Bei der Bearbeitung winziger, tiefer und hochpräziser Bohrungen in gehärteten, leitfähigen Metallen wie Hartmetall, Titan, Inconel und gehärtetem Stahl kommt es bei herkömmlichen CNC-Bohrverfahren häufig zu Werkzeugbruch, Durchbiegung und mangelnder Positionsgenauigkeit. CNC-EDM Lochbohrmaschinen bieten eine zuverlässige berührungslose Lösung, bei der Material durch Funkenerosion ohne mechanische Schnittkraft abgetragen wird.
Dieser Leitfaden erläutert die Funktionsweise des EDM-Bohrverfahrens, seine Vorteile und Einschränkungen, wichtige geometrische und werkstoffbezogene Einschränkungen, Qualitätsrisiken, Toleranz- und Kostenfaktoren sowie konkrete industrielle Bohranwendungen und praktische Auswahlkriterien, um Ingenieuren und Herstellern bei der Entscheidung zu helfen, ob das Präzisions-EDM-Bohren das richtige Verfahren für ihr Projekt ist.
Einführung
Viele Ingenieure und Hersteller stehen bei der Entscheidung zwischen konventionellem Bohren und Elektroerosion (EDM) für komplexe Mikrobohrungsprojekte vor einer unsicheren Situation. Um eine fundierte Prozessauswahl treffen zu können, ist es entscheidend, zunächst eine klare Problemdefinition zu erstellen und einen strukturierten Bewertungsablauf zu befolgen.
Definieren Sie das Entscheidungsproblem: Ist EDM das richtige Verfahren für kleine, tiefe und präzise Bohrungen in leitfähigen, harten Werkstoffen?
Das Bohren mit CNC-Funkenerosion kommt in der Regel dann in Betracht, wenn ein Bauteil eine kleine, tiefe oder präzise Bohrung in einem harten, leitfähigen Werkstoff benötigt. Bei der Entscheidung geht es nicht nur darum, ob die Bohrung hergestellt werden kann. Es geht vielmehr darum, ob das Verfahren den erforderlichen Durchmesser, die Geradheit, die Oberflächenbeschaffenheit und die Wiederholgenauigkeit gewährleisten kann, ohne Qualitätsrisiken zu verursachen, die schwer zu prüfen oder zu kontrollieren sind.
Dieses Verfahren eignet sich besonders für Bohrungen im Bereich von etwa 0,1 bis 3,0 mm, insbesondere in gehärtetem Stahl, Wolframkarbid, Titan, Inconel und anderen harten Legierungen. In diesen Fällen kann es beim herkömmlichen Bohren zu Werkzeugbruch, Bohrerschwankungen, hohen Schnittkräften oder Durchbiegung kommen. Die Funkenerosion (EDM) entfernt Material ohne mechanischen Kontakt und ermöglicht so das Bohren von Strukturen, die mit einem rotierenden Schneidwerkzeug nur schwer oder gar nicht realisierbar sind.
Die erste Einschränkung betrifft das Material. Das Bohren mit Elektroerosion ist nur bei elektrisch leitfähigen Materialien möglich. Ist das Werkstückmaterial nicht leitfähig, ist das Verfahren nicht geeignet, es sei denn, es wird ein separater Leitungsweg oder ein spezielles Verfahren verwendet, was jedoch außerhalb der üblichen Praxis beim CNC-Bohren mit Elektroerosion liegt.
Die zweite Einschränkung betrifft die Geometrie. Bohrungen mit großem Längen-Durchmesser-Verhältnis, Sacklöcher, schräge Bohrungen und sehr kleine Durchmesser sind in vielen Fällen zwar möglich, bergen jedoch jeweils ein zusätzliches Risiko. Dieses Risiko ergibt sich häufig eher aus der Spülung, dem Elektrodenverschleiß, der Konizität und der Spanabfuhr als allein aus der Härte.
Vorschau auf den Bewertungsablauf: Machbarkeit → Prozessgrundsätze → Abwägungen → Risiken → Kosten-/Toleranzfaktoren → Anwendungsfälle → Auswahlkriterien
Eine praktische Bewertung beginnt mit der Machbarkeitsprüfung. Der Konstrukteur oder Einkäufer des Bauteils sollte den Bohrungsdurchmesser, die Bohrtiefe, das Verhältnis von Tiefe zu Durchmesser, die Leitfähigkeit des Materials, den Zugangswinkel sowie die Art der Bohrung (Durchgangs- oder Sackbohrung) prüfen. Danach kommen die Verfahrensprinzipien zum Tragen, da die Leistung beim EDM-Bohren von der Funkenerosion, dem Verhalten der Röhrenelektrode und der Spülung mit Dielektrikum abhängt.
Der nächste Schritt ist die Abwägungsanalyse. Das Bohren mit CNC-EDM kann Probleme lösen, die mit mechanischem Bohren nicht zu bewältigen sind, ist jedoch oft langsamer. Außerdem können dabei Konizität, Probleme mit der Oberflächengüte und eine Umschmelzschicht entstehen. Die Toleranzfähigkeit hängt von der Bohrlochtiefe, der Elektrodengröße, der Maschinensteuerung, der Spülstabilität und der Prüfmethode ab.
Kosten und Durchlaufzeit hängen von der Einrichtung, dem Elektrodenverbrauch, der Befestigung, dem Zugang zur Maschine, der Anzahl der Bohrungen und dem Prüfaufwand ab. Bei Großserien können diese Faktoren ebenso entscheidend sein wie die Bohrung selbst.
Dieser Leitfaden folgt diesem Entscheidungsweg: Zunächst die Machbarkeit, dann das Prozessverhalten, die Grenzen, Risiken, Toleranz- und Kostenfaktoren, Anwendungsbereiche und schließlich die Auswahlkriterien.
Was ist CNC-EDM-Bohren und warum wird es eingesetzt?
Um das CNC-EDM-Bohren vollständig zu verstehen, gehen wir detailliert auf die praktischen Anwendungsbereiche, die Vorteile gegenüber herkömmlichen Verfahren, die Materialbeschränkungen sowie einen direkten Leistungsvergleich ein.
Wozu wird das CNC-EDM-Bohren verwendet?
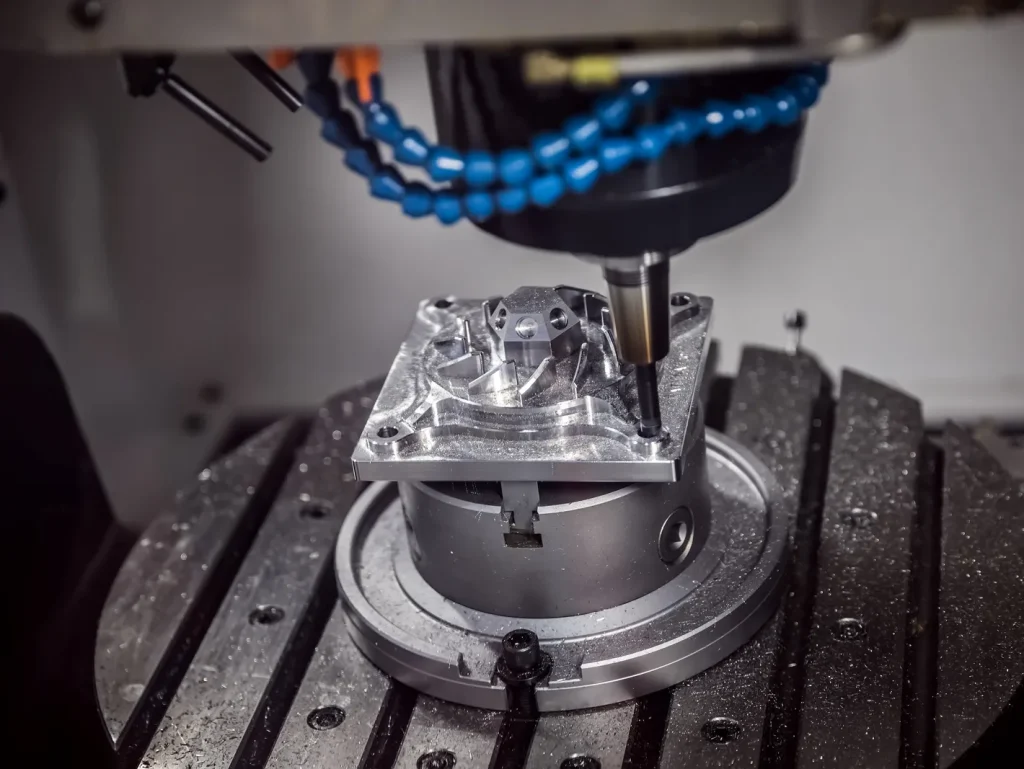
Das CNC-EDM-Bohren ist ein berührungsloses Bearbeitungsverfahren, das zur Herstellung kleiner Bohrungen in leitfähigen Metallen und Legierungen eingesetzt wird. Dabei kommt eine rotierende oder stationäre Röhrenelektrode zum Einsatz, und durch die Steuerung elektrischer Entladungen wird Material abgetragen. Eine dielektrische Flüssigkeit fließt durch oder um die Elektrode herum, um die Schnittzone zu kühlen und die abgetragenen Partikel abzuführen.
Das Verfahren wird häufig eingesetzt für:
- Kühlbohrungen in Turbinenschaufeln
- Öffnungen für Kraftstoffdüsen in der Luft- und Raumfahrt
- Vorbohrungen für Drahterodieren
- Entlüftungslöcher in der Form
- Kleine Kühlkanäle in gehärteten Werkzeugen
- Mikrobohrungen in Titan, Inconel und gehärteten Legierungen
- Löcher in Wolframkarbid an den Stellen, an denen Schneidwerkzeuge verschleißen oder ausfallen
In der Produktion ist der häufigste Grund für den Einsatz der CNC-EDM-Bohrtechnik nicht die Geschwindigkeit, sondern die Prozessfähigkeit. Mit diesem Verfahren lassen sich kleine, tiefe Bohrungen in harten, leitfähigen Werkstoffen herstellen, ohne dass dabei Schnittkräfte entstehen, die dazu führen, dass sich Bohrer verbiegen, brechen oder aus der Spur geraten.
Bei der EDM-Bearbeitung kleiner Bohrungen spricht man üblicherweise von Bohrungen mit einem Durchmesser von 0,1–0,5 mm. Die schnelle EDM-Bohrbearbeitung, die manchmal auch als „Hole Popping“ bezeichnet wird, wird häufig im Bereich von 0,3–3,0 mm eingesetzt. Diese Bereiche überschneiden sich, und die tatsächlichen Möglichkeiten hängen von der Maschine, der Elektrode, der Spülung, dem Werkstoff und der Toleranz ab.
Wann sich das EDM-Bohren kleiner Löcher gegenüber dem herkömmlichen Bohren empfiehlt
Das Elektroerosionsbohren kleiner Löcher ist dem herkömmlichen Bohren vorzuziehen, wenn die Lochgeometrie oder das Material eine instabile mechanische Zerspanung zur Folge haben. Dazu gehören sehr kleine Durchmesser, harte Legierungen, tiefe Löcher sowie Fälle, in denen eine Durchbiegung des Bohrers zu einer Abweichung der Bohrposition führen würde.
Beim herkömmlichen Bohren kommt es auf die Schneide an. Je kleiner der Bohrerdurchmesser und je härter das Material ist, desto spröder wird das Werkzeug. Bei Wolframkarbid, gehärtetem Stahl, Inconel und Titan kann die Schneide schnell verschleißen oder versagen. Außerdem kann der Bohrer durch mechanische Krafteinwirkung Grate, Wärme und Positionsfehler verursachen.
Beim EDM-Bohren werden diese Schnittkräfte vermieden. Die Elektrode wird nicht durch Kontakt abgetragen. Stattdessen entfernen Funken kleine Materialmengen. Dadurch eignet sich dieses Verfahren besonders dann, wenn die Geradheit der Bohrung und eine geringe Durchbiegung wichtiger sind als ein schneller Materialabtrag.
Entscheidend ist, dass die Funkenerosion nicht grundsätzlich das mechanische Bohren ersetzen sollte. Ist die Bohrung groß, flach und befindet sich in einem bearbeitbaren Werkstoff, kann eine CNC-Bohrmaschine schneller und kostengünstiger sein. Die Funkenerosion wird attraktiver, wenn die Bohrung klein, tief, schwer zugänglich oder in einem harten, leitfähigen Werkstoff liegt.
Anforderung an leitfähige Werkstoffe: Wenn das EDM-Bohren für nichtleitende Werkstoffe nicht geeignet ist
Beim EDM-Bohren ist elektrische Leitfähigkeit erforderlich, da der Materialabtrag auf einer kontrollierten Funkenentladung zwischen der Elektrode und dem Werkstück beruht. Ist das Werkstück nicht elektrisch leitfähig, kann die Funkenstrecke nicht wie vorgesehen funktionieren.
Aus diesem Grund wird die EDM-Technik in der Regel bei gehärtetem Stahl, Titan, Inconel, Wolframkarbid und anderen leitfähigen Legierungen eingesetzt, nicht jedoch bei nichtleitenden Keramiken, Polymeren, Glas oder Verbundwerkstoffen im Rahmen der üblichen EDM-Bohrpraxis.
Auch die Leitfähigkeit beeinflusst die Bohrleistung. Eine leitfähige Hartlegierung kann dennoch langsamer bohren oder eine strengere Parametersteuerung erfordern als ein anderes Material. Die Leitfähigkeit des Materials, sein thermisches Verhalten und die Bildung von Bohrmehl wirken sich alle auf die Funkenstabilität, die Bohrlochqualität und den Elektrodenverschleiß aus.
Tabelle: CNC-EDM-Bohren im Vergleich zum konventionellen Bohren auf einen Blick
| Faktor | CNC-Funkenerosion zum Bohren von Löchern | Herkömmliches CNC-Bohren |
|---|---|---|
| Materialbedarf | Nur elektrisch leitfähige Materialien | Leitfähige oder nichtleitfähige Materialien, je nach Werkzeug und Aufbau |
| Beste Passform | Kleine, tiefe, präzise Bohrungen in Hartlegierungen | Größere oder flache Bohrungen in bearbeitbaren Werkstoffen |
| Typischer Lochbereich | Etwa 0,1–3,0 mm | Großer Bereich, begrenzt durch die Steifigkeit des Werkzeugs und das Material |
| Schnittkraft | Keine mechanische Schneidkraft | Über den Bohrer ausgeübte mechanische Kraft |
| Harte Werkstoffe | Starker Sitz bei gehärtetem Stahl, Hartmetall, Titan und Inconel | Verschleiß-, Bruch- und Verformungsgefahr |
| Tiefe, kleine Löcher | Häufig bevorzugt | Bohrwegabweichungen und Spanabfuhr können die Machbarkeit einschränken |
| Geschwindigkeit | In der Regel langsamer als das herkömmliche Bohren | In der Regel schneller, wenn Geometrie und Material geeignet sind |
| Hauptrisiken | Konizität, Elektrodenverschleiß, Neuaufschmelzschicht, Spülgrenzen | Werkzeugbruch, Grate, Durchbiegung, Hitze, Spanstau |
| Durchgangslöcher | Im Allgemeinen einfacher aufgrund des Spülauslasses | Im Allgemeinen einfacher als Sacklöcher |
| Sacklöcher | Schwieriger aufgrund der Beseitigung von Trümmern und der Tiefenkontrolle | Ebenfalls schwierig bei kleinen Durchmessern und hohen Seitenverhältnissen |

Lässt sich Ihre Bohrungsgeometrie mittels Elektroerosion bearbeiten?
Die Geometrie der Bohrung entscheidet direkt darüber, ob das EDM-Bohren eine praktikable Fertigungsoption ist.
Mit EDM-Bohren in Hartmetall und Hartlegierungen erreichbare Mindestbohrungsgröße
Die kleinste Lochgröße, die beim EDM-Bohren in Hartmetall und Hartlegierungen erreicht werden kann, liegt bei mikrogängigen Anlagen oft bei etwa 0,1 mm. In Zoll ausgedrückt entspricht dies etwa 0,004 Zoll. Dies ist jedoch keine allgemeingültige Garantie. In diesem Maßstab spielen der Zustand der Maschine, die Qualität der Elektrode, die Spülsteuerung, das Materialverhalten und die Prüfmethode eine wichtige Rolle.
In der praktischen Fertigung werden Lochgrößen von 0,1–0,5 mm häufig als Feinstbohr-EDM-Arbeiten behandelt. Das Schnellbohren mit Elektroerosion wird häufiger bei Lochdurchmessern von etwa 0,3–3,0 mm eingesetzt. Je kleiner das Loch, desto empfindlicher reagiert der Prozess auf Elektrodenverschleiß und Funkenenergie. Entladungen mit niedriger Energie tragen zwar zur Formgenauigkeit bei, verringern jedoch tendenziell auch die Abtragsrate.
Bei Hartmetall wird häufig die Funkenerosion (EDM) gewählt, da herkömmliche Werkzeuge dabei starkem Verschleiß und Bruch ausgesetzt sind. Die Probleme beim Bohren von Wolframkarbid mit herkömmlichen Werkzeugen im Vergleich zur Funkenerosion hängen mit der Härte und der Belastung des Werkzeugs zusammen. Ein Bohrer muss das Hartmetall physikalisch zerschneiden. Bei der Funkenerosion wird es elektrisch abgetragen, sodass die Härte kein so großes Hindernis darstellt, solange die Hartmetallsorte elektrisch leitfähig ist.
Konstrukteure sollten es vermeiden, die kleinstmögliche Bohrung vorzusehen, es sei denn, die Funktion erfordert dies. Ein etwas größerer Durchmesser kann die Spülung verbessern, die Empfindlichkeit der Elektroden verringern und die Inspektion erleichtern.
Einschränkungen beim EDM-Bohren von Löchern mit großem Tiefen-Durchmesser-Verhältnis
Die Einschränkungen beim EDM-Bohren von Löchern mit großem Seitenverhältnis hängen hauptsächlich mit der Spülung und dem Verhalten der Elektrode zusammen. Das Seitenverhältnis ist die Loch-Tiefe geteilt durch den Lochdurchmesser. Ein Loch mit einem Durchmesser von 1 mm und einer Tiefe von 20 mm hat beispielsweise ein Seitenverhältnis von 20:1.
Stabiles EDM-Bohren wird üblicherweise mit Seitenverhältnissen von etwa 15:1 bis 25:1 in Verbindung gebracht. Für die Serienfertigung ist ein Bereich von 15:1 bis 20:1 oft am besten geeignet. Tiefere Bohrungen sind zwar möglich, erfordern jedoch eine bessere Spülsteuerung sowie eine genauere Beachtung der Konizität und Geradheit.
Mit zunehmender Tiefe müssen die Späne eine längere Strecke zurücklegen, um die Funkenzone zu verlassen. Bleiben Späne im Spalt zurück, kann dies zu instabiler Funkenbildung, Sekundärausladungen, Oberflächenschäden, einer Verlangsamung des Schneidvorgangs und einer Verjüngung führen. Da sich die Elektrode beim Bohren ebenfalls abnutzt, kann die Genauigkeit der Bohrung mit zunehmender Tiefe nachlassen.
Tiefe Bohrungen können nach wie vor ein wichtiger Anwendungsfall für die Elektroerosion sein. Ein berichtetes Szenario für tiefe Bohrungen betraf eine Bohrung mit 1 mm Durchmesser und 150 mm Tiefe in Hartmetall, bei der unter optimalen Bedingungen sehr enge Toleranzen hinsichtlich Durchmesser und Geradheit erzielt wurden. Ein solches Beispiel zeigt, was möglich ist, sollte jedoch nicht als normale Fertigungstoleranz für jede tiefe Bohrung angesehen werden. In der Serienfertigung können die Toleranzen größer sein, insbesondere bei einem Seitenverhältnis von mehr als 20:1.
Tiefenbeschränkungen bei Sacklochbohrungen im Elektroerosionsbohren
Die Einschränkungen hinsichtlich der Tiefe von Sacklöchern beim EDM-Bohren sind strenger als bei Durchgangslöchern, da Späne und dielektrische Flüssigkeit keinen Ausweg durch die gegenüberliegende Seite des Werkstücks haben. Dies erschwert die Spülung und erhöht die Wahrscheinlichkeit, dass sich Späne am Boden des Lochs ansammeln.
Bei einem Durchgangsloch kann die dielektrische Flüssigkeit dazu beitragen, erodierte Partikel nach außen zu befördern. Bei einem Sackloch müssen die Abtragspartikel denselben schmalen Weg zurücklegen, den auch die Elektrode und die Flüssigkeit nutzen. Mit zunehmender Tiefe wird dieser Vorgang instabiler. Die Folge können ein verlangsamter Schneidvorgang, Abweichungen in der Geometrie des Bohrungsbodens, eine Konizität oder Oberflächenfehler sein.
Auch beim EDM-Bohren von Sacklöchern ist eine genauere Tiefenkontrolle erforderlich. Bei diesem Verfahren wird Material durch Funkenerosion abgetragen und nicht durch eine Schneidspitze mit einem einfachen mechanischen Anschlag. Die Tiefengenauigkeit hängt von der Maschinensteuerung, dem Ausgleich des Elektrodenverschleißes und der Prozessstabilität ab.
Blinde EDM-Bohrungen sind realisierbar, wenn Durchmesser, Tiefe, Toleranz und Zustand des Bohrungsbodens realistisch sind. Sie werden jedoch zu einem Risiko, wenn die Bohrung sehr klein und tief ist, enge Toleranzen aufweist und eine kritische Form oder Oberflächenbeschaffenheit am Bohrungsboden hat.
Herausforderungen beim EDM-Bohren von schrägen Bohrungen in gehärtetem Stahl
Die Herausforderungen beim EDM-Bohren von schrägen Bohrungen in gehärtetem Stahl liegen in den Bereichen Zugang, Ausrichtung, Elektrodenführung und Spülung. Gehärteter Stahl eignet sich in der Regel gut für die EDM-Bearbeitung, da er leitfähig ist und sich nach der Wärmebehandlung nur schwer mechanisch bohren lässt. Die schräge Geometrie stellt dabei oft die größte Schwierigkeit dar.
Bei einem schrägen Einstich kann die Elektrode auf einer geneigten oder gekrümmten Oberfläche auftreffen. Dies kann die Form und die Position des Einstichs beeinflussen. Die Funkenstrecke muss stabil bleiben, auch wenn die Elektrode nicht senkrecht zur Oberfläche steht. Die Aufspannung und die Steuerung der CNC-Achsen gewinnen dadurch an Bedeutung.
Schrägbohrungen führen zudem dazu, dass die Spülwirkung weniger vorhersehbar ist. Der dielektrische Fluss kann Ablagerungen möglicherweise nicht gleichmäßig entfernen, insbesondere wenn die Bohrung tief ist oder ein anderes Bauteil schneidet. Eine ungleichmäßige Entfernung von Ablagerungen kann die Konizität verstärken oder zu Problemen bei der Oberflächengüte führen.
Fünfachs-CNC-Funkenerosionsmaschinen können den Zugang zu komplexen Winkeln verbessern. Dennoch sollten in der Zeichnung der Einstiegspunkt, der Winkel, der Durchmesser, die Tiefe sowie die zulässigen Ein- und Austrittsbedingungen festgelegt werden. Ist der Winkel für den Flüssigkeitsfluss oder die Kühlung entscheidend, sollte die Prüfplanung Teil der Machbarkeitsprüfung sein.
So funktioniert das Bohren von Löchern mittels CNC-Funkenerosion
In diesem Abschnitt werden die Grundprinzipien, die wichtigsten Einflussfaktoren und praktische Anwendungsaspekte des CNC-EDM-Bohrens erläutert, wobei auf den Funktionsmechanismus, kritische Prozessvariablen, die Materialverträglichkeit und typische Einsatzmöglichkeiten bei der Vorbereitung für das Drahterodieren eingegangen wird.
Rohr-Elektroden, Funkenerosion und berührungsloser Materialabtrag
Beim CNC-Funkenerosionsbohren wird eine kleine Röhrenelektrode verwendet, die häufig aus Kupfer oder Messing besteht. Die Elektrode wird nahe am Werkstück positioniert, sodass ein kontrollierter Funkenabstand entsteht. Elektrische Impulse springen über diesen Abstand und erzeugen lokale Wärme. Diese Wärme schmilzt und verdampft kleine Mengen des Werkstückmaterials.
Da die Elektrode nicht wie ein Bohrer gegen das Werkstück drückt, wirkt nur eine geringe mechanische Kraft. Daher ist die Funkenerosion eine sinnvolle Wahl, wenn es darauf ankommt, das Risiko einer Durchbiegung durch die Bohrkraft zu verringern; allerdings können Geradheit und Austrittsposition dennoch durch Verschleiß, Spülstabilität und Einrichtungsfehler beeinflusst werden.
Die Röhrenelektrode dient zudem als Durchflussweg für die dielektrische Flüssigkeit. Die Flüssigkeit trägt zur Kühlung des Zündbereichs bei und spült Späne ab. In vielen Anlagen dreht sich die Elektrode, um eine gleichbleibende Bohrlochform zu gewährleisten und die Spülwirkung zu verbessern.
Der Bohrungsdurchmesser entspricht nicht genau dem Elektrodendurchmesser. Die Funkenstrecke, der Elektrodenverschleiß, die Spülung und die Maschinenparameter beeinflussen die endgültige Größe. Dies ist ein Grund, warum die Genauigkeit des Bohrungsdurchmessers überprüft werden muss, insbesondere bei der Hochgeschwindigkeits-Elektroerosion und bei der Tiefbohrung.
Einfluss des Drucks beim Spülen mit Dielektrikum auf die Qualität von EDM-Bohrungen
Der Spülungsdruck des Dielektrikums hat einen direkten Einfluss auf die Qualität der EDM-Bohrungen. Durch die Spülung werden erodierte Partikel aus der Funkenstrecke entfernt. Sind Druck und Durchfluss zu gering, verbleiben Rückstände in der Bohrung und führen zu einer instabilen Entladung. Sind Druck und Durchfluss nicht optimal auf die Elektrode und die Bohrungsgröße abgestimmt, kann der Prozess ebenfalls instabil werden oder zu einer uneinheitlichen Geometrie führen.
Vor der Freigabe sollten auch die Eintrittsbedingungen und die umgebende Geometrie überprüft werden. Geneigte oder unterbrochene Eintrittsflächen, nahegelegene, sich kreuzende Hohlräume, enger Lochabstand, Blindtaschen sowie nicht abgestützte Durchgangslochausgänge können die Spülstabilität beeinträchtigen und zu übermäßigem Eintrittsüberhub, Konizität oder Abweichungen am Austritt führen.
Eine gute Spülung trägt zur Kontrolle bei:
- Geradheit der Bohrung
- Kegel
- Oberflächengüte
- Verschleißverhalten der Elektrode
- Zustand der wärmebeeinflussten Oberfläche
- Stabilität beim Schneiden
Tiefe Bohrlöcher erfordern besondere Aufmerksamkeit, da die Ablagerungen einen längeren Weg zurücklegen müssen. Bei Anordnungen mit mehreren Bohrlöchern können zudem Probleme mit dem Druckausgleich auftreten, wenn die Bohrlöcher dicht beieinander liegen oder wenn die Flüssigkeitswege blockiert sind.
Offene Spülwege sind, soweit möglich, eine bewährte Konstruktionspraxis. Durchgangsbohrungen sind in der Regel einfacher zu realisieren als Sacklöcher, da Flüssigkeit und Schmutz abfließen können. Bei Anordnungen mit mehreren Bohrungen können der Abstand und die Reihenfolge die Gleichmäßigkeit der Spülung beeinflussen.
Wie sich die Leitfähigkeit des Werkstücks auf die Leistung beim EDM-Bohren auswirkt
Für die Elektroerosion ist ein elektrisch leitfähiges Werkstück erforderlich, doch die Leitfähigkeit allein bestimmt nicht das Bohrverhalten. Auch die Abtragsrate, der Elektrodenverschleiß, die Neigung zur Umschmelzung und die Spülstabilität ändern sich in Abhängigkeit von der Wärmeleitfähigkeit, dem Schmelzverhalten und der Spänebildung, weshalb gehärteter Stahl, Titan, Inconel und Hartmetall nicht als gleichwertige Materialien für die Elektroerosion betrachtet werden sollten. Die Auswahl leitfähiger Werkstoffe ist nur der erste Schritt; die Fertigungsfähigkeit hängt weiterhin von Geometrie, Tiefe und Qualitätsanforderungen ab.
Leitfähige Hartmetalle verhalten sich nicht alle gleich. Unterschiede in der Legierungszusammensetzung, im thermischen Verhalten und bei der Spanbildung können sich auf die Abtragsrate, den Elektrodenverschleiß und den Oberflächenzustand auswirken. Titan, Inconel, gehärteter Stahl und Hartmetall lassen sich zwar alle mittels Elektroerosion bohren, erfordern jedoch unter Umständen unterschiedliche Parameter.
Harte Werkstoffe stellen für die Funkenerosion nicht automatisch ein Problem dar. Tatsächlich ist die Härte sogar ein Grund für den Einsatz der Funkenerosion. Die wichtigere Frage ist, ob der Werkstoff leitfähig ist und ob die Bohrungsgeometrie eine stabile Spülung ermöglicht.
Anforderungen an die Startbohrung beim Drahterodieren in dicken Werkstoffen
Das CNC-EDM-Bohren wird häufig eingesetzt, um Startlöcher für das Drahterodieren in dicken Werkstoffen zu erzeugen. Beim Drahterodieren muss der Draht zunächst einen Weg durch das Werkstück finden, bevor er eine Innenkontur schneiden kann. Ist das Werkstück dick, gehärtet oder mechanisch schwer zu bohren, kann das EDM-Bohren das Startloch ohne Durchbiegung des Werkzeugs erstellen.
Die Anforderungen an das Startloch beim Drahterodieren in dicken Werkstoffen hängen von der Drahtstärke, der Werkstoffdicke, der Ausrichtung und der gewünschten Eintrittsstelle ab. Das Loch muss groß genug sein, um den Draht einzuführen, und so positioniert sein, dass der Draht den vorgesehenen Schnitt beginnen kann. Außerdem muss ein freier Weg durch das Werkstück gewährleistet sein.
Bei dicken leitfähigen Werkstoffen verringern EDM-Anbohrlöcher das Risiko von Bohrerbrüchen und falsch positionierten Anbohrstellen. Die wichtigsten Aspekte sind dabei die Geradheit des Lochs, die Position des Austritts sowie die Frage, ob das gebohrte Loch genügend Freiraum für ein zuverlässiges Einfädeln des Drahtes lässt.

Vorteile, Einschränkungen und Kompromisse bei den Prozessen
Jedes Bearbeitungsverfahren hat seine eigenen Stärken, Nachteile und praktischen Kompromisse. Das Verständnis der wichtigsten Abwägungen zwischen den verschiedenen Fertigungsverfahren für kleine Bohrungen hilft dabei, das optimale Verfahren für bestimmte Material-, Toleranz- und Produktionsanforderungen auszuwählen.
Genauigkeitskompromisse zwischen der Elektroerosion kleiner Bohrungen und dem CNC-Bohren
Die Kompromisse hinsichtlich der Genauigkeit zwischen der Elektroerosion kleiner Bohrungen und dem CNC-Bohren hängen vom Werkstoff, der Bohrungsgröße, der Tiefe und der angestrebten Toleranz ab. Das CNC-Bohren kann bei geeigneten Werkstoffen präzise und schnell sein, insbesondere bei größeren, flachen Bohrungen. Bei sehr kleinen Durchmessern oder hohen Tiefenverhältnissen können jedoch die Durchbiegung und der Bruch des Bohrers zu einschränkenden Faktoren werden.
Das EDM-Bohren kleiner Löcher vermeidet Schnittkräfte, sodass Position und Form bei harten Werkstoffen, bei denen Bohrer zum Verlaufen neigen, besser beibehalten werden können. Die typische Toleranzfähigkeit für flache EDM-Bohrungen liegt bei etwa ±0,02–0,05 mm. Bei tiefen Bohrungen können sich die Toleranzen aufgrund von Elektrodenverschleiß, Konizität und Spülgrenzen auf ±0,1 mm verschlechtern. Fortschrittliche Verfahren haben deutlich engere Werte für Durchmesser und Geradheit gezeigt, doch diese Ergebnisse hängen von der Leistungsfähigkeit der Maschine und kontrollierten Bedingungen ab.
Bei der praktischen Entscheidung geht es nicht generell um die Wahl zwischen Elektroerosion und Bohren. Es kommt vielmehr darauf an, ob das Bohrloch außerhalb des stabilen Arbeitsbereichs eines mechanischen Bohrers liegt. Wenn eine Standard-CNC-Bohrmaschine das Bohrloch mit akzeptabler Standzeit, Gratbildung und Toleranz herstellen kann, ist dies möglicherweise das bessere Verfahren. Wenn die Gefahr besteht, dass sich der Bohrer verbiegt, bricht oder die Position verfehlt, ist die Elektroerosion die bessere Wahl.
Vergleich zwischen Schnellbohr-EDM und Laserbohren bei Mikrobohrungen
Ein Vergleich zwischen der Schnellbohr-EDM und dem Laserbohren bei Mikrobohrungen sollte sich auf das Material, die Tiefe, thermische Effekte und die Bohrungsqualität konzentrieren. Die Schnellbohr-EDM wird für kleine leitfähige Bohrungen verwendet, häufig im Bereich von etwa 0,3 bis 3,0 mm. Bei der EDM für kleine Bohrungen können Durchmesser im Bereich von 0,1 bis 0,5 mm erreicht werden, sofern die Anlage dies zulässt.
Das Laserbohren ist oft die bessere Wahl, wenn das Material die Anforderungen an die Leitfähigkeit für die Funkenerosion nicht erfüllt oder wenn eine sehr hohe Geschwindigkeit bei dünnen Querschnitten wichtiger ist als der metallurgische Zustand. Das schnelle EDM-Bohren wird oft bevorzugt, wenn leitfähige, harte Werkstoffe, ein höheres Seitenverhältnis, eine strengere Geometriekontrolle oder ein geringeres Risiko von Nachguss und einer Wärmeeinflusszone wichtiger sind als die Geschwindigkeit. Bei der praktischen Entscheidung sollten Leitfähigkeit, zulässiger Nachguss, Seitenverhältnis, Ein- und Austrittsgeometrie sowie nachgelagerte Validierungsanforderungen verglichen werden, anstatt beide Verfahren als austauschbar zu betrachten.
Bei leitfähigen Hartlegierungen mit tiefen, kleinen Bohrungen, bei denen es auf Geradheit und eine durchbiegungsfreie Bearbeitung ankommt, wird häufig die Elektroerosion (EDM) gewählt. Für die Bohrungsfertigung mit sehr hoher Geschwindigkeit oder bei nichtleitenden Werkstoffen kann das Laserbohren in Betracht gezogen werden, dies erfordert jedoch eine gesonderte Machbarkeitsprüfung auf der Grundlage des konkreten Bauteils und der Qualitätsanforderungen.
Probleme beim Bohren von Wolframkarbid mit herkömmlichen Werkzeugen im Vergleich zur Funkenerosion (EDM)
Wolframkarbid ist ein typisches Beispiel dafür, dass die Funkenerosion (EDM) hier eine wichtige Rolle spielt. Herkömmliche Bohrer haben oft Schwierigkeiten, da Wolframkarbid sehr hart und abrasiv ist. Vor allem kleine Bohrer sind anfällig für Kantenverschleiß, Ausbrüche und Bruch.
EDM löst zwar nicht jedes Problem beim Bohren von Löchern in Hartmetall, umgeht jedoch das Hauptproblem beim mechanischen Zerspanen. Da bei diesem Verfahren leitfähiges Material durch Funkenentladung abgetragen wird, lassen sich kleine Löcher erzeugen, ohne dass ein empfindlicher Bohrer durch das Hartmetall gedrückt werden muss.
Als Faustregel gilt: Hartmetall erhöht in der Regel den Elektrodenverschleiß und die Prozessempfindlichkeit, Inconel verlangsamt häufig den Materialabtrag und erhöht die Abhängigkeit von der Spülung, Titan kann eine strengere Kontrolle des Nachgusses und der Oberflächenintegrität erfordern, und gehärteter Stahl verhält sich oft vorhersehbarer, wenn Geometrie und Spülung stabil sind. Dies sind Vergleichshinweise, keine allgemeingültigen Ranglisten, und die Lieferantenvalidierung sollte auf der genauen Legierung und der Bohrungsgeometrie basieren.
Der Kompromiss besteht zwischen Geschwindigkeit und Oberflächenbeschaffenheit. Das Funkenerosionsbohren kann bei weicheren Werkstoffen langsamer sein als das Bohren, und das Bohrloch muss möglicherweise auf Konizität, Überlaufschicht und Durchmesser geprüft werden. Bei präzisen Hartmetall-Bauteilen sind diese Kompromisse oft akzeptabel, da das mechanische Bohren möglicherweise nicht stabil genug ist.
Wenn das EDM-Bohren langsamer oder weniger praktikabel ist als alternative Verfahren
Das EDM-Bohren ist in der Regel langsamer als das herkömmliche Bohren, wenn das Loch groß und flach ist und sich in einem gut zerspanbaren Werkstoff befindet. Es kann auch weniger praktikabel sein, wenn das Werkstück nichtleitend ist, wenn sehr strenge Anforderungen an die Oberflächenbeschaffenheit gestellt werden oder wenn die Geometrie des Lochs eine gute Spülung verhindert.
Große Bohrungen eignen sich nicht von Natur aus für das Bohren mittels Elektroerosion, da der Materialabtrag durch Funkenerosion in vielen Fällen langsamer ist als bei zerspanenden Verfahren. Wenn das Werkstück mit stabilen Werkzeugen gefräst, gebohrt oder aufgebohrt werden kann, lassen sich durch diese Verfahren möglicherweise die Zykluszeit und die Kosten reduzieren.
EDM kann sich bei der Bearbeitung großer Stückzahlen als weniger praktikabel erweisen, wenn jede Bohrung eine genaue Prüfung, häufige Elektrodenwechsel oder komplexe fünfachsige Positionierungen erfordert. Große Stückzahlen schließen EDM zwar nicht aus, machen jedoch die Stabilität der Einrichtung und die Kontrolle des Elektrodenverschleißes umso wichtiger.
Häufige Fehlerarten und Qualitätsrisiken
Beim EDM-Bohren von Hartmetallen treten in der Serienfertigung häufig verschiedene Versagensarten und verborgene Qualitätsrisiken auf.
Ursachen für den Elektrodenverschleiß beim EDM-Bohren von Hartmetallen
Zu den Ursachen für den Elektrodenverschleiß beim EDM-Bohren von Hartmetallen zählen die Funkenenergie, die Bohrtiefe, das Materialverhalten, die Spülbedingungen und das Elektrodenmaterial. Elektroden aus Kupfer- und Messingrohren nutzen sich während des Prozesses ab, da die Funken sowohl das Werkstück als auch die Elektrode beeinträchtigen.
Der Verschleiß spielt eine Rolle, da er die effektive Größe und Form des Werkzeugs verändert. In tiefen Bohrungen kann der Verschleiß der Elektrode zu Durchmesserschwankungen, Konizität und Fehlern beim Zustand des Bohrungsbodens führen. Kleine Elektroden reagieren empfindlicher, da ein geringer Verschleiß einen größeren Anteil am Durchmesser ausmacht.
Die Wahl der Elektrode sollte mit dem Lieferanten abgestimmt werden, da sich Kupfer und Messing hinsichtlich Verschleiß, Stabilität und Spülverhalten unterschiedlich verhalten. Die konkrete Auswahl hängt vom Bohrungsdurchmesser, der Bohrtiefe, dem Werkstückmaterial sowie davon ab, ob der Schwerpunkt auf Geschwindigkeit, geringerem Verschleiß oder einer stabileren Geometrie über den gesamten Produktionslauf liegt.
Bei hartleitfähigen Werkstoffen wie Hartmetall, Inconel, gehärtetem Stahl und Titan kann eine sorgfältige Parametersteuerung erforderlich sein, um den Verschleiß zu begrenzen und gleichzeitig einen stabilen Schneidvorgang zu gewährleisten. Entladungen mit geringer Energie können dazu beitragen, die Form bei Mikrobohrungen zu erhalten, können den Prozess jedoch auch verlangsamen.
Der Verschleiß von Elektroden ist nicht nur eine Frage der Werkzeugkosten. Es handelt sich vielmehr um eine Frage der Geometriekontrolle. Bei Bohrungen mit engen Toleranzen sind Verschleißausgleich und Prozessvalidierung Teil der Herstellbarkeit.
Häufige Ursachen für die Verjüngung beim Tieflochbohren mit Elektroerosion
Zu den häufigen Ursachen für eine Verjüngung beim Tiefloch-EDM-Bohren zählen Elektrodenverschleiß, unzureichende Späneabfuhr, instabile Spülung, Sekundärentladung und ein zu großes Verhältnis von Tiefe zu Durchmesser. Wenn sich die Elektrode tiefer vorarbeitet, werden der Eingangsbereich und der untere Bereich des Lochs möglicherweise nicht in gleicher Weise abgetragen.
Das Konusrisiko steigt, wenn Bohrungen die üblichen Seitenverhältnisse in der Fertigung, wie beispielsweise 15:1 bis 20:1, überschreiten. Ab einem Seitenverhältnis von 25:1 und darüber wird die Spülsteuerung noch entscheidender. Bleiben Späne im Spalt zurück, kann es an unerwünschten Stellen zu Funkenbildung kommen. Dies kann zu einer Vergrößerung bestimmter Abschnitte der Bohrung führen oder die Geradheit beeinträchtigen.
Die Konizität wird außerdem durch die Elektrodengröße, die Drehung, die Impulseinstellungen und das Material beeinflusst. Bei Präzisionsbauteilen sollte in der Zeichnung angegeben werden, ob die Konizität durch Durchmesserbegrenzungen am Ein- und Ausgang, durch Geradheit oder durch eine funktionale Durchflussprüfung kontrolliert wird.
Probleme mit der Oberflächenbeschaffenheit bei EDM-gebohrten Löchern
Probleme mit der Oberflächenbeschaffenheit bei EDM-gebohrten Löchern sind auf den Funkenerosionsprozess zurückzuführen. Beim EDM-Verfahren entsteht nicht dieselbe Oberflächenstruktur wie bei einem mechanisch geräumten oder gehonte Loch. Jeder Entladungsvorgang hinterlässt einen kleinen Krater. Die endgültige Oberflächenbeschaffenheit hängt von der Funkenenergie, der Spülung, dem Werkstoff und dem Nachbearbeitungsspiel ab.
Für viele Anwendungen im Bereich Kühlung, Entlüftung oder als Startbohrung kann die EDM-Oberfläche akzeptabel sein. Bei Bohrungen, die abgedichtet werden müssen, ermüdungsempfindlich oder strömungskritisch sind, muss der Oberflächenbeschaffenheit möglicherweise mehr Aufmerksamkeit geschenkt werden. Der Konstrukteur sollte die erforderliche Oberflächenbeschaffenheit festlegen, anstatt davon auszugehen, dass die Oberfläche einer gebohrten Bohrung akzeptabel ist.
Wenn ein späterer Endbearbeitungsschritt geplant ist, kann ein Aufmaß von etwa 0,02–0,05 mm vorgesehen werden. Dies kann hilfreich sein, wenn die EDM-Bohrung lediglich als Vorbearbeitungs- oder Zugangsbohrung dient, für den Endbearbeitungsschritt jedoch ausreichend Material und Zugang erforderlich sind.
Risiken der Bildung einer Umformschicht beim Bohren von Löchern mittels Elektroerosion (EDM)
Die Risiken der Bildung einer Umschmelzschicht beim Bohren von Löchern mittels Elektroerosion entstehen dadurch, dass geschmolzenes Material an der Bohrlochwand wieder erstarrt. Diese Schicht ist bei Elektroerosionsverfahren ein häufiges Problem, da das Material durch Wärme abgetragen wird.
Eine Umgussschicht kann das Ermüdungsverhalten, die Oberflächenintegrität, den Materialfluss oder die nachgelagerte Endbearbeitung beeinträchtigen. Der Grad der Bedenken hängt von der Funktion des Bauteils ab. Bei Bauteilen für die Luft- und Raumfahrt, die Medizintechnik sowie bei hochbelasteten Bauteilen ist häufig eine genauere Prüfung des Oberflächenzustands erforderlich als bei allgemeinen Entlüftungskanälen oder Startlöchern in Werkzeugen.
Das Risiko von Nachguss kann durch Prozesseinstellungen, Spülen und gegebenenfalls Nachbearbeitung gesteuert werden, allerdings müssen die bereitgestellten Projektdaten die Anforderungen genau definieren. Wenn in der Zeichnung lediglich Durchmesser und Tiefe angegeben sind, ist dem Lieferanten möglicherweise nicht bewusst, dass die Oberflächenmetallurgie von entscheidender Bedeutung ist.
Faktoren hinsichtlich Toleranz, Kosten und Vorlaufzeit
Bei der Planung der CNC-Funkenerosion zum Bohren von Löchern in Präzisionsbauteilen müssen Ingenieure einen Ausgleich zwischen den erreichbaren Toleranzwerten, den Gesamtproduktionskosten und realistischen Erwartungen hinsichtlich der Durchlaufzeiten finden. Diese drei zentralen Aspekte werden von zahlreichen Prozess- und Bauteilvariablen beeinflusst und im Folgenden detailliert erläutert.
Toleranzgrenzen beim CNC-EDM-Bohren von Löchern für Präzisionsbauteile
Die Toleranzgrenzen beim CNC-EDM-Bohren von Löchern für Präzisionsbauteile hängen von der Lochtiefe, dem Durchmesser, dem Werkstoff, dem Elektrodenverschleiß, der Spülung, der Maschinenleistung und der Zugänglichkeit für die Prüfung ab. Bei flachen Löchern sind in vielen Fällen typische Toleranzen von etwa ±0,02–0,05 mm realistisch. Bei tieferen Bohrungen kann sich die Toleranz aufgrund von Konizität und Verschleiß auf ±0,1 mm verschlechtern.
Mit hochmodernen Maschinen und präzisen Einrichtungsbedingungen lassen sich wesentlich genauere Ergebnisse erzielen, darunter eine sehr feine Durchmesserkontrolle und Geradheit bei bestimmten Tieflochbearbeitungen. Bei einigen beschriebenen Mikrobearbeitungsbedingungen wird eine Genauigkeit von nahezu ±1,0 μm erreicht, während die allgemeine Präzision eher bei ±50 μm liegt. Diese Werte sind als bedingungsabhängig und nicht als allgemeingültig zu betrachten.
Bei der Entscheidungsfindung sollte die Toleranz auf die Funktion der Bohrung abgestimmt werden. Eine Entlüftungsbohrung, eine Kühlbohrung, eine Kraftstoffdosierbohrung und eine Startbohrung für die Drahterodierung erfordern nicht alle dieselbe Kontrolle. Zu enge Toleranzen können die Rüstzeit, den Prüfaufwand und das Ausschussrisiko erhöhen.
Faktoren, die die Genauigkeit des Lochdurchmessers beim Hochgeschwindigkeits-Elektroerosionsbohren beeinflussen
Zu den Faktoren, die die Genauigkeit des Lochdurchmessers beim Hochgeschwindigkeits-Elektroerosionsbohren beeinflussen, gehören der Elektrodendurchmesser, der Funkenabstand, der Elektrodenverschleiß, der Spüldruck, die Maschinenpositionierung, die Tiefe und das Werkstückmaterial. Das fertige Loch ist aufgrund des Funkenabstands und der Erosionszone größer als die Elektrode.
Durchmesser, Position, Geradheit, Konizität, Tiefe und Austrittsposition sollten als separate Prüfparameter behandelt werden, da diese bei der Elektroerosion nicht gleichermaßen gewährleistet sind. Die Prüfplanung sollte den Anforderungen entsprechen: Durchmesser für die Maßprüfung, Schnitt- oder Bohrungsmessung für die Konizität, Tiefenprüfung für Sacklöcher sowie Durchfluss- oder Funktionsprüfungen, wenn die Leistungsfähigkeit wichtiger ist als das Nennmaß.
Die Tiefe ist eine der wichtigsten Variablen. Ein flaches 1-mm-Loch und ein tiefes 1-mm-Loch bergen nicht das gleiche Risiko. Mit zunehmender Tiefe lassen sich Verschleiß und Spanabfuhr schwerer kontrollieren. Dies kann zu einer Veränderung des Lochdurchmessers über die Länge des Lochs führen.
Die Spülung ist ein weiterer entscheidender Faktor. Ein gleichmäßiger Durchfluss des Dielektrikums entfernt Ablagerungen und sorgt für ein gleichbleibendes Entladungsverhalten. Eine unzureichende Spülung kann zu Überbrennungen, Verjüngungen oder raueren Oberflächen führen.
Die Prüfung hat auch Einfluss darauf, wie die Genauigkeit beurteilt wird. Stiftlehren, optische Prüfung, Schnitte, Durchflussprüfungen und Koordinatenmessung geben keine Antwort auf dieselbe Frage. In einer Zeichnung sollte die Abnahmemethode festgelegt werden, wenn die Funktion der Bohrung kritisch ist.
Kostentreiber für EDM-Bohrdienstleistungen mit hohem Durchsatz
Zu den Kostenfaktoren bei EDM-Bohrdienstleistungen mit hohem Durchsatz zählen die Anzahl der Bohrungen, der Bohrungsdurchmesser, das Tiefenverhältnis, das Material, die Toleranz, der Winkel, die Spannvorrichtung, der Elektrodenverbrauch und die Prüfanforderungen. Da sich anhand der vorliegenden Daten keine genaue Preisangabe vornehmen lässt, sollten die Kosten anhand dieser Faktoren und nicht anhand fester Beträge pro Bohrung besprochen werden.
Kleine Bohrungen erfordern kleine Elektroden, die sich möglicherweise schneller abnutzen und empfindlicher sind. Tiefe Bohrungen verlängern die Zykluszeit und erhöhen das Prozessrisiko, da die Spülung schwieriger wird. Schräge Bohrungen erfordern unter Umständen komplexere Spannvorrichtungen oder einen mehrachsigen Zugang. Enge Toleranzen können eine Parameteroptimierung, Testteile und umfangreichere Prüfungen erfordern.
Ein hohes Produktionsvolumen kann die Auswirkungen der Einrichtungsphase verringern, wenn das Lochmuster stabil und wiederholbar ist. Allerdings kann ein hohes Produktionsvolumen auch die Anfälligkeit gegenüber Elektrodenverschleiß und Prozessabweichungen erhöhen. Die Chargenkontrolle kann einen planmäßigen Elektrodenaustausch und regelmäßige Inspektionen erfordern.
Die Vorlaufzeit wird von denselben Faktoren beeinflusst. Einfache Durchgangsbohrungen an gut zugänglichen Flächen lassen sich leichter einplanen als tiefe, abgewinkelte Sacklöcher in harten Legierungen mit strengen Oberflächenanforderungen.
Tabelle: Durchmesser, Tiefenverhältnis, Toleranzbereich, Prüfungsanforderungen und Komplexität der Einrichtung
| Zustand des Lochs | Durchmesser | Tiefenverhältnis | Toleranz | Prüfbedarf | Komplexität der Einrichtung | Machbarkeitssignal |
|---|---|---|---|---|---|---|
| Flaches, kleines Durchgangsloch | 0,3–3,0 mm | Unter 15:1 | ±0,02–0,05 mm | Prüfung von Durchmesser und Lage | Gering bis mäßig | Machbar |
| Mikroloch | 0,1-0,5 mm | Entwurfsbezogen | Empfindlich gegenüber Elektroden/Spülung | Optik/Spezialtechnik | Mäßig bis hoch | Muss überprüft werden |
| Tieflochbearbeitung | 0,3–3,0 mm | 15:1–20:1 | Konusabhängig | Durchmesser, Austritt, Geradheit | Mäßig | Muss überprüft werden |
| Loch mit hohem Seitenverhältnis | Kleiner Durchmesser | 20:1–25:1 | Kann auf ±0,1 mm abnehmen | Geradheit, Konizität, Durchfluss | Hoch | Höheres Risiko |
| Hochpräzises Tiefloch | ~1 mm | Mehr als 25:1 | Nur unter kontrollierten Bedingungen dicht | Voll-Durchmesser + Geradheit | Hoch | Höheres Risiko |
| Blind-Mikro-/Tiefloch | 0,1–1,0 mm | Jede hohe Quote | Gefahr durch eingeklemmte Fremdkörper | Tiefe, Zustand des Meeresbodens, Oberfläche | Hoch | Höheres Risiko |
| Schrägloch in gehärteter Legierung | 0,1–3,0 mm | Zugangsabhängig | Geometrieabhängig bei Ein- und Ausfahrt | Winkel, Position, Ein- und Ausstieg | Hoch | Muss überprüft werden |

Anwendungen und technische Anwendungsfälle
Die fortschrittliche EDM-Technologie für kleine Bohrungen kommt in einer Vielzahl von Industriezweigen zum Einsatz und bietet präzise Mikrobohrlösungen für Hochleistungskomponenten in den Bereichen Luft- und Raumfahrt, Medizintechnik und Formenbau.
Das beste Verfahren zum Bohren von Kühlbohrungen in Turbinenschaufeln
Das beste Verfahren zum Bohren von Kühlbohrungen in Turbinenschaufeln hängt von der Legierung, dem Bohrungsdurchmesser, dem Winkel, der Tiefe und den Oberflächenanforderungen ab. Häufig wird das CNC-EDM-Bohren eingesetzt, da Turbinenkomponenten unter Umständen kleine Kühlbohrungen in harten, leitfähigen Legierungen erfordern, bei denen herkömmliches Bohren nicht stabil ist. Das FAA bestätigt, dass EDM aufgrund seiner berührungslosen Funktionsweise für Kühlbohrungen in Turbinenschaufeln bevorzugt wird.
Kühlbohrungen können schräg verlaufen und erfordern unter Umständen einen gleichmäßigen Durchfluss. Daher sind Durchmesser, Konizität und Oberflächenbeschaffenheit von großer Bedeutung. Das Funkenerosionsverfahren (EDM) ist hier von Vorteil, da es ohne mechanische Krafteinwirkung bohren kann, erfordert jedoch dennoch eine gute Spülung und einen guten Zugang.
Bei der Bearbeitung von Turbinenschaufeln sollte die Entscheidung nicht nur von der Lochgröße abhängen. Es sollte geprüft werden, ob es sich um ein Durchgangsloch oder ein Sackloch handelt, ob es einen inneren Kanal schneidet, ob eine fünfachsige Bearbeitung erforderlich ist und wie die Qualität des Lochs geprüft wird.
Kraftstoffdüsen für die Luft- und Raumfahrt: EDM-Szenarien für kleine Bohrungen von 0,1–0,5 mm
Bei Kraftstoffdüsen für die Luft- und Raumfahrt kommen häufig sehr kleine Bohrungen zum Einsatz, bei denen das Strömungsverhalten vom Durchmesser und der Form abhängt. Das EDM-Bohren kleiner Bohrungen im Bereich von 0,1 bis 0,5 mm kann geeignet sein, wenn gehärtete, leitfähige Legierungen das herkömmliche Bohren unzuverlässig machen.
In einem repräsentativen Szenario aus der vorgelegten Studie wurde das EDM-Verfahren für kleine Bohrungen mit energiearmen Entladungen und kontrollierter Spülung für Feinbohrungen mit einem Seitenverhältnis von etwa 20:1 eingesetzt. Ziel war eine stabile Bohrungsform und eine Toleranz von etwa ±0,05 mm, um einen zuverlässigen Durchfluss zu gewährleisten.
Diese Art von Anwendung verdeutlicht, warum die Prozessstabilität so wichtig ist. Ein Loch kann am Einlass zwar den Nenndurchmesser aufweisen, dennoch aber seine Funktion nicht erfüllen, wenn sich der Durchfluss aufgrund von Konizität, Nachguss oder der Beschaffenheit der Innenfläche verändert. Laut einer von der NIST, … Bei der Verwendung einer hochentwickelten Fasersonde an einem Koordinatenmessgerät (CMM) zur Messung des Durchmessers und der Form von Mikrobohrungen in Einspritzdüsen sind nicht das Messgerät selbst, sondern die innere Oberflächenbeschaffenheit und die Form der Bohrung die Hauptursachen für die Messunsicherheit. Laut NIST kann selbst unter optimierten messtechnischen Bedingungen eine schlecht aufbereitete Bohrungswand eine zuverlässige Durchmesserbestimmung verhindern, unabhängig von der Präzision des Messgeräts. Darauf basierend sollte die Prüfung von Kraftstoffdüsenlöchern nicht nur den Nenn-Eingangsdurchmesser, sondern auch den Zustand der Innenfläche, die Verteilung der Konizität entlang der Lochtiefe und die Sauberkeit des Lochs berücksichtigen – eine Standardprüfung mit Stifteinsätzen allein reicht für Löcher, bei denen die Durchflussleistung die funktionale Anforderung ist, nicht aus.
Medizinische Titan- und Inconel-Bauteile, die verformungsfreie Mikrobohrungen erfordern
Bei medizinischen Bauteilen aus Titan und Inconel können Mikrolöcher in Materialien erforderlich sein, die sich mechanisch nur schwer bohren lassen. Die Funkenerosion (EDM) kann hier von Nutzen sein, da dabei kein kleiner Bohrer durch das Material gedrückt wird. Dies verringert das Risiko einer Durchbiegung und beugt einigen Problemen mit Werkzeugbruch vor.
Die angegebenen Bereiche für die EDM-Bearbeitung kleiner Bohrungen reichen von etwa 0,004 Zoll bis hin zu größeren kleinen Bohrungen unter kontrollierten Mikrobohrungsbedingungen. Unter optimalen Bedingungen werden sehr enge Toleranzen angegeben, darunter Werte nahe ±0,0001 Zoll. Für technische Entscheidungen sollten diese Angaben anhand der tatsächlichen Bohrungstiefe, des Materials und der Prüfmethode überprüft werden.
Für medizinische Komponenten können zudem Anforderungen an die Oberflächenintegrität gelten. Bei der Prüfung der Machbarkeit der Funkenerosion sollten das Risiko einer Neuschmelzschicht, die Oberflächengüte sowie alle in der Bauteilspezifikation geforderten Nachbearbeitungs- oder Validierungsschritte berücksichtigt werden.
Entlüftungskanäle, Kühlkanäle und Bohrungen für gehärtete Werkzeuge
Entlüftungs- und Kühlkanäle in Formen sind häufige Anwendungsfälle für das EDM-Bohren, da Formen oft bereits gehärtet sind, bevor die endgültigen Bohrungen angebracht werden. Das mechanische Bohren in gehärteten Werkzeugen kann langsam oder riskant sein, insbesondere bei kleinen Entlüftungsbohrungen.
Mit der EDM-Bohrtechnik lassen sich Löcher mit einem Durchmesser von 0,3–1,0 mm in gehärtete Formen bohren, wobei das Seitenverhältnis typischerweise bei etwa 15:1–20:1 liegt, sofern die Spülkanäle offen sind und die Konstruktion die Entfernung von Spänen ermöglicht. Diese Löcher können der Entlüftung, der Kühlung oder dem Zugang für die Drahterodierung dienen.
Bei der Werkzeugauswahl ist die Entscheidung oft praktischer Natur: Das Funkenerosionsverfahren (EDM) kann das Risiko von Werkzeugbrüchen verringern und das Bohren von Löchern nach der Wärmebehandlung ermöglichen. Der Nachteil ist ein langsameres Bohren sowie die Notwendigkeit, Konizität und Oberflächengüte zu berücksichtigen, wenn die Funktion des Lochs besonders anspruchsvoll ist.
So bewerten Sie das CNC-EDM-Bohren für ein Bauteil
Die Bewertung der CNC-EDM-Bohrbearbeitung für Sonderteile erfordert eine systematische Überprüfung der Konstruktionsspezifikationen, Prozessgrenzen, Maschinenkapazität und Produktionsrisiken, einschließlich der Prüfung vor der Spezifikationsfestlegung, der Zeichnungsnormen, der Maschinenkompatibilität und der Machbarkeitsbeurteilung.
Was sollte vor der Festlegung einer EDM-Bohrung geprüft werden?
Bevor Sie die CNC-Funkenerosion zum Bohren von Löchern festlegen, überprüfen Sie das Material, die Geometrie, die Toleranz, die Zugänglichkeit und den Prüfplan. Das Material muss leitfähig sein. Das Loch sollte hinsichtlich Durchmesser und Tiefe innerhalb eines für das geforderte Qualitätsniveau praktikablen Bereichs liegen.
Die erste Prüfung der Machbarkeit betrifft den Durchmesser. Für das EDM-Bohren sind Durchmesser von etwa 0,1–3,0 mm typisch, wobei Durchmesser von 0,1–0,5 mm als Mikro- oder Kleinbohrungen gelten. Die zweite Prüfung betrifft das Seitenverhältnis. Verhältnisse von 15:1 bis 20:1 sind übliche Produktionsziele, während Verhältnisse von 20:1 bis 25:1 mehr Aufmerksamkeit erfordern. Höhere Verhältnisse sind zwar möglich, sollten jedoch als mit einem höheren Risiko behaftet betrachtet werden.
Als Drittes ist zu prüfen, ob es sich um ein Durchgangsloch oder ein Sackloch handelt. Durchgangslöcher sind in der Regel einfacher zu bearbeiten, da sie besser gespült werden können. Bei Sacklöchern müssen die Tiefenkontrolle und die Entfernung von Späne überprüft werden.
Der vierte Prüfpunkt ist der Zugang. Schräge Bohrungen, gekrümmte Oberflächen und eng beieinanderliegende Bauteile erfordern unter Umständen eine fünfachsige Positionierung oder spezielle Spannvorrichtungen. Wenn die Elektrode nicht ungehindert an die Bohrung herankommt, kann die Funkenerosion auch dann fehlschlagen, wenn Durchmesser und Material geeignet sind.
Legen Sie außerdem das Jahresvolumen, die zulässige Verjüngung, die zulässige Neuguss- oder metallurgische Abweichung fest, ob der Durchfluss wichtiger ist als der Nenndurchmesser, ob eine sekundäre Endbearbeitung zulässig ist und ob beim Erstmuster eine zerstörende Prüfung durchgeführt werden kann. Ein Merkmal mag in einem Versuch technisch machbar sein, ist aber dennoch kein geeigneter Kandidat für die Serienfertigung, wenn diese Anforderungen nicht mit dem Prozess in Einklang stehen.
Zeichnungsangaben: Lochdurchmesser, Tiefe, Winkel, Toleranz und Oberflächenbeschaffenheit
In der Zeichnung sollten Bohrungsdurchmesser, Bohrtiefe, Winkel, Lage, Toleranz und Oberflächenbeschaffenheit festgelegt werden. Handelt es sich um eine funktionsrelevante Bohrung, sollte in der Zeichnung außerdem angegeben werden, ob Konizität, Geradheit, Übergussschicht oder Fließverhalten von Bedeutung sind.
Eine gute Bemaßung für eine EDM-Bohrung sollte Folgendes enthalten:
- Nenndurchmesser der Bohrung
- Toleranz des Durchmessers
- Loch-Tiefe oder Anforderungen an Durchgangslöcher
- Bohrwinkel und Einstichreferenz
- Positionsabweichung
- Zulässige Konizität oder Geradheit, falls kritisch
- Anforderung an die Oberflächenbeschaffenheit, falls kritisch
- Anforderung an die Integrität der Schicht oder Oberfläche neu formulieren, falls kritisch
- Prüfverfahren, wenn eine normale Messung nicht ausreicht
Bei tiefen Bohrungen kann es sinnvoll sein, den Durchmesser am Ein- und Ausgang anzugeben und nicht nur eine einzige Nennweite. Bei Mikrobohrungen sind unter Umständen optische oder spezielle Prüfverfahren erforderlich, da Standardmessgeräte eine Verjüngung oder innere Fehler möglicherweise nicht erfassen können.
Prüfung der Maschinenfähigkeiten: 5-Achsen-Zugänglichkeit, Spülsteuerung und Elektrodengrößenbereich
Die Eignung der Maschine sollte anhand des jeweiligen Werkstücks geprüft werden, nicht nur anhand der allgemeinen Angaben in einer Broschüre. Laut SAE-Luftfahrtnorm AS7116/3 — Das NADCAP-Dokument mit den Auditkriterien, das speziell die Funkenerosion regelt — qualifizierte EDM-Lieferanten sind verpflichtet, dokumentierte Kontrollmaßnahmen hinsichtlich des Elektrodenmanagements, der Validierung von Prozessparametern und der Rückverfolgbarkeit von Prüfungen aufrechtzuerhalten; dies gilt als Grundvoraussetzung für die Zulassung in der Lieferkette der Luft- und Raumfahrt. Auf der Grundlage dieser Akkreditierungsanforderungen sollte eine Leistungsprüfung weit über die veröffentlichten Maschinenspezifikationen hinausgehen: Zu den erforderlichen Prüfungen gehören der Größenbereich der Elektroden, der Zugang zu den Achsen, die Spülsteuerung, die Tiefenkapazität sowie die Toleranzhistorie für ähnliche Werkstoffe.
Ein fünfachsiger Zugang kann bei Turbinenbauteilen, Kraftstoffdüsen und schrägen Bohrungen in gehärtetem Stahl von Bedeutung sein. Ohne einen angemessenen Zugang lässt sich die Elektrode möglicherweise nicht auf die erforderliche Bohrungsachse ausrichten.
Die Spülsteuerung ist bei tiefen Bohrungen und Sacklöchern von entscheidender Bedeutung. Gemäß AS7116/3 ist die Prozessstabilität – einschließlich der gleichbleibenden Durchflussmenge des Dielektrikums – ein offizieller Prüfpunkt und liegt nicht im Ermessen des Lieferanten. Die Maschine muss einen stabilen Durchfluss des Dielektrikums durch die kleine Elektrode gewährleisten und die Funkenstabilität aufrechterhalten, während sich das Loch vertieft. Eine unzureichende Spülung kann zu Konusbildung, Problemen mit der Oberflächengüte und dem Risiko von Nachguss führen.
Auch der Größenbereich der Elektroden spielt eine Rolle. Eine Maschine mag zwar einen breiten Nennbereich abdecken, doch der jeweilige Durchmesser und die Länge der Elektrode müssen zur Bohrung passen. Sehr kleine Elektroden erfordern eine sorgfältige Handhabung und können die praktische Bohrtiefe einschränken.
Checkliste: Wann ist das Bohren von Löchern mittels CNC-Funkenerosion machbar, risikobehaftet oder ungeeignet?
Informationen zu den Toleranzbereichen, Prüfverfahren und der Komplexität der Einrichtung für die jeweiligen Bedingungen finden Sie in der Parametertabelle im Abschnitt „Toleranz-, Kosten- und Durchlaufzeitfaktoren“.
| Entscheidungskategorie | Wesentliche Bedingungen | Hauptgrund |
|---|---|---|
| Unter typischen Bedingungen machbar | Leitfähiges Material; Lochdurchmesser 0,1–3,0 mm; Durchgangsbohrung; Seitenverhältnis ≤ 15:1–20:1; zugänglicher Zugang | Stabile Spülung, überschaubarer Elektrodenverschleiß, normaler Toleranzbereich |
| Machbar, muss aber noch geprüft werden | Seitenverhältnis 20:1–25:1; Mikrobohrung ≤ 0,1 mm; abgewinkelter Einlauf; gehärtete Legierung; enger Durchmesser; bestimmte Oberflächenbeschaffenheit erforderlich | Erhöhte Empfindlichkeit hinsichtlich der Spülstabilität und des Elektrodenverschleißes |
| Höheres Risiko | Blindes Tiefloch; schlechter Spülweg; geringe Geradheit; kritischer Durchfluss; schwierige Inspektion | Das Festsetzen von Fremdkörpern und die Tiefenkontrolle werden zu den vorherrschenden Versagensarten |
| In der Regel ungeeignet | Nichtleitendes Material; großes, flaches Loch; versperrter Zugang zur Elektrode; Oberflächenbeschaffenheit, die eine EDM-Nachbearbeitung nicht zulässt | Das Verfahren ist grundsätzlich nicht anwendbar oder eine andere Methode ist schneller und sicherer |
Die Entscheidungslogik ist einfach: Setzen Sie CNC-EDM-Bohrungen ein, wenn das Loch klein, tief und präzise ist und sich in einem leitfähigen, harten Werkstoff befindet, bei dem Schneidwerkzeuge leicht versagen oder ausweichen könnten. Vermeiden Sie diese Methode, wenn der Werkstoff nicht leitfähig ist, das Loch groß und leicht zu bohren ist oder die Konstruktion eine stabile Spülung verhindert.
Bei grenzwertigen Bauteilen sind vor allem das Seitenverhältnis, der Spülweg, die Toleranz und die Prüfung zu überprüfen. Diese Faktoren entscheiden in der Regel darüber, ob der Prozess serienreif ist oder nur unter besonderen Bedingungen durchgeführt werden kann.

FAQs
Was ist EDM-Bohren?
Das CNC-EDM-Bohren ist ein berührungsloses Bearbeitungsverfahren, bei dem durch kontrollierte elektrische Funken kleine Löcher in leitfähige Metallwerkstücke erodiert werden. Dabei kommen eine röhrenförmige Elektrode und eine zirkulierende dielektrische Flüssigkeit zum Einsatz, die herkömmliche Bohrer ersetzen und den Materialabtrag durch Funkenbewirkung ermöglichen. Diese fortschrittliche Technik vermeidet mechanische Schnittkräfte und Werkzeugauslenkungen, wie sie bei herkömmlichen Bohrvorgängen üblich sind. Sie eignet sich hervorragend für die Herstellung winziger, tiefer Präzisionsbohrungen in hochfesten Hartlegierungen, die mit Standardbearbeitungsverfahren nicht zuverlässig bearbeitet werden können.
Wann sollte anstelle des mechanischen Bohrens das EDM-Bohren zum Einsatz kommen?
Entscheiden Sie sich für das EDM-Bohren, wenn Sie extrem kleine, tiefe oder schräge Bohrungen in zähen Legierungen ausführen müssen, bei denen es häufig zu Werkzeugbruch und schnellem Werkzeugverschleiß kommt. Dieses Verfahren eignet sich ideal für das professionelle Bohren kleiner Löcher in gehärtetem Stahl, Titan, Inconel und Wolframkarbid, bei denen strenge Anforderungen an Maßhaltigkeit und Geradheit gestellt werden. Das mechanische Bohren ist nach wie vor kostengünstiger und schneller für große, flache Bohrungen in gängigen, zerspanbaren Weichmetallen und herkömmlichen Legierungen. Hersteller können getrost auf EDM umsteigen, wenn Präzisionsstabilität und Werkzeugstandzeit bei komplexen Mikrobohrungsprojekten oberste Priorität haben.
Wie tief können mit CNC-EDM-Bohrungen Bohrungen hergestellt werden?
Professionelle Dienstleistungen im Bereich des Tiefloch-Funkenerosionsbohrens gewährleisten eine stabile Produktion bei einem Tiefen-Durchmesser-Verhältnis von 15:1 bis 25:1. Das Verhältnis von 15:1 bis 20:1 gilt als der sicherste und beständigste Bereich für kontinuierliche Serienfertigungsabläufe. Verhältnisse über 20:1 bergen offensichtliche Risiken wie eine unzureichende Spülung des Dielektrikums, übermäßigen Elektrodenverschleiß und unerwünschte Bohrungskonizität. Ingenieure müssen die Prozessparameter und die Maschinenleistung überprüfen, um die Maßgenauigkeit bei extrem tiefen Bohrungen in verschiedenen leitfähigen Hartmetallen sicherzustellen.
Wie genau sind mit EDM gebohrte Löcher?
Bei flachen EDM-Bohrungen lassen sich Präzisionstoleranzen von ±0,02–0,05 mm für die allgemeine Herstellung von Formen, Werkzeugen und Industriekomponenten problemlos einhalten. Bei tiefen Bohrungen lockern sich die Toleranzen aufgrund des kumulativen Elektrodenverschleißes und der instabilen Funkenabführung in größeren Tiefen typischerweise auf etwa ±0,1 mm. Hochwertige Maschinenkonfigurationen mit optimierten Parametern können hochpräzise, EDM-gebohrte Bauteile mit außergewöhnlicher Maßhaltigkeit herstellen. Für kritische Funktionsbohrungen werden stets strenge Prüfverfahren empfohlen, um Maß, Geradheit und Oberflächenbeschaffenheit zu überprüfen.
Welche Werkstoffe eignen sich für das EDM-Bohren?
Die Standard-EDM-Bohrtechnik eignet sich für reguläre Fertigungsanwendungen ausschließlich für elektrisch leitfähige Metalle und hochwertige Industrielegierungen. Sie ist die erste Wahl für das EDM-Bohren von Hartmetallen, die häufig in Bauteilen für die Luft- und Raumfahrt, in medizinischen Komponenten und in gehärteten Formwerkzeugen zum Einsatz kommen. Zu den gängigen kompatiblen Werkstoffen zählen gehärteter Stahl, Titan, Inconel und strapazierfähiges Wolframkarbid mit stabilen Leitfähigkeitseigenschaften. Nichtleitende Werkstoffe wie Keramik, Glas, Polymere und Verbundwerkstoffe können ohne spezielle, maßgeschneiderte Verfahren nicht mit herkömmlichem EDM-Bohren bearbeitet werden.
Geschwindigkeit beim EDM-Bohren im Vergleich zum herkömmlichen CNC-Bohren?
Das Schnellbohren mit Elektroerosion (EDM) bietet eine zuverlässige Geschwindigkeit bei der Herstellung von Mikrobohrungen, ist jedoch bei einfachen Aufgaben mit großen, flachen Bohrungen in der Regel langsamer als das Standard-CNC-Bohren. Das Verfahren der Funkenerosion kann bei routinemäßigen, unkomplizierten Bearbeitungsaufgaben nicht mit der hohen Späneabfuhrleistung mechanischer Bohrer mithalten. Es zeichnet sich durch effizientes Präzisionsbohren in Hartmetallen aus, da es häufige Bohrerbrüche, Durchbiegungen und kostspielige Ausfallzeiten durch Werkzeugwechsel verhindert. Trotz der geringeren Geschwindigkeit pro Zyklus verbessert es die Gesamtproduktionseffizienz und die Ausbeute bei komplexen Mikrobohrungs-Serien in hochfesten Legierungen.