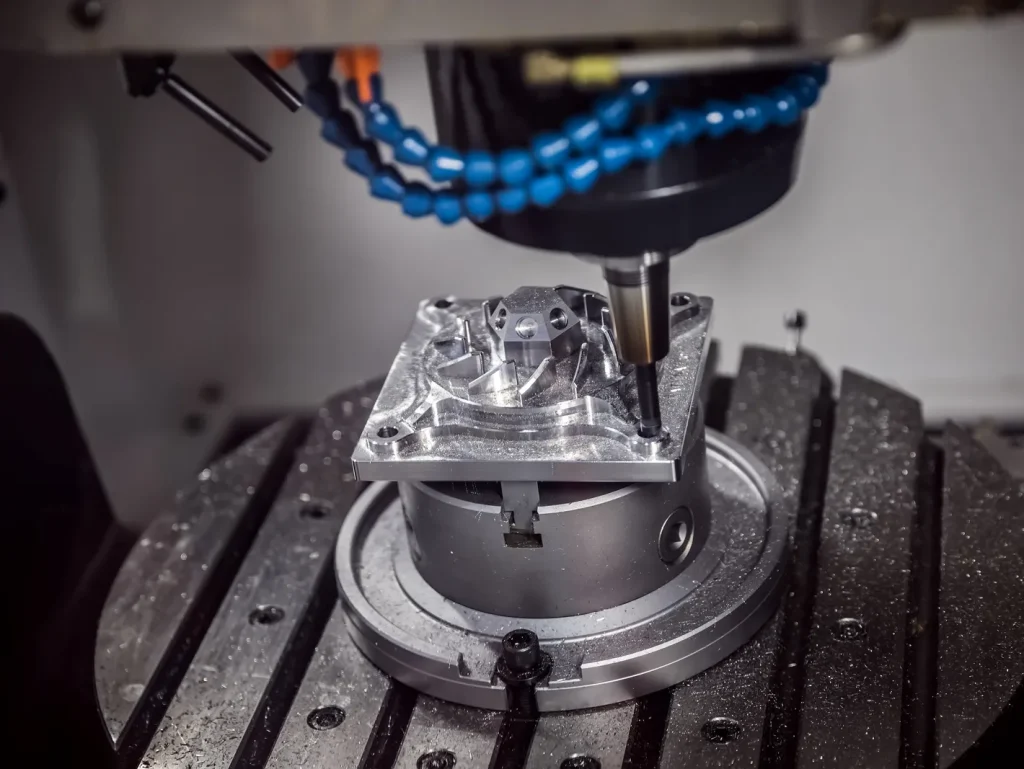
Lors de l'usinage de trous minuscules, profonds et de haute précision dans des métaux conducteurs trempés tels que le carbure, le titane, l'Inconel et l'acier trempé, le perçage CNC classique est souvent confronté à des problèmes de rupture d'outil, de déviation et de manque de précision de positionnement. CNC EDM Les machines de perçage offrent une solution fiable et sans contact, qui permet d'enlever de la matière par électroérosion, sans exercer de force de coupe mécanique.
Ce guide explique en détail le fonctionnement du perçage par électroérosion (EDM), ses avantages et ses limites, les principales contraintes géométriques et liées aux matériaux, les risques liés à la qualité, les facteurs de tolérance et de coût, ainsi que des applications industrielles concrètes du perçage et des critères de sélection pratiques afin d'aider les ingénieurs et les fabricants à déterminer si le perçage de précision par électroérosion est le procédé le mieux adapté à leur projet.
Introduction
De nombreux ingénieurs et fabricants sont confrontés à des incertitudes lorsqu'ils doivent choisir entre le perçage conventionnel et l'électroérosion (EDM) pour des projets impliquant des micro-trous complexes. Pour choisir le procédé le plus adapté en toute confiance, il est essentiel de commencer par définir clairement le problème et de suivre un processus d'évaluation structuré.
Définir le problème de décision : déterminer si l'électroérosion (EDM) est le procédé adapté au perçage de petits trous profonds et précis dans des matériaux durs et conducteurs
Le perçage par électroérosion à commande numérique (CNC) est généralement envisagé lorsqu'une pièce doit comporter un trou de petite taille, profond ou de grande précision dans un matériau dur et conducteur. La décision ne se résume pas à déterminer si le trou peut être réalisé. Il s'agit de savoir si le procédé permet d'obtenir le diamètre, la rectitude, l'état de surface et la répétabilité requis sans engendrer de risques pour la qualité difficiles à contrôler ou à inspecter.
Ce procédé est particulièrement adapté aux perçages d’un diamètre compris entre environ 0,1 et 3,0 mm, notamment dans l’acier trempé, le carbure de tungstène, le titane, l’Inconel et d’autres alliages durs. Dans ces cas-là, le perçage conventionnel peut entraîner la rupture de l’outil, un déviation de la mèche, des forces de coupe élevées ou une flexion de l’outil. L’électroérosion (EDM) enlève la matière sans contact mécanique, ce qui lui permet de percer des éléments difficiles, voire impossibles à réaliser avec un outil de coupe rotatif.
La première contrainte est d'ordre matériel. Le perçage par électroérosion ne fonctionne que sur des matériaux électriquement conducteurs. Si le matériau de la pièce est non conducteur, ce procédé n'est pas adapté, à moins de recourir à un chemin conducteur distinct ou à un procédé spécial, ce qui sort du cadre des pratiques habituelles de perçage par électroérosion CNC.
La deuxième contrainte est d'ordre géométrique. Les alésages à fort rapport de profondeur, les alésages borgnes, les alésages inclinés et les très petits diamètres sont possibles dans de nombreux cas, mais chacun d'entre eux comporte un risque supplémentaire. Ce risque est souvent lié au rinçage, à l'usure des électrodes, à la conicité et à l'évacuation des débris, plutôt qu'à la dureté seule.
Aperçu du parcours d'évaluation : faisabilité → principes du processus → compromis → risques → facteurs de coût/tolérance → applications → critères de sélection
Une évaluation pratique commence par l'étude de faisabilité. Le concepteur ou l'acheteur de la pièce doit vérifier le diamètre du trou, sa profondeur, le rapport profondeur/diamètre, la conductivité du matériau, l'angle d'accès, ainsi que s'il s'agit d'un trou traversant ou borgne. Ensuite, les principes du procédé entrent en ligne de compte, car les performances du perçage par électroérosion dépendent de l'érosion par étincelles, du comportement de l'électrode tubulaire et du rinçage diélectrique.
L'étape suivante consiste à analyser les compromis. Le perçage par électroérosion à commande numérique (CNC) permet de résoudre des problèmes que le perçage mécanique ne peut pas résoudre, mais il est souvent plus lent. Il peut également entraîner un conique, des problèmes d'état de surface et la formation d'une couche de refusion. La capacité de tolérance dépend de la profondeur du trou, de la taille de l'électrode, du contrôle de la machine, de la stabilité du rinçage et de la méthode d'inspection.
Le coût et les délais de fabrication dépendent de la mise en route, de la consommation d'électrodes, des dispositifs de fixation, de l'accès à la machine, du nombre de trous et de la charge de travail liée au contrôle qualité. Dans le cadre de productions à grand volume, ces facteurs peuvent avoir autant d'importance que le trou lui-même.
Ce guide suit ce parcours décisionnel : d'abord la faisabilité, puis le comportement du procédé, les limites, les risques, les facteurs de tolérance et de coût, les applications, et enfin les critères de sélection.
Qu'est-ce que le perçage par électroérosion à commande numérique (CNC) et pourquoi y recourir ?
Pour bien comprendre le perçage par électroérosion à commande numérique (CNC), nous analysons ses applications pratiques, ses avantages par rapport aux méthodes traditionnelles, les contraintes liées aux matériaux, ainsi qu’une comparaison directe de ses performances.
À quoi sert le perçage par électroérosion à commande numérique (CNC) ?
Le perçage par électroérosion à commande numérique (CNC) est un procédé d'usinage sans contact utilisé pour réaliser de petits trous dans les métaux et alliages conducteurs. Il fait appel à une électrode tubulaire rotative ou fixe et contrôle les décharges électriques afin d'éroder la matière. Un fluide diélectrique circule à travers ou autour de l'électrode pour refroidir la zone de coupe et évacuer les particules érodées.
Ce procédé est souvent utilisé pour :
- Orifices de refroidissement des aubes de turbine
- Orifices des buses de carburant pour l'aérospatiale
- Trous de perçage pour électroérosion à fil
- Orifices d'aération du moule
- Petits canaux de refroidissement dans les outils trempés
- Micro-perforations dans le titane, l'Inconel et les alliages trempés
- Trous dans le carbure de tungstène aux endroits où les outils de coupe s'usent ou se cassent
En production, la raison la plus courante de choisir le perçage par électroérosion à commande numérique (CNC) n'est pas la vitesse, mais la capacité du procédé. Cette méthode permet de réaliser des trous petits et profonds dans des matériaux durs et conducteurs, tout en évitant les forces de coupe qui provoquent la déformation, la rupture ou le déport des forets.
L'électroérosion pour petits trous concerne généralement des trous de 0,1 à 0,5 mm. L'électroérosion rapide, parfois appelée « hole popping », est souvent utilisée pour des trous compris entre 0,3 et 3,0 mm. Ces plages se recoupent, et les capacités réelles dépendent de la machine, de l'électrode, du système de rinçage, du matériau et des tolérances.
Quand l'électroérosion pour les petits trous est préférable au perçage classique
L'électroérosion pour petits trous est préférable au perçage classique lorsque la géométrie du trou ou le matériau rendent la coupe mécanique instable. C'est notamment le cas pour les très petits diamètres, les alliages durs, les trous profonds et les situations où la déviation du foret risquerait de décaler le trou par rapport à son emplacement prévu.
Le perçage classique repose sur une arête de coupe. À mesure que le diamètre du foret diminue et que le matériau devient plus dur, l'outil gagne en fragilité. Dans le carbure de tungstène, l'acier trempé, l'Inconel et le titane, l'arête de coupe peut s'user rapidement ou céder. Le foret peut également générer des bavures, de la chaleur et des erreurs de positionnement dues à la force mécanique.
Le perçage par électroérosion (EDM) permet d'éviter ces forces de coupe. L'électrode n'est pas usinée par contact. Ce sont plutôt les étincelles qui enlèvent de petites quantités de matière. Ce procédé s'avère donc particulièrement utile lorsque la rectitude du trou et une faible déviation sont plus importantes qu'un enlèvement rapide de matière.
Il est important de noter que l'électroérosion ne doit pas se substituer systématiquement au perçage mécanique. Si le trou est large, peu profond et réalisé dans un matériau usinable, une perceuse à commande numérique peut s'avérer plus rapide et plus rentable. L'électroérosion devient plus intéressante lorsque le trou est petit, profond, difficile d'accès ou réalisé dans un matériau dur et conducteur.
Exigence relative aux matériaux conducteurs : lorsque le perçage par électroérosion ne convient pas aux matériaux non conducteurs
Le perçage par électroérosion (EDM) nécessite une conductivité électrique, car le mécanisme d'enlèvement de matière repose sur une décharge d'étincelles contrôlée entre l'électrode et la pièce à usiner. Si la pièce à usiner ne conduit pas l'électricité, l'intervalle d'étincelage ne peut pas fonctionner normalement.
C'est pourquoi l'électroérosion est couramment utilisée sur l'acier trempé, le titane, l'Inconel, le carbure de tungstène et d'autres alliages conducteurs, mais pas sur les céramiques non conductrices, les polymères, le verre ou les matériaux composites dans le cadre des pratiques habituelles de perçage par électroérosion.
La conductivité influe également sur les performances de perçage. Un alliage dur conducteur peut tout de même nécessiter un perçage plus lent ou un contrôle plus rigoureux des paramètres qu’un autre matériau. La conductivité du matériau, son comportement thermique et la formation de débris ont tous une incidence sur la stabilité de l’étincelle, la qualité du trou et l’usure de l’électrode.
Tableau : Comparaison rapide entre le perçage par électroérosion à commande numérique (CNC) et le perçage conventionnel
| Facteur | Perçage par électroérosion à commande numérique (CNC) | Perçage CNC classique |
|---|---|---|
| Exigences matérielles | Uniquement les matériaux conducteurs d'électricité | Matériaux conducteurs ou non conducteurs, selon l'outil et la configuration |
| Meilleure adéquation | Petits trous profonds et précis dans des alliages durs | Trous plus grands ou moins profonds dans des matériaux usinables |
| Plage de diamètres de perçage typique | Entre environ 0,1 et 3,0 mm | Large plage, limitée par la rigidité de l'outil et le matériau |
| Force de coupe | Aucune force de coupe mécanique | Force mécanique exercée par la perceuse |
| Matériaux durs | Ajustement serré pour l'acier trempé, le carbure, le titane et l'Inconel | Risque d'usure, de rupture, de déformation |
| Petits trous profonds | Souvent préféré | La déviation du foret et l'évacuation des copeaux peuvent limiter la faisabilité |
| Vitesse | Généralement plus lent que le forage classique | Généralement plus rapide lorsque la géométrie et le matériau s'y prêtent |
| Principaux risques | Conicité, usure des électrodes, couche de refusion, limites de rinçage | Rupture de l'outil, bavures, déviation, chaleur, accumulation de copeaux |
| Trous traversants | Généralement plus facile grâce à la sortie à rinçage | Généralement plus faciles à réaliser que les trous borgnes |
| Trous borgnes | Plus difficile en raison du déblaiement des débris et du contrôle de la profondeur | Cela pose également des difficultés pour les petits diamètres et les rapports d'aspect élevés |

La géométrie de votre alésage permet-elle un perçage par électroérosion ?
La géométrie du trou détermine directement si le perçage par électroérosion est une option de fabrication viable.
Diamètre minimal de perçage réalisable par électroérosion dans le carbure et les alliages durs
La taille minimale de trou pouvant être obtenue par perçage par électroérosion dans le carbure et les alliages durs est souvent d'environ 0,1 mm dans les configurations adaptées à la micro-usinage. En pouces, cela correspond à environ 0,004 pouce. Il ne s'agit toutefois pas d'une garantie absolue. À cette échelle, l'état de la machine, la qualité de l'électrode, le contrôle du rinçage, le comportement du matériau et la méthode d'inspection sont tous des facteurs déterminants.
En pratique, les perçages de 0,1 à 0,5 mm sont souvent considérés comme des opérations d’électroérosion de petits perçages. L'électroérosion rapide de trous est plus couramment utilisée pour des diamètres compris entre environ 0,3 et 3,0 mm. Plus le trou est petit, plus le procédé devient sensible à l'usure de l'électrode et à l'énergie des étincelles. Les décharges à faible énergie permettent de préserver la forme, mais elles ont également tendance à réduire le taux d'enlèvement de matière.
Dans le domaine du carbure, l'électroérosion (EDM) est souvent privilégiée car les outils conventionnels sont soumis à une usure importante et risquent de se casser. Les difficultés rencontrées lors du perçage du carbure de tungstène avec des outils conventionnels, par rapport à l'électroérosion, sont liées à la dureté du matériau et à la charge exercée sur l'outil. Un foret doit physiquement tailler le carbure. L'électroérosion, quant à elle, l'érode électriquement ; la dureté constitue donc moins un obstacle tant que la nuance de carbure est conductrice d'électricité.
Les concepteurs doivent éviter de prévoir un orifice aussi petit que possible, sauf si la fonction l'exige. Un diamètre légèrement plus grand peut améliorer le rinçage, réduire la fragilité des électrodes et faciliter l'inspection.
Limites du perçage par électroérosion pour les trous à rapport de profondeur élevé
Les limites du perçage par électroérosion (EDM) pour les trous à fort rapport d'aspect sont principalement liées au rinçage et au comportement de l'électrode. Le rapport d'aspect correspond à la profondeur du trou divisée par son diamètre. Par exemple, un trou de 1 mm de diamètre et de 20 mm de profondeur présente un rapport d'aspect de 20:1.
Un perçage EDM stable est généralement associé à des rapports d'aspect compris entre environ 15:1 et 25:1. En production, une fourchette comprise entre 15:1 et 20:1 s'avère souvent plus pratique. Il est possible de réaliser des trous plus profonds, mais cela nécessite un meilleur contrôle du rinçage et une attention particulière portée à la conicité et à la rectitude.
À mesure que la profondeur augmente, les débris doivent parcourir une plus grande distance pour quitter la zone d'étincelage. Si des débris restent dans l'interstice, cela peut entraîner des étincelages instables, des décharges secondaires, des dommages à la surface, un ralentissement de la coupe et un effilement. L'électrode s'use également au fur et à mesure du perçage, ce qui peut réduire la précision du trou à mesure que la profondeur augmente.
Les alésages profonds peuvent encore constituer un cas d’utilisation pertinent pour l’électroérosion. Un cas concret rapporté concernait un alésage de 1 mm de diamètre à une profondeur de 150 mm dans un métal dur, avec des résultats très précis en termes de diamètre et de rectitude obtenus dans des conditions avancées. Ce type d’exemple montre ce qui est possible, mais il ne doit pas être considéré comme une tolérance de production normale pour tous les alésages profonds. En production générale, les tolérances peuvent être plus larges, en particulier lorsque le rapport d'aspect dépasse 20:1.
Limites de profondeur des trous borgnes dans le perçage par électroérosion
Les contraintes liées à la profondeur des trous borgnes dans le perçage par électroérosion sont plus strictes que celles applicables aux trous traversants, car les débris et le fluide diélectrique ne peuvent pas s'échapper par l'autre côté de la pièce. Cela rend le rinçage plus difficile et augmente le risque que des débris restent coincés au fond du trou.
Dans un trou traversant, le fluide diélectrique peut contribuer à expulser les particules d'érosion. Dans un trou borgne, les débris doivent remonter par le même passage étroit que celui emprunté par l'électrode et le fluide. À mesure que la profondeur augmente, ce processus devient moins stable. Il peut en résulter un ralentissement de la coupe, des variations de la géométrie du fond, un effilement ou des défauts de surface.
Le perçage par électroérosion de trous borgnes nécessite également un contrôle plus rigoureux de la profondeur. Ce procédé enlève de la matière par électroérosion, et non à l'aide d'une pointe de coupe dotée d'une simple butée mécanique. La précision de la profondeur dépend du contrôle de la machine, de la compensation de l'usure de l'électrode et de la stabilité du procédé.
Les trous borgnes réalisés par électroérosion sont réalisables lorsque le diamètre, la profondeur, la tolérance et l'état du fond sont raisonnables. Ils deviennent risqués lorsque le trou est très petit, profond, soumis à des tolérances serrées et présente une forme de fond ou un état de surface critiques.
Les défis du perçage par électroérosion de trous inclinés dans l'acier trempé
Les difficultés liées au perçage par électroérosion de trous obliques dans l'acier trempé tiennent à l'accès, à l'alignement, au guidage de l'électrode et au rinçage. L'acier trempé est généralement un bon matériau pour l'électroérosion, car il est conducteur et difficile à percer mécaniquement après traitement thermique. La géométrie oblique constitue souvent la partie la plus délicate du problème.
Si l'électrode est inclinée, elle peut pénétrer dans une surface en pente ou courbe. Cela peut avoir une incidence sur la forme et l'emplacement de la pénétration. L'écartement d'étincelle doit rester stable même si l'électrode n'est pas perpendiculaire à la surface. Le positionnement et le contrôle des axes CNC revêtent alors une importance accrue.
Les trous inclinés rendent également le rinçage moins prévisible. Le flux diélectrique peut ne pas éliminer les débris de manière uniforme, en particulier si le trou est profond ou s'il croise un autre élément. Une élimination inégale des débris peut accroître la conicité ou entraîner des problèmes d'état de surface.
Les machines d'électroérosion à commande numérique (CNC) à cinq axes permettent d'améliorer l'accès aux angles complexes. Il n'en reste pas moins que le plan doit préciser le point d'entrée, l'angle, le diamètre, la profondeur et les conditions d'entrée et de sortie acceptables. Si l'angle est déterminant pour l'écoulement du fluide ou le refroidissement, la planification des contrôles doit faire partie intégrante de l'étude de faisabilité.
Fonctionnement du perçage par électroérosion à commande numérique (CNC)
Cette section présente en détail les principes fondamentaux, les principaux facteurs d'influence et les considérations pratiques relatives au perçage par électroérosion à commande numérique (CNC), en abordant son mécanisme de fonctionnement, les variables critiques du processus, l'adaptabilité aux différents matériaux et son utilisation courante dans la préparation à l'électroérosion à fil.
Électrodes tubulaires, électroérosion par étincelage et enlèvement de matière sans contact
Le perçage par électroérosion à commande numérique (CNC) utilise une petite électrode tubulaire, souvent en cuivre ou en laiton. L'électrode est positionnée à proximité de la pièce à usiner, en laissant un écartement contrôlé pour l'étincelle. Des impulsions électriques traversent cet écartement et génèrent une chaleur localisée. Cette chaleur fait fondre et vaporiser de petites quantités de matière de la pièce.
Comme l’électrode n’exerce pas de pression sur la pièce à l’instar d’une perceuse, la force mécanique exercée est faible. L’électroérosion constitue donc un choix judicieux lorsqu’il est important de réduire le risque de déviation dû à la force de perçage ; toutefois, la rectitude et la position de sortie peuvent tout de même être affectées par l’usure, la stabilité du rinçage et les erreurs de réglage.
L'électrode tubulaire sert également de passage au fluide diélectrique. Ce fluide contribue à refroidir la zone d'étincelle et à évacuer les débris. Dans de nombreuses configurations, l'électrode tourne afin de maintenir une forme stable du trou et d'améliorer le rinçage.
Le diamètre du trou n'est pas exactement identique à celui de l'électrode. L'écartement entre les électrodes, l'usure de celles-ci, le rinçage et les paramètres de la machine influent sur la dimension finale. C'est l'une des raisons pour lesquelles la précision du diamètre du trou doit être vérifiée, en particulier dans le cadre de l'électroérosion à enfonçage rapide et de l'électroérosion de trous profonds.
Influence de la pression de rinçage du diélectrique sur la qualité des trous réalisés par électroérosion
L'influence de la pression de rinçage diélectrique sur la qualité des trous obtenus par électroérosion est directe. Le rinçage élimine les particules érodées de l'intervalle d'étincelage. Si la pression et le débit sont trop faibles, des débris restent dans le trou et provoquent une décharge instable. Si la pression et le débit ne sont pas correctement adaptés à l'électrode et à la taille du trou, le processus peut tout de même devenir instable ou produire une géométrie irrégulière.
Il convient également de vérifier les conditions d’entrée et la géométrie environnante avant la mise en production. Les surfaces d’entrée inclinées ou interrompues, les cavités adjacentes qui se croisent, un espacement réduit entre les trous, la présence de poches aveugles et les sorties de trous traversants non soutenues peuvent toutes réduire la stabilité du balayage et accroître la surcoupe à l’entrée, le conique ou les variations au niveau de la sortie.
Un bon rinçage permet de lutter contre :
- Rectitude du trou
- Conique
- Finition de la surface
- Comportement d'usure des électrodes
- État de la surface affectée par la chaleur
- Stabilité de coupe
Les trous profonds nécessitent davantage d'attention, car les débris doivent parcourir une plus grande distance. Les configurations à plusieurs trous peuvent également entraîner des problèmes d'équilibre de pression si les trous sont trop proches les uns des autres ou si les voies d'écoulement sont obstruées.
Dans la mesure du possible, il est recommandé de prévoir des voies de rinçage ouvertes. Les trous traversants sont généralement plus faciles à réaliser que les trous borgnes, car ils permettent au fluide et aux débris de s'écouler. Dans le cas de configurations à plusieurs trous, l'espacement et l'ordre des trous peuvent influencer l'uniformité du rinçage.
Influence de la conductivité de la pièce sur les performances du perçage par électroérosion
L'électroérosion nécessite une pièce électriquement conductrice, mais la conductivité à elle seule ne détermine pas le comportement lors du perçage. Le taux d'enlèvement de matière, l'usure de l'électrode, la tendance à la refusion et la stabilité du rinçage varient également en fonction de la conductivité thermique, du comportement à la fusion et de la formation de débris ; par conséquent, l'acier trempé, le titane, l'Inconel et le carbure ne doivent pas être considérés comme des matériaux équivalents pour l'électroérosion. La sélection des matériaux conducteurs n’est qu’une première étape ; la faisabilité de la production dépend toujours de la géométrie, de la profondeur et des exigences de qualité.
Les métaux durs conducteurs ne se comportent pas tous de la même manière. Les différences de composition des alliages, de réponse thermique et de formation de débris peuvent influer sur le taux d'enlèvement de matière, l'usure des électrodes et l'état de la surface. Le titane, l'Inconel, l'acier trempé et le carbure peuvent tous être percés par électroérosion, mais peuvent nécessiter des paramètres différents.
Les matériaux durs ne constituent pas systématiquement un problème pour l'électroérosion. En réalité, la dureté est l'une des raisons pour lesquelles on recourt à cette technique. La question la plus importante est de savoir si le matériau est conducteur et si la géométrie du trou permet un rinçage stable.
Exigences relatives aux trous d'amorçage pour l'électroérosion à fil dans les matériaux épais
Le perçage par électroérosion à commande numérique (CNC) est souvent utilisé pour réaliser des trous d'amorçage destinés à l'électroérosion à fil dans des matériaux épais. L'électroérosion à fil nécessite en effet un chemin permettant au fil de traverser la pièce avant de pouvoir découper un contour interne. Si la pièce est épaisse, trempée ou difficile à percer mécaniquement, le perçage par électroérosion permet de réaliser le trou d'amorçage sans déviation de l'outil.
Les exigences relatives au trou de départ pour l'électroérosion à fil dans les matériaux épais dépendent de la section du fil, de l'épaisseur du matériau, de l'alignement et de l'emplacement d'entrée requis. Le trou doit être suffisamment grand pour permettre le passage du fil et positionné de manière à ce que celui-ci puisse amorcer la découpe prévue. Il doit également offrir un parcours dégagé à travers la pièce.
Pour les matériaux conducteurs épais, les trous de démarrage réalisés par électroérosion (EDM) réduisent le risque de rupture des forets et de mauvais positionnement du point de départ. Les principaux critères à prendre en compte sont la rectitude du trou, la position de sortie et la question de savoir si le trou foré laisse un jeu suffisant pour permettre un enfilage fiable du fil.

Avantages, limites et compromis liés aux processus
Chaque procédé d'usinage présente des avantages, des inconvénients et des compromis pratiques qui lui sont propres. Comprendre les principaux compromis entre les différentes méthodes de fabrication de petits alésages permet de choisir le procédé le mieux adapté aux exigences spécifiques en matière de matériau, de tolérance et de production.
Compromis en matière de précision entre l'électroérosion pour petits trous et le perçage CNC
Les compromis en matière de précision entre l'électroérosion (EDM) pour petits trous et le perçage CNC dépendent du matériau, de la taille du trou, de sa profondeur et de la tolérance visée. Le perçage CNC peut être précis et rapide sur des matériaux adaptés, en particulier pour les trous de grande taille et peu profonds. Cependant, lorsque les diamètres sont très petits ou que le rapport profondeur/diamètre est élevé, la déviation et la rupture du foret peuvent constituer des facteurs limitants.
L'électroérosion pour petits trous évite les forces de coupe, ce qui lui permet de mieux maintenir la position et la forme dans les matériaux durs où les forets ont tendance à dévier. La tolérance typique pour les trous peu profonds réalisés par électroérosion se situe généralement entre ±0,02 et 0,05 mm. Pour les trous profonds, les tolérances peuvent se détériorer jusqu'à ±0,1 mm en raison de l'usure de l'électrode, de la conicité et des limites de rinçage. Des configurations avancées ont permis d’obtenir des valeurs de diamètre et de rectitude bien plus précises, mais ces résultats dépendent des capacités de la machine et des conditions de contrôle.
Le choix pratique ne se résume pas à opposer l'électroérosion au perçage en général. Il s'agit plutôt de déterminer si le trou se situe au-delà de la plage de stabilité d'une perceuse mécanique. Si une perceuse CNC standard permet de réaliser le trou avec une durée de vie de l'outil, un contrôle des bavures et des tolérances acceptables, ce procédé peut s'avérer le plus adapté. En revanche, si la perceuse risque de se tordre, de se casser ou de manquer sa cible, l'électroérosion devient une option plus envisageable.
Comparaison entre l'électroérosion à enfonçage rapide et le perçage au laser pour les micro-trous
Une comparaison entre l'électroérosion à enfonçage rapide et le perçage au laser pour les micro-trous doit porter sur le matériau, la profondeur, les effets thermiques et la qualité des trous. L'électroérosion à enfonçage rapide est utilisée pour les petits trous conducteurs, dont le diamètre est souvent compris entre environ 0,3 et 3,0 mm. L'électroérosion à enfonçage rapide permet d'atteindre des diamètres compris entre 0,1 et 0,5 mm lorsque la configuration le permet.
Le perçage au laser s'impose souvent comme la meilleure solution lorsque le matériau ne répond pas aux exigences de conductivité requises pour l'électroérosion ou lorsque la très grande vitesse sur des sections minces prime sur les conditions métallurgiques. L’électroérosion à perçage rapide est souvent privilégiée lorsque des matériaux durs et conducteurs, un rapport d’aspect plus élevé, un contrôle géométrique plus précis ou un risque moindre de refusion et de zone affectée thermiquement priment sur la vitesse. La décision pratique doit s’appuyer sur une comparaison de la conductivité, de la refusion admissible, du rapport d’aspect, de la géométrie d’entrée et de sortie, ainsi que des exigences de validation en aval, plutôt que de considérer les deux procédés comme interchangeables.
Pour les alliages durs conducteurs comportant des trous profonds et de petit diamètre, où la rectitude et un usinage sans déformation sont essentiels, on opte souvent pour l'électroérosion. Pour la réalisation de trous à très grande vitesse ou pour les matériaux non conducteurs, le perçage au laser peut être envisagé, mais cela nécessite une étude de faisabilité distincte, en fonction de la pièce précise et des exigences de qualité.
Problèmes liés au perçage du carbure de tungstène avec des outils conventionnels par rapport à l'électroérosion (EDM)
Le carbure de tungstène est un exemple typique où l'électroérosion (EDM) joue un rôle évident. Les forets classiques peuvent rencontrer des difficultés, car le carbure est très dur et abrasif. Les petits forets sont particulièrement sensibles à l'usure des arêtes, à l'écaillage et à la rupture.
L'EDM ne résout pas tous les problèmes liés au perçage du carbure, mais elle permet d'éviter le principal problème lié à l'usinage mécanique. Comme ce procédé érode le matériau conducteur par décharge d'étincelles, il permet de créer de petits trous sans avoir à enfoncer un foret fragile dans le carbure.
En règle générale, le carbure augmente l'usure des électrodes et la sensibilité du procédé ; l'Inconel ralentit souvent l'enlèvement de matière et accroît la dépendance vis-à-vis du rinçage ; le titane peut nécessiter un contrôle plus rigoureux de la refonte et de l'intégrité de la surface ; enfin, l'acier trempé offre souvent un comportement plus prévisible lorsque la géométrie et le rinçage sont stables. Il s’agit là d’indications comparatives, et non de classements universels ; la validation par le fournisseur doit se fonder sur l’alliage et la géométrie exacte du trou.
Le compromis porte sur la vitesse et l'état de la surface. L'électroérosion peut s'avérer plus lente que le perçage dans des matériaux plus tendres, et il peut être nécessaire de contrôler le trou pour vérifier sa conicité, l'absence de couche de refusion et son diamètre. Pour les éléments de précision en carbure, ces compromis sont souvent acceptables, car le perçage mécanique peut ne pas être suffisamment stable.
Lorsque le forage par électroérosion est plus lent ou moins pratique que d'autres méthodes
Le perçage par électroérosion est généralement plus lent que le perçage conventionnel lorsque le trou est large, peu profond et réalisé dans un matériau facile à usiner. Il peut également s'avérer moins pratique lorsque la pièce est non conductrice, lorsque les contraintes métallurgiques de surface sont très strictes ou lorsque la géométrie du trou empêche un bon rinçage.
Le perçage par électroérosion ne convient généralement pas aux trous de grand diamètre, car l'enlèvement de matière par électroérosion est, dans de nombreux cas, plus lent que les procédés par enlèvement de copeaux. Si la pièce peut être fraisée, percée ou alésée à l'aide d'outils stables, ces méthodes peuvent permettre de réduire la durée du cycle et les coûts.
L'électroérosion peut également s'avérer moins pratique pour les productions en grande série si chaque alésage nécessite une inspection minutieuse, des changements fréquents d'électrodes ou un positionnement complexe sur cinq axes. Les volumes élevés n'excluent pas le recours à l'électroérosion, mais ils rendent d'autant plus importants la stabilité du réglage et le contrôle de l'usure des électrodes.
Modes de défaillance courants et risques liés à la qualité
Dans le perçage par électroérosion (EDM) des métaux durs, divers modes de défaillance et risques cachés liés à la qualité apparaissent fréquemment dans la production courante.
Causes de l'usure des électrodes lors du perçage par électroérosion de métaux durs
Les causes de l'usure des électrodes lors du perçage par électroérosion de métaux durs comprennent l'énergie des étincelles, la profondeur de perçage, le comportement du matériau, les conditions de rinçage et le matériau de l'électrode. Les électrodes tubulaires en cuivre et en laiton s'usent au cours du processus, car les étincelles agissent à la fois sur la pièce à usiner et sur l'électrode.
L'usure est importante car elle modifie la taille et la forme effectives de l'outil. Dans les alésages profonds, l'usure de l'électrode peut entraîner une dérive du diamètre, un effilement et une erreur au niveau de l'état du fond. Les petites électrodes sont plus sensibles, car une usure même minime représente une part plus importante du diamètre.
Le choix des électrodes doit être validé auprès du fournisseur, car le cuivre et le laiton ne présentent pas les mêmes caractéristiques en termes d'usure, de stabilité ou de rinçage. Le choix concret dépend du diamètre et de la profondeur du trou, du matériau de la pièce à usiner, ainsi que de la priorité accordée à la vitesse, à une usure réduite ou à une géométrie plus stable tout au long d'un cycle de production.
Les matériaux conducteurs durs, tels que le carbure, l'Inconel, l'acier trempé et le titane, peuvent nécessiter un contrôle minutieux des paramètres afin de limiter l'usure tout en garantissant une coupe stable. Les décharges à faible énergie peuvent contribuer à préserver la forme des micro-trous, mais elles peuvent également ralentir le processus.
L'usure des électrodes n'est pas seulement une question de coût d'outillage. C'est aussi une question de contrôle géométrique. Pour les alésages à tolérances serrées, la compensation de l'usure et la validation du processus font partie intégrante de la fabricabilité.
Causes courantes du rétrécissement lors du perçage par électroérosion de trous profonds
Parmi les causes courantes du rétrécissement lors du perçage par électroérosion de trous profonds, on peut citer l'usure de l'électrode, une mauvaise évacuation des débris, un rinçage instable, des décharges secondaires et un rapport profondeur/diamètre excessif. À mesure que l'électrode s'enfonce, la zone d'entrée et la partie inférieure du trou peuvent ne pas s'éroder de la même manière.
Le risque de conicité augmente lorsque les alésages dépassent les rapports d'aspect courants en production, tels que 15:1 à 20:1. À partir d'un rapport de 25:1, le contrôle du rinçage devient plus critique. Si des débris persistent dans l'interstice, des étincelles peuvent se produire à des endroits indésirables. Cela peut entraîner un élargissement de certaines sections de l'alésage ou nuire à sa rectitude.
La conicité dépend également de la taille de l'électrode, de la rotation, des paramètres d'impulsion et du matériau. Pour les composants de précision, le plan doit préciser si la conicité est contrôlée par des limites de diamètre à l'entrée et à la sortie, par la rectitude ou par des essais fonctionnels de débit.
Problèmes liés à l'état de surface des trous percés par électroérosion
Les problèmes de finition de surface des trous percés par électroérosion (EDM) sont dus au processus d'érosion par étincelles. L'électroérosion ne laisse pas la même texture de surface qu'un trou usiné mécaniquement (alésé ou honé). Chaque décharge forme un petit cratère. L'aspect final de la surface dépend de l'énergie des étincelles, du rinçage, du matériau et de la marge de finition.
Pour de nombreuses applications liées au refroidissement, à la ventilation ou aux trous de démarrage, la surface obtenue par électroérosion peut être acceptable. En revanche, pour les trous destinés à l'étanchéité, sensibles à la fatigue ou pour lesquels le débit est critique, l'état de surface peut nécessiter une attention particulière. Le concepteur doit définir l'état de surface requis plutôt que de partir du principe que la surface d'un trou percé est acceptable.
Une marge de matière d'environ 0,02 à 0,05 mm peut être prévue lorsqu'une opération de finition ultérieure est prévue. Cela peut s'avérer utile lorsque le trou réalisé par électroérosion ne sert qu'à l'ébauche ou à faciliter l'accès, mais nécessite néanmoins une quantité de matière et un accès suffisants pour l'étape de finition.
Risques liés à la formation d'une couche de refusion lors du perçage par électroérosion
Les risques liés à la formation d'une couche de refusion lors du perçage par électroérosion proviennent de la resolidification du matériau fondu sur la paroi du trou. Cette couche constitue un problème courant dans les procédés d'électroérosion, car l'enlèvement de matière s'effectue par la chaleur.
Une couche de refusion peut avoir une incidence sur le comportement en fatigue, l’intégrité de la surface, l’écoulement ou la finition en aval. Le degré de préoccupation dépend de la fonction de la pièce. Les composants destinés à l’aérospatiale, au secteur médical et soumis à des contraintes élevées nécessitent souvent un examen plus approfondi de l’état de la surface que les évents d’outillage ou les trous d’amorçage courants.
Le risque lié au refondage peut être maîtrisé grâce aux paramètres du procédé, au rinçage et au post-traitement si nécessaire, mais les données fournies pour le projet doivent préciser cette exigence. Si le plan n'indique que le diamètre et la profondeur, le fournisseur risque de ne pas savoir que la composition métallurgique de la surface est un critère essentiel.
Facteurs liés à la tolérance, au coût et aux délais de livraison
Lorsqu'ils planifient le perçage par électroérosion à commande numérique (CNC) de composants de précision, les ingénieurs doivent trouver un équilibre entre les niveaux de tolérance réalisables, les coûts globaux de production et des délais de fabrication réalistes. De multiples variables liées au procédé et aux pièces influencent ces trois aspects essentiels, qui sont détaillés ci-dessous.
Limites de tolérance du perçage par électroérosion à commande numérique (CNC) pour les composants de précision
Les limites de tolérance du perçage par électroérosion à commande numérique (CNC) pour les composants de précision dépendent de la profondeur et du diamètre du trou, du matériau, de l'usure de l'électrode, du rinçage, des capacités de la machine et de l'accès pour l'inspection. Pour les trous peu profonds, des tolérances typiques de l'ordre de ±0,02 à 0,05 mm peuvent s'avérer réalistes dans de nombreux cas. Pour les trous plus profonds, la tolérance peut se détériorer jusqu’à ±0,1 mm en raison du conique et de l’usure.
Des machines de pointe et des configurations contrôlées permettent d'obtenir des résultats bien plus précis, notamment un contrôle très fin du diamètre et de la rectitude dans certains cas spécifiques de perçage profond. Certaines conditions de micro-usinage rapportées atteignent une précision de l'ordre de ±1,0 μm, tandis que la précision générale peut être plus proche de ±50 μm. Ces chiffres doivent être considérés comme dépendants des conditions et non comme universels.
Pour la prise de décision, la tolérance doit être adaptée à la fonction du trou. Un trou d'aération, un trou de refroidissement, un trou de dosage de carburant et un trou d'amorçage pour l'électroérosion à fil ne nécessitent pas tous le même niveau de contrôle. Des tolérances trop strictes peuvent allonger le temps de mise en place, alourdir les contrôles et augmenter le risque de rebut.
Facteurs influençant la précision du diamètre des trous dans l'électroérosion à enfonçage rapide
Les facteurs influant sur la précision du diamètre des alésages lors de l'électroérosion à enfonçage rapide comprennent le diamètre de l'électrode, l'écartement des électrodes, l'usure de l'électrode, la pression de rinçage, le positionnement de la machine, la profondeur et le matériau de la pièce. Le diamètre final de l'alésage est supérieur à celui de l'électrode en raison de l'écartement des électrodes et de la zone d'érosion.
Le diamètre, la position, la rectitude, la conicité, la profondeur et l’emplacement de sortie doivent être considérés comme des paramètres de contrôle distincts, car l’électroérosion ne les maintient pas tous de manière uniforme. La planification des contrôles doit être adaptée aux exigences : le diamètre pour la dimension, la coupe transversale ou la mesure de l’alésage pour la conicité, la vérification de la profondeur pour les trous borgnes, et les contrôles de débit ou de fonctionnement lorsque les performances priment sur la dimension nominale.
La profondeur est l'une des principales variables. Un trou peu profond de 1 mm et un trou profond de 1 mm ne présentent pas le même risque. À mesure que la profondeur augmente, l'usure et l'évacuation des débris deviennent plus difficiles à contrôler. Cela peut entraîner une variation du diamètre du trou sur toute sa longueur.
Le rinçage est un autre facteur essentiel. Un écoulement stable du diélectrique élimine les débris et garantit une érosion régulière. Un rinçage insuffisant peut entraîner une surbrûlure, un effilement ou des surfaces plus rugueuses.
L'inspection influe également sur la manière dont la précision est évaluée. Les jauges à broches, l'inspection optique, la coupe transversale, les essais de débit et la mesure par coordonnées ne permettent pas de répondre à la même question. Un plan doit définir la méthode d'acceptation si la fonction du trou est critique.
Facteurs de coût pour les services de perçage par électroérosion à grand volume
Les facteurs influant sur le coût des services de perçage par électroérosion à grand volume comprennent le nombre de trous, le diamètre des trous, le rapport de profondeur, le matériau, la tolérance, l'angle, le montage, la consommation d'électrodes et les exigences en matière de contrôle qualité. Les données fournies ne permettant pas d'établir un prix exact, le coût doit être discuté en fonction de ces facteurs plutôt que sur la base d'un montant fixe par trou.
Les petits trous nécessitent des électrodes de petite taille, qui peuvent s'user plus rapidement et être plus fragiles. Les trous profonds allongent la durée du cycle et augmentent les risques liés au processus, car le rinçage devient plus difficile. Les trous inclinés peuvent nécessiter des dispositifs de fixation plus complexes ou un accès multiaxial. Les tolérances serrées peuvent nécessiter une optimisation des paramètres, la fabrication de pièces d'essai et davantage de contrôles.
Un volume élevé peut réduire l'impact de la mise au point lorsque la configuration des trous est stable et reproductible. Cependant, un volume élevé peut également accroître la sensibilité à l'usure des électrodes et aux variations du processus. Le contrôle par lots peut nécessiter un remplacement planifié des électrodes et des inspections périodiques.
Le délai de fabrication dépend des mêmes facteurs. Les trous traversants simples situés sur des faces accessibles sont plus faciles à planifier que les trous borgnes profonds et inclinés réalisés dans des alliages durs soumis à des exigences strictes en matière de finition de surface.
Tableau : diamètre, rapport de profondeur, plage de tolérance, exigences de contrôle et complexité de la mise en place
| État du trou | Diamètre | Rapport de profondeur | Tolérance | Nécessité d'une inspection | Complexité de la mise en place | Signal de faisabilité |
|---|---|---|---|---|---|---|
| Petit trou traversant peu profond | 0,3–3,0 mm | Inférieur à 15:1 | ±0,02–0,05 mm | Contrôles du diamètre et de l'emplacement | Faible à modéré | Réalisable |
| Micro-trou | 0,1-0,5 mm | Spécifique à la conception | Sensibilité aux électrodes/au rinçage | Optique/spécialisé | Modéré à élevé | À revoir |
| Perçage profond de production | 0,3–3,0 mm | 15, 1–20, 1 | Dépendant de la conicité | Diamètre, sortie, rectitude | Modéré | À revoir |
| Trou à rapport d'aspect élevé | Petit diamètre | 20, 1–25, 1 | Peut présenter un écart de ±0,1 mm | Rectitude, conicité, écoulement | Haut | Risque plus élevé |
| Perçage profond de haute précision | environ 1 mm | Au-delà de 25:1 | À utiliser uniquement dans des conditions contrôlées | Diamètre total + rectitude | Haut | Risque plus élevé |
| Micro-trou aveugle / trou profond | 0,1–1,0 mm | Tout ratio élevé | Risque lié au piégeage de débris | Profondeur, état du fond, surface | Haut | Risque plus élevé |
| Trou oblique dans un alliage trempé | 0,1 à 3,0 mm | En fonction de l'accès | Sensible à la géométrie d'entrée/sortie | Angle, emplacement, entrée/sortie | Haut | À revoir |

Applications et cas d'utilisation en ingénierie
La technologie avancée d'électroérosion (EDM) pour petits alésages est utilisée dans un large éventail de secteurs industriels, offrant des solutions de micro-perçage de haute précision pour la fabrication de composants hautement performants dans les domaines de l'aérospatiale, du médical et de la conception de moules.
Meilleur procédé de perçage des trous de refroidissement des aubes de turbine
Le meilleur procédé de perçage des trous de refroidissement des aubes de turbine dépend de l'alliage, du diamètre des trous, de leur angle, de leur profondeur et des exigences en matière de finition de surface. Le perçage par électroérosion à commande numérique (CNC) est souvent utilisé, car les composants de turbine peuvent nécessiter de petits trous de refroidissement dans des alliages durs et conducteurs, où le perçage conventionnel n'est pas stable. Le FAA confirme que l'EDM est la technique privilégiée pour les orifices de refroidissement des aubes de turbine en raison de son caractère sans contact.
Les trous de refroidissement peuvent être inclinés et nécessiter un débit constant. C'est pourquoi le diamètre, la conicité et l'état de surface revêtent une grande importance. L'électroérosion (EDM) est utile car elle permet de percer sans force mécanique, mais elle nécessite tout de même un bon rinçage et un accès adéquat.
En ce qui concerne l'usinage des aubes de turbine, la décision ne doit pas se limiter à la seule taille du trou. L'analyse doit également porter sur le fait de savoir si le trou est traversant ou borgne, s'il croise un passage interne, si un accès sur cinq axes est nécessaire, et comment la qualité du trou sera contrôlée.
Buses de carburant pour l'aérospatiale : scénarios d'électroérosion pour petits trous de 0,1 à 0,5 mm
Les buses de carburant utilisées dans le secteur aérospatial comportent souvent des orifices de très petit diamètre, pour lesquels le comportement de l'écoulement dépend du diamètre et de la forme. L'électroérosion (EDM) pour petits orifices, dans une plage de 0,1 à 0,5 mm, peut s'avérer appropriée lorsque les alliages conducteurs trempés rendent le perçage conventionnel peu fiable.
Dans un scénario représentatif tiré des travaux de recherche fournis, l'électroérosion (EDM) pour petits trous, avec des décharges à faible énergie et un rinçage contrôlé, a été utilisée pour réaliser des trous fins présentant un rapport d'aspect d'environ 20:1. L'objectif était d'obtenir une forme de trou stable et une tolérance d'environ ±0,05 mm afin de garantir un écoulement fiable.
Ce type d'application illustre bien pourquoi la stabilité du processus est essentielle. Un trou peut respecter le diamètre nominal à l'entrée, mais ne pas remplir sa fonction si la conicité, la refonte ou l'état de la surface interne modifient le débit. Selon une étude de mesure publiée par le NIST, lorsqu’on utilise une sonde à fibre optique de pointe sur une machine à mesurer tridimensionnelle (MMT) pour mesurer le diamètre et la forme des micro-orifices dans les buses d’injecteurs de carburant, les principaux facteurs contribuant à l’incertitude de mesure ne sont pas l’instrument lui-même, mais l’état de surface interne et la forme de l’orifice. Selon le NIST, même dans des conditions métrologiques optimisées, une paroi d’orifice mal préparée peut empêcher une détermination fiable du diamètre, quelle que soit la précision de l’instrument. Partant de là, l’inspection des trous des buses d’injection doit porter non seulement sur le diamètre d’entrée nominal, mais aussi sur l’état de la surface interne, la répartition de la conicité sur toute la profondeur du trou et la propreté de celui-ci — le contrôle standard à l’aide de jauges à broche est insuffisant pour les trous dont la performance en termes de débit constitue une exigence fonctionnelle.
Composants médicaux en titane et en Inconel nécessitant des micro-perforations sans déformation
La fabrication de composants médicaux en titane et en Inconel peut nécessiter la réalisation de micro-perçages dans des matériaux difficiles à percer mécaniquement. L'électroérosion (EDM) peut s'avérer utile, car elle ne consiste pas à enfoncer un petit foret dans le matériau. Cela réduit le risque de déviation et permet d'éviter certains problèmes de rupture d'outil.
Les plages de dimensions indiquées pour l'électroérosion de petits trous vont d'environ 0,004 pouce à des tailles de trous plus importantes, dans le cadre de configurations contrôlées de micro-trous. Des tolérances très serrées sont annoncées dans des conditions avancées, avec notamment des valeurs proches de ±0,0001 pouce. Pour les décisions techniques, celles-ci doivent être vérifiées en fonction de la profondeur réelle du trou, du matériau et de la méthode d'inspection.
Les composants médicaux peuvent également être soumis à des exigences en matière d'intégrité de surface. L'étude de faisabilité de l'électroérosion doit tenir compte du risque lié à la couche de refusion, de l'état de surface, ainsi que de tout post-traitement ou de toute validation requis par le cahier des charges de la pièce.
Évents de moule, canaux de refroidissement et trous pour outils trempés
Le perçage des orifices d'aération et des canaux de refroidissement des moules constitue un cas d'utilisation courant du perçage par électroérosion, car les moules sont souvent trempés avant que les trous définitifs ne soient réalisés. Le perçage mécanique dans des outils trempés peut s'avérer lent ou risqué, en particulier pour les petits orifices d'aération.
Le perçage par électroérosion (EDM) permet de réaliser des trous de 0,3 à 1,0 mm dans des moules trempés, avec des rapports d'aspect typiques compris entre 15:1 et 20:1, lorsque les voies d'évacuation sont dégagées et que la conception facilite l'élimination des débris. Ces trous peuvent servir à la ventilation, au refroidissement ou à l'accès pour l'électroérosion à fil.
En matière d'outillage, le choix est souvent dicté par des considérations pratiques : l'électroérosion peut réduire le risque de rupture d'outils et permettre de réaliser des alésages après traitement thermique. En contrepartie, le perçage est plus lent et il faut gérer la conicité et l'état de surface lorsque la fonction de l'alésage est critique.
Comment évaluer le perçage par électroérosion à commande numérique (CNC) d'une pièce
L'évaluation du perçage par électroérosion à commande numérique (CNC) pour des pièces sur mesure nécessite un examen systématique des spécifications de conception, des limites du procédé, des capacités de la machine et des risques liés à la production. Cet examen doit porter sur les vérifications préalables aux spécifications, les normes de dessin, la compatibilité des machines et l'évaluation de la faisabilité.
Que faut-il vérifier avant de prescrire un perçage par électroérosion ?
Avant de définir les paramètres de perçage par électroérosion à commande numérique (CNC), vérifiez le matériau, la géométrie, les tolérances, l'accessibilité et le plan de contrôle. Le matériau doit être conducteur. Le trou doit se situer dans une plage de diamètre et de profondeur réaliste pour le niveau de qualité requis.
Le premier critère de faisabilité concerne le diamètre. Les trous d’environ 0,1 à 3,0 mm sont courants pour le perçage par électroérosion, les diamètres compris entre 0,1 et 0,5 mm étant considérés comme des micro-trous ou des petits trous. Le deuxième critère est le rapport d'aspect. Des rapports compris entre 15:1 et 20:1 constituent des objectifs de production courants, tandis que les rapports de 20:1 à 25:1 nécessitent davantage d'attention. Des rapports plus élevés sont possibles, mais ils doivent être considérés comme présentant un risque accru.
La troisième vérification consiste à déterminer si le trou est traversant ou borgne. Les trous traversants sont généralement plus faciles à réaliser car le rinçage est plus efficace. Les trous borgnes nécessitent de vérifier le contrôle de la profondeur et l'élimination des débris.
Le quatrième critère concerne l'accès. Les trous en angle, les surfaces courbes et les éléments de pièce difficiles d'accès peuvent nécessiter un positionnement sur cinq axes ou un dispositif de fixation spécial. Si l'électrode ne peut pas s'approcher correctement du trou, l'électroérosion peut échouer même si le diamètre et le matériau sont adaptés.
Il convient également de définir le volume annuel, la conicité admissible, la refonte admissible ou la modification métallurgique, de préciser si le débit prime sur le diamètre nominal, si une finition secondaire est autorisée et si une validation destructive peut être appliquée au premier article. Une caractéristique peut être techniquement réalisable lors d'un essai, mais ne pas pour autant constituer un bon candidat pour la production si ces exigences ne sont pas adaptées au processus.
Spécifications du dessin : diamètre du trou, profondeur, angle, tolérance et état de surface
Le plan doit préciser le diamètre, la profondeur, l'angle, l'emplacement, la tolérance et l'état de surface du trou. Si le trou est fonctionnel, le plan doit également indiquer si la conicité, la rectitude, la couche de refonte ou les performances d'écoulement sont des critères importants.
Une bonne indication de perçage pour l'usinage par électroérosion (EDM) doit comporter les éléments suivants :
- Diamètre nominal de l'alésage
- Tolérance sur le diamètre
- Profondeur du trou ou exigences relatives aux trous traversants
- Angle du trou et repère d'entrée
- Tolérance de position
- Conformité admissible en matière de conicité ou de rectitude, si ces critères sont déterminants
- Exigence relative à l'état de surface, si elle est critique
- Reformuler l'exigence relative à l'intégrité de la couche ou de la surface si celle-ci est critique
- Méthode d'inspection lorsque le calibrage standard ne suffit pas
Pour les trous profonds, il peut être utile de préciser le diamètre à l'entrée et à la sortie, et non pas uniquement une seule cote nominale. Pour les micro-trous, un contrôle optique ou spécialisé peut s'avérer nécessaire, car les jauges standard ne permettent pas toujours de détecter les coniques ou les défauts internes.
Contrôles des capacités de la machine : accès 5 axes, contrôle du rinçage et plage de tailles des électrodes
Les capacités de la machine doivent être vérifiées par rapport à la pièce, et non pas uniquement par rapport aux spécifications générales figurant dans une brochure. Selon Norme aérospatiale SAE AS7116/3 — le document relatif aux critères d’audit NADCAP régissant spécifiquement l’usinage par électroérosion — les fournisseurs qualifiés en EDM sont tenus de mettre en place des contrôles documentés concernant la gestion des électrodes, la validation des paramètres de processus et la traçabilité des inspections, ces éléments constituant les conditions de base pour l’agrément au sein de la chaîne d’approvisionnement aérospatiale. Compte tenu de ces exigences d’accréditation, l’évaluation des capacités doit aller bien au-delà des spécifications techniques publiées des machines : les vérifications nécessaires portent notamment sur la gamme de tailles des électrodes, l’accès aux axes, le contrôle du rinçage, la capacité en profondeur et l’historique des tolérances pour des matériaux similaires.
L'accès sur cinq axes peut s'avérer essentiel pour les composants de turbines, les injecteurs de carburant et les alésages inclinés dans l'acier trempé. Sans un accès adéquat, l'électrode risque de ne pas s'aligner correctement avec l'axe de l'alésage requis.
Le contrôle du débit de rinçage est essentiel pour les trous profonds et les trous borgnes. La norme AS7116/3 stipule que la stabilité du processus — y compris la régularité du débit du diélectrique — constitue un critère d’audit officiel et ne relève pas de la discrétion du fournisseur. La machine doit assurer un débit stable du diélectrique à travers la petite électrode et maintenir la stabilité de l’étincelle à mesure que le trou s’approfondit. Un rinçage insuffisant peut entraîner un effilement, des problèmes d’état de surface et un risque de refusion.
La gamme de tailles des électrodes a également son importance. Une machine peut prendre en charge une large gamme nominale, mais le diamètre et la longueur spécifiques de l'électrode doivent être adaptés au trou. Les très petites électrodes nécessitent une manipulation prudente et peuvent limiter la profondeur de perçage effective.
Liste de contrôle : quand le perçage par électroérosion à commande numérique (CNC) est envisageable, risqué ou inadapté
Pour connaître les plages de tolérance, les méthodes de contrôle et le niveau de complexité de la mise en place correspondant à chaque condition, veuillez vous reporter au tableau des paramètres figurant dans la section « Facteurs de tolérance, de coût et de délai de livraison ».
| Catégorie de décision | Conditions essentielles | Raison principale |
|---|---|---|
| Réalisable dans des conditions normales | Matériau conducteur ; trou de 0,1 à 3,0 mm ; trou traversant ; rapport d'aspect ≤ 15:1–20:1 ; entrée accessible | Rinçage stable, usure contrôlable des électrodes, plage de tolérance normale |
| C'est faisable, mais cela nécessite un examen plus approfondi | Rapport d'aspect 20:1–25:1 ; micro-perforation ≤ 0,1 mm ; entrée en angle ; alliage trempé ; diamètre serré ; état de surface requis | Sensibilité accrue à la stabilité du rinçage et à l'usure des électrodes |
| Risque plus élevé | Trou borgne profond ; circuit de rinçage insuffisant ; tolérance de rectitude serrée ; débit critique ; inspection difficile | L'accumulation de débris et le contrôle de la profondeur deviennent les principaux modes de défaillance |
| Généralement inadapté | Matériau non conducteur ; grand trou peu profond ; accès à l'électrode obstrué ; intégrité de la surface incompatible avec une refonte par électroérosion | Ce procédé est fondamentalement inapplicable, ou bien une autre méthode est plus rapide et plus sûre |
Le raisonnement est simple. Il convient d'opter pour le perçage par électroérosion à commande numérique (CNC) lorsque le trou est petit, profond, doit être précis et se trouve dans un matériau dur et conducteur, où les outils de coupe risquent de se casser ou de se déformer. Il faut l'éviter lorsque le matériau est non conducteur, lorsque le trou est grand et facile à percer, ou lorsque la conception ne permet pas un rinçage stable.
Pour les pièces limites, les éléments les plus importants à vérifier sont le rapport d'aspect, le parcours de rinçage, la tolérance et le contrôle qualité. Ces facteurs déterminent généralement si le processus est prêt pour la production ou s'il n'est réalisable que dans des conditions particulières.

FAQ
Qu'est-ce que le perçage EDM ?
Le perçage par électroérosion à commande numérique (CNC EDM) est un procédé d’usinage sans contact qui utilise des étincelles électriques contrôlées pour éroder de petits trous dans des pièces métalliques conductrices. Il utilise une électrode tubulaire et un fluide diélectrique en circulation pour remplacer les forets physiques traditionnels, permettant ainsi l’enlèvement de matière par étincelage. Cette technique de pointe évite les forces de coupe mécaniques et la déviation de l’outil, courantes dans les opérations de perçage conventionnelles. Elle est parfaitement adaptée à la réalisation de trous de précision minuscules et profonds dans des alliages durs à haute résistance que l'usinage standard ne permet pas d'usiner de manière fiable.
Dans quels cas faut-il privilégier le forage par électroérosion (EDM) plutôt que le forage mécanique ?
Optez pour le perçage par électroérosion (EDM) pour réaliser des trous ultra-petits, profonds ou inclinés dans des alliages résistants, susceptibles de provoquer la rupture du foret et une usure rapide de l’outil. Ce procédé est idéal pour le perçage professionnel de petits trous dans l’acier trempé, le titane, l’Inconel et le carbure de tungstène, avec des exigences strictes en matière de cotes et de rectitude. Le perçage mécanique reste plus économique et plus rapide pour les trous larges et peu profonds dans les métaux tendres usinables courants et les alliages classiques. Les fabricants peuvent se tourner en toute confiance vers l’électroérosion lorsque la stabilité de la précision et la durée de vie de l’outil deviennent la priorité absolue dans les projets complexes de micro-perçage.
Quelle profondeur peut-on atteindre avec le perçage par électroérosion à commande numérique (CNC) ?
Les services professionnels de perçage par électroérosion de trous profonds garantissent une production stable pour un rapport profondeur/diamètre compris entre 15:1 et 25:1. Le rapport de 15:1 à 20:1 est considéré comme la plage la plus sûre et la plus constante pour les processus de fabrication en série en continu. Les rapports supérieurs à 20:1 présentent des risques évidents de mauvais rinçage diélectrique, d’usure excessive de l’électrode et de conicité indésirable du trou. Les ingénieurs doivent vérifier les paramètres du procédé et les capacités de la machine afin de garantir la précision dimensionnelle des trous ultra-profonds dans divers métaux durs conducteurs.
Quelle est la précision des trous percés par électroérosion ?
Les alésages peu profonds réalisés par électroérosion permettent de respecter facilement des tolérances de précision comprises entre ±0,02 et 0,05 mm pour la fabrication de moules, d’outillages et de composants industriels en général. Les tolérances des alésages profonds s’élargissent généralement jusqu’à environ ±0,1 mm en raison de l’usure cumulative de l’électrode et de l’instabilité du flux d’étincelles à des profondeurs plus importantes. Des machines haut de gamme, configurées avec des paramètres optimisés, permettent de produire des composants percés par électroérosion de haute précision, présentant une homogénéité dimensionnelle exceptionnelle. Il est toujours recommandé de recourir à des méthodes d’inspection rigoureuses pour valider les dimensions, la rectitude et l’intégrité de surface des alésages fonctionnels critiques.
Quels sont les matériaux adaptés au perçage par électroérosion ?
La technologie standard de perçage par électroérosion ne prend en charge que les métaux conducteurs d’électricité et les alliages industriels haut de gamme pour les applications de fabrication courantes. Il s’agit de la solution de référence pour le perçage par électroérosion des métaux durs largement utilisés dans les pièces aérospatiales, les composants médicaux et les outils de moulage trempés. Les matériaux compatibles courants comprennent l’acier trempé, le titane, l’Inconel et le carbure de tungstène résistant, qui présentent des propriétés conductrices stables. Les substances non conductrices telles que la céramique, le verre, les polymères et les matériaux composites ne peuvent pas être usinées par perçage par électroérosion conventionnel sans un traitement spécial sur mesure.
Quelle est la vitesse de perçage par électroérosion par rapport à celle d'une machine CNC standard ?
L'électroérosion à enfonçage rapide offre une vitesse de fabrication fiable pour les micro-trous, mais elle est généralement plus lente que le perçage CNC standard pour les tâches simples consistant à réaliser de grands trous peu profonds. Sa méthode d'enlèvement par électroérosion ne peut rivaliser avec la grande efficacité de coupe des forets mécaniques pour les travaux d'usinage courants et simples. Elle excelle dans le perçage de précision et efficace de trous dans les métaux durs en éliminant les cassures fréquentes de forets, les déviations et les temps d'arrêt coûteux liés au remplacement des outils. Malgré une vitesse de cycle unitaire plus faible, elle améliore l’efficacité globale de la production et le rendement pour les lots complexes de micro-trous dans des alliages à haute dureté.