Usługi mikroobróbki CNC są zazwyczaj brane pod uwagę, gdy element jest zbyt mały, zbyt precyzyjny lub zbyt trudny do wykonania przy zastosowaniu standardowych założeń produkcyjnych. Kluczową kwestią nie jest jedynie to, czy dana geometria nadaje się do obróbki. Ważniejsze jest to, czy element można wytwarzać w sposób powtarzalny, kontrolować z wystarczającą pewnością oraz czy jego produkcja jest uzasadniona pod względem wymagań dotyczących tolerancji, kosztów i czasu realizacji.
Rzetelna analiza wykonalności przebiega według następującej sekwencji: najpierw należy sprawdzić możliwość wykonania; następnie przeanalizować środki kontroli procesu; potem porównać zalety i wady poszczególnych metod z technikami EDM, obróbką szwajcarską, mikroobróbką laserową lub metodami hybrydowymi. Następnie należy ocenić ryzyko awarii, czynniki wpływające na koszty, limity kontroli jakości, wymagania aplikacyjne oraz referencje dostawców. Niniejszy przewodnik jest zgodny z tą ścieżką decyzyjną.
Czym są usługi mikroobróbki CNC?
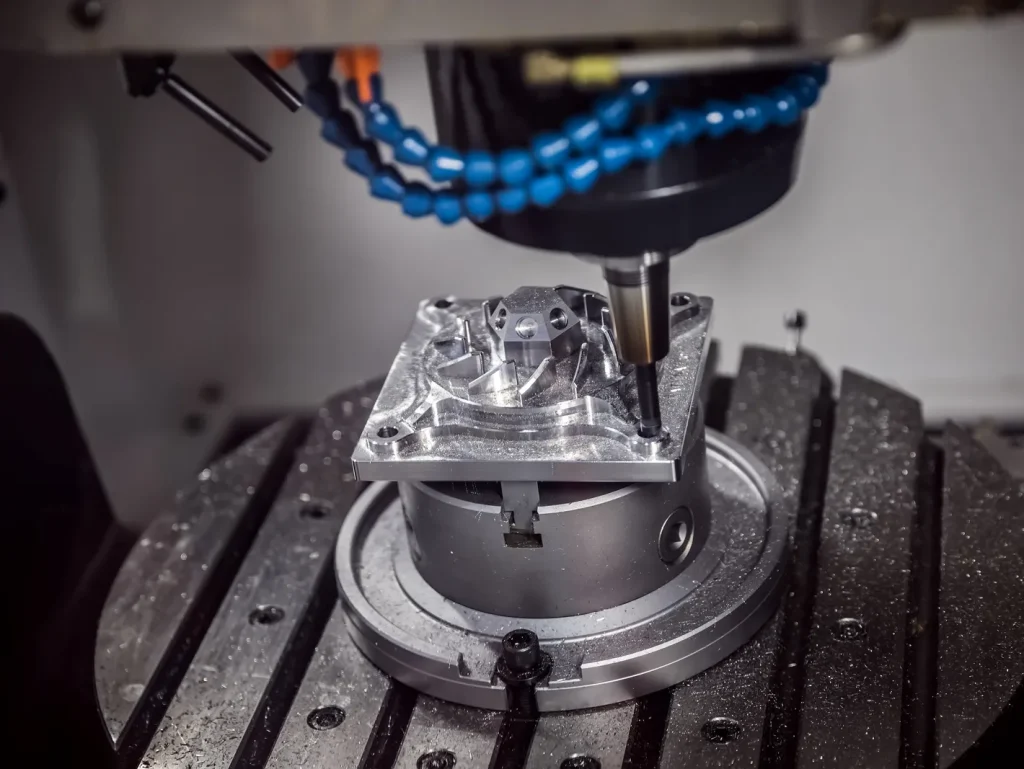
Usługi mikroobróbki CNC wykorzystują sterowane komputerowo procesy skrawania do wytwarzania bardzo małych elementów mechanicznych, miniaturowych podzespołów oraz części o wysokiej dokładności. Prace te mogą obejmować mikrofrezowanie, mikrotoczenie, wiercenie, grawerowanie lub obróbkę wieloosiową z wykorzystaniem bardzo małych narzędzi i kontrolowanych ruchów maszyny.
Kluczową kwestią jest skala. W skali mikro siły skrawania, bicie narzędzia, drgania, zadziory, nagrzewanie się oraz błędy kontroli mogą osiągać znaczne wartości w stosunku do wytwarzanego elementu. Element, który w programie CAD wygląda na prosty, może okazać się trudny do wycięcia, ponieważ narzędzie jest delikatne, ścianka jest cienka lub metoda kontroli nie pozwala zweryfikować wyniku.
Jaka jest różnica między obróbką mikro-CNC a standardową obróbką CNC?
Standardowa obróbka CNC jest często planowana z uwzględnieniem konwencjonalnych rozmiarów narzędzi, standardowych systemów mocowania oraz metod kontroli, takich jak suwmiarki, mikrometry, maszyny CMM i przyrządy pomiarowe. Mikroobróbka CNC opiera się na tej samej podstawowej zasadzie obróbki odejmującej, jednak zakres procesowy jest znacznie węższy.
Główne różnice to:
- narzędzia tnące są znacznie mniejsze i bardziej delikatne;
- bicie narzędzia stanowi znaczną część wymiaru elementu;
- zadrapania mogą być duże w stosunku do wymiarów elementu;
- większy wpływ mają prędkość obrotowa wrzeciona oraz kontrola drgań;
- kontrola często wymaga zastosowania metod optycznych, dotykowych lub metrologii o wysokiej rozdzielczości;
- nieprawidłowa obsługa i czyszczenie mogą spowodować uszkodzenie części.
Mikro-CNC to nie tylko “mała standardowa maszyna CNC”. Często wymaga ona stabilności maszyny, kontrolowanego zachowania termicznego, specjalistycznego oprzyrządowania oraz jasnego planu kontroli przed rozpoczęciem produkcji.
Porównanie mikrofrezowania z tradycyjną obróbką CNC
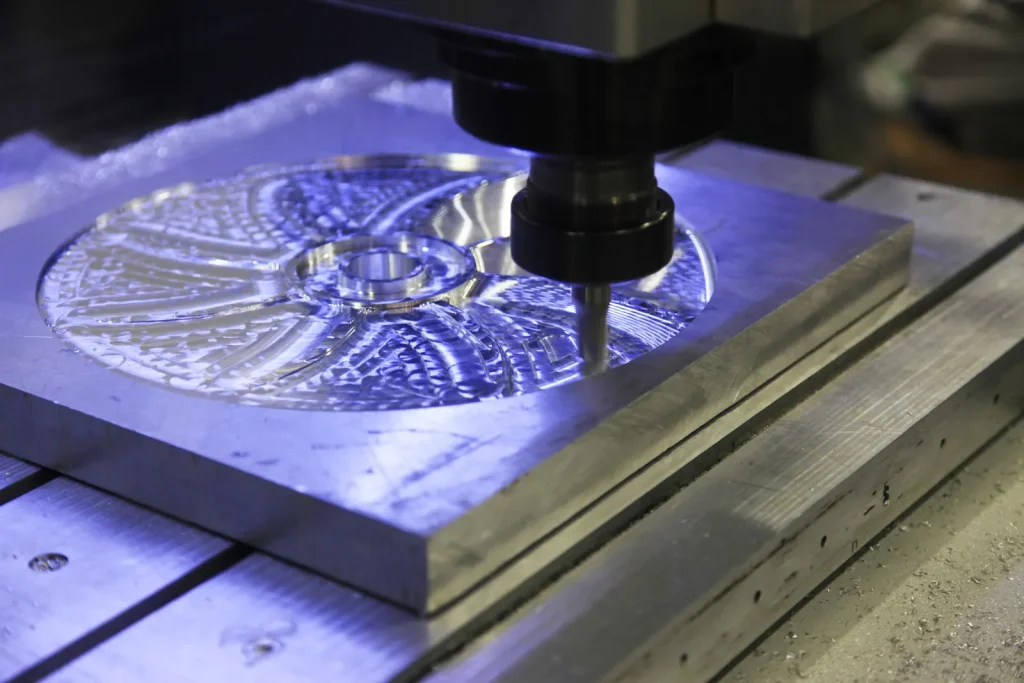
Mikrofrezowanie polega na usuwaniu materiału za pomocą obracających się narzędzi skrawających, jednak grubość wiórów jest bardzo mała. Jeśli narzędzie nie tnie czysto, może dochodzić do tarcia zamiast ścinania. Może to powodować wzrost temperatury, zużycie oraz powstawanie zadziorów.
Tradycyjny Frezowanie CNC często charakteryzuje się większym zakresem tolerancji w zakresie posuwu, głębokości skrawania i sztywności uchwytu. W przypadku mikrofrezowania zakres ten jest mniejszy. Niewielka zmiana prędkości obrotowej wrzeciona, zużycie narzędzia lub przepływ chłodziwa może spowodować przejście procesu ze stabilnego skrawania do złamania narzędzia lub uzyskania złej jakości powierzchni.
Z punktu widzenia nabywcy kluczowe znaczenie ma to, że element wykonany metodą mikrofrezowania należy analizować na poziomie poszczególnych elementów konstrukcyjnych, a nie tylko na poziomie całego elementu. Szczeliny, cienkie ścianki, ostre narożniki wewnętrzne i głębokie, małe otwory mogą wymagać zastosowania różnych rozwiązań technologicznych.
Gdy konwencjonalne sterowanie CNC nie nadaje się do mikroelementów
Tradycyjne maszyny CNC nie nadają się do produkcji mikroelementów, gdy sama maszyna, uchwyt narzędziowy, system kontroli jakości lub sterowanie procesem nie są w stanie sprostać wymaganiom projektowym wynikającym z niewielkich rozmiarów. Sytuacja taka często ma miejsce, gdy rysunek techniczny przewiduje bardzo małe elementy, mikroelementy o wysokiej dokładności, ścisłą kontrolę położenia lub wymagania dotyczące wykończenia powierzchni, których nie da się zweryfikować przy użyciu standardowych ustawień.
Do typowych objawów ostrzegawczych należą:
- wymiary elementów zbliżone do granic bicia narzędzia;
- bardzo cienkie ścianki o słabej stabilności podczas cięcia;
- głębokie mikrootwory lub szczeliny o wysokich współczynnikach kształtu;
- ostre narożniki wewnętrzne o wymiarach mniejszych niż praktyczny promień narzędzia;
- krawędzie bez zadziorów, bez określonej metody zaokrąglania krawędzi;
- tolerancje zbliżone do niepewności pomiaru wynikającej z zastosowanej metody kontroli.
W takich przypadkach projekt może nadal być wykonalny, ale może wymagać zastosowania mikroobrabiarek CNC, elektroerozji (EDM), mikroobróbki laserowej, obróbki na maszynach szwajcarskich lub procesu hybrydowego.
Tabela: Porównanie mikro-CNC i standardowego CNC pod względem tolerancji, rozmiarów elementów, oprzyrządowania, metrologii i ryzyka produkcyjnego
| Czynnik | Mikroobróbka CNC | Standardowa obróbka CNC | Wpływ decyzji |
|---|---|---|---|
| Zdolność tolerancji | W kontrolowanych warunkach można osiągnąć bardzo wąskie tolerancje, w tym ±2 μm, o ile pozwalają na to proces i kontrola jakości | Zazwyczaj mniej wymagające w porównaniu ze skalą funkcji | Nie należy podawać wartości tolerancji bez sprawdzenia maszyny, materiału i środków pomiarowych |
| Rozmiar elementu | Drobne elementy o ograniczonym zakresie parametrów technologicznych | Bardziej zaawansowane funkcje i szerszy wybór narzędzi | Minimalny rozmiar elementu zależy od dostępności narzędzia, materiału oraz współczynnika kształtu |
| Oprzyrządowanie | Mikrofrezy, wiertła, narzędzia diamentowe do odpowiednich zastosowań, uchwyty precyzyjne | Tradycyjne narzędzia z węglika spiekanego i standardowe uchwyty | Kruchość narzędzia i bicie powodują ryzyko |
| Metrologia | Kontrola optyczna, dotykowa, o wysokiej rozdzielczości lub dostosowana do konkretnego zastosowania | Standardowe maszyny współrzędnościowe (CMM), przyrządy pomiarowe, mikrometry | Metodę pomiaru należy określić na wczesnym etapie |
| Ryzyko produkcyjne | Wysoka wrażliwość na zadziory, zużycie, drgania i dryft termiczny | Niższa czułość względna | Kontrola procesu ma równie duże znaczenie jak strategia cięcia |
Źródła: raporty branżowe; organizacje normalizacyjne; źródła naukowe
Raporty branżowe wskazują na rozwój mikroobróbki w związku z miniaturyzacją w elektronice, technologii MEMS, służbie zdrowia i motoryzacji. Organizacje normalizacyjne zapewniają ramy dotyczące rysunków technicznych, tolerancji, systemów jakości oraz pomiarów. Źródła naukowe są przydatne w zakresie mechaniki mikroobróbki, zużycia narzędzi, powstawania zadziorów oraz zachowania chropowatości powierzchni.
Czy można wyprodukować tę mikroczęść?
Wykonalność należy oceniać na podstawie klasy cech, a nie wyłącznie na podstawie rozmiaru części. Małe otwory, głębokie wąskie szczeliny, cienkie ścianki, otwory poprzeczne, drobne gwinty i smukłe średnice toczone ulegają uszkodzeniom z różnych powodów, a każda z tych cech może wymagać innego procesu lub metody kontroli. Część nie nadaje się do obróbki mikro-CNC, jeśli wymagane warunki krawędzi, współczynnik kształtu, dostęp do punktu odniesienia lub metoda pomiaru są niezgodne z powtarzalną obróbką i weryfikacją.
Minimalny rozmiar elementu, grubość ścianki, współczynnik kształtu oraz wykonalność zaokrąglenia krawędzi
Najmniejszy rozmiar elementu w obróbce CNC nie jest wartością uniwersalną. Zależy on od średnicy narzędzia, długości narzędzia, charakterystyki wrzeciona, materiału, głębokości skrawania oraz tego, czy element można poddać kontroli. W skali mikro długie i cienkie narzędzia łatwiej ulegają ugięciu lub złamaniu, dlatego głębokie i wąskie elementy wiążą się z większym ryzykiem niż płytkie i otwarte elementy.
Cienkie ścianki stwarzają dodatkowy problem. Podczas cięcia mogą się przesuwać, wibrować lub odkształcać po usunięciu materiału. Istotny jest również współczynnik kształtu. Głębokie mikrowycięcia, otwory lub wnęki mogą wymagać specjalnego zaplanowania ścieżki narzędzia lub zastosowania procesu innego niż obróbka CNC.
Zaokrąglenie krawędzi nie powinno być traktowane jako kwestia drugorzędna. “Ostre krawędzie” mogą stwarzać ryzyko związane z obsługą lub powstawaniem zadziorów, natomiast nieprecyzyjne wygładzanie krawędzi może spowodować usunięcie zbyt dużej ilości materiału. W przypadku mikroelementów wykonalność zaokrąglenia krawędzi należy rozpatrywać z taką samą starannością, jak w przypadku głównych wymiarów.
Kwestie związane z doborem materiału do mikroobrabianych elementów tytanowych
Wybór materiału należy rozpatrywać w odniesieniu do całego zestawu potencjalnych materiałów, a nie wyłącznie do tytanu. Stale nierdzewne i stopy niklu mogą zwiększać zużycie narzędzi i utrudniać usuwanie zadziorów, stopy aluminium i miedzi mogą ulegać odkształceniom lub rozmazywaniu się w miejscach o drobnych elementach, polimery, takie jak PEEK, mogą się przemieszczać pod wpływem siły zacisku lub ciepła, a materiały kruche mogą ulegać uszkodzeniom w wyniku wykruszenia krawędzi lub uszkodzeń podczas przenoszenia. Decyzja dotycząca procesu musi uwzględniać skrawalność, stabilność elementów oraz to, czy planowana metoda kontroli jest odpowiednia dla danej powierzchni i geometrii materiału.
Przy doborze materiałów należy wziąć pod uwagę:
- czy dany gatunek tytanu jest wymagany w danym zastosowaniu;
- czy integralność powierzchni ma kluczowe znaczenie;
- czy możliwe jest usunięcie zadziorów bez uszkodzenia elementów;
- czy metoda kontroli pozwala na weryfikację powierzchni krytycznych;
- czy w przypadku głębokich lub wąskich elementów konieczne jest zastosowanie innego procesu.
Tytan może być wykonalny, ale nie należy traktować tego zadania jak zwykłej, pomniejszonej standardowej obróbki CNC.
Ryzyko związane z wykonalnością w projektowaniu miniaturowych elementów toczonych
Miniaturowe elementy toczone metodą CNC wiążą się z różnymi zagrożeniami. Bardzo małe średnice, długie, smukłe odcinki, rowki, gwinty i otwory przecinające mogą powodować ugięcia lub powstawanie zadziorów. Jeśli element wymaga ścisłej koncentryczności lub kontroli położenia, rysunek techniczny musi jasno określać punkty odniesienia.
GD&T może być pomocne, ale tylko wtedy, gdy odzwierciedla sposób produkcji i pomiaru elementu. W przypadku miniaturowych elementów toczonych przed sporządzeniem oferty należy przeanalizować wybór punktów odniesienia, środki kontroli bicia oraz tolerancje profilu. Jeśli na rysunku zastosowano wąskie tolerancje dla wszystkich elementów, koszty i czas kontroli mogą znacznie wzrosnąć.
Lista kontrolna: Dane wejściowe CAD wymagane przed analizą wykonalności
Przydatny pakiet zapytania ofertowego powinien zawierać wystarczającą ilość danych, aby można było ocenić ryzyko związane z procesem.
- Natywny model CAD i neutralny format pliku.
- Rysunek 2D z wymiarami krytycznymi.
- Materiał i klasa.
- Wymagania dotyczące tolerancji w podziale na cechy.
- Wymagania dotyczące wykończenia powierzchni.
- Wartości graniczne dotyczące załamań krawędzi lub zadziorów.
- Wymagania dotyczące czystości lub identyfikowalności.
- Przewidywana ilość i etap produkcji.
- Wymagane dowody z kontroli.
- Wszelkie powierzchnie funkcjonalne lub styki montażowe.
Bez tych danych analiza wykonalności może być zbyt ogólna, by stanowić podstawę do podjęcia decyzji produkcyjnej.
Źródła: publikacje naukowe; podręczniki dotyczące obróbki skrawaniem; organizacje normalizacyjne
Prace naukowe stanowią podstawę analizy mikroprocesów skrawania, zużycia narzędzi, powstawania zadziorów oraz jakości powierzchni. Podręczniki dotyczące obróbki skrawaniem pomagają powiązać zachowanie materiału z praktycznymi ograniczeniami skrawania. Organizacje normalizacyjne zapewniają wsparcie w zakresie interpretacji rysunków technicznych, GD&T, systemów jakości oraz wymagań kontrolnych.

Jak działa mikroobróbka CNC
Obróbka mikro-CNC przebiega zasadniczo tak samo jak inne procesy CNC: dane projektowe są przekształcane na ścieżki narzędzia, element jest mocowany w uchwycie, usuwany jest materiał, a następnie część jest poddawana kontroli. Różnica polega na tym, że niewielkie błędy mają tu większe znaczenie. Nawet niewielkie drgania, zmiana temperatury lub błąd przesunięcia narzędzia mogą wpłynąć na kluczowy element.
Stabilność maszyny, narzędzia diamentowe, kontrola drgań oraz siły skrawania w skali mikro
Stabilność maszyny ma kluczowe znaczenie w przypadku usług mikroobróbki CNC. Maszyna musi precyzyjnie kontrolować ruch w bardzo małej skali, a wrzeciono musi ograniczać bicie i drgania. Jeśli oś narzędzia nie jest stabilna, obrabiany element może zostać wycięty z nadmiarem materiału, mieć słabą jakość wykończenia lub doprowadzić do złamania narzędzia.
Narzędzia diamentowe mogą być stosowane w niektórych zastosowaniach związanych z mikroobróbką, o ile pozwalają na to wymagania dotyczące materiału i powierzchni. Wybór narzędzia zależy od materiału obrabianego, geometrii elementów oraz wymaganego wykończenia. W przypadku wielu metali powłoka narzędzia, geometria krawędzi, sztywność oraz jakość uchwytu są równie ważne jak materiał, z którego wykonano narzędzie.
Siły skrawania w skali mikro mają niewielką wartość bezwzględną, ale są duże w stosunku do wytrzymałości narzędzia. Dlatego podczas planowania procesu należy kontrolować obciążenie wiórem, stopień wcięcia oraz długość narzędzia.
Wpływ prędkości wrzeciona na dokładność elementów mikrofrezowanych
Wpływ prędkości obrotowej wrzeciona na dokładność elementów mikrofrezowanych jest związany z procesem powstawania wiórów, stabilnością narzędzia oraz wydzielaniem ciepła. Jeśli prędkość obrotowa wrzeciona jest zbyt niska w stosunku do używanego narzędzia i posuwu, narzędzie może ocierać się o obrabiany element zamiast go ciąć. Jeśli prędkość jest zbyt wysoka, a nie zapewniono stabilnego mocowania i kontroli chłodziwa, może dojść do wzrostu temperatury i drgań.
Prędkość wrzeciona ma również wpływ na bicie. W skali mikro bicie może powodować, że jedno żlebowanie będzie przenosiło większe obciążenie niż inne. Przyspiesza to zużycie narzędzia i może wpływać na zmiany wymiarów elementu w trakcie produkcji partii. W przypadku obróbki wymagającej wysokiej dokładności prędkość wrzeciona dobiera się z uwzględnieniem posuwu, średnicy narzędzia, długości narzędzia oraz reakcji materiału.
Strategia chłodzenia mająca na celu zapobieganie uszkodzeniom narzędzi podczas mikroobróbki
Strategia chłodzenia mająca na celu zapobieganie uszkodzeniom narzędzi podczas mikroobróbki nie dotyczy wyłącznie temperatury. Ma ona również wpływ na odprowadzanie wiórów. Małe wióry mogą gromadzić się w szczelinach lub otworach, powodując ponowne skrawanie, uszkodzenia powierzchni oraz awarie narzędzi.
Właściwe podejście zależy od rodzaju materiału i charakteru obrabianego elementu. Niektóre operacje wymagają ukierunkowanego strumienia chłodziwa, mgły chłodzącej, strumienia powietrza lub kontrolowanego smarowania. Kluczową kwestią jest stałość działania. Niestabilny strumień chłodziwa może spowodować przemieszczenie się małych elementów, uniemożliwić usuwanie wiórów lub wywołać wstrząs w delikatnym narzędziu.
Schemat procesu: CAD/CAM, planowanie ścieżki narzędzia, mocowanie, obróbka, kontrola jakości, identyfikowalność
| Krok | Główny cel | Ryzyko związane z konkretnym mikroorganizmem |
|---|---|---|
| Przegląd CAD | Sprawdź geometrię i tolerancje | Niewykonalne narożniki, cienkie ścianki, niejasne punkty odniesienia |
| Planowanie CAM | Wybierz ścieżki narzędzia i strategię skrawania | Ugięcie narzędzia, ocieranie, niewłaściwe obciążenie wiórem |
| Mocowanie | Trzymaj element tak, aby nie uległ odkształceniu | Uszkodzenia spowodowane zaciskiem lub przemieszczenie się części |
| Obróbka skrawaniem | Usunąć materiał w kontrolowanych warunkach | Uszkodzenie narzędzia, zadziory, nagrzewanie, wibracje |
| Kontrola | Sprawdź kluczowe funkcje | Niepewność pomiaru jest zbyt wysoka |
| Identyfikowalność | Dokumentacja dotycząca materiałów, procesów i kontroli | Brak dowodów na istnienie części podlegających regulacji |
Źródła: publikacje naukowe; raporty branżowe
Źródła naukowe potwierdzają zasadność modelowania procesów w zakresie mikroobróbki skrawaniem, drgań, zużycia narzędzi oraz kształtowania powierzchni. Raporty branżowe wskazują na coraz powszechniejsze stosowanie automatyzacji, monitoringu cyfrowego, systemów wieloosiowych oraz hybrydowej mikroobróbki w produkcji precyzyjnej.
Zalety i ograniczenia mikroobróbki CNC
Obróbka mikro-CNC pozwala na wytwarzanie precyzyjnych elementów metalowych i plastikowych o kontrolowanej geometrii, charakteryzujących się dobrą powtarzalnością oraz praktycznym wyborem materiałów. Jest to przydatne w sytuacjach, gdy element musi zostać wycięty z materiału konstrukcyjnego, a nie formowany, wytrawiany, drukowany czy kształtowany.
Ograniczenia te wynikają z dostępu do narzędzi, wytrzymałości narzędzi, nagrzewania się, powstawania zadziorów oraz kontroli jakości. Ograniczenia te należy traktować jako dane wejściowe do projektu, a nie jako nieprzewidziane trudności podczas produkcji.
Czy obróbka mikro-CNC pozwala na zachowanie tolerancji rzędu ±2 μm?
Takie tolerancje są możliwe wyłącznie w ściśle kontrolowanych przypadkach i należy je traktować jako dotyczące konkretnych cech, a nie całej części. Kluczowe kwestie to rodzaj cechy, stabilność materiału, wielkość partii, kontrola temperatury, naprężenia wynikające z mocowania oraz to, czy niepewność pomiarowa jest wyraźnie mniejsza niż podana tolerancja. Nabywcy powinni oddzielić deklaracje dotyczące pozycjonowania maszyny od wykazanej zdolności procesowej oraz od możliwości weryfikacji wyniku za pomocą odpowiedniej metrologii.
Tolerancja rzędu ±2 μm jest bardziej realistyczna, gdy element jest łatwo dostępny, materiał jest stabilny, ustawienia są pod kontrolą, a metoda kontroli charakteryzuje się wystarczającą rozdzielczością. Ryzyko wzrasta, gdy element jest głęboki, cienki, elastyczny, podatny na powstawanie zadziorów lub trudny do zmierzenia.
Ograniczenia standardowych systemów CNC w przypadku mikroelementów wymagających wysokiej dokładności
Ograniczenia standardowych maszyn CNC w przypadku mikroelementów wymagających wysokiej dokładności często wiążą się z ruchem maszyny, bicie wrzeciona, mocowaniem narzędzi, kontrolą termiczną oraz kontrolą jakości. Standardowa maszyna może wprawdzie obrabiać niewielkie elementy, ale nie oznacza to, że jest w stanie powtarzać elementy w skali mikro z zachowaniem wąskich tolerancji.
Standardowe maszyny CNC mogą również nie zapewniać prędkości obrotowej wrzeciona lub kontroli drgań wymaganych w przypadku bardzo małych narzędzi. Jeśli proces opiera się na ręcznym usuwaniu zadziorów lub standardowych metodach kontroli, odchylenia mogą się zwiększyć.
Wyzwania związane z obróbką 5-osiową skomplikowanych mikrokomponentów
Obróbka 5-osiowa może ułatwić dostęp do skomplikowanych mikrokomponentów, ale wiąże się z dodatkowymi wyzwaniami w zakresie sterowania. Istotne znaczenie mają: dokładność osi obrotowej, kontrola punktu środkowego narzędzia, ryzyko kolizji oraz dostęp do uchwytu. W przypadku bardzo małych części nawet niewielki błąd ustawienia może spowodować, że element znajdzie się poza tolerancją.
W przypadku skomplikowanych mikroelementów obrabianych w 5 osiach może być również konieczne dokładniejsze zaplanowanie kontroli. Pomiar ukośnych mikroelementów, ukrytych powierzchni i małych promieni może być trudniejszy. Korzyści płynące z dostępu w 5 osiach należy rozważyć w kontekście złożoności przygotowania i nakładu pracy związanego z walidacją.
Czy hybrydowa mikroobróbka jest lepsza niż sama mikroobróbka CNC?
Hybrydowa mikroobróbka może być lepszym rozwiązaniem w przypadku elementów o złożonej geometrii, wysokich kosztach materiałowych lub wymagających uzyskania kształtu zbliżonego do docelowego. Raporty branżowe opisują procesy hybrydowe łączące produkcję addytywną z obróbką wykańczającą CNC. Wymieniane korzyści obejmują zmniejszenie ilości odpadów materiałowych, przyspieszenie przetwarzania oraz łatwiejsze uzyskiwanie złożonych geometrii stosowanych w przemyśle lotniczym i medycznym.
Metody hybrydowe wiążą się również z dodatkowymi kosztami i zwiększają złożoność procesu. Z wyników badań wynika, że istnieją bariery utrudniające wdrożenie tych metod w mniejszych zakładach, zwłaszcza gdy koszty sprzętu są wyższe. Przy podejmowaniu decyzji należy wziąć pod uwagę całkowite ryzyko związane z procesem, a nie tylko czas obróbki.
Tabela: Mikro-CNC a EDM, obróbka szwajcarska, mikroobróbka laserowa oraz procesy hybrydowe łączące obróbkę addytywną i subtraktywną
Należy wybrać obróbkę elektroerozyjną (EDM), gdy materiał przewodzący, głębokie, drobne elementy lub ostre narożniki wewnętrzne sprawiają, że obróbka mechaniczna nie jest odpowiednim rozwiązaniem. Wybierz obróbkę szwajcarską w przypadku długich, smukłych elementów obrotowych z powtarzającymi się elementami toczonymi, a metody laserowe rozważ, gdy dostęp jest utrudniony, ale strefy wpływu ciepła lub stan krawędzi pozostają na akceptowalnym poziomie. Mikro-CNC staje się słabym wyborem, gdy wrażliwość na zadziory, współczynnik kształtu kanału, ograniczenia dotyczące narożników wewnętrznych lub cienka geometria bez podpór powodują ryzyko wykraczające poza to, co można kontrolować za pomocą cięcia i kontroli jakości.
| Proces | Siła | Ograniczenie | Przykład decyzji dotyczącej wyboru najlepszego rozwiązania |
|---|---|---|---|
| Mikro-CNC | Bezpośrednie wycinanie niewielkich elementów mechanicznych z materiałów inżynieryjnych | Dostęp do narzędzi, zadziory, zużycie narzędzi | Małe elementy frezowane lub toczone z cechami umożliwiającymi kontrolę jakości |
| EDM | Może tworzyć drobne elementy przewodzące bez wywierania siły tnącej | Materiał musi być przewodzący; należy przeanalizować efekty powierzchniowe | Bardzo małe elementy przewodzące lub twarde materiały |
| Szwajcarska obróbka skrawaniem | Wydajne rozwiązanie do małych elementów toczonych | Mniej nadaje się do skomplikowanych geometrii frezowanych, chyba że jest wyposażony w | Miniaturowe wałki, sworznie, toczone elementy medyczne lub elektroniczne |
| Mikroobróbka laserowa | Bardzo drobne elementy i cięcie bezkontaktowe | Należy sprawdzić zmiany termiczne oraz jakość krawędzi | Cienkie materiały, otwory, mikrowzory |
| Hybrydowa metoda addytywno-subtraktywna | Złożone kształty zbliżone do docelowych z wykończeniem CNC | Większa złożoność konfiguracji i planowania procesów | Złożone elementy, w przypadku których głównym problemem są odpady lub trudności z dostępem |
Źródła: raporty branżowe; źródła naukowe
Raporty branżowe wskazują na rozwój w dziedzinie mikroobróbki, metod hybrydowych, automatyzacji oraz urządzeń wieloosiowych. Źródła naukowe pozwalają na porównanie procesów skrawania, elektroerozji (EDM), obróbki laserowej oraz produkcji hybrydowej w skali mikro.

Typowe scenariusze awarii w mikroobróbce
Porażki w mikroobróbce wynikają często z niewielkich błędów procesowych, które w standardowej obróbce CNC miałyby mniejsze znaczenie. Zadziory, zużycie narzędzi, słaba jakość wykończenia powierzchni oraz niepewność pomiarowa to częste przyczyny powstawania odpadów lub konieczności ponownej obróbki.
Przyczyny powstawania zadziorów podczas mikrofrezowania
Do przyczyn powstawania zadziorów podczas mikrofrezowania zalicza się zużycie narzędzia, plastyczne zachowanie materiału, niestabilne tworzenie się wiórów, słabą ostrość narzędzia, nadmierne tarcie oraz krawędzie niepodparte; odpowiednie badania z zakresu mechaniki skrawania opublikowano w NCBI . Zadziory stanowią poważny problem, ponieważ ich rozmiar może być zbliżony do rozmiaru samego elementu. Zadziory stanowią poważny problem, ponieważ ich rozmiar może być zbliżony do rozmiaru samego elementu.
Kontrola zadziorów powinna być uwzględniona już na etapie projektowania procesu. Może to obejmować kierunek ścieżki narzędzia, geometrię podpór, cięcie etapowe, kontrolowane zaokrąglenia krawędzi oraz kontrolę obszarów podatnych na powstawanie zadziorów. Jeśli rysunek zawiera jedynie wskazówkę “usunąć zadziory”, metoda ta może być niejasna i ryzykowna.
Wyzwania związane ze zużyciem drobnych narzędzi w mikroobróbce
Problemy związane ze zużyciem drobnych narzędzi w mikroobróbce są poważne, ponieważ ich krawędź tnąca jest mała i delikatna. Nawet niewielkie zużycie może spowodować zmianę średnicy narzędzia, wzrost sił skrawania oraz pogorszenie jakości wykończenia. W przypadku tytanu i innych trudnych w obróbce materiałów zużycie może postępować szybko, jeśli nie zapewni się odpowiedniej kontroli temperatury i usuwania wiórów.
Trwałość narzędzia należy traktować jako zmienną procesową. W przypadku produkcji może to oznaczać zasady wymiany narzędzi, kontrole międzyoperacyjne lub monitorowanie w czasie rzeczywistym. Bez odpowiedniej kontroli pierwsza i ostatnia sztuka w partii mogą się od siebie różnić.
Czynniki wpływające na jakość powierzchni podczas mikroobróbki CNC
Czynniki wpływające na jakość powierzchni podczas mikroobróbki CNC obejmują geometrię narzędzia, prędkość obrotową wrzeciona, posuw, drgania, zachowanie materiału, dopływ chłodziwa, zużycie narzędzia oraz odprowadzanie wiórów. Na jakość powierzchni może również wpływać czyszczenie lub gratowanie po zakończeniu obróbki.
Powierzchnia, która w normalnej skali wygląda zadowalająco, może nie spełniać wymagań po powiększeniu. Jeśli wykończenie pełni funkcję użytkową, np. w zakresie uszczelniania, przepływu płynów, implantów lub wyrównania optycznego, należy je zdefiniować i zmierzyć.
Kontrola chropowatości powierzchni w precyzyjnych elementach frezowanych mikrofrezowaniem
Kontrola chropowatości powierzchni w precyzyjnych elementach frezowanych mikrofrezowaniem zależy od stabilnego procesu skrawania i powtarzalnej kontroli jakości. Na ślady na powierzchni wpływają przesunięcia ścieżki narzędzia, ostrość narzędzia oraz kontrola drgań. Jeśli element ma cienkie ścianki, powierzchnia może wykazywać różnice, ponieważ ścianka przemieszcza się podczas skrawania.
Wymagania dotyczące chropowatości powierzchni powinny być powiązane z jej funkcją. Powierzchnia o charakterze wyłącznie estetycznym, która nie pełni żadnej funkcji użytkowej, nie powinna podlegać takim samym wymogom kontrolnym jak powierzchnia uszczelniająca lub ślizgowa.
Ilustracja: Macierz trybów awarii w podziale na materiał, średnicę narzędzia, prędkość wrzeciona, chłodziwo i metodę kontroli
| Zmienna | Tryb awarii | Co należy sprawdzić przed rozpoczęciem produkcji |
|---|---|---|
| Materiał | Zadziory, przegrzanie, zużycie narzędzi | Obrabialność, gatunek, wymagania dotyczące powierzchni |
| Średnica narzędzia | Pęknięcie, ugięcie | Długość narzędzia, bicie uchwytu, dostęp do elementu obrabianego |
| Prędkość obrotowa wrzeciona | Tarcie, wibracje, ciepło | Zgodność z systemem szybkiego podawania i stabilność |
| Płyn chłodzący | Pakowanie chipów, uszkodzenia termiczne | Sposób dostawy i odprowadzanie wiórów |
| Metoda inspekcji | Błędne dopuszczenie lub błędne odrzucenie | Rozdzielczość, niepewność, dostęp do danych odniesienia |
Źródła: publikacje naukowe; podręczniki dotyczące obróbki skrawaniem
Źródła naukowe dostarczają podstaw teoretycznych dla modeli dotyczących powstawania zadziorów, zużycia narzędzi, mechaniki mikrofrezowania oraz chropowatości powierzchni. Podręczniki dotyczące obróbki skrawaniem zawierają informacje na temat zachowania się poszczególnych materiałów podczas skrawania oraz praktycznego planowania procesów.
Czynniki kosztów, tolerancji i czasu realizacji
Obróbka mikro-CNC często wiąże się z wyższymi kosztami niż standardowa obróbka CNC, ponieważ zakres parametrów procesowych jest węższy. Praca ta może wymagać dokładniejszej analizy technicznej, bardziej starannego ustawienia, większego zużycia narzędzi, wolniejszego skrawania oraz bardziej szczegółowej kontroli.
Na czas realizacji wpływają te same czynniki. Trudne w obróbce materiały, specjalistyczne narzędzia, wieloetapowa kontrola jakości, wymagana dokumentacja oraz opracowanie przyrządów montażowych – wszystko to może wydłużyć harmonogram.
W jaki sposób wąskie tolerancje wpływają na koszty mikroobróbki
To, w jakim stopniu wąskie tolerancje wpływają na koszt mikroobróbki, zależy od tego, jak duża kontrola jest potrzebna do wykonania danego elementu. Luźny, niekrytyczny element można wyfrezować i sprawdzić w ramach standardowej kontroli. Bardzo wąski mikroelement może wymagać precyzyjnego ustawienia, cięć próbnych, stabilnej temperatury, kontroli trwałości narzędzia oraz zaawansowanej metrologii.
Koszt często zależy w większym stopniu od nakładu pracy związanego z kontrolą jakości, eliminacją zadziorów, zużyciem narzędzi, mocowaniem oraz dokumentacją niż wyłącznie od czasu obróbki. Przy tworzeniu prototypów korzystniejsze może być elastyczne ustawianie maszyn i szybkie opanowanie procesu, natomiast w produkcji dedykowane mocowania, kontrola trwałości narzędzi oraz działania walidacyjne mogą być uzasadnione tylko wtedy, gdy wielkość produkcji uzasadnia taką inwestycję. Jeśli wielkość produkcji wzrośnie, a geometria będzie charakteryzowała się głównie elementami toczonymi, głębokimi elementami przewodzącymi lub innymi kształtami trudnymi do obróbki frezowaniem, bardziej ekonomicznym rozwiązaniem może okazać się obróbka na maszynach szwajcarskich lub elektroerozyjna (EDM).
Dlaczego elementy obrabiane metodą mikro-CNC są droższe od standardowych elementów obrabianych metodą CNC?
Części obrabiane za pomocą mikro-CNC są droższe, ponieważ małe narzędzia są delikatne, ustawianie parametrów wymaga dużej precyzji, a kontrola jakości jest bardziej wymagająca. Uszkodzenia narzędzi, usuwanie zadziorów oraz czas pomiarów mogą stanowić znaczną część nakładu pracy związanego z produkcją.
Również rodzaj materiału może wpływać na wzrost kosztów. Tytan i inne trudne w obróbce materiały mogą wymagać wolniejszego tempa cięcia oraz dokładniejszej kontroli zużycia narzędzi. Złożona geometria może wydłużyć czas przygotowania, zwłaszcza w przypadku obróbki 5-osiowej lub miniaturowych elementów toczonych.
Prototypowanie w małych seriach a produkcja mikro-CNC w dużych seriach
Prototypowanie w małych seriach jest często wykorzystywane do testowania geometrii, strategii tolerancji oraz metod kontroli jakości. Pierwsza partia może ujawnić obecność zadziorów, problemy z dostępem narzędzi lub elementy, których nie da się dokładnie zmierzyć. Koszt prototypu na sztukę może być wysoki, ponieważ koszty przygotowania i opracowania procesu rozkładają się na niewielką liczbę sztuk.
W przypadku produkcji mikro-CNC o dużej skali uwaga skupia się na powtarzalności. Coraz większe znaczenie zyskują trwałość narzędzi, monitorowanie w trakcie procesu, spójność osprzętu oraz wskaźnik Cpk. Jak wynika z raportów branżowych, automatyzacja i konserwacja predykcyjna mogą przyczynić się do zwiększenia wykorzystania wrzecion i skrócenia przestojów, jednak korzyści te zależą od procesu i wielkości produkcji.
Korzyści płynące z monitorowania w czasie rzeczywistym w mikroprodukcji CNC
Korzyści płynące z monitorowania w czasie rzeczywistym w mikroprodukcji CNC obejmują wcześniejsze wykrywanie zużycia narzędzi, ich uszkodzeń, drgań oraz odchyleń w procesie obróbki. Raporty branżowe wskazują na coraz powszechniejsze stosowanie konserwacji predykcyjnej oraz optymalizacji ścieżek narzędzi opartej na sztucznej inteligencji, co, jak wynika z doniesień, przyczynia się do skrócenia przestojów i czasu obróbki w środowiskach CNC.
W przypadku mikroelementów monitorowanie jest przydatne, ponieważ usterki mogą być niewidoczne aż do momentu kontroli. Wykrywanie zużycia narzędzi w trakcie produkcji może zmniejszyć ryzyko powstania braku, zwłaszcza w przypadku elementów produkowanych w dużych ilościach, charakteryzujących się precyzyjnymi elementami konstrukcyjnymi.
Tabela: Czynniki wpływające na koszty w podziale na przedział tolerancji, materiał, poziom kontroli, złożoność przygotowania oraz wielkość partii
| Czynnik kosztowy | Stan niższego ryzyka | Warunek wyższych kosztów |
|---|---|---|
| Pasmo tolerancji | Ogólna tolerancja dla cech niekrytycznych | Bardzo wąska tolerancja w przypadku krytycznych elementów mikrostrukturalnych |
| Materiał | Materiał łatwy w obróbce | Tytan lub materiał trudny w obróbce |
| Poziom kontroli | Podstawowa kontrola wymiarów | Metrologia w wysokiej rozdzielczości wraz z raportami |
| Złożoność konfiguracji | Prosty dostęp w trzech osiach | obróbka 5-osiowa, mikroskutowanie lub niestandardowe uchwyty mocujące |
| Wielkość partii | Większa partia po zakończeniu procesu jest stabilna | Prototyp lub produkcja w niewielkiej serii w ramach prac rozwojowych |
Źródła: raporty branżowe; organizacje normalizacyjne
Raporty branżowe potwierdzają tendencje w zakresie automatyzacji, wdrażania systemów wieloosiowych, obróbki hybrydowej oraz monitorowania produkcji. Organizacje normalizacyjne wspierają prowadzenie dokumentacji jakości, przekazywanie informacji o tolerancjach oraz dokumentację kontroli.
Wymagania dotyczące kontroli jakości i pomiarów
Kontrola jakości jest często czynnikiem decydującym w przypadku usług mikroobróbki CNC. Dostawca musi nie tylko wykonać element, ale także udowodnić, że kluczowe parametry są zgodne z rysunkiem technicznym. W skali mikro planowanie kontroli powinno rozpocząć się jeszcze przed rozpoczęciem obróbki.
Wymagania dotyczące kontroli procesu w zakresie powtarzalnych elementów wytwarzanych metodą mikromaszynową
Wymagania dotyczące kontroli procesu w przypadku powtarzalnych elementów mikromaszynowych obejmują stabilne mocowanie, kontrolowane przesunięcia narzędzi, zasady dotyczące zużycia narzędzi, stałą jakość chłodziwa, stabilność maszyny oraz określone punkty kontroli. Powtarzalność zależy od ograniczenia zmienności między poszczególnymi ustawieniami oraz między poszczególnymi elementami.
W przypadku produkcji kontrola procesu może obejmować kontrolę pierwszego egzemplarza, kontrole międzyoperacyjne, częstotliwość wymiany narzędzi oraz dokumentację umożliwiającą śledzenie. Jeśli proces wymaga oceny operatora w zakresie gratowania lub kontroli, może to spowodować wzrost zmienności.
Wyzwania metrologiczne związane z mikrokomponentami o rozmiarach poniżej mikrona
Wyzwania metrologiczne związane z mikroelementami o rozmiarach poniżej mikrona obejmują ograniczony dostęp, małe powierzchnie odniesienia, wpływ chropowatości powierzchni, odkształcenia uchwytu oraz niepewność pomiaru. System kontroli musi być dostosowany do rozmiaru elementów i tolerancji.
Systemy optyczne mogą być przydatne w przypadku drobnych elementów, jednak powierzchnie odbijające światło, wykrywanie krawędzi oraz zadziory mogą wpływać na wyniki. Systemy dotykowe mogą być ograniczone rozmiarem sondy i siłą nacisku. Metodę kontroli należy uzgodnić przed rozpoczęciem produkcji.
Jak wykorzystuje się wskaźnik Cpk w kontroli jakości mikroobróbki
Cpk to wskaźnik zdolności procesu. Służy on do porównania zmienności i centrowania procesu z granicami tolerancji. W kontroli jakości mikroobróbki wskaźnik Cpk pozwala ustalić, czy stabilny proces jest w stanie zapewnić ciągłą produkcję części mieszczących się w granicach tolerancji, a nie tylko przejść kontrolę kilku próbek.
Wskaźnik Cpk jest najbardziej przydatny po ustabilizowaniu się procesu i zgromadzeniu wystarczającej ilości danych. Nie powinien on zastępować oceny wykonalności. Proces nie może być zdolny do produkcji, jeśli metoda pomiaru nie jest wiarygodna.
Kwestie związane z GD&T w przypadku miniaturowych elementów toczonych na maszynach CNC
Kwestie związane z GD&T w przypadku miniaturowych elementów toczonych na maszynach CNC obejmują wybór punktu odniesienia, bicie, parametry związane z współosiowością, profil oraz położenie. Rysunek techniczny powinien określać, które powierzchnie pełnią funkcję kontrolną oraz w jaki sposób są mierzone.
Zbyt rygorystyczne wymagania GD&T mogą zwiększyć koszty i utrudnić kontrolę jakości. Niewłaściwy dobór punktów odniesienia może również prowadzić do rozbieżności między procesem produkcji a kontrolą jakości. W przypadku części miniaturowych schemat punktów odniesienia powinien być dostosowany do sposobu mocowania, obróbki i użytkowania danej części.
Lista kontrolna: Dowody z kontroli niezbędne do zgłoszenia zapotrzebowania na kluczowe elementy mikrostrukturalne
- Raport z kontroli pierwszego wyrobu.
- Metoda pomiaru i rodzaj sprzętu.
- Stan kalibracji urządzeń kontrolnych.
- W stosownych przypadkach – niepewność pomiaru.
- Zdjęcia lub dowody wizualne dotyczące elementów podatnych na powstawanie zadziorów.
- Wykończenie powierzchni ma znaczenie funkcjonalne.
- W razie potrzeby certyfikaty materiałowe.
- Dane dotyczące zdolności procesowej dla cech produkcyjnych.
- Dokumentacja dotycząca identyfikowalności w przypadku zastosowań podlegających regulacjom.
Źródła: organizacje normalizacyjne; źródła naukowe
Organizacje normalizacyjne zajmują się GD&T, zarządzaniem jakością, kalibracją oraz metodami oceny zdolności produkcyjnej. Źródła akademickie zajmują się mikrometrologią, niepewnością pomiarową, kontrolą optyczną oraz pomiarem mikroelementów.
Zastosowania mikroelementów obrabianych metodą CNC
Mikroelementy obrabiane metodą CNC znajdują zastosowanie tam, gdzie wymagane są niewielkie rozmiary, precyzyjna geometria oraz materiały inżynieryjne. Popyt na te elementy wynika z tendencji do miniaturyzacji w branżach elektronicznej, medycznej, motoryzacyjnej, lotniczej i kosmicznej, w dziedzinie MEMS oraz w sektorze kompaktowych urządzeń diagnostycznych.
Implanty medyczne, urządzenia do noszenia na ciele, układy MEMS oraz kompaktowe urządzenia diagnostyczne
Implanty medyczne i urządzenia noszone na ciele mogą wymagać niewielkich elementów metalowych lub polimerowych o kontrolowanej powierzchni oraz z identyfikowalną dokumentacją. W układach MEMS i kompaktowych urządzeniach diagnostycznych często potrzebne są miniaturowe kanały, obudowy, styki, elementy mocujące lub interfejsy mechaniczne.
Technologia Micro CNC sprawdza się w sytuacjach, gdy element musi zostać wykonany z wybranego materiału inżynieryjnego oraz gdy można wyfrezować i skontrolować geometrię elementu. Nie zawsze jest to jednak najlepszy wybór w przypadku wszystkich elementów mikroprzepływowych lub MEMS, zwłaszcza gdy wymagane są bardzo wąskie kanały lub obróbka bezkontaktowa.
Wymagania dotyczące identyfikowalności w zakresie mikroobróbki wyrobów medycznych
Wymagania dotyczące identyfikowalności w zakresie mikroobróbki wyrobów medycznych mogą obejmować dokumentację partii materiałów, dokumentację procesową, raporty z kontroli oraz kontrolę wersji. Identyfikowalność pozwala powiązać gotową część z materiałem, z którego została wykonana, procesem produkcyjnym oraz dokumentacją jakościową.
W przypadku części krytycznych należy określić wymagania dotyczące identyfikowalności w zapytaniu ofertowym. Brak dokumentacji może stanowić zagrożenie, nawet jeśli wymiary części są zgodne z normami.
Wymagania normy ISO 13485 dotyczące mikroobrabianych części medycznych
Wymagania dotyczące systemu jakości zależą od zastosowania, klienta i ścieżki regulacyjnej, a nie wyłącznie od skali mikro. Działalność medyczna może wymagać zgodności z normą ISO 13485 oraz bardziej rygorystycznych kontroli identyfikowalności, programy lotnicze mogą wymagać normy AS9100, natomiast inne części przemysłowe mogą być pozyskiwane w ramach kontroli na poziomie normy ISO 9001, jeśli ryzyko jest niższe. Nabywcy powinni zweryfikować zakres dokumentacji, identyfikowalność materiałów, protokoły kontroli oraz wszelkie wymagania dotyczące kontroli eksportu lub obsługi przed uznaniem dostawcy za kwalifikowanego.
Sama norma nie stanowi dowodu na to, że dostawca jest w stanie utrzymać określoną mikrotolerancję. Świadczy ona jedynie o istnieniu systemu jakości w zakresie regulowanej działalności medycznej. Potwierdzenie zdolności technicznej nadal wymaga przedstawienia dowodów w postaci podobnych części, danych z kontroli oraz środków kontroli procesowej.
Elektronika, półprzewodniki, przemysł lotniczy i kosmiczny, motoryzacja oraz elementy mikroprzepływowe
W zastosowaniach elektronicznych i półprzewodnikowych często potrzebne są kompaktowe elementy, niewielkie elementy mocujące, precyzyjne obudowy lub elementy ułatwiające wyrównanie. W przemyśle lotniczym i motoryzacyjnym mogą być stosowane mikrokomponenty, w przypadku których istotne znaczenie mają masa, obudowa i niezawodność. Komponenty mikroprzepływowe mogą wymagać niewielkich kanałów, otworów, powierzchni uszczelniających oraz kontrolowanego wykończenia.
Każde zastosowanie wiąże się z innym zestawem wymagań. W przypadku części do kompaktowego urządzenia diagnostycznego kluczowe znaczenie mogą mieć czystość i identyfikowalność. W przypadku uchwytu do półprzewodników najważniejsze mogą być stabilność wymiarowa i jakość powierzchni. Natomiast w przypadku mikrokomponentów motoryzacyjnych kluczowe znaczenie mogą mieć powtarzalność produkcji i kontrola kosztów.
Tabela: Macierz zgodności zastosowań z wymaganiami według tolerancji, materiału, wykończenia powierzchni, czystości i dokumentacji
| Zastosowanie | Główny wymóg | Istotna obawa | Obawy związane z inspekcją | Kwestia dotycząca dokumentacji |
|---|---|---|---|---|
| Implant medyczny | Precyzyjna geometria i kontrola powierzchni | Wybór materiałów biokompatybilnych | Weryfikacja kluczowych funkcji | Dokumentacja dotycząca identyfikowalności i jakości |
| Urządzenie do noszenia na ciele | Niewielkie rozmiary i powtarzalność | Lekkie materiały | Sprawdzanie zgodności interfejsu montażowego | Kontrola zmian |
| Części związane z technologią MEMS | Mikroelementy i wyrównanie | Stabilność i czystość | Kontrole optyczne lub w wysokiej rozdzielczości | Dokumentacja procesów |
| Elektronika/półprzewodniki | Precyzyjne elementy mocujące i obudowy | Stabilność wymiarowa | Kontrola położenia i powierzchni | Raporty z kontroli |
| Przemysł lotniczy i kosmiczny / motoryzacyjny | Niezawodność i powtarzalność | Reakcja na obciążenie i temperaturę | Dane dotyczące możliwości | Dokumentacja partii i procesów |
| Mikroprzepływowość | Kanały, porty, obszary uszczelniające | Zgodność chemiczna | Kontrola powierzchni i zadziorów | Dowody dotyczące czystości |
Źródła: raporty branżowe; organizacje normalizacyjne
Raporty branżowe wskazują na popyt ze strony branży elektronicznej, MEMS, opieki zdrowotnej, motoryzacyjnej oraz producentów urządzeń kompaktowych. Organizacje normalizacyjne określają wymagania dotyczące systemów jakości, identyfikowalności, rysunków technicznych i kontroli.
Jak oceniać usługi w zakresie mikroobróbki CNC
Wybór usług w zakresie mikroobróbki CNC powinien opierać się na faktach, a nie na obietnicach. Najbardziej miarodajne dowody to te, które pokazują, że dostawca jest w stanie wykonać obróbkę, dokonać pomiarów i powtórzyć elementy takie jak te występujące w Państwa części.
Dokumentacja potwierdzająca zdolność produkcyjną, którą należy sprawdzić: dowody zgodności z tolerancjami, metrologia, doświadczenie w zakresie materiałów oraz kontrola procesów
Dowody potwierdzające zdolność produkcyjną powinny obejmować potwierdzenie zgodności z tolerancjami dla podobnych elementów, a nie tylko ogólne oświadczenie o zdolności produkcyjnej. Należy zapytać, w jaki sposób mierzone są wymiary krytyczne, jakiego oprzyrządowania się używa, w jaki sposób eliminuje się zadziory oraz jakie środki kontroli procesu stosuje się podczas produkcji.
Doświadczenie w obróbce konkretnych materiałów ma znaczenie. Zakład, który specjalizuje się w mikroobróbce aluminium, może nie odnieść takiego samego sukcesu w przypadku tytanu. Zakład posiadający dokumentację medyczną może nie być najlepszym wyborem do wykonania prototypu niepodlegającego regulacjom, jeśli koszt i szybkość mają większe znaczenie niż identyfikowalność.
Czy stacjonarne mikrofrezarki CNC mogą osiągnąć precyzję na poziomie medycznym?
Stacjonarne mikrofrezarki CNC mogą okazać się przydatne w pracach rozwojowych, edukacji lub przy tworzeniu prototypów o niewielkim znaczeniu. Precyzja na poziomie medycznym wymaga czegoś więcej niż tylko kompaktowej maszyny. Zależy ona od kontroli drgań, jakości wrzeciona, oprzyrządowania, walidacji procesów, kontroli jakości, dokumentacji oraz systemów jakości.
Nie należy zakładać, że urządzenie stacjonarne spełnia określone w przepisach wymagania dotyczące dokładności, chyba że pełna dokumentacja procesu i kontroli potwierdza spełnienie tych wymagań.
Pytania, które należy zadać przed sporządzeniem wyceny części wykonanej metodą mikroobróbki
Przed sporządzeniem oferty rozmowy powinny skupiać się na ryzyku i dowodach. Przydatne tematy to między innymi kluczowe cechy, czynniki wpływające na tolerancję, dopuszczalne wartości zadziorów, wykończenie powierzchni, metoda kontroli, gatunek materiału, przewidywana wielkość zamówienia oraz wymagania dotyczące dokumentacji.
Zapytaj, czy dostawca jest w stanie obrobić elementy o tej samej klasie cech, z tej samej rodziny materiałów i z tym samym typem tolerancji, co Twoja część, a nie tylko elementy o podobnych ogólnych wymiarach. Należy zweryfikować klasę maszyny, strategię wyboru wrzeciona i uchwytu, podejście do kontroli bicia, wewnętrzne środki metrologiczne, udokumentowaną metodę kontroli zadziorów oraz to, czy dostawca może przedstawić dokumentację pierwszego egzemplarza o porównywalnej geometrii. Należy również potwierdzić, czy podany wynik odzwierciedla powtarzalną zdolność procesową, jednorazowy najlepszy wynik, czy też tolerancję szerszą niż ta, którą można wiarygodnie poprzeć niepewnością pomiaru.
Macierz decyzyjna: wybór, zmiana projektu, zastosowanie obróbki hybrydowej lub wybór alternatywnego procesu
| Decyzja | Stosować, gdy | Należy unikać, gdy |
|---|---|---|
| Wybierz mikro-CNC | Cechy są łatwo dostępne, materiał nadaje się do obróbki skrawaniem, a kontrola jest przejrzysta | Tolerancji nie da się zmierzyć, a zadziorów nie da się kontrolować |
| Poprawić projekt | Cienkie ścianki, ostre krawędzie lub wąskie tolerancje stwarzają ryzyko, którego można uniknąć | Funkcja wymaga dokładnej geometrii |
| Wykorzystaj obróbkę hybrydową | Kształt zbliżony do docelowego lub złożona geometria pozwalają ograniczyć ilość odpadów i skrócić czas produkcji | Zwiększona złożoność konfiguracji przeważa nad korzyściami |
| Wybierz inny proces | Obróbka EDM, laserowa lub szwajcarska lepiej pasuje do danego typu elementu | Technologia CNC zapewnia prostsze i łatwiejsze do kontroli wyniki |
Lista kontrolna: Pakiet zapytania ofertowego dotyczący usług mikroobróbki CNC
- Model CAD i rysunek techniczny.
- Zaznaczono wymiary o kluczowym znaczeniu dla działania.
- Wymagania dotyczące klasy materiału i certyfikacji.
- Wymagana tolerancja dla poszczególnych elementów.
- Wymagania dotyczące wykończenia powierzchni i zaokrąglenia krawędzi.
- Przewidywana ilość i etap produkcji.
- Wymagania dotyczące sprawozdania z kontroli.
- Wymagania dotyczące czystości i opakowań.
- Wymagania dotyczące identyfikowalności lub standardów jakości.
- Znana historia niepowodzeń z poprzednich prób.
Źródła: organizacje normalizacyjne; raporty branżowe
Organizacje normalizacyjne wspierają kontrolę rysunków technicznych, systemy jakości, kalibrację oraz dokumentację kontroli. Raporty branżowe wskazują na coraz szersze wykorzystanie automatyzacji, monitorowania, metod hybrydowych oraz obróbki wieloosiowej w produkcji precyzyjnej.
Najczęściej zadawane pytania
Czym charakteryzuje się mikroobróbka CNC?
Profesjonalne usługi mikroobróbki CNC wykorzystują sterowane komputerowo cięcie subtraktywne do wytwarzania miniaturowych elementów i ultraprecyzyjnych elementów mechanicznych w skali mikro. Różni się to znacznie od standardowej obróbki CNC ze względu na zwiększone ryzyko bicia narzędzia, drgań, powstawania zadziorów i odkształceń termicznych na bardzo małych elementach. Proces ten wymaga zwiększonej stabilności maszyn, specjalistycznego oprzyrządowania oraz rygorystycznej kontroli w celu zagwarantowania powtarzalnej dokładności wymiarowej. Jego zasadnicza cecha wyróżniająca polega raczej na ścisłej kontroli procesu niż wyłącznie na niewielkich rozmiarach gotowych części.
Jakie narzędzia są używane do mikrofrezowania?
W profesjonalnym mikrofrezowaniu stosuje się bardzo małe frezy trzpieniowe, mikrowiercenia oraz precyzyjne uchwyty narzędziowe zaprojektowane z myślą o wytwarzaniu delikatnych elementów miniaturowych. Narzędzia diamentowe są zazwyczaj wybierane do obróbki twardych materiałów oraz w zastosowaniach wymagających najwyższej jakości wykończenia powierzchni. Wybór narzędzia zależy w dużej mierze od materiału obrabianego, geometrii elementów, wymagań dotyczących powierzchni oraz długotrwałej odporności na zużycie. Odpowiednia powłoka, konstrukcja krawędzi tnącej oraz sztywność uchwytu skutecznie ograniczają ugięcie i pękanie narzędzia podczas precyzyjnej obróbki.
W jakich branżach stosuje się elementy wykonane metodą mikromaszynową?
Wiele sektorów zaawansowanych technologii opiera się na precyzyjnej obróbce małych elementów, co pozwala na miniaturyzację produktów, kompaktowe opakowania oraz niezawodne działanie. Kluczowe dziedziny to urządzenia medyczne, urządzenia do noszenia na ciele, MEMS, diagnostyka, półprzewodniki, lotnictwo oraz precyzyjne systemy motoryzacyjne. Branże te potrzebują drobnych, spójnych komponentów, aby spełnić rygorystyczne normy dotyczące tolerancji, identyfikowalności i kompatybilności montażowej. Również urządzenia mikroprzepływowe wymagają takich części do zapewnienia dokładnych kanałów, powierzchni uszczelniających oraz stabilnej kontroli przepływu płynów.
Jaki jest najmniejszy rozmiar elementu w obróbce CNC?
Nie istnieje żadna stała, uniwersalna minimalna wielkość elementu, która miałaby zastosowanie we wszystkich scenariuszach produkcji z wykorzystaniem obróbki CNC i mikroobróbki. Praktyczne ograniczenia wynikają z wymiarów narzędzi, długości wysięgu, właściwości materiału oraz współczynnika kształtu projektowanych mikrostruktur. Stabilność maszyny, kontrola drgań, zarządzanie zadziorami oraz możliwości kontroli jakości bezpośrednio decydują o tym, czy można niezawodnie wytwarzać mikroskładniki o wysokiej dokładności. Każdy projekt wymaga indywidualnej oceny dostępności narzędzi, skrawalności oraz pełnej wykonalności kontroli jakości na samym początku.
W jaki sposób przeprowadza się kontrolę elementów wykonanych metodą mikromaszynową?
Odpowiednie procedury kontrolne mają kluczowe znaczenie dla weryfikacji precyzyjnych elementów frezowanych mikromechanicznie oraz zapewnienia zgodności z wąskimi tolerancjami i wymaganiami projektowymi. Do typowych metod należą metrologia optyczna, pomiary dotykowe o wysokiej rozdzielczości, analiza chropowatości powierzchni oraz oficjalne protokoły kontroli pierwszego egzemplarza. Rozwiązania kontrolne muszą być dostosowane do skali elementów, poziomów tolerancji i właściwości materiałowych, aby zminimalizować niepewność pomiarową. Określenie protokołów kontroli przed rozpoczęciem produkcji gwarantuje, że wszystkie krytyczne mikroszczegóły zostaną dokładnie zmierzone i w pełni zweryfikowane.
Referencje
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing