienie wymaga systematycznej analizy specyfikacji projektowych, ograniczeń technologicznych, możliwości maszyn oraz ryzyka produkcyjnego, obejmującej sprawdzenie specyfikacji przed rozpoczęciem prac, norm rysunkowych, kompatybilności maszyn oraz ocenę wykonalności.
Co należy sprawdzić przed podjęciem decyzji o wierceniu metodą EDM?
Przed zaplanowaniem wiercenia otworów metodą elektroerozyjną CNC należy sprawdzić materiał, geometrię, tolerancję, dostępność oraz plan kontroli. Materiał musi być przewodzący. Otwór powinien mieścić się w praktycznym zakresie średnic i głębokości, odpowiednim dla wymaganego poziomu jakości.
Pierwszym kryterium oceny wykonalności jest średnica. Otwory o średnicy w zakresie 0,1–3,0 mm są typowe dla wiercenia elektroerozyjnego, przy czym otwory o średnicy 0,1–0,5 mm zalicza się do kategorii mikrootworów lub małych otworów. Drugim kryterium jest współczynnik kształtu. Współczynniki w zakresie 15:1–20:1 są typowymi celami produkcyjnymi, natomiast współczynniki 20:1–25:1 wymagają większej uwagi. Wyższe współczynniki mogą być możliwe, ale należy je traktować jako wiążące się z większym ryzykiem.
Trzecim kryterium jest to, czy otwór jest przelotowy, czy ślepy. Otwory przelotowe są zazwyczaj łatwiejsze do wykonania, ponieważ zapewniają lepsze wypłukiwanie. W przypadku otworów ślepych należy zwrócić uwagę na kontrolę głębokości oraz usuwanie zanieczyszczeń.
Czwartym czynnikiem, który należy sprawdzić, jest dostępność. Otwory pod kątem, zakrzywione powierzchnie i ciasne elementy detalu mogą wymagać pozycjonowania w pięciu osiach lub zastosowania specjalnych uchwytów. Jeśli elektroda nie może swobodnie zbliżyć się do otworu, obróbka elektroerozyjna może się nie powieść, nawet jeśli średnica i materiał są odpowiednie.
Należy również określić roczną wielkość produkcji, dopuszczalne zwężenie, dopuszczalne przerobienie lub zmiany metalurgiczne, czy przepływ ma większe znaczenie niż średnica nominalna, czy dopuszczalne jest dodatkowe wykańczanie oraz czy w przypadku pierwszego egzemplarza można zastosować weryfikację niszczącą. Cechy danego elementu mogą być technicznie możliwe do zrealizowania w warunkach próbnych, ale mimo to mogą nie nadawać się do produkcji seryjnej, jeśli wymagania te nie są dostosowane do procesu.
Wymagania dotyczące otworów: średnica, głębokość, kąt, tolerancja i stan powierzchni
Rysunek powinien określać średnicę otworu, jego głębokość, kąt, położenie, tolerancję oraz stan powierzchni. Jeśli otwór pełni funkcję użytkową, rysunek powinien również określać, czy istotne są takie parametry, jak stożkowatość, prostoliniowość, warstwa odlewu czy właściwości przepływowe.
Dobry opis otworu w schemacie EDM powinien zawierać:
- Nominalna średnica otworu
- Tolerancja średnicy
- Głębokość otworu lub wymagania dotyczące otworu przelotowego
- Kąt otworu i punkt odniesienia wejścia
- Tolerancja położenia
- Dopuszczalne odchylenia stożkowatości lub prostoliniowości w przypadku, gdy mają one kluczowe znaczenie
- Wymagania dotyczące wykończenia powierzchni, jeśli mają charakter krytyczny
- W razie potrzeby należy przeformułować wymagania dotyczące integralności warstwy lub powierzchni
- Metoda kontroli w przypadku, gdy standardowe pomiary nie są wystarczające
W przypadku głębokich otworów warto podać średnicę na początku i na końcu otworu, a nie tylko jedną średnicę nominalną. W przypadku mikrootworów może być konieczna kontrola optyczna lub specjalistyczna, ponieważ standardowe przyrządy pomiarowe mogą nie wykrywać stożkowatości lub wad wewnętrznych.
Kontrola możliwości maszyny: dostęp do 5 osi, sterowanie płukaniem oraz zakres rozmiarów elektrod
Możliwości maszyny należy sprawdzać w odniesieniu do konkretnej części, a nie tylko na podstawie ogólnych danych podanych w broszurze. Zgodnie z Norma lotnicza SAE AS7116/3 — dokument zawierający kryteria audytowe NADCAP dotyczące konkretnie obróbki elektroerozyjnej — kwalifikowani dostawcy usług EDM są zobowiązani do prowadzenia udokumentowanych procedur kontroli w zakresie zarządzania elektrodami, walidacji parametrów procesowych oraz identyfikowalności kontroli jako podstawowych warunków uzyskania zatwierdzenia w łańcuchu dostaw dla przemysłu lotniczego i kosmicznego. W oparciu o te wymagania akredytacyjne ocena możliwości powinna wykraczać znacznie poza opublikowane specyfikacje maszyn: niezbędne kontrole obejmują zakres rozmiarów elektrod, dostęp do osi, kontrolę płukania, głębokość obróbki oraz historię tolerancji dla podobnych materiałów.
Dostęp w pięciu osiach może mieć kluczowe znaczenie w przypadku elementów turbin, dysz paliwowych oraz otworów ukośnych w stali hartowanej. Bez odpowiedniego dostępu elektroda może nie ustawić się w jednej linii z wymaganą osią otworu.
Kontrola przepływu dielektryka ma kluczowe znaczenie w przypadku otworów głębokich i ślepych. Norma AS7116/3 stanowi, że stabilność procesu — w tym stały przepływ dielektryka — jest formalnym punktem audytu, a nie kwestią pozostawioną do decyzji dostawcy. Maszyna musi zapewniać stabilny przepływ dielektryka przez małą elektrodę oraz utrzymywać stabilność iskry w miarę pogłębiania się otworu. Niewłaściwe płukanie może powodować stożkowatość, problemy z jakością powierzchni oraz ryzyko ponownego odlewania.
Istotny jest również zakres rozmiarów elektrod. Urządzenie może obsługiwać szeroki zakres wartości nominalnych, ale konkretna średnica i długość elektrody muszą być dostosowane do otworu. Bardzo małe elektrody wymagają ostrożnego obchodzenia się z nimi i mogą ograniczać praktyczną głębokość wiercenia.
Lista kontrolna: kiedy wiercenie otworów metodą elektroerozyjną CNC jest wykonalne, ryzykowne lub nieodpowiednie
Informacje na temat zakresów tolerancji, metod kontroli oraz stopnia złożoności konfiguracji dla poszczególnych warunków można znaleźć w tabeli parametrów w sekcji „Czynniki związane z tolerancją, kosztami i czasem realizacji”.
| Kategoria decyzji | Najważniejsze warunki | Główny powód |
|---|---|---|
| Możliwe w typowych warunkach | Materiał przewodzący; otwór o średnicy 0,1–3,0 mm; otwór przelotowy; współczynnik kształtu ≤ 15:1–20:1; dostępny punkt wejścia | Równomierne przepłukiwanie, kontrolowane zużycie elektrod, normalny zakres tolerancji |
| Jest to wykonalne, ale wymaga weryfikacji | Współczynnik kształtu 20:1–25:1; mikrootwór ≤ 0,1 mm; wejście pod kątem; stop hartowany; wąska średnica; wymagane wykończenie powierzchni | Zwiększona wrażliwość na stabilność wypalania i zużycie elektrod |
| Wyższe ryzyko | Ślepy głęboki otwór; słaba droga przepływu; wąska prostoliniowość; przepływ krytyczny; trudna kontrola | Głównymi przyczynami awarii stają się gromadzenie się zanieczyszczeń i utrata kontroli nad głębokością |
| Zazwyczaj nieodpowiednie | Materiał nieprzewodzący; duży, płytki otwór; zablokowany dostęp do elektrody; stan powierzchni uniemożliwiający ponowne obróbkę metodą elektroerozyjną | Proces ten jest zasadniczo niemożliwy do zastosowania lub inna metoda jest szybsza i bezpieczniejsza |
Logika podejmowania decyzji jest prosta. Należy zastosować wiercenie otworów metodą elektroerozyjną CNC, gdy otwór jest mały, głęboki, wymaga dużej precyzji i znajduje się w przewodzącym, twardym materiale, w którym narzędzia skrawające mogą ulec uszkodzeniu lub odgięciu. Należy unikać tej metody, gdy materiał jest nieprzewodzący, gdy otwór jest duży i łatwy do wywiercenia lub gdy konstrukcja uniemożliwia stabilne płukanie.
W przypadku elementów granicznych najważniejsze do sprawdzenia są: współczynnik kształtu, ścieżka spływania, tolerancja oraz kontrola jakości. Czynniki te zazwyczaj decydują o tym, czy proces nadaje się do produkcji seryjnej, czy też jest możliwy wyłącznie w specjalnych warunkach.

Najczęściej zadawane pytania
Czym jest wiercenie otworów metodą EDM?
Wiercenie otworów metodą elektroerozyjną CNC (CNC EDM) to bezkontaktowy proces obróbki, w którym wykorzystuje się kontrolowane iskry elektryczne do wyżarzania niewielkich otworów w przewodzących metalowych elementach. Technika ta wykorzystuje elektrodę rurową oraz cyrkulujący płyn dielektryczny, które zastępują tradycyjne wiertła fizyczne, umożliwiając usuwanie materiału za pomocą iskier. Ta zaawansowana technika pozwala uniknąć mechanicznej siły skrawania oraz ugięcia narzędzia, które są powszechne w konwencjonalnych operacjach wiercenia. Doskonale nadaje się do wykonywania drobnych, głębokich i precyzyjnych otworów w twardych stopach o wysokiej wytrzymałości, których nie da się niezawodnie obrobić przy użyciu standardowych metod obróbki skrawaniem.
Kiedy należy zastosować wiercenie EDM zamiast wiercenia mechanicznego?
Warto wybrać wiercenie elektroerozyjne (EDM) do wykonywania bardzo małych, głębokich lub ukośnych otworów w twardych stopach, w których często dochodzi do łamania wierteł i szybkiego zużycia narzędzi. Proces ten idealnie nadaje się do profesjonalnego wiercenia małych otworów w stali hartowanej, tytanie, Inconelu i węgliku wolframu, przy ścisłych wymaganiach dotyczących wymiarów i prostoliniowości. Wiercenie mechaniczne pozostaje opłacalne i szybsze w przypadku dużych, płytkich otworów w popularnych, łatwych w obróbce miękkich metalach i standardowych stopach. Producenci mogą śmiało przejść na wiercenie elektroerozyjne, gdy stabilność precyzji i żywotność narzędzia stają się najwyższym priorytetem w złożonych projektach związanych z mikrootworami.
Jak głęboko można wiercić otwory metodą elektroerozyjną CNC?
Profesjonalne usługi wiercenia głębokich otworów metodą elektroerozyjną zapewniają stabilną produkcję przy stosunku głębokości do średnicy w zakresie od 15:1 do 25:1. Stosunek w przedziale od 15:1 do 20:1 uznaje się za najbezpieczniejszy i najbardziej stabilny zakres dla ciągłych procesów produkcji seryjnej. Stosunki przekraczające 20:1 wiążą się z oczywistym ryzykiem niewystarczającego przepłukiwania dielektrykiem, nadmiernego zużycia elektrody oraz niepożądanego zwężania się otworu. Inżynierowie muszą zweryfikować parametry procesu i możliwości maszyny, aby zapewnić dokładność wymiarową w przypadku bardzo głębokich otworów w różnych przewodzących twardych metalach.
Jak dokładne są otwory wywiercone metodą EDM?
Płytkie otwory wiercone metodą EDM z łatwością zachowują tolerancje precyzyjne w zakresie ±0,02–0,05 mm w przypadku ogólnej produkcji form, oprzyrządowania i elementów przemysłowych. W przypadku głębokich otworów tolerancje zazwyczaj zwiększają się do około ±0,1 mm z powodu skumulowanego zużycia elektrody oraz niestabilnego przepływu iskry na większych głębokościach. Wysokiej klasy maszyny z zoptymalizowanymi parametrami mogą wytwarzać precyzyjne elementy wiercone metodą EDM o wyjątkowej spójności wymiarowej. W przypadku otworów o krytycznym znaczeniu funkcjonalnym zawsze zaleca się stosowanie rygorystycznych metod kontroli w celu weryfikacji wymiarów, prostoliniowości i integralności powierzchni.
Jakie materiały nadają się do wiercenia metodą elektroerozyjną?
Standardowa technologia wiercenia elektroerozyjnego (EDM) pozwala na obróbkę wyłącznie metali przewodzących prąd elektryczny oraz wysokiej jakości stopów przemysłowych w typowych zastosowaniach produkcyjnych. Jest to najczęściej wybierane rozwiązanie w zakresie wiercenia elektroerozyjnego twardych metali, szeroko stosowanych w częściach lotniczych, komponentach medycznych oraz hartowanych narzędziach formierskich. Do typowych materiałów kompatybilnych należą: stal hartowana, tytan, Inconel oraz wytrzymały węglik wolframu o stabilnych właściwościach przewodzących. Substancje nieprzewodzące, takie jak ceramika, szkło, polimery i materiały kompozytowe, nie mogą być obrabiane za pomocą konwencjonalnego wiercenia elektroerozyjnego bez specjalnej, dostosowanej do potrzeb obróbki.
Jakie są różnice w szybkości wiercenia metodą EDM w porównaniu ze standardowym wierceniem CNC?
Szybkie wiercenie elektroerozyjne zapewnia niezawodną prędkość wykonywania mikrootworów, jednak w przypadku prostych zadań związanych z wierceniem dużych, płytkich otworów jest zazwyczaj wolniejsze niż standardowe wiercenie CNC. Metoda usuwania materiału poprzez erozję iskrową nie dorównuje wysokiej wydajności skrawania wióra, jaką charakteryzują się wiertła mechaniczne w rutynowych, prostych zadaniach obróbczych. Technologia ta wyróżnia się jednak w wydajnym i precyzyjnym wykonywaniu otworów w twardych metalach, eliminując częste łamanie się wierteł, ich ugięcia oraz kosztowne przestoje związane z wymianą narzędzi. Pomimo mniejszej prędkości pojedynczego cyklu poprawia ona ogólną wydajność produkcji i uzysk w przypadku złożonych partii mikrootworów w stopach o wysokiej twardości.