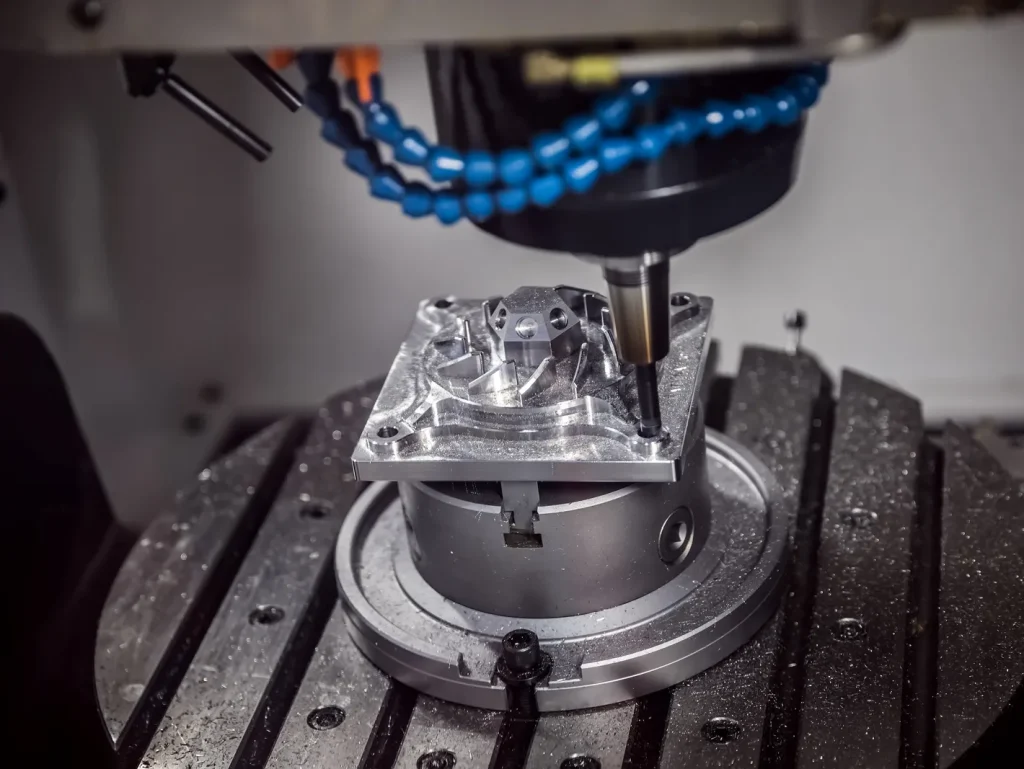
A la hora de mecanizar orificios minúsculos, profundos y de alta precisión en metales conductores endurecidos, como el carburo, el titanio, el Inconel y el acero endurecido, el taladrado CNC convencional suele presentar problemas como la rotura de la herramienta, la desviación y una escasa precisión posicional. ELECTROEROSIÓN CNC Las máquinas perforadoras ofrecen una solución fiable y sin contacto, que elimina material mediante electroerosión sin aplicar fuerza de corte mecánica.
Esta guía explica en detalle cómo funciona el taladrado por electroerosión (EDM), sus ventajas y limitaciones, las principales restricciones geométricas y de materiales, los riesgos de calidad, los factores relacionados con las tolerancias y los costes, además de presentar aplicaciones industriales reales de taladrado y criterios prácticos de selección para ayudar a los ingenieros y fabricantes a decidir si el taladrado de precisión por electroerosión es el proceso adecuado para su proyecto.
Introducción
Muchos ingenieros y fabricantes se enfrentan a la incertidumbre a la hora de elegir entre el taladrado convencional y el electroerosionado (EDM) para proyectos complejos de microagujeros. Para elegir el proceso con seguridad, es fundamental partir de una definición clara del problema y seguir un flujo de trabajo de evaluación estructurado.
Definir el problema de decisión: si el EDM es el proceso adecuado para realizar orificios pequeños, profundos y precisos en materiales duros y conductores.
El taladrado por electroerosión CNC suele considerarse cuando una pieza requiere un orificio pequeño, profundo o preciso en un material duro y conductor. La decisión no se reduce únicamente a si es posible realizar el orificio, sino a si el proceso puede garantizar el diámetro, la rectitud, el acabado superficial y la repetibilidad necesarios sin generar riesgos de calidad que resulten difíciles de inspeccionar o controlar.
Este proceso resulta especialmente adecuado para orificios con un diámetro comprendido entre 0,1 y 3,0 mm, sobre todo en acero templado, carburo de tungsteno, titanio, Inconel y otras aleaciones duras. Se trata de casos en los que el taladrado convencional puede presentar problemas como la rotura de la herramienta, la desviación de la broca, fuerzas de corte elevadas o la flexión de la herramienta. El electroerosionado (EDM) elimina material sin contacto mecánico, por lo que permite taladrar elementos que resultan difíciles o poco prácticos de realizar con una herramienta de corte giratoria.
La primera limitación es de carácter material. El taladrado por electroerosión solo funciona con materiales conductores de la electricidad. Si el material de la pieza no es conductor, el proceso no resulta adecuado, a menos que se utilice una vía conductora independiente o un proceso especial, lo cual queda fuera de la práctica habitual del taladrado por electroerosión con CNC.
La segunda limitación es de carácter geométrico. En muchos casos es posible realizar agujeros con una relación de profundidad-diámetro elevada, agujeros ciegos, agujeros en ángulo y diámetros muy pequeños, pero cada uno de ellos conlleva un riesgo adicional. Este riesgo suele deberse al lavado, al desgaste de los electrodos, al cono y a la eliminación de residuos, más que a la dureza en sí misma.
Resumen del proceso de evaluación: viabilidad → principios del proceso → compensaciones → riesgos → factores de coste y tolerancia → aplicaciones → criterios de selección
Una evaluación práctica comienza por la viabilidad. El diseñador o el comprador de la pieza debe comprobar el diámetro del orificio, su profundidad, la relación entre profundidad y diámetro, la conductividad del material, el ángulo de acceso y si el orificio es pasante o ciego. A continuación, hay que tener en cuenta los principios del proceso, ya que el rendimiento del taladrado por electroerosión depende de la erosión por chispa, del comportamiento del electrodo tubular y del lavado dieléctrico.
El siguiente paso es el análisis de compensaciones. El taladrado por electroerosión CNC permite resolver problemas que el taladrado mecánico no puede resolver, pero suele ser más lento. Además, puede provocar conicidad, problemas de acabado superficial y la formación de una capa de recubrimiento. La capacidad de tolerancia depende de la profundidad del orificio, el tamaño del electrodo, el control de la máquina, la estabilidad del lavado y el método de inspección.
El coste y el plazo de entrega dependen de la configuración, el consumo de electrodos, los dispositivos de sujeción, el acceso a la máquina, el número de orificios y la carga de trabajo que supone la inspección. En trabajos de gran volumen, estos factores pueden ser tan importantes como el propio orificio.
Esta guía sigue esa secuencia de decisión: primero, la viabilidad; a continuación, el comportamiento del proceso, los límites, los riesgos, los factores de tolerancia y de coste, las aplicaciones y, por último, los criterios de selección finales.
¿Qué es el taladrado por electroerosión CNC y por qué se utiliza?
Para comprender a fondo el taladrado por electroerosión CNC, analizamos sus aplicaciones prácticas, sus ventajas frente a los métodos tradicionales, las limitaciones en cuanto a materiales y una comparación directa del rendimiento entre ambos métodos.
¿Para qué se utiliza el taladrado por electroerosión CNC?
La perforación por electroerosión CNC es un proceso de mecanizado sin contacto que se utiliza para realizar pequeños orificios en metales y aleaciones conductoras. Utiliza un electrodo tubular giratorio o fijo y controla las descargas eléctricas para erosionar el material. Un fluido dieléctrico fluye a través del electrodo o alrededor de él para enfriar la zona de corte y eliminar las partículas erosionadas.
Este proceso se utiliza a menudo para:
- Orificios de refrigeración de los álabes de la turbina
- Orificios de las boquillas de combustible aeroespaciales
- Orificios de inicio para electroerosión por hilo
- Orificios de ventilación del molde
- Pequeños canales de refrigeración en herramientas templadas
- Microagujeros en titanio, Inconel y aleaciones endurecidas
- Agujeros en el carburo de tungsteno en los puntos en los que las herramientas de corte se desgastan o fallan
En la producción, la razón más habitual para optar por el taladrado por electroerosión CNC no es la velocidad, sino la capacidad del proceso. Este método permite realizar orificios pequeños y profundos en materiales duros y conductores, evitando al mismo tiempo las fuerzas de corte que provocan que las brocas se doblen, se rompan o se desvíen de su posición.
El electroerosionado de orificios pequeños suele asociarse a orificios de entre 0,1 y 0,5 mm. El electroerosionado rápido de orificios, a veces denominado «hole popping», se utiliza a menudo en el rango de 0,3 a 3,0 mm. Estos rangos se solapan, y la capacidad real depende de la máquina, el electrodo, el sistema de lavado, el material y la tolerancia.
Cuándo es preferible el electroerosionado para orificios pequeños al taladrado convencional
El electroerosionado de orificios pequeños es más adecuado que el taladrado convencional cuando la geometría del orificio o el material hacen que el corte mecánico resulte inestable. Esto incluye diámetros muy pequeños, aleaciones duras, orificios profundos y casos en los que la desviación de la broca provocaría un desplazamiento del orificio respecto a su posición prevista.
La perforación convencional depende del filo de corte. A medida que el diámetro de la broca se reduce y el material se vuelve más duro, la herramienta se vuelve más frágil. En el caso del carburo de tungsteno, el acero templado, el Inconel y el titanio, el filo de corte puede desgastarse rápidamente o fallar. La broca también puede generar rebabas, calor y errores de posicionamiento debido a la fuerza mecánica.
El taladrado por electroerosión (EDM) evita estas fuerzas de corte. El electrodo no se corta por contacto. En su lugar, las chispas eliminan pequeñas cantidades de material. Esto hace que el proceso resulte útil cuando la rectitud del orificio y una deflexión mínima son más importantes que una rápida eliminación de material.
La clave es que el electroerosionado (EDM) no debe sustituir por defecto al taladrado mecánico. Si el orificio es grande, poco profundo y está en un material mecanizable, un taladro CNC puede resultar más rápido y rentable. El electroerosionado resulta más interesante cuando el orificio es pequeño, profundo, de difícil acceso o está en un material duro y conductor.
Requisito de material conductor: cuando el taladrado por electroerosión no es adecuado para materiales no conductores
La perforación por electroerosión (EDM) requiere conductividad eléctrica, ya que el mecanismo de eliminación de material depende de una descarga de chispa controlada entre el electrodo y la pieza de trabajo. Si la pieza de trabajo no conduce la electricidad, el espacio de descarga no puede funcionar con normalidad.
Por eso, en la práctica habitual del taladrado por electroerosión (EDM), este método se utiliza habitualmente en acero templado, titanio, Inconel, carburo de tungsteno y otras aleaciones conductoras, pero no en cerámicas no conductoras, polímeros, vidrio o materiales compuestos.
La conductividad también influye en el rendimiento de la perforación. Una aleación dura conductora puede perforar más lentamente o requerir un control más estricto de los parámetros que otro material. La conductividad del material, su comportamiento térmico y la formación de residuos influyen en la estabilidad de la chispa, la calidad del orificio y el desgaste del electrodo.
Tabla: Comparación rápida entre el taladrado por electroerosión CNC y el taladrado convencional
| Factor | Taladrado por electroerosión CNC | Taladrado CNC convencional |
|---|---|---|
| Material necesario | Solo materiales conductores de la electricidad | Materiales conductores o no conductores, en función de la herramienta y la configuración |
| Mejor ajuste | Agujeros pequeños, profundos y precisos en aleaciones duras | Agujeros más grandes o menos profundos en materiales mecanizables |
| Rango típico de orificios | Entre 0,1 y 3,0 mm aproximadamente | Amplio rango, limitado por la rigidez de la herramienta y el material |
| Fuerza de corte | Sin fuerza de corte mecánica | Fuerza mecánica aplicada mediante un taladro |
| Materiales duros | Ajuste firme para acero templado, carburo, titanio e Inconel | Riesgo de desgaste, rotura o deformación |
| Agujeros pequeños y profundos | A menudo preferido | La desviación de la broca y la evacuación de virutas pueden limitar la viabilidad |
| Velocidad | Normalmente es más lento que la perforación estándar | Normalmente es más rápido cuando la geometría y el material son adecuados |
| Principales riesgos | Conicidad, desgaste de los electrodos, capa de recubrimiento, límites de lavado | Rotura de la herramienta, rebabas, desviación, calor, acumulación de virutas |
| Agujeros pasantes | En general, resulta más fácil gracias a la salida de descarga | Por lo general, son más fáciles que los agujeros ciegos |
| Agujeros ciegos | Más difícil debido a la retirada de escombros y al control de la profundidad | También resulta complicado con diámetros pequeños y relaciones de aspecto elevadas |

¿Se puede perforar la geometría de tu orificio mediante electroerosión?
La geometría del orificio determina directamente si el taladrado por electroerosión es una opción de fabricación viable.
Diámetro mínimo de taladro que se puede alcanzar mediante taladrado por electroerosión en carburo y aleaciones duras
El tamaño mínimo de orificio que se puede conseguir con el taladrado por electroerosión (EDM) en carburo y aleaciones duras suele rondar los 0,1 mm en configuraciones aptas para microtalaadrado. En pulgadas, esto equivale a unas 0,004 pulgadas. No se trata de una garantía universal. A esta escala, el estado de la máquina, la calidad del electrodo, el control del lavado, el comportamiento del material y el método de inspección son factores determinantes.
En la producción práctica, los orificios de entre 0,1 y 0,5 mm suelen considerarse trabajos de electroerosión de orificios pequeños. El electroerosionado rápido de orificios se aplica con mayor frecuencia en orificios de entre 0,3 y 3,0 mm aproximadamente. Cuanto más pequeño es el orificio, más sensible se vuelve el proceso al desgaste del electrodo y a la energía de la chispa. Las descargas de baja energía ayudan a preservar la forma, pero también tienden a reducir la velocidad de arranque de material.
En el caso del carburo, a menudo se opta por el electroerosionado (EDM) porque las herramientas convencionales sufren un desgaste y roturas importantes. Los problemas que plantea el taladrado del carburo de tungsteno con herramientas convencionales frente al electroerosionado están relacionados con la dureza y la carga de la herramienta. Una broca debe cortar físicamente el carburo. El electroerosionado lo erosiona eléctricamente, por lo que la dureza supone un obstáculo menor siempre que el tipo de carburo sea conductor de la electricidad.
Los diseñadores deben evitar especificar el orificio más pequeño posible, a menos que la función lo requiera. Un diámetro ligeramente mayor puede mejorar el lavado, reducir la fragilidad de los electrodos y facilitar la inspección.
Limitaciones del taladrado por electroerosión (EDM) en agujeros con una relación de profundidad elevada
Las limitaciones del taladrado por electroerosión (EDM) en el caso de orificios con una relación de aspecto elevada están relacionadas principalmente con el lavado y el comportamiento del electrodo. La relación de aspecto es la profundidad del orificio dividida por su diámetro. Por ejemplo, un orificio de 1 mm de diámetro y 20 mm de profundidad tiene una relación de aspecto de 20:1.
La perforación estable mediante electroerosión (EDM) suele asociarse a relaciones de aspecto de entre 15:1 y 25:1. Para la producción, el rango más adecuado suele ser de 15:1 a 20:1. Es posible realizar agujeros más profundos, pero requieren un mejor control del lavado y una mayor atención al cono y a la rectitud.
A medida que aumenta la profundidad, los residuos deben desplazarse una mayor distancia para salir de la zona de chispa. Si los residuos permanecen en el espacio, pueden provocar chispas inestables, descargas secundarias, daños en la superficie, una velocidad de corte más lenta y un estrechamiento progresivo. El electrodo también se desgasta a medida que perfora, por lo que la precisión del orificio puede disminuir con la profundidad.
Los agujeros profundos siguen siendo un caso de uso muy válido para el electroerosionado (EDM). Uno de los casos de agujeros profundos descritos consistía en un agujero de 1 mm de diámetro y 150 mm de profundidad en metal duro, con resultados muy ajustados en cuanto a diámetro y rectitud en condiciones avanzadas. Este tipo de ejemplo muestra lo que es posible, pero no debe considerarse como una tolerancia de producción normal para todos los agujeros profundos. En la producción general, la tolerancia puede ser mayor, especialmente cuando la relación de aspecto supera 20:1.
Limitaciones de profundidad en los agujeros ciegos en el taladrado por electroerosión
Las limitaciones de profundidad de los agujeros ciegos en el taladrado por electroerosión son más estrictas que las de los agujeros pasantes, ya que los residuos y el líquido dieléctrico no tienen vía de salida por la cara opuesta de la pieza. Esto dificulta el lavado y aumenta la probabilidad de que los residuos queden atrapados en el fondo del agujero.
En un orificio pasante, el fluido dieléctrico puede ayudar a expulsar las partículas erosionadas. En un orificio ciego, los residuos deben volver por el mismo conducto estrecho por el que pasan el electrodo y el fluido. A medida que aumenta la profundidad, este proceso se vuelve menos estable. El resultado puede ser un corte más lento, variaciones en la geometría del fondo, conicidad o defectos en la superficie.
El taladrado por electroerosión de agujeros ciegos también requiere un control más preciso de la profundidad. El proceso elimina material mediante erosión por chispa, y no mediante una punta de corte con un simple tope mecánico. La precisión en la profundidad depende del control de la máquina, de la compensación del desgaste del electrodo y de la estabilidad del proceso.
Los orificios ciegos por electroerosión son viables cuando el diámetro, la profundidad, la tolerancia y las condiciones del fondo son realistas. Se convierten en un riesgo cuando el orificio es muy pequeño, profundo, tiene una tolerancia muy ajustada y presenta una forma crítica en el fondo o unas condiciones superficiales exigentes.
Dificultades que plantea el taladrado por electroerosión de orificios en ángulo en acero endurecido
Las dificultades que plantea el taladrado por electroerosión de orificios en ángulo en acero templado se deben al acceso, la alineación, el guiado del electrodo y el lavado. El acero templado suele ser un buen material para la electroerosión, ya que es conductor y difícil de taladrar mecánicamente tras el tratamiento térmico. La geometría en ángulo suele ser la parte más complicada del problema.
Si se aplica en ángulo, el electrodo puede penetrar en una superficie inclinada o curvada. Esto puede afectar a la forma y la ubicación de la penetración. El espacio de chispa debe permanecer estable aunque el electrodo no esté perpendicular a la superficie. La sujeción de la pieza y el control de los ejes CNC cobran mayor importancia.
Los orificios en ángulo también hacen que el lavado sea menos predecible. Es posible que el flujo dieléctrico no elimine los residuos de manera uniforme, especialmente si el orificio es profundo o se cruza con otro elemento. Una eliminación desigual de los residuos puede aumentar la conicidad o provocar problemas de acabado superficial.
Las máquinas de electroerosión CNC de cinco ejes pueden facilitar el acceso a ángulos complejos. Aun así, el plano debe definir el punto de entrada, el ángulo, el diámetro, la profundidad y las condiciones aceptables de entrada y salida. Si el ángulo es fundamental para el flujo de fluidos o la refrigeración, la planificación de la inspección debe formar parte del análisis de viabilidad.
Cómo funciona el taladrado por electroerosión CNC
En esta sección se analizan los principios fundamentales, los factores clave que influyen y las consideraciones prácticas para la aplicación del taladrado por electroerosión CNC, abarcando su mecanismo de funcionamiento, las variables críticas del proceso, la adaptabilidad a los materiales y su uso habitual en la preparación para la electroerosión por hilo.
Electrodos tubulares, electroerosión por chispa y arranque de material sin contacto
El taladrado por electroerosión CNC utiliza un electrodo tubular pequeño, normalmente de cobre o latón. El electrodo se coloca cerca de la pieza de trabajo, dejando un espacio de chispa controlado. Los impulsos eléctricos atraviesan ese espacio y generan calor localizado. Este calor funde y vaporiza pequeñas cantidades de material de la pieza de trabajo.
Dado que el electrodo no ejerce presión sobre la pieza como lo haría un taladro, la fuerza mecánica es mínima. Esto convierte al electroerosionado (EDM) en una opción práctica cuando es importante reducir el riesgo de desviación debido a la fuerza de taladrado; sin embargo, la rectitud y la posición de salida pueden verse afectadas por el desgaste, la estabilidad del lavado y los errores de configuración.
El electrodo tubular también sirve de conducto para el fluido dieléctrico. El fluido ayuda a enfriar la zona de la chispa y a eliminar los residuos. En muchas configuraciones, el electrodo gira para ayudar a mantener una forma estable del orificio y mejorar el lavado.
El diámetro del orificio no es exactamente igual al diámetro del electrodo. La distancia entre electrodos, el desgaste de los electrodos, el lavado y los parámetros de la máquina influyen en la dimensión final. Esta es una de las razones por las que es necesario verificar la precisión del diámetro del orificio, especialmente en el electroerosionado rápido de orificios y en el mecanizado de orificios profundos.
Influencia de la presión de lavado dieléctrico en la calidad de los orificios realizados mediante electroerosión
La presión de lavado dieléctrico tiene un impacto directo en la calidad de los orificios obtenidos mediante electroerosión. El lavado elimina las partículas erosionadas del espacio de descarga. Si la presión y el caudal son demasiado bajos, los residuos permanecen en el orificio y provocan una descarga inestable. Si la presión y el caudal no se ajustan adecuadamente al tamaño del electrodo y del orificio, el proceso puede volverse inestable o producir una geometría irregular.
Antes de la puesta en producción, también deben revisarse las condiciones de entrada y la geometría circundante. Las superficies de entrada inclinadas o interrumpidas, las cavidades cercanas que se cruzan, el espaciado reducido entre orificios, las cavidades ciegas y las salidas de orificios pasantes sin soporte pueden reducir la estabilidad del lavado y aumentar el sobrecorte de entrada, el cono o la variación en la salida.
Un buen lavado ayuda a controlar:
- Rectitud del orificio
- Cónico
- Acabado superficial
- Comportamiento del desgaste de los electrodos
- Estado de la superficie afectada por el calor
- Estabilidad de corte
Los orificios profundos requieren mayor atención, ya que los residuos deben recorrer una distancia mayor. Las configuraciones con varios orificios también pueden provocar problemas de equilibrio de presión si los orificios están muy próximos entre sí o si se obstruyen las vías de paso del fluido.
Siempre que sea posible, es recomendable diseñar con vías de lavado abiertas. Los orificios pasantes suelen ser más sencillos que los ciegos, ya que permiten la salida del fluido y los residuos. En los patrones con varios orificios, la separación entre ellos y su secuencia pueden afectar a la uniformidad del lavado.
Cómo influye la conductividad de la pieza de trabajo en el rendimiento del taladrado por electroerosión
El electroerosionado (EDM) requiere una pieza de trabajo eléctricamente conductora, pero la conductividad por sí sola no determina el comportamiento durante el taladrado. La velocidad de arranque de material, el desgaste del electrodo, la tendencia a la refundición y la estabilidad del lavado también varían en función de la conductividad térmica, el comportamiento de fusión y la formación de residuos; por lo tanto, el acero endurecido, el titanio, el Inconel y el carburo no deben considerarse materiales equivalentes para el electroerosionado. La selección de materiales conductores es solo el primer paso; la capacidad de producción sigue dependiendo de la geometría, la profundidad y los requisitos de calidad.
No todos los metales duros conductores se comportan de la misma manera. Las diferencias en la composición de la aleación, la respuesta térmica y la formación de residuos pueden afectar a la velocidad de arranque, el desgaste de los electrodos y el estado de la superficie. El titanio, el Inconel, el acero endurecido y el carburo pueden perforarse mediante electroerosión, pero es posible que requieran parámetros diferentes.
Los materiales duros no suponen automáticamente un problema para el electroerosionado. De hecho, la dureza es una de las razones para recurrir a esta técnica. La cuestión más importante es si el material es conductor y si la geometría del orificio permite un lavado estable.
Requisitos para el orificio inicial en el electroerosionado por hilo en materiales de gran espesor
La perforación por electroerosión CNC se utiliza a menudo para crear orificios iniciales para la electroerosión por hilo en materiales de gran espesor. La electroerosión por hilo necesita una trayectoria para que el hilo atraviese la pieza antes de poder cortar un contorno interno. Si la pieza es gruesa, está endurecida o resulta difícil de perforar mecánicamente, la perforación por electroerosión permite crear el orificio inicial sin que la herramienta se desvíe.
Los requisitos del orificio de inicio para el electroerosionado por hilo en materiales gruesos dependen del calibre del hilo, el espesor del material, la alineación y la ubicación de entrada necesaria. El orificio debe ser lo suficientemente grande como para poder pasar el hilo y estar situado de tal forma que el hilo pueda iniciar el corte previsto. Además, debe tener un recorrido despejado a través de la pieza.
En el caso de los materiales conductores de gran espesor, los orificios iniciales de electroerosión reducen el riesgo de que se rompan las brocas y de que los orificios iniciales se sitúen en una posición incorrecta. Los aspectos más importantes son la rectitud del orificio, la posición de salida y si el orificio perforado deja suficiente espacio libre para que el hilo se introduzca de forma fiable.

Ventajas, limitaciones y compensaciones en los procesos
Cada proceso de mecanizado presenta ventajas, inconvenientes y compromisos prácticos inherentes. Comprender las principales compensaciones entre los distintos métodos de fabricación de orificios pequeños ayuda a seleccionar el proceso óptimo para los requisitos específicos de material, tolerancia y producción.
Compromisos en cuanto a la precisión entre el electroerosionado de orificios pequeños y el taladrado CNC
Las diferencias de precisión entre el electroerosionado (EDM) de orificios pequeños y el taladrado CNC dependen del material, el tamaño del orificio, la profundidad y la tolerancia deseada. El taladrado CNC puede ser preciso y rápido en materiales adecuados, especialmente en el caso de orificios grandes y poco profundos. Sin embargo, con diámetros muy pequeños o relaciones de profundidad elevadas, la desviación y la rotura de la broca pueden suponer un factor limitante.
El electroerosionado de orificios pequeños evita la fuerza de corte, por lo que permite mantener mejor la posición y la forma en materiales duros en los que las brocas tienden a desviarse. La capacidad de tolerancia típica para los orificios perforados por electroerosionado a poca profundidad puede situarse en torno a ±0,02–0,05 mm. En el caso de los orificios profundos, las tolerancias pueden empeorar hasta ±0,1 mm debido al desgaste del electrodo, la conicidad y los límites de lavado. Las configuraciones avanzadas han demostrado valores de diámetro y rectitud mucho más ajustados, pero esos resultados dependen de la capacidad de la máquina y de las condiciones controladas.
La decisión práctica no se reduce, en general, a elegir entre el electroerosionado y la perforación. Se trata de determinar si el orificio se encuentra fuera del rango de estabilidad de un taladro mecánico. Si un taladro CNC estándar puede realizar el orificio con una vida útil de la herramienta, un control de rebabas y unas tolerancias aceptables, puede que sea el mejor proceso. Si existe la posibilidad de que el taladro se doble, se rompa o no acierte en la ubicación, el electroerosionado se convierte en la mejor opción.
Comparación entre el electroerosionado de agujeros rápidos y la perforación con láser para microagujeros
Una comparación entre el electroerosionado de agujeros rápidos y la perforación con láser para microagujeros debe centrarse en el material, la profundidad, los efectos térmicos y la calidad del agujero. El electroerosionado de agujeros rápidos se utiliza para pequeños agujeros conductores, a menudo de entre 0,3 y 3,0 mm aproximadamente. El electroerosionado de agujeros pequeños puede alcanzar el rango de 0,1 a 0,5 mm cuando la configuración lo permite.
La perforación por láser suele ser la mejor opción cuando el material no cumple los requisitos de conductividad del electroerosionado (EDM) o cuando una velocidad muy alta en secciones delgadas es más importante que las condiciones metalúrgicas. El electroerosionado rápido de agujeros suele ser la opción preferida cuando los materiales duros y conductores, una relación de aspecto mayor, un control más estricto de la geometría o un menor riesgo de rebaba y de zona afectada por el calor son más importantes que la velocidad. La decisión práctica debe basarse en una comparación de la conductividad, la rebaba admisible, la relación de aspecto, la geometría de entrada y salida, y los requisitos de validación posteriores, en lugar de considerar ambos procesos como intercambiables.
En el caso de aleaciones duras conductoras con orificios pequeños y profundos, en los que es importante que el mecanizado sea recto y sin deformaciones, se suele optar por el electroerosionado (EDM). Para la producción de orificios a muy alta velocidad o en materiales no conductores, se puede considerar el taladrado por láser, aunque esto requiere un análisis de viabilidad independiente basado en las características exactas de la pieza y los límites de calidad.
Problemas a la hora de taladrar carburo de tungsteno con herramientas convencionales frente al electroerosionado (EDM)
El carburo de tungsteno es un caso habitual en el que el electroerosionado (EDM) desempeña un papel claro. Las brocas convencionales pueden tener dificultades, ya que el carburo es muy duro y abrasivo. Las brocas pequeñas son especialmente vulnerables al desgaste de los bordes, a las astillas y a la rotura.
El EDM no resuelve todos los problemas relacionados con los orificios en el carburo, pero evita el principal problema del corte mecánico. Dado que el proceso erosiona el material conductor mediante descargas de chispas, permite crear pequeños orificios sin tener que forzar la penetración de una broca frágil a través del carburo.
Como regla general, el carburo suele aumentar el desgaste de los electrodos y la sensibilidad del proceso; el Inconel suele ralentizar la eliminación de material y aumentar la dependencia del lavado; el titanio puede requerir un control más estricto de la refundición y la integridad de la superficie; y el acero endurecido suele ser más predecible cuando la geometría y el lavado son estables. Se trata de pautas comparativas, no de clasificaciones universales, y la validación por parte del proveedor debe basarse en la aleación concreta y la geometría del orificio.
La disyuntiva radica en la velocidad y el estado de la superficie. El electroerosionado puede resultar más lento que el taladrado en materiales más blandos, y puede ser necesario inspeccionar el orificio para comprobar su conicidad, la presencia de una capa de recubrimiento y su diámetro. En el caso de elementos de carburo de alta precisión, estas desventajas suelen ser aceptables, ya que el taladrado mecánico puede no ser lo suficientemente estable.
Cuando la perforación con EDM resulta más lenta o menos práctica que otros métodos
La perforación por electroerosión suele ser más lenta que la perforación convencional cuando el orificio es grande, poco profundo y está realizado en un material que se mecaniza bien. También puede resultar menos práctica cuando la pieza es no conductora, cuando los requisitos metalúrgicos de la superficie son muy estrictos o cuando la geometría del orificio impide un buen lavado.
Los orificios de gran tamaño no son los más adecuados para el taladrado por electroerosión, ya que, en muchos casos, la eliminación de material mediante erosión por chispa es más lenta que en los procesos de arranque de viruta. Si la pieza se puede fresar, taladrar o mandrinar con herramientas estables, esos métodos pueden reducir el tiempo de ciclo y el coste.
El electroerosionado (EDM) también puede resultar menos práctico para trabajos de gran volumen si cada orificio requiere una inspección minuciosa, cambios frecuentes de electrodos o un posicionamiento complejo en cinco ejes. El gran volumen no descarta el uso del EDM, pero hace que la estabilidad de la configuración y el control del desgaste de los electrodos cobren mayor importancia.
Modos de fallo habituales y riesgos para la calidad
En el taladrado por electroerosión (EDM) de metales duros, suelen surgir diversos modos de fallo y riesgos ocultos para la calidad en la producción habitual.
Causas del desgaste de los electrodos en el taladrado por electroerosión de metales duros
Entre las causas del desgaste de los electrodos en el taladrado por electroerosión de metales duros se encuentran la energía de las chispas, la profundidad de taladrado, el comportamiento del material, las condiciones de lavado y el material del electrodo. Los electrodos de tubo de cobre y latón se desgastan durante el proceso, ya que las chispas afectan tanto a la pieza de trabajo como al electrodo.
El desgaste es importante porque modifica el tamaño y la forma efectivos de la herramienta. En agujeros profundos, el desgaste del electrodo puede provocar desviaciones en el diámetro, conicidad y errores en el estado del fondo. Los electrodos pequeños son más sensibles, ya que un desgaste mínimo supone una proporción mayor del diámetro.
La elección del electrodo debe confirmarse con el proveedor, ya que el cobre y el latón no se comportan de la misma manera en cuanto a desgaste, estabilidad o purga. La selección práctica depende del diámetro y la profundidad del orificio, del material de la pieza de trabajo y de si se da prioridad a la velocidad, a un menor desgaste o a una geometría más estable a lo largo de una serie de producción.
Los materiales duros y conductores, como el carburo, el Inconel, el acero templado y el titanio, pueden requerir un control minucioso de los parámetros para limitar el desgaste y mantener al mismo tiempo un corte estable. Las descargas de baja energía pueden ayudar a conservar la forma en los microagujeros, pero también pueden ralentizar el proceso.
El desgaste de los electrodos no es solo una cuestión de costes de herramientas. Es una cuestión de control geométrico. En el caso de los orificios con tolerancias ajustadas, la compensación del desgaste y la validación del proceso forman parte de la fabricabilidad.
Causas habituales del estrechamiento en el taladrado por electroerosión de agujeros profundos
Entre las causas habituales del estrechamiento en el taladrado por electroerosión de agujeros profundos se encuentran el desgaste del electrodo, una eliminación deficiente de los residuos, un lavado inestable, descargas secundarias y una relación profundidad-diámetro excesiva. A medida que el electrodo se adentra, es posible que la zona de entrada y la parte inferior del agujero no se erosionen de la misma manera.
El riesgo de estrechamiento aumenta cuando los agujeros superan las relaciones de aspecto habituales en la producción, como 15:1 o 20:1. A partir de 25:1, el control del lavado cobra mayor importancia. Si quedan residuos en el espacio, pueden producirse chispas en lugares no deseados. Esto puede ensanchar algunas secciones del agujero o afectar a su rectitud.
La conicidad también se ve afectada por el tamaño del electrodo, la rotación, los parámetros de pulso y el material. En el caso de los componentes de precisión, el plano debe indicar si la conicidad se controla mediante límites de diámetro en la entrada y la salida, mediante la rectitud o mediante ensayos funcionales de flujo.
Problemas de acabado superficial en los orificios perforados mediante electroerosión
Los problemas de acabado superficial en los orificios perforados mediante electroerosión se deben al proceso de erosión por chispa. La electroerosión no deja la misma textura superficial que un orificio mecanizado, ya sea escariado o bruñido. Cada descarga forma un pequeño cráter. El acabado final depende de la energía de la chispa, el lavado, el material y el margen de acabado.
Para muchas aplicaciones relacionadas con la refrigeración, la ventilación o los orificios de arranque, la superficie obtenida mediante electroerosión (EDM) puede resultar aceptable. En el caso de orificios destinados al sellado, sensibles a la fatiga o en los que el flujo es un factor crítico, es posible que haya que prestar más atención al acabado superficial. El diseñador debe definir las condiciones superficiales requeridas, en lugar de dar por sentado que la superficie de un orificio taladrado es aceptable.
Se puede aplicar un margen de material de entre 0,02 y 0,05 mm aproximadamente cuando se prevea una operación de acabado posterior. Esto puede resultar útil cuando el orificio realizado mediante electroerosión (EDM) es solo una pieza de desbaste o de acceso, pero requiere suficiente material y espacio para la fase de acabado.
Riesgos de formación de una capa de fundición en el taladrado por electroerosión
Los riesgos de que se forme una capa de refundición en el taladrado por electroerosión se deben a la resolidificación del material fundido en la pared del orificio. Esta capa suele ser motivo de preocupación en los procesos de electroerosión, ya que el material se elimina mediante calor.
Una capa de refundición puede afectar al comportamiento frente a la fatiga, a la integridad de la superficie, al flujo o al acabado posterior. El grado de preocupación depende de la función de la pieza. Los componentes aeroespaciales, médicos y sometidos a grandes tensiones suelen requerir un análisis más minucioso del estado de la superficie que los orificios de ventilación o los orificios de inicio habituales en los utillajes.
El riesgo de refundición puede gestionarse mediante los ajustes del proceso, el lavado y el posprocesamiento cuando sea necesario, pero los datos del proyecto facilitados deben definir los requisitos. Si el plano solo indica el diámetro y la profundidad, es posible que el proveedor no sepa que la metalurgia de la superficie es fundamental.
Factores relacionados con la tolerancia, el coste y el plazo de entrega
A la hora de planificar el taladrado por electroerosión CNC de componentes de precisión, los ingenieros deben encontrar un equilibrio entre los niveles de tolerancia alcanzables, los costes totales de producción y unas expectativas realistas en cuanto a los plazos de entrega. Estas tres consideraciones fundamentales dependen de múltiples variables relacionadas con el proceso y las piezas, que se desglosan en detalle a continuación.
Límites de tolerancia en el taladrado por electroerosión CNC de componentes de precisión
Los límites de tolerancia del taladrado por electroerosión CNC para componentes de precisión dependen de la profundidad y el diámetro del orificio, el material, el desgaste del electrodo, el lavado, la capacidad de la máquina y el acceso para la inspección. En el caso de los orificios poco profundos, en muchos casos pueden ser realistas unas tolerancias típicas de entre ±0,02 y 0,05 mm. En el caso de los orificios más profundos, la tolerancia puede aumentar hasta ±0,1 mm debido al cono y al desgaste.
Las máquinas avanzadas y las configuraciones controladas pueden alcanzar resultados mucho más precisos, incluyendo un control muy preciso del diámetro y la rectitud en casos concretos de agujeros profundos. Se ha informado de que algunas condiciones de micromecanizado alcanzan una precisión cercana a ±1,0 μm, mientras que la precisión general puede situarse más cerca de ±50 μm. Estas cifras deben considerarse dependientes de las condiciones y no universales.
A la hora de tomar decisiones, la tolerancia debe adaptarse a la función del orificio. Un orificio de ventilación, uno de refrigeración, uno de dosificación de combustible y un orificio de inicio para el electroerosionado por hilo no requieren todos el mismo control. Las tolerancias excesivamente estrictas pueden aumentar el tiempo de preparación, el esfuerzo de inspección y el riesgo de desperdicio.
Factores que influyen en la precisión del diámetro de los orificios en el electroerosionado rápido
Entre los factores que influyen en la precisión del diámetro del orificio en el electroerosionado rápido se encuentran el diámetro del electrodo, la distancia entre electrodos, el desgaste del electrodo, la presión de lavado, el posicionamiento de la máquina, la profundidad y el material de la pieza. El orificio final es más grande que el electrodo debido a la distancia entre electrodos y a la zona de erosión.
El diámetro, la posición, la rectitud, la conicidad, la profundidad y la ubicación de la salida deben tratarse como controles independientes, ya que el electroerosionado no los mantiene de forma uniforme. La planificación de la inspección debe ajustarse a los requisitos: el diámetro para la medida dimensional; el corte transversal o la medición del orificio para la conicidad; la verificación de la profundidad para los agujeros ciegos; y las comprobaciones de flujo o funcionales cuando el rendimiento sea más importante que la medida nominal.
La profundidad es una de las principales variables. Un agujero poco profundo de 1 mm y uno profundo de 1 mm no entrañan el mismo riesgo. A medida que aumenta la profundidad, el desgaste y la eliminación de residuos se vuelven más difíciles de controlar. Esto puede hacer que el diámetro del agujero varíe a lo largo de su longitud.
El lavado es otro factor clave. Un flujo dieléctrico estable elimina los residuos y mantiene un comportamiento de descarga constante. Un lavado deficiente puede provocar una quemadura excesiva, un estrechamiento progresivo o superficies más rugosas.
La inspección también influye en cómo se evalúa la precisión. Los calibres de pasador, la inspección óptica, el corte transversal, las pruebas de flujo y la medición por coordenadas no responden a la misma pregunta. Si la función del orificio es crítica, el plano debe definir el método de aceptación.
Factores que influyen en los costes de los servicios de taladrado por electroerosión de gran volumen
Los factores que influyen en el coste de los servicios de taladrado por electroerosión de gran volumen incluyen el número de orificios, el diámetro de los mismos, la relación de profundidad, el material, la tolerancia, el ángulo, la sujeción, el consumo de electrodos y los requisitos de inspección. Dado que los datos facilitados no permiten establecer un precio exacto, el coste debería discutirse en función de estos factores, en lugar de fijarse una cantidad fija por orificio.
Los orificios pequeños requieren electrodos pequeños, que pueden desgastarse más rápido y ser más frágiles. Los orificios profundos aumentan la duración del ciclo y el riesgo del proceso, ya que el lavado resulta más difícil. Los orificios en ángulo pueden requerir sistemas de sujeción más complejos o un acceso multieje. Las tolerancias ajustadas pueden exigir la optimización de los parámetros, la fabricación de piezas de prueba y un mayor número de inspecciones.
Un volumen elevado puede reducir el impacto de la puesta a punto cuando la disposición de los orificios es estable y repetible. Sin embargo, el volumen también puede aumentar la sensibilidad al desgaste de los electrodos y a la deriva del proceso. El control por lotes puede requerir la sustitución planificada de los electrodos y una inspección periódica.
El plazo de entrega se ve afectado por los mismos factores. Los orificios pasantes simples en caras accesibles son más fáciles de programar que los orificios ciegos profundos y en ángulo en aleaciones duras con requisitos de superficie muy exigentes.
Tabla: diámetro, relación de profundidad, rango de tolerancia, requisitos de inspección y complejidad de la configuración
| Estado del hoyo | Diámetro | Relación de profundidad | Tolerancia | Necesidad de inspección | Complejidad de la instalación | Señal de viabilidad |
|---|---|---|---|---|---|---|
| Orificio pasante pequeño y poco profundo | 0,3–3,0 mm | Menos de 15:1 | ±0,02–0,05 mm | Comprobaciones del diámetro y la ubicación | Bajo a moderado | Viable |
| Microagujero | 0,1-0,5 mm | Específico del diseño | Sensibilidad al electrodo/lavado | Óptica/especializada | Moderado a alto | Necesita revisión |
| Producción de agujeros profundos | 0,3–3,0 mm | 15:1–20:1 | Dependiente del cono | Diámetro, salida, rectitud | Moderado | Necesita revisión |
| Agujero de relación de aspecto elevada | Diámetro pequeño | 20:1–25:1 | Puede presentar una desviación de ±0,1 mm | Rectitud, conicidad, flujo | Alta | Mayor riesgo |
| Agujero profundo de alta precisión | ~1 mm | Más allá de 25:1 | Solo en condiciones controladas | Diámetro total + rectitud | Alta | Mayor riesgo |
| Agujero ciego micro/profundo | 0,1–1,0 mm | Cualquier ratio elevado | Riesgo de atrapamiento por escombros | Profundidad, estado del fondo, superficie | Alta | Mayor riesgo |
| Orificio en ángulo en aleación endurecida | 0,1–3,0 mm | Dependiente del acceso | Sensible a la geometría de entrada/salida | Ángulo, ubicación, entrada/salida | Alta | Necesita revisión |

Aplicaciones y casos de uso en ingeniería
La tecnología avanzada de electroerosión (EDM) para orificios pequeños se aplica en una amplia gama de sectores industriales, ofreciendo soluciones precisas de microperforación para componentes de alto rendimiento en ámbitos como la industria aeroespacial, el sector médico y la ingeniería de moldes.
El mejor proceso para taladrar los orificios de refrigeración de los álabes de una turbina
El mejor proceso para perforar orificios de refrigeración en los álabes de las turbinas depende de la aleación, el diámetro del orificio, el ángulo, la profundidad y los requisitos de superficie. A menudo se recurre a la perforación por electroerosión (EDM) con control numérico (CNC), ya que los componentes de las turbinas pueden requerir pequeños orificios de refrigeración en aleaciones duras y conductoras, en las que la perforación convencional no resulta estable. El FAA confirma que el EDM es la técnica preferida para los orificios de refrigeración de los álabes de las turbinas debido a su naturaleza sin contacto.
Los orificios de refrigeración pueden estar inclinados y es posible que requieran un flujo constante. Por ello, el diámetro, el cono y el estado de la superficie son factores importantes. El electroerosionado (EDM) resulta útil porque permite taladrar sin aplicar fuerza mecánica, pero sigue siendo necesario contar con un buen sistema de lavado y un buen acceso.
En el caso del mecanizado de álabes de turbina, la decisión no debe basarse únicamente en el tamaño del orificio. El análisis debe tener en cuenta si el orificio es pasante o ciego, si cruza un conducto interno, si se requiere acceso de cinco ejes y cómo se inspeccionará la calidad del orificio.
Boquillas de combustible para la industria aeroespacial: casos prácticos de electroerosión (EDM) de orificios pequeños de 0,1 a 0,5 mm
Las boquillas de combustible aeroespaciales suelen utilizar orificios muy pequeños, en los que el comportamiento del flujo depende del diámetro y la forma. El electroerosionado (EDM) de orificios pequeños, en el rango de 0,1 a 0,5 mm, puede resultar adecuado cuando las aleaciones conductoras endurecidas hacen que el taladrado convencional no sea fiable.
En un caso práctico representativo de la investigación presentada, se utilizó el electroerosionado (EDM) de orificios pequeños, con descargas de baja energía y lavado controlado, para orificios finos con una relación de aspecto de aproximadamente 20:1. El objetivo era conseguir una forma estable del orificio y una tolerancia de alrededor de ±0,05 mm para garantizar un flujo fiable.
Este tipo de aplicación pone de manifiesto la importancia de la estabilidad del proceso. Un orificio puede tener el diámetro nominal en la entrada, pero aun así no cumplir su función si el cono, la refundición o el estado de la superficie interna alteran el flujo. Según un estudio de mediciones publicado por la NIST, cuando se utiliza una sonda de fibra avanzada en una máquina de medición por coordenadas (CMM) para medir el diámetro y la forma de los microorificios en las boquillas de los inyectores de combustible, los factores que más contribuyen a la incertidumbre de la medición no son el propio instrumento, sino el acabado de la superficie interna y la forma del orificio. El NIST afirma que, incluso en condiciones metrológicas optimizadas, una pared del orificio en mal estado puede impedir una determinación fiable del diámetro, independientemente de la precisión del instrumento. Partiendo de esto, la inspección de los orificios de las boquillas de combustible debe tener en cuenta no solo el diámetro nominal de entrada, sino también el estado de la superficie interna, la distribución del cono a lo largo de la profundidad del orificio y la limpieza del mismo; el uso exclusivo de calibres de pasador estándar resulta insuficiente para orificios en los que el rendimiento del flujo es un requisito funcional.
Componentes médicos de titanio e Inconel que requieren microagujeros sin deformación
Los componentes médicos de titanio e Inconel pueden requerir la realización de microagujeros en materiales difíciles de perforar mecánicamente. El electroerosionado (EDM) puede resultar útil, ya que no implica introducir una broca pequeña a través del material. Esto reduce el riesgo de deformación y evita algunos problemas de rotura de herramientas.
Los rangos de electroerosión (EDM) para orificios pequeños que se han comunicado abarcan desde aproximadamente 0,004 pulgadas hasta orificios pequeños de mayor tamaño en configuraciones controladas para microorificios. Se afirman tolerancias muy ajustadas en condiciones avanzadas, incluyendo valores cercanos a ±0,0001 pulgadas. A la hora de tomar decisiones de ingeniería, estos datos deben confirmarse teniendo en cuenta la profundidad real del orificio, el material y el método de inspección.
Los componentes médicos también pueden estar sujetos a requisitos de integridad superficial. El análisis de viabilidad del electroerosionado debe tener en cuenta el riesgo de formación de capas de recocido, el acabado superficial y cualquier proceso posterior o validación que exija la especificación de la pieza.
Ventilación del molde, canales de refrigeración y orificios para herramientas endurecidas
Las características de ventilación de moldes y de canales de refrigeración son casos de uso habituales del taladrado por electroerosión, ya que los moldes suelen estar endurecidos antes de que se añadan los orificios finales. El taladrado mecánico en herramientas endurecidas puede resultar lento o arriesgado, especialmente en el caso de los orificios de ventilación pequeños.
La perforación por electroerosión (EDM) permite realizar orificios de entre 0,3 y 1,0 mm en moldes endurecidos, con relaciones de aspecto típicas de entre 15:1 y 20:1, siempre que las vías de evacuación estén despejadas y el diseño facilite la eliminación de residuos. Estos orificios pueden servir para la ventilación, la refrigeración o el acceso del hilo de electroerosión.
En lo que respecta al utillaje, la decisión suele ser de carácter práctico: el electroerosionado puede reducir el riesgo de rotura de herramientas y permitir la realización de orificios tras el tratamiento térmico. La contrapartida es una mayor lentitud en el taladrado y la necesidad de controlar el cono y el acabado superficial cuando la función del orificio es delicada.
Cómo evaluar el taladrado por electroerosión CNC de una pieza
La evaluación del taladrado por electroerosión CNC para piezas a medida exige un análisis sistemático de las especificaciones de diseño, los límites del proceso, la capacidad de la máquina y los riesgos de producción, lo que incluye comprobaciones previas a la especificación, normas de dibujo técnico, compatibilidad de la máquina y evaluación de la viabilidad.
¿Qué hay que comprobar antes de especificar el taladrado por electroerosión?
Antes de especificar el taladrado por electroerosión CNC, comprueba el material, la geometría, la tolerancia, el acceso y el plan de inspección. El material debe ser conductor. El orificio debe estar dentro de un rango de diámetro y profundidad viables para el nivel de calidad requerido.
La primera comprobación de viabilidad es el diámetro. Los orificios de entre 0,1 y 3,0 mm son habituales en el taladrado por electroerosión, y los de 0,1 a 0,5 mm se consideran microorificios o orificios pequeños. La segunda comprobación es la relación de aspecto. Las relaciones de 15:1 a 20:1 son objetivos de producción habituales, mientras que las de 20:1 a 25:1 requieren mayor atención. Es posible alcanzar relaciones más elevadas, pero deben considerarse de mayor riesgo.
La tercera comprobación consiste en determinar si el orificio es pasante o ciego. Los orificios pasantes suelen ser más fáciles, ya que el enjuague es más eficaz. En el caso de los orificios ciegos, es necesario revisar el control de la profundidad y la eliminación de residuos.
La cuarta comprobación es el acceso. Los orificios en ángulo, las superficies curvas y los detalles estrechos de las piezas pueden requerir un posicionamiento en cinco ejes o un sistema de sujeción especial. Si el electrodo no puede acercarse al orificio sin problemas, el electroerosionado puede fallar incluso aunque el diámetro y el material sean adecuados.
Defina también el volumen anual, la conicidad admisible, la reelaboración admisible o el cambio metalúrgico, si el flujo es más importante que el diámetro nominal, si se permite el acabado secundario y si se puede utilizar la validación destructiva en el primer artículo. Una característica puede ser técnicamente viable en una prueba, pero seguir siendo una mala opción para la producción si estos requisitos no se ajustan al proceso.
Requisitos del plano: diámetro del orificio, profundidad, ángulo, tolerancia y estado de la superficie
El plano debe especificar el diámetro, la profundidad, el ángulo, la ubicación, la tolerancia y el acabado de la superficie del orificio. Si el orificio tiene una función específica, el plano también debe indicar si son relevantes el cono, la rectitud, la capa de recubrimiento o el comportamiento de flujo.
Una buena indicación de orificios para el mecanizado por electroerosión (EDM) debe incluir:
- Diámetro nominal del orificio
- Tolerancia de diámetro
- Profundidad del orificio o requisito de orificio pasante
- Ángulo del orificio y referencia de entrada
- Tolerancia de posición
- Conicidad o rectitud aceptables en caso de que sea un factor crítico
- Requisito de acabado superficial, si es crítico
- Reformular el requisito de integridad de la capa o la superficie si es crítico
- Método de inspección cuando la medición habitual no es suficiente
En el caso de los orificios profundos, puede resultar útil especificar el diámetro en la entrada y en la salida, y no solo una única medida nominal. En el caso de los microorificios, puede ser necesaria una inspección óptica o especializada, ya que es posible que los calibres estándar no detecten el cono o los defectos internos.
Comprobaciones de las prestaciones de la máquina: acceso de 5 ejes, control de lavado y rango de tamaños de electrodos
La capacidad de la máquina debe comprobarse en función de la pieza, y no solo en función de los datos generales que figuran en el folleto. Según Norma aeroespacial SAE AS7116/3 — Según el documento de criterios de auditoría de NADCAP que regula específicamente el mecanizado por descarga eléctrica —, los proveedores cualificados de EDM deben mantener controles documentados sobre la gestión de electrodos, la validación de los parámetros del proceso y la trazabilidad de las inspecciones como condiciones básicas para la homologación en la cadena de suministro aeroespacial. Teniendo en cuenta estos requisitos de acreditación, una revisión de la capacidad debe ir mucho más allá de las especificaciones publicadas de la máquina: las comprobaciones necesarias incluyen el rango de tamaños de los electrodos, el acceso a los ejes, el control del lavado, la capacidad de profundidad y el historial de tolerancias para materiales similares.
El acceso en cinco ejes puede resultar importante para los componentes de turbinas, las boquillas de combustible y los orificios en ángulo en acero endurecido. Sin un acceso adecuado, es posible que el electrodo no se alinee con el eje del orificio requerido.
El control del lavado es fundamental para los agujeros profundos y los agujeros ciegos. La norma AS7116/3 establece que la estabilidad del proceso —incluida la uniformidad del flujo de dieléctrico— es un elemento de auditoría formal, no una cuestión que quede a discreción del proveedor. La máquina debe proporcionar un flujo estable de dieléctrico a través del electrodo pequeño y mantener la estabilidad de la chispa a medida que se profundiza el orificio. Un lavado deficiente puede provocar conicidad, problemas de acabado superficial y riesgo de refundición.
El rango de tamaños de los electrodos también es importante. Una máquina puede admitir un amplio rango nominal, pero el diámetro y la longitud específicos del electrodo deben ajustarse al orificio. Los electrodos muy pequeños requieren un manejo cuidadoso y pueden limitar la profundidad práctica.
Lista de comprobación: cuándo el taladrado por electroerosión CNC es viable, arriesgado o inadecuado
Para conocer los rangos de tolerancia, los métodos de inspección y la complejidad de la configuración correspondientes a cada condición, consulte la tabla de parámetros de la sección «Factores de tolerancia, coste y plazo de entrega».
| Categoría de decisión | Condiciones fundamentales | Motivo principal |
|---|---|---|
| Viable en condiciones normales | Material conductor; orificio de 0,1–3,0 mm; orificio pasante; relación de aspecto ≤ 15:1–20:1; entrada accesible | Lavado estable, desgaste controlable de los electrodos, rango de tolerancia normal |
| Es factible, pero hay que revisarlo | Relación de aspecto 20:1–25:1; microorificio ≤ 0,1 mm; entrada en ángulo; aleación endurecida; diámetro ajustado; se requiere un acabado superficial específico | Mayor sensibilidad a la estabilidad del lavado y al desgaste de los electrodos |
| Mayor riesgo | Agujero ciego profundo; mala vía de lavado; rectitud ajustada; caudal crítico; inspección difícil | La acumulación de residuos y el control de la profundidad se convierten en los principales modos de fallo |
| Normalmente no es adecuado | Material no conductor; orificio grande y poco profundo; acceso al electrodo bloqueado; integridad de la superficie incompatible con la refundición por electroerosión | El proceso es, en esencia, inaplicable, o bien existe otro método más rápido y seguro |
La lógica de la decisión es sencilla. Recurre a la perforación por electroerosión CNC cuando el orificio sea pequeño, profundo y de gran precisión, y esté realizado en un material duro y conductor en el que las herramientas de corte puedan fallar o desviarse. Evítala cuando el material sea no conductor, cuando el orificio sea grande y fácil de perforar, o cuando el diseño impida un lavado estable.
En el caso de las piezas que se encuentran en el límite, los aspectos más importantes que hay que comprobar son la relación de aspecto, la trayectoria de lavado, la tolerancia y la inspección. Estos factores suelen determinar si el proceso está listo para la producción o si solo es viable en condiciones especiales.

Preguntas frecuentes
¿En qué consiste el taladrado EDM?
El taladrado por electroerosión CNC (EDM) es un proceso de mecanizado sin contacto que utiliza chispas eléctricas controladas para erosionar pequeños orificios en piezas metálicas conductoras. Utiliza un electrodo tubular y un fluido dieléctrico en circulación para sustituir a las brocas físicas tradicionales, con el fin de eliminar material mediante chispas. Esta técnica avanzada evita la fuerza de corte mecánica y la desviación de la herramienta, habituales en las operaciones de taladrado convencionales. Es ideal para fabricar orificios minúsculos y profundos de alta precisión en aleaciones duras de alta resistencia que el mecanizado estándar no puede procesar de forma fiable.
¿Cuándo conviene utilizar la perforación por electroerosión (EDM) en lugar de la perforación mecánica?
Opta por el taladrado por electroerosión (EDM) para realizar orificios ultrapequeños, profundos o en ángulo en aleaciones resistentes que suelen provocar la rotura de las brocas y un rápido desgaste de las herramientas. Este proceso es ideal para el taladrado profesional de orificios pequeños en acero endurecido, titanio, Inconel y carburo de tungsteno, con requisitos estrictos de dimensionalidad y rectitud. El taladrado mecánico sigue siendo rentable y más rápido para agujeros grandes y poco profundos en metales blandos comunes mecanizables y materiales de aleación habituales. Los fabricantes pueden optar con confianza por el taladrado por electroerosión cuando la estabilidad de la precisión y la vida útil de la herramienta se convierten en la máxima prioridad en proyectos complejos de microagujeros.
¿Qué profundidad se puede alcanzar al taladrar con electroerosión CNC?
Los servicios profesionales de taladrado por electroerosión (EDM) de agujeros profundos garantizan una producción estable en una relación profundidad-diámetro que oscila entre 15:1 y 25:1. La relación de 15:1 a 20:1 se considera el rango más seguro y constante para los flujos de trabajo de fabricación en serie continua. Las relaciones superiores a 20:1 plantean riesgos evidentes de un lavado dieléctrico deficiente, un desgaste excesivo del electrodo y una conicidad indeseada del orificio. Los ingenieros deben verificar los parámetros del proceso y la capacidad de la máquina para garantizar la precisión dimensional en orificios ultraprofundos en diversos metales duros conductores.
¿Qué grado de precisión tienen los agujeros perforados mediante electroerosión (EDM)?
Los orificios perforados mediante electroerosión superficial mantienen fácilmente tolerancias de precisión de ±0,02–0,05 mm para la producción general de moldes, utillaje y componentes industriales. Las tolerancias de los orificios profundos suelen aumentar hasta alrededor de ±0,1 mm debido al desgaste acumulado del electrodo y a la inestabilidad del flujo de chispas a mayores profundidades. Las configuraciones de máquinas de alta gama con parámetros optimizados pueden producir componentes perforados mediante electroerosión de alta precisión con una consistencia dimensional excepcional. Se recomienda siempre aplicar métodos de inspección rigurosos para validar las dimensiones, la rectitud y la integridad de la superficie en el caso de los orificios funcionales críticos.
¿Qué materiales son adecuados para el taladrado por electroerosión?
La tecnología estándar de taladrado por electroerosión (EDM) solo es compatible con metales conductores de la electricidad y aleaciones industriales de alta calidad para aplicaciones de fabricación habituales. Es la solución más habitual para el taladrado por electroerosión de metales duros, ampliamente utilizados en piezas aeroespaciales, componentes médicos y utillaje de moldes endurecidos. Entre los materiales compatibles más comunes se incluyen el acero endurecido, el titanio, el Inconel y el duradero carburo de tungsteno, que presentan propiedades conductoras estables. Las sustancias no conductoras, como la cerámica, el vidrio, los polímeros y los materiales compuestos, no pueden procesarse mediante el taladrado por electroerosión convencional sin un tratamiento especial a medida.
¿Cuál es la velocidad de perforación con electroerosión (EDM) en comparación con la de un CNC estándar?
El electroerosionado rápido de agujeros ofrece una velocidad fiable en la fabricación de microagujeros, aunque suele ser más lento que el taladrado CNC estándar para tareas sencillas de agujeros grandes y poco profundos. Su método de eliminación por electroerosión no puede igualar la alta eficiencia de corte de virutas de los taladros mecánicos en trabajos de mecanizado rutinarios y sencillos. Destaca por su eficiencia en la perforación de precisión de agujeros en metales duros, ya que elimina las frecuentes roturas de brocas, la desviación y los costosos tiempos de inactividad por sustitución de herramientas. A pesar de que la velocidad por ciclo individual es menor, mejora la eficiencia general de producción y el rendimiento en lotes complejos de microagujeros en aleaciones de alta dureza.