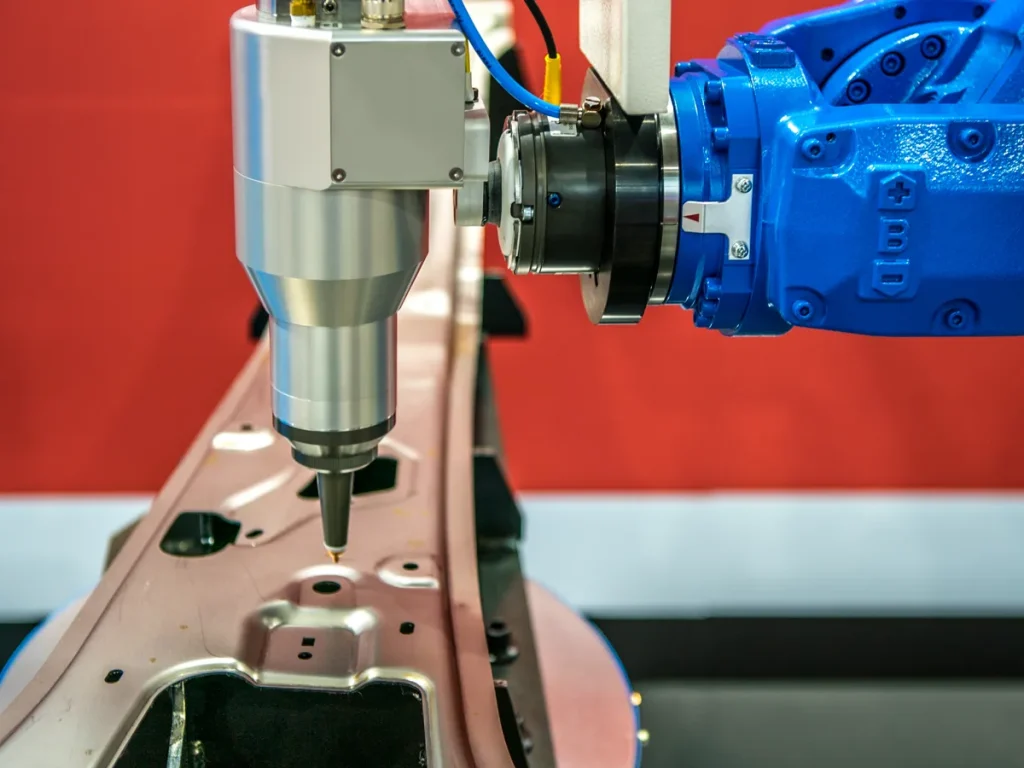
Obróbka CNC w robotyce znajduje zastosowanie w sytuacjach, gdy element robota wymaga precyzyjnie określonej geometrii, powtarzalnego dopasowania oraz odpowiedniej wytrzymałości materiału, co może być trudne do osiągnięcia przy użyciu metod produkcyjnych o niższej precyzji.
Często dotyczy to kluczowych elementów maszyn, takich jak ramiona, przeguby, koła zębate, obudowy, chwytaki, uchwyty i mocowania czujników, ponieważ elementy te mają wpływ na ruch, sztywność, wyrównanie oraz wydajność montażu.
Dla zespołów inżynierów głównym zagadnieniem nie jest to, czy obróbka CNC pozwala na wykonanie danej części. Lepiej zapytać, czy projekt nadaje się do obróbki z zachowaniem wymaganej tolerancji, przy użyciu odpowiedniego materiału, w ramach określonego budżetu i w wymaganym terminie realizacji. Złącze robotyczne z gniazdami łożyskowymi, interfejsami przekładniowymi, mocowaniami silników i miejscami montażu czujników może być technicznie możliwe do obróbki, ale konstrukcja może nadal wymagać zmian w celu zapewnienia dostępu dla narzędzi, kontroli ustawień, kontroli jakości lub dopasowania podczas montażu.
Niniejszy przewodnik skupia się na praktycznych kwestiach decyzyjnych: kiedy konieczna jest obróbka CNC, gdzie może ona stwarzać ryzyko, jakie materiały są zazwyczaj brane pod uwagę oraz co nabywcy powinni sprawdzić przed zatwierdzeniem elementu robota wykonanego metodą obróbki CNC.
Czym jest obróbka CNC w robotyce i dlaczego ma to znaczenie
Wdrożenie technologii CNC do produkcji opiera się na obróbce CNC jako procesie produkcji subtraktywnej, w którym narzędzie skrawające usuwa materiał z obrabianego elementu zgodnie z zaprogramowanymi ścieżkami narzędzia. W robotyce obróbka CNC służy do wytwarzania części mechanicznych, które muszą zachowywać swój kształt podczas ruchu, pod obciążeniem oraz przy wielokrotnym montażu.
Główną zaletą obróbki CNC w robotyce jest precyzja. Elementy robotów często wymagają otworów, otworów wiertniczych, wnęk, szczelin, powierzchni montażowych oraz interfejsów obrotowych, które umożliwiają ich wzajemne dopasowanie. Jeśli elementy te ulegną przesunięciu, robot może stracić powtarzalność, spowodować nadmierne tarcie lub przenosić obciążenie w niewłaściwym kierunku.
Obróbka CNC jest szczególnie przydatna w przypadku prototypów i małych serii, ponieważ zmiany konstrukcyjne często można wprowadzać poprzez aktualizacje w systemie CAD/CAM, a nie poprzez tworzenie specjalnych narzędzi. Ułatwia to opracowywanie robotów na zamówienie, gdzie podczas testów mogą ulegać zmianom takie parametry, jak długość ramienia, układ przegubów, konstrukcja chwytaka czy położenie czujników.
Kiedy konieczna jest obróbka CNC w przypadku przegubów robotów
Obróbka CNC jest zazwyczaj wymagana w przypadku przegubów robotów, gdy element ten kontroluje obrót, położenie łożyska, ustawienie silnika, zazębienie kół zębatych lub przenoszenie obciążenia. Cechy te są wrażliwe, ponieważ niewielkie błędy mogą się kumulować wzdłuż ramienia robota.
Element złączny może wymagać obróbki CNC, jeśli zawiera:
- Gniazda łożyskowe lub otwory wałów
- Powierzchnie mocujące silnika i skrzyni biegów
- Funkcje wyrównywania przekładni
- Otwory na kołki ustalające lub precyzyjne elementy pozycjonujące
- Powierzchnie montażowe czujników
- Kieszenie konstrukcyjne, które zmniejszają masę, ale muszą zachować sztywność
- Powierzchnie styku zapewniające prostopadłość lub równoległość
Kluczową kwestią jest to, czy dany element połączenia wpływa na dokładność ruchu, czy też pełni jedynie funkcję ogólnej konstrukcji. W przypadku elementu niekrytycznego można zastosować mniej rygorystyczną kontrolę. Otwór łożyska lub połączenie kół zębatych zazwyczaj wymagają ściślejszej kontroli, ponieważ mają bezpośredni wpływ na ruch.
Dlaczego powtarzalność ma znaczenie w obróbce CNC w robotyce
Powtarzalność to zdolność robota do powrotu do tej samej pozycji po wydaniu tego samego polecenia. Części obrabiane metodą CNC zapewniają powtarzalność dzięki zachowaniu spójności połączeń mechanicznych między poszczególnymi elementami.
Znaczenie powtarzalności w obróbce CNC dla robotyki sprowadza się do kumulacji tolerancji. Ramię robota może składać się z kilku ogniw, przegubów, wałów, kół zębatych i obudów. Każda z tych części może być dopuszczalna osobno, ale niewielkie odchylenia mogą się sumować w całym zespole. Jeśli sumowanie tolerancji nie jest kontrolowane, może dojść do przesunięcia punktu środkowego narzędzia, położenia chwytaka lub pola widzenia czujnika.
Powtarzalność ma również wpływ na serwisowanie i wymianę części. Jeśli obrobiona obudowa złącza zostanie później wymieniona, nowa część musi pasować do tych samych łożysk, silników i elementów mocujących, nie powodując przy tym utraty wyrównania zespołu. Dlatego planowanie kontroli ma równie duże znaczenie jak sama obróbka.
Jak wąskie tolerancje wpływają na wydajność montażu z wykorzystaniem robotów
Wąskie tolerancje należy przypisywac w zależności od funkcji i rodzaju kontroli, a nie stosować je jednolicie. Same ograniczenia wymiarowe nie regulują relacji między elementami, dlatego elementy obrotowe i pozycjonujące mogą wymagać kontroli położenia, bicia, prostopadłości lub płaskości zamiast wyłącznie wymiarów ±. Na przykład elementy łożysk i wałów zależą od współosiowości i bicia, podczas gdy powierzchnie montażowe silnika i skrzyni biegów zależą od płaskości i prostopadłości, aby utrzymać wyrównanie pod obciążeniem wstępnym podczas montażu.
W jednym z podanych źródeł podano, że precyzyjna obróbka CNC może zapewnić tolerancje rzędu około ±0,015 mm w zastosowaniach robotyki. Wartość tę należy traktować jako cel specyficzny dla danego projektu, a nie jako uniwersalną zasadę. Należy ją zweryfikować pod kątem materiału, geometrii, konfiguracji maszyny, metody kontroli oraz możliwości dostawcy.
Węższe tolerancje często powodują wzrost kosztów i wydłużenie czasu realizacji, ponieważ mogą wymagać dokładniejszego ustawienia, wolniejszej obróbki, dodatkowej kontroli lub dodatkowego wykończenia. Decyzja powinna opierać się na funkcji. Warto zaostrzyć tolerancję, jeśli zapewnia to dokładność ruchu, trwałość łożysk, prawidłowy kontakt kół zębatych lub wyrównanie elementów podczas montażu. Nie warto jej zaostrzać w przypadku osłon kosmetycznych, wnęk luzowych lub powierzchni niepowołanych do pozycjonowania.
Materiał wizualny: Opisana mapa elementów robota — ramiona, przeguby, koła zębate, obudowy, chwytaki
Przydatny schemat elementów robota powinien dzielić części według funkcji, a nie tylko według kształtu:
| Strefa robotów | Typowe elementy obrabiane metodą CNC | Dlaczego są ważne |
|---|---|---|
| Ramiona i ogniwa | Kieszenie, powierzchnie czołowe, otwory na elementy mocujące, kanały kablowe | Kontrola masy, sztywności i dopasowania elementów podczas montażu |
| Połączenia | Otwory łożyskowe, mocowania silnika, połączenia skrzyni biegów | Kontrola obrotu, ustawienia i powtarzalności |
| Koła zębate | Zęby, piasty, otwory, rowki wpustowe lub elementy pozycjonujące | Kontrola przenoszenia momentu obrotowego i płynności ruchu |
| Obudowy | Powierzchnie montażowe, osłony, kieszenie wewnętrzne | Zabezpiecz elementy i zlokalizuj podzespoły |
| Chwytaki | Palce, szczęki, adaptery, płyty montażowe | Kontrola styku elementów sterujących oraz elastyczność przełączania |
| Uchwyty czujników | Małe otwory, powierzchnie odniesienia, wsporniki | Pole widzenia czujnika kontrolnego i pozycja pomiarowa |
Tego rodzaju mapa z adnotacjami pomaga nabywcom zdecydować, które elementy wymagają kontroli, a które mogą być wykonane z zachowaniem standardowych tolerancji obróbczych.

Wykonalność: Czy element robota można obrobić na maszynie CNC?
Większość elementów robotów można obrabiać metodą CNC, o ile geometria pozwala na dostęp narzędzia, a materiał można ciąć w stabilny sposób. Problemy z wykonalnością wynikają zazwyczaj z cienkich ścianek, głębokich wnęk, elementów wewnętrznych, ostrych narożników wewnętrznych, długich odcinków bez podpór lub wymagań dotyczących tolerancji, które nie są zgodne z projektem części.
Element nadający się do obróbki to nie tylko taki, który można wyciąć. Musi on również być stabilnie zamocowany podczas obróbki, poddany kontroli po jej zakończeniu oraz montowany bez konieczności wciskania elementów łączących na siłę.
Kwestie projektowe dotyczące elementów robotów obrabianych metodą CNC
Przy projektowaniu obróbki z wykorzystaniem robotów oraz elementów obrabianych metodą CNC z wykorzystaniem robotów należy w pierwszej kolejności uwzględnić ich funkcję. Należy zidentyfikować powierzchnie, które odpowiadają za ruch, przenoszenie obciążenia, uszczelnienie, mocowanie lub wykrywanie. Powinny one stać się głównymi punktami odniesienia i punktami kontroli.
Do najważniejszych kontroli projektowych należą:
- Czy narzędzia skrawające mogą dotrzeć do wszystkich elementów
- Czy narożniki wewnętrzne pozwalają na zastosowanie realistycznego promienia narzędzia
- Czy cienkie ścianki mogą ulegać odkształceniom podczas obróbki
- Czy to właśnie głębokie kieszenie powodują hałas, czy też słabe odprowadzanie wiórów
- Czy można wywiercić otwory z dostępnych stron
- Czy oznaczenia tolerancji są powiązane z punktami odniesienia funkcjonalnymi
- Czy element można zamocować bez uszkodzenia kluczowych powierzchni
Projektanci powinni unikać stosowania wąskich tolerancji w odniesieniu do każdego elementu. Wąskie tolerancje należy zarezerwować dla połączeń, które mają wpływ na ruch, wyrównanie lub montaż. Dzięki temu część jest łatwiejsza w produkcji i kontroli jakości.
W jaki sposób cechy mocowania czujników wpływają na obróbkę części za pomocą robotów
Mocowania czujników mogą zwiększać stopień złożoności obróbki, ponieważ często łączą w sobie małe otwory, precyzyjne powierzchnie czołowe oraz ograniczony dostęp. Kamery, enkodery, czujniki zbliżeniowe i czujniki siły mogą wymagać kontrolowanego położenia względem przegubu, chwytaka lub efektora końcowego.
To, w jaki sposób sposób zamocowania czujnika wpływa na obróbkę części przez robota, zależy od jego położenia i tolerancji. Zamocowanie uchwytu czujnika na otwartej powierzchni może być proste. Natomiast wnka na czujnik wewnątrz obudowy przegubu może wymagać użycia dłuższych narzędzi, wielokrotnego ustawiania lub specjalnego dostępu w celu kontroli.
Głównym zagrożeniem jest niedopasowanie punktów odniesienia. Jeśli uchwyt czujnika jest obrabiany w ramach jednego ustawienia, a otwór łączący w ramach innego, może dojść do przesunięcia względnego położenia, o ile plan ustawienia nie uwzględnia obu elementów. W przypadku robotów sterowanych czujnikami może to powodować problemy z kalibracją, nawet jeśli każdy z elementów spełnia własną tolerancję wymiarową.
Wyzwania związane z obróbką skrawaniem lekkich elementów łączących w robotach
Lekkie ogniwa robotów zmniejszają masę ruchomą, ale ich obróbka może być trudna. Trudności związane z obróbką lekkich elementów ogniw robotów wynikają często z cienkich ścianek, dużych rozpiętości i wgłębień mających na celu zmniejszenie masy.
Cienkie elementy mogą wibrować podczas cięcia. Długie elementy mogą być trudne do utrzymania bez ich odkształcenia. Duże wgłębienia mogą zmniejszać sztywność, przez co element może się przemieszczać podczas obróbki lub później pod obciążeniem. Problemy te mogą wpływać na płaskość, położenie otworów oraz wyrównanie powierzchni współpracujących.
Praktycznym podejściem projektowym jest redukcja masy wyłącznie w miejscach, gdzie nie osłabia to krytycznych ścieżek przenoszenia obciążeń. Projektanci powinni również rozważyć, czy element łączący można obrabiać w stabilnej sekwencji. Jeśli ostateczna geometria stanie się zbyt elastyczna, zanim wszystkie kluczowe elementy zostaną ukończone, kontrola tolerancji staje się trudniejsza, co ogranicza możliwość ciągłej pracy maszyn.
Lista kontrolna: Ocena wykonalności obróbki CNC pod kątem geometrii, dostępności, materiału i dopasowania elementów podczas montażu
| Obszar przeglądu | Co należy sprawdzić | Ryzyko decyzji |
|---|---|---|
| Geometria | Cienkie ścianki, głębokie wgłębienia, ostre narożniki wewnętrzne, ukryte elementy | Problemy z dostępem do narzędzia lub z jego ugięciem |
| Mocowanie | Płaskie powierzchnie mocujące, stabilny materiał, kolejność ustawiania | Przesunięcie lub zniekształcenie części |
| Materiał | Możliwości obróbki, wymagania dotyczące wytrzymałości, docelowa masa | Niska jakość wykończenia powierzchni lub nadmierna masa |
| Tolerancja | Punkty odniesienia funkcjonalne, pasowania łożysk, wyrównanie kół zębatych, położenie czujników | Nieprawidłowe dopasowanie lub duże obciążenie związane z kontrolą |
| Montaż na pas | Powierzchnie łączące, elementy mocujące, kołki, kanały kablowe | Poprawki podczas montażu |
| Kontrola | Dostęp do pomiarów, określone wymiary krytyczne | Niezweryfikowane funkcje o kluczowym znaczeniu |
| Iteracja | Przewidywane zmiany konstrukcyjne po przeprowadzeniu testów | Wyższe koszty, jeśli konstrukcja nie ma charakteru modułowego |
Niniejszą listę kontrolną należy wypełnić przed sporządzeniem oferty lub zatwierdzeniem produkcji, zwłaszcza w przypadku połączeń, ramion i precyzyjnych obudów.
Jak przebiega obróbka CNC części do robotów
Obróbka CNC części do robotów rozpoczyna się od geometrii CAD. Oprogramowanie CAM przekształca projekt w ścieżki narzędzia. Ścieżki te są następnie przekształcane w instrukcje dla maszyny, często określane jako kod G. Następnie maszyna wycina część, po czym kontrola potwierdza, czy część spełnia wymagane wymiary.
W przypadku robotyki proces ten powinien uwzględniać informacje zwrotne dotyczące montażu. Jeśli przegub się zacina, koło zębate ma słaby kontakt lub czujnik wymaga kalibracji, informacje te powinny zostać powiązane z modelem CAD i planem tolerancji.
Porównanie toczenia i frezowania CNC w produkcji części do robotów
Porównanie Toczenie CNC a frezowanie elementów do robotów zaczyna się od kształtu elementu. Toczenie stosuje się w przypadku elementów, które podczas obróbki obracają się wokół osi. Frezowanie stosuje się w przypadku elementów pryzmatycznych, płytkowych, z wgłębieniami lub wielościennych.
| Proces | Typowe części robotów | Najlepsze dopasowanie | Główne ograniczenia |
|---|---|---|---|
| Toczenie CNC | Wały, tuleje, podkładki dystansowe, piasty okrągłe | Elementy okrągłe lub osiowo-symetryczne | Mniej nadaje się do skomplikowanych kieszeni zewnętrznych |
| Frezowanie CNC | Łączniki, obudowy, palce chwytaka, wsporniki, płyty łączące | Płaskie powierzchnie, kieszenie, szczeliny, układy otworów | Dostęp do narzędzi i liczba ustawień mogą ograniczać geometrię |
| Toczenie i frezowanie w jednym cyklu | Piasta zębata, wały łączące z płaskimi powierzchniami lub otworami | Elementy zawierające zarówno elementy okrągłe, jak i frezowane | Konieczne jest dokładniejsze zaplanowanie układów odniesienia i kontroli |
Klasa maszyny powinna wynikać z zestawu cech, a nie tylko z nazwy części. Proste elementy pryzmatyczne mogą nadawać się do obróbki 3-osiowej, obróbka 4-osiowa z indeksowaniem może ograniczyć konieczność ponownego mocowania przy elementach wielostronnych, a obróbka 5-osiowa jest często uzasadniona, gdy złożone powierzchnie, otwory pod kątem lub trudno dostępne elementy muszą pozostać powiązane z tą samą strukturą układu odniesienia. Każda dodatkowa operacja ustawiania zwiększa ryzyko przesunięcia położenia, dlatego nabywcy powinni zapytać, czy kluczowe elementy można wykonać i skontrolować po jednym zamocowaniu lub poprzez kontrolowane przenoszenie punktów odniesienia.
Często nie chodzi o wybór między jednym a drugim procesem. Wiele części robotów wymaga zarówno elementów toczonych, jak i frezowanych. Najważniejsze jest określenie, które elementy decydują o wyrównaniu, oraz powiązanie ich z jasnym planem odniesienia.
W jaki sposób koła zębate wykonywane na zamówienie usprawniają sterowanie ruchem robotów
Koła zębate wykonywane na zamówienie stosuje się wtedy, gdy standardowe koła zębate nie spełniają wymagań robota dotyczących przestrzeni, ruchu, obciążenia lub integracji. Sposób, w jaki koła zębate wykonywane na zamówienie poprawiają sterowanie ruchem robota, zależy od roli, jaką pełnią one w przenoszeniu momentu obrotowego i reakcji na pozycję.
Niestandardowe koło zębate może okazać się konieczne, gdy przegub robota charakteryzuje się ograniczoną przestrzenią montażową, niestandardowym rozmiarem wału, specjalnym układem mocowania lub wymaganym przełożeniem, które nie pasuje do gotowych elementów. Obróbka CNC może wspomóc opracowanie niestandardowych kół zębatych, zwłaszcza w przypadku prototypów i małych serii, gdzie zastosowanie dedykowanego oprzyrządowania może być niepraktyczne.
Głównym czynnikiem ryzyka projektowego jest nie tylko geometria zębów. Na ruch wpływają również wyrównanie otworu koła zębatego, geometria piasty, powierzchnie mocujące oraz elementy współpracujące. Nawet dobrze obrobione koło zębate może działać nieprawidłowo, jeśli układ obudowy, wału lub łożysk powoduje niewspółosiowość.
W jaki sposób chwytaki elektryczne wspierają elastyczne konfiguracje robotów CNC
Chwytaki elektryczne umożliwiają elastyczną konfigurację robotów CNC, ponieważ można je zaprogramować pod kątem różnych rozmiarów detali i w pełni zautomatyzować rutynowe procesy obróbki, a także wykonywać zadania związane z załadunkiem i rozładunkiem. Jest to przydatne w przypadku, gdy komórka obróbcza zajmuje się różnorodnymi detalami, a nie jednym stałym produktem.
W przypadku standardowych operacji obróbki skrawaniem oraz operacji CNC chwytaki elektryczne są często porównywane z chwytakami pneumatycznymi, ponieważ możliwość programowania pozwala ograniczyć zapotrzebowanie na niestandardowe oprzyrządowanie. Ma to znaczenie w przypadku obróbki skrawaniem o dużej różnorodności produktów, gdzie częste zmiany detali mogą wydłużać czas przezbrajania.
Z punktu widzenia projektowania części chwytaki wiążą się z określonymi wymaganiami dotyczącymi obróbki. Palce chwytaka, płyty adapterowe i bloki mocujące mogą wymagać obróbki CNC w celu dopasowania ich do kształtu obrabianego elementu oraz interfejsu robota. Części te należy sprawdzić pod kątem jakości wykończenia powierzchni styku, dostępu do elementów mocujących oraz powtarzalności położenia.
Schemat procesu: CAD/CAM, kod G, obróbka skrawaniem, kontrola jakości, informacje zwrotne dotyczące montażu
Praktyczny schemat procesu produkcji części do robotów powinien obejmować pięć powiązanych ze sobą etapów:
- Analiza modelu CAD i funkcji. Zidentyfikowano kluczowe połączenia, w tym przeguby, łożyska, koła zębate, czujniki i powierzchnie mocujące.
- Programowanie CAM i generowanie kodu G. Ścieżki narzędzia są tworzone w oparciu o rodzaj materiału, geometrię, ustawienia oraz wymagane wykończenie powierzchni.
- Sterowanie obróbką i ustawieniem Element jest poddawany obróbce przy jednoczesnym sterowaniu mocowaniem detalu, dostępem narzędzia oraz kolejnością operacji.
- Kontrola: Wymiary krytyczne są mierzone w odniesieniu do rysunku lub definicji opartej na modelu.
- Informacje zwrotne dotyczące montażu: Wyniki dotyczące dopasowania, ruchu i wyrównania są analizowane przed rozpoczęciem kolejnego etapu projektowania lub produkcji.
Ta pętla jest ważna, ponieważ po przeprowadzeniu testów ruchu często dochodzi do zmian w elementach robotyki.
Materiały na ramiona robotów, ogniwa, przeguby i obudowy
Wybór materiału ma wpływ na masę, sztywność, właściwości obróbcze, jakość powierzchni oraz koszt. W przedstawionych badaniach wskazano stal, aluminium i tworzywa sztuczne jako typowe materiały stosowane do produkcji części robotów obrabianych metodą CNC. Każda z tych grup materiałów spełnia inne wymagania mechaniczne.
Aluminium jest często wybierane do konstrukcji lekkich. Stal może być stosowana tam, gdzie wymagana jest większa wytrzymałość na obciążenia lub odporność na zużycie. Tworzywa sztuczne mogą być wykorzystywane do produkcji osłon, elementów narażonych na niewielkie obciążenia, elementów izolacyjnych lub komponentów, w przypadku których istotna jest masa, w zależności od warunków eksploatacyjnych.
Najlepsze materiały na lekkie ogniwa ramion robotycznych
Najlepsze materiały na lekkie ogniwa ramion robotycznych wybiera się zazwyczaj, biorąc pod uwagę równowagę między masą, sztywnością, wytrzymałością i możliwościami obróbki. Aluminium jest powszechnie stosowanym materiałem na ogniwa ramion, ponieważ pozwala na zmniejszenie masy, a jednocześnie umożliwia obróbkę CNC wnęk, powierzchni montażowych i układów otworów.
Tworzywa sztuczne można również rozważać w przypadku elementów nienosnych lub poddawanych niewielkim obciążeniom, gdzie kluczowe znaczenie ma masa. Ich zastosowanie należy zweryfikować pod kątem wymagań dotyczących obciążenia, temperatury, zużycia oraz mocowania. Stal jest mniej atrakcyjnym rozwiązaniem w przypadku lekkich ogniw, gdy głównym ograniczeniem jest masa poruszająca się, ale może być nadal niezbędna w zwartych obszarach poddanych dużym obciążeniom.
Decyzja powinna zależeć od sposobu ruchu elementu łączącego. W przypadku długiego ramienia, które porusza się szybko, korzystniejsze może być zmniejszenie masy. Krótki element łączący, na który działa duża siła, może wymagać zastosowania mocniejszego lub sztywniejszego materiału, nawet jeśli wiąże się to ze wzrostem masy.
Wybór między aluminium 6061 a 7075 do produkcji części robotów
Wybór materiału zależy od ścieżki przenoszenia obciążenia, warunków otoczenia, sposobu mocowania, miejsc narażonych na zużycie oraz planu wykończenia. W przypadku części aluminiowych należy sprawdzić narażenie na korozję, wrażliwość na zmęczenie materiału, trwałość gwintu, czy otwory gwintowane wymagają wkładek, czy występuje kontakt galwaniczny z elementami stalowymi oraz czy anodowanie lub inne wykończenie może wpłynąć na cechy krytyczne dla dopasowania. Jeśli część poddawana jest powtarzającym się obciążeniom zaciskowym, kontaktowi ślizgowemu lub wysokim lokalnym naprężeniom nośnym, przed dopuszczeniem do użytku należy sprawdzić, czy wybrany stop i wykończenie są odpowiednie do tych warunków eksploatacyjnych.
Na podstawie ASM International, wyboru nie należy dokonywać wyłącznie na podstawie nazwy stopu. Nabywcy powinni sprawdzić:
- Wymagana wytrzymałość i sztywność
- Przewidywane obciążenie i cykl ruchowy
- Stabilność obróbki cienkich elementów
- Wymagania dotyczące wykończenia powierzchni
- Strategia dotycząca elementów złącznych i wkładek
- Wymagania dotyczące kontroli elementów krytycznych
- Wpływ dostępności i czasu realizacji
Najważniejsze jest to, że wybór stopu musi sprzyjać zarówno obróbce skrawaniem, jak i wydajności robota.
Zalety aluminium 7075 w zastosowaniu do elementów ramion robotycznych: co należy sprawdzić
Lekkie elementy łączące wykonane z aluminium 7075 zapewniają kluczowe korzyści w przypadku elementów ramion robotycznych wykorzystywanych w zastosowaniach konstrukcyjnych, w których istotna jest waga. Celem projektu jest zapewnienie lekkości ramienia przy jednoczesnym zachowaniu wystarczającej wytrzymałości niezbędnej do wykonywania ruchów i przenoszenia obciążeń.
Przed dokonaniem wyboru zespoły powinny sprawdzić, czy dana zaleta dotyczy konkretnej części. Wytrzymalszy materiał nie rozwiąże problemów związanych ze złym kształtem, słabymi ścieżkami przenoszenia obciążenia ani cienkimi ściankami bez wzmocnień. Może to również wpłynąć na strategię obróbki, wykończenie, kontrolę jakości oraz zaopatrzenie.
Weryfikacja powinna obejmować analizę obciążenia, analizę montażu oraz test prototypu, jeśli dany element ma wpływ na bezpieczeństwo, dokładność ruchu lub trwałość. Ma to szczególne znaczenie w przypadku łączników ramion, płyt przegubowych i konstrukcji chwytaków.
Ograniczenia zastosowania aluminium w elementach robotów przeznaczonych do pracy pod dużym obciążeniem
Aluminium ma swoje ograniczenia w przypadku elementów robotów poddawanych dużym obciążeniom. Może nie być najlepszym wyborem w sytuacjach, gdy element narażony jest na obciążenia punktowe, powtarzające się wstrząsy, duże obciążenia łożyskowe lub zużycie powierzchni styku.
Ograniczenia związane z zastosowaniem aluminium w elementach robotów poddawanych dużym obciążeniom często pojawiają się w miejscach styku: gniazdach łożysk, podparciach wałów, mocowaniach przekładni, otworach gwintowanych oraz punktach styku chwytaków. Konstrukcja może wymagać zastosowania wkładek, powiększenia powierzchni łożysk, zmiany geometrii lub wyboru innego materiału.
Jeśli dana część ma kluczowe znaczenie pod względem obciążenia, dobór materiału należy rozpatrywać z uwzględnieniem całego zespołu. Pojedyncza część aluminiowa może spełniać wymagania swojego rysunku technicznego, ale robot i tak może ulec awarii, jeśli zespół połączeń nie będzie wystarczająco sztywny.

Zalety i ograniczenia obróbki CNC w robotyce
We współczesnym przemyśle wytwórczym obróbka CNC zapewnia inżynierom dużą kontrolę nad geometrią, właściwościami powierzchni oraz doborem materiałów. Jest to przydatne w przypadku części wykonywanych na zamówienie, prototypów oraz elementów seryjnych, gdzie istotne znaczenie mają dopasowanie i powtarzalność.
Ważne są również ograniczenia. Obróbka CNC polega na usuwaniu materiału, więc geometria detalu musi umożliwiać dostęp narzędzia. Proces ten może okazać się kosztowny, gdy detale wymagają wielu ustawień, wąskich tolerancji na wielu powierzchniach, skomplikowanej kontroli jakości lub obróbki trudnych materiałów. Nie eliminuje to również konieczności solidnego projektowania mechanicznego.
Obróbka CNC a frezowanie z wykorzystaniem robotów: kompromisy między precyzją, sztywnością, elastycznością i kosztami
Frezowanie zrobotyzowane może zapewnić elastyczność w przypadku dużych lub mniej wymagających zadań, umożliwiając operatorom sterowanie obrabiarkami bez ręcznej interwencji podczas produkcji skomplikowanych elementów. Cechy te zależą od sztywności, stabilności termicznej oraz przewidywalnego sterowania narzędziem, które dedykowane maszyny CNC zazwyczaj zapewniają w sposób bardziej niezawodny. Wybór procesu powinien opierać się na kategorii cech krytycznych, a nie na ogólnych założeniach dotyczących automatyzacji.
W przedstawionych badaniach zwrócono uwagę na istotną niepewność: roboty nie dorównują jeszcze maszynom CNC pod względem sztywności i precyzji rzędu mikronów, ale mogą zapewnić przystępną cenę, elastyczność i korzyści w przypadku prototypowania lub zadań o mniejszych wymaganiach dotyczących sztywności. Oznacza to, że frezowanie robotami należy oceniać w zależności od konkretnego zadania, a nie traktować je jako bezpośredni zamiennik.
| Czynnik | Obróbka CNC | Frezowanie z wykorzystaniem robotów |
|---|---|---|
| Konieczność zapewnienia precyzji | Lepiej dostosowane do funkcji wymagających dużej precyzji | Bardziej nadaje się do mniej rygorystycznych zadań lub do bardziej elastycznej pracy |
| Sztywność | Wzmocniona konstrukcja maszyny | Mniejsza sztywność w wielu konfiguracjach |
| Elastyczność | Dobre wyniki dzięki odpowiedniemu oprogramowaniu i osprzętowi | Duży zasięg i elastyczność trasy |
| Zachowanie związane z kosztami | Złożoność konfiguracji i obróbki wpływa na koszty | Może obniżyć koszty w przypadku niektórych zadań o elastycznym charakterze lub zadań o dużym zakresie |
| Najlepsze zastosowanie | Złącza, koła zębate, obudowy, precyzyjne interfejsy | Zadania związane z frezowaniem na dużą skalę, przycinaniem i kontrolą jakości |
W przypadku elementów robotów odpowiedzialnych za ustawienie łożysk lub zazębienie kół zębatych tradycyjna obróbka CNC jest często bezpieczniejszym punktem wyjścia.
Roboty CNC z możliwością przeprogramowania i o budowie modułowej do produkcji małoseryjnej i części na zamówienie
Roboty CNC o konstrukcji modułowej i z możliwością przeprogramowania doskonale sprawdzają się w automatyzacji obsługi maszyn CNC i są przydatne w sytuacjach, gdy asortyment produktów ulega częstym zmianom. Przedstawione badania wskazują, że systemy te przyczyniają się do skrócenia przestojów, zmniejszenia zapotrzebowania na niestandardowe oprzyrządowanie oraz łagodzenia skutków niedoboru wykwalifikowanej siły roboczej.
W przypadku produkcji części do robotyki ma to największe znaczenie przy tworzeniu prototypów i małych seriach. Zakład może być zmuszony do obróbki kilku wersji palca chwytaka, płytki łączącej lub obudowy, podczas gdy projekt robota wciąż ulega zmianom. Systemy z możliwością przeprogramowania mogą wspierać tego typu iteracje.
Nabywca powinien jednak sprawdzić, czy wyposażenie dostawcy pozwala na zachowanie wymaganych tolerancji. Elastyczność jest przydatna, ale nie zastępuje projektowania przyrządów mocujących, planowania kontroli ani kontroli materiałów.
Sztuczna inteligencja, uczenie maszynowe i programowanie CNC w chmurze w produkcji z wykorzystaniem robotów
Sztuczna inteligencja i uczenie maszynowe znajdują zastosowanie w robotyce CNC w celu zapewnienia wsparcia decyzyjnego w czasie rzeczywistym, konserwacji predykcyjnej, optymalizacji procesów oraz ułatwienia programowania. Programowanie CNC w chmurze umożliwia zdalny dostęp, współpracę, bezpieczeństwo danych oraz analizę trendów wydajnościowych we wszystkich zakładach.
Z punktu widzenia nabywcy praktyczną wartością nie jest nazwa oprogramowania. Wartością jest to, czy oprogramowanie, dane z kontroli oraz informacje zwrotne dotyczące procesu pozwalają ograniczyć liczbę błędów i poprawić powtarzalność. Na przykład dane dotyczące trendów mogą pomóc w wykryciu zużycia narzędzi, odchyleń w pracy maszyny lub zmian w procesie, zanim wpłyną one na partię części produkowanych przez robota.
Narzędzia te należy traktować jako wsparcie procesu. Nie eliminują one jednak konieczności stosowania przejrzystych rysunków, kontrolowanych punktów odniesienia oraz określonych kryteriów kontroli.
Potrzebne źródła: Raporty branżowe dotyczące trendów w automatyzacji z wykorzystaniem robotyki CNC
Robotyka CNC zmienia procesy produkcyjne, a niektóre twierdzenia dotyczące trendów w tej dziedzinie wymagają solidniejszych dowodów na poziomie branżowym, zanim zostaną wykorzystane do planowania inwestycyjnego. Przedstawione badania wskazują na rozwój w obszarach sztucznej inteligencji, programowania w chmurze, chwytaków elektrycznych, robotyki rojowej oraz zastosowań wykraczających poza branżę motoryzacyjną i lotniczą. Jednak w niektórych obszarach brakuje danych liczbowych dotyczących wskaźników wdrożenia lub benchmarków wydajności.
Ma to istotne znaczenie przy podejmowaniu decyzji. Zespół projektowy może wykorzystać te trendy jako wskazówki przy planowaniu przyszłych działań, powinien jednak unikać zakładania, że każdy dostawca lub zakład dysponuje takim samym potencjałem w zakresie automatyzacji. Przed podjęciem decyzji o zastosowaniu konkretnej metody automatyzacji należy zweryfikować rzeczywisty przebieg procesu, metodę kontroli oraz historię tolerancji dla podobnych części.
Typowe awarie, zagrożenia i problemy związane z jakością
Części robotów często ulegają uszkodzeniom w miejscach połączeń, a nie w środkowej części elementów o prostej geometrii. Szczególną uwagę należy zwrócić na otwory, powierzchnie montażowe, elementy przekładni, uchwyty czujników, elementy mocujące oraz przejścia o cienkich ściankach.
Do typowych zagrożeń należą: niewspółosiowość, słaba jakość wykończenia powierzchni, odkształcenie elementów, kumulacja tolerancji oraz zużycie powierzchni styku. Wiele z tych zagrożeń można ograniczyć poprzez powiązanie założeń projektowych z procesem produkcji i kontroli jakości.
Co powoduje niewspółosiowość elementów przegubów ramienia robota?
Przyczyną niewspółosiowości elementów przegubów ramienia robota jest zazwyczaj połączenie czynników związanych z projektem, obróbką i montażem. Otwór może być nieznacznie przesunięty względem właściwego położenia. Powierzchnia montażowa może nie być wystarczająco płaska. Przekładnia lub łożysko mogą być wciskane na miejsce za pomocą elementów mocujących. Niewielkie błędy mogą się kumulować w całym przegubie.
Do najczęstszych przyczyn należą:
- Cechy układu odniesienia, które nie są zgodne z funkcją zespołu
- Wiele konfiguracji bez wystarczającej kontroli nad lokalizacją
- Otwory łożyskowe i mocowania silnika wykonane na podstawie różnych danych katalogowych
- Cienkie elementy przemieszczające się podczas obróbki
- Otwory na elementy mocujące wykorzystywane jako elementy pozycjonujące bez odpowiedniej kontroli
- Elementy koła zębatego lub wału nie są wyrównane względem osi połączenia
Niewspółosiowość może objawiać się zacinaniem, przegrzaniem, hałasem, słabą powtarzalnością lub nierównomiernym zużyciem kół zębatych.
Typowe miejsca awarii w precyzyjnych elementach ramion robotów
Do typowych miejsc awarii w precyzyjnych elementach ramion robotów należą połączenia przegubowe, miejsca mocowania elementów złącznych, gniazda łożysk, mocowania kół zębatych, palce chwytaka oraz wsporniki czujników. Obszary te są narażone na obciążenia, ruch, naprężenia montażowe lub wrażliwość kalibracyjną.
Usterki mogą mieć charakter mechaniczny lub funkcjonalny. Część może nie ulec pęknięciu, ale mimo to może zawieść, dopuszczając do zbyt dużego ruchu, utraty wyrównania lub powodując, że robot nie osiągnie właściwej pozycji. Z tego powodu kontrola powinna skupiać się na cechach mających wpływ na ruch i montaż, a nie tylko na widocznych wadach.
Ryzyko związane ze słabą jakością wykończenia powierzchni elementów przegubów robotów
Wykończenie powierzchni powinno być dostosowane do funkcji danego elementu. Gniazda łożyskowe i płaszczyzny ustalające wymagają stabilnego osadzenia, elementy ślizgowe – wykończenia dostosowanego do tarcia i zużycia, powierzchnie uszczelniające – równomiernego styku, a obszary styku chwytaków mogą wymagać kontrolowanej tekstury zapewniającej przyczepność bez uszkadzania części; ponadto na płaszczyznach montażowych czujników należy unikać falistości, która mogłaby spowodować przesunięcie wyrównania lub pomiaru. Wykończenie powierzchni jest zatem wymogiem dotyczącym wydajności montażu, a nie tylko kwestią estetyczną.
Niewłaściwa jakość wykończenia gniazda łożyska, elementu wału lub powierzchni styku może wpłynąć na rozkład obciążenia. Może to również powodować, że montaż będzie wydawał się zbyt ciasny lub zbyt luźny, nawet jeśli wymiary wydają się prawidłowe. Wymagania dotyczące wykończenia powierzchni powinny zatem być ustalane w zależności od funkcji i formalnie zaznaczone na rysunkach oraz w specyfikacjach. Na podstawie ISO 1302, wymagania dotyczące tekstury powierzchni są przekazywane za pomocą znormalizowanych symboli graficznych i oznaczeń tekstowych zawartych w technicznej dokumentacji produktu — bez tego zamierzone wykończenie może nie być interpretowane w sposób spójny przez zespoły projektowe i obróbcze lub między nabywcą a dostawcą.
Czynniki wpływające na tolerancję elementów robotów obrabianych metodą CNC
Czynniki wpływające na tolerancję elementów robotów obrabianych metodą CNC obejmują geometrię, materiał, dostęp narzędzia, liczbę ustawień, mocowanie obrabianego elementu, zużycie narzędzia, skutki termiczne oraz metodę kontroli. Cienkie ścianki i głębokie wnęki są trudniejsze do zamocowania niż zwarte bloki. Wielokrotne ustawienia mogą zwiększać rozrzut między poszczególnymi elementami.
Istotny jest również materiał. Materiał, który ulega przemieszczeniu podczas obróbki, może utrudniać kontrolę wymiarów końcowych. Element, którego nie da się łatwo skontrolować, może stanowić ukryte zagrożenie, nawet jeśli proces obróbki przebiega stabilnie.
Planowanie tolerancji powinno koncentrować się na funkcji. Jeśli rozważa się wartość ±0,015 mm, należy upewnić się, że dany element wymaga takiego poziomu kontroli oraz że plan obróbki i kontroli jest w stanie to zapewnić.
Czynniki kosztów, tolerancji i czasu realizacji
Koszt, tolerancja i czas realizacji są ze sobą powiązane. Konstrukcja zawierająca wiele elementów o wąskich tolerancjach może wymagać większej liczby przezbrajeń, wolniejszych prędkości skrawania, dodatkowych kontroli oraz większej liczby przeglądów. Prostsza konstrukcja z jasno określonymi punktami odniesienia może być szybciej przetwarzana i kontrolowana.
W przypadku robotyki przy podejmowaniu decyzji dotyczących kosztów należy uwzględnić proces iteracji. Prototypowy element, którego obróbka jest tania, ale który trudno zmodyfikować, może spowolnić realizację projektu. Modułowa konstrukcja elementu może wiązać się z wyższymi kosztami jednostkowymi, ale zmniejsza ryzyko związane z koniecznością przeprojektowania.
Czynniki wpływające na koszty w obróbce CNC na zamówienie dla robotyki
Czynniki wpływające na koszty w przypadku obróbki CNC na zamówienie dla robotyki obejmują materiał, rozmiar części, złożoność geometrii, poziom tolerancji, liczbę ustawień, jakość wykończenia powierzchni oraz wymagania dotyczące kontroli jakości.
Do głównych czynników wpływających na koszty należą:
- Długi czas obróbki spowodowany głębokimi kieszeniami lub dużym usuwaniem materiału
- Wąskie tolerancje wielu elementów
- Różne ustawienia umożliwiające dotarcie do różnych powierzchni
- Trudne mocowanie obrabianych elementów
- Duże obciążenie związane z kontrolami
- Dostępność materiałów
- Potrzeby w zakresie wykończenia
- Zmiany w projekcie między kolejnymi iteracjami
Niestandardowe części do robotów często są droższe, gdy projekt nie jest jeszcze dopracowany. Jeśli robot znajduje się wciąż w fazie testów, nabywcy powinni liczyć się z tym, że kolejne iteracje będą miały wpływ na koszty i harmonogram.
Wpływ masy części na wydajność robotów przemysłowych
Wpływ masy poszczególnych elementów na wydajność robotów przemysłowych wiąże się z masą poruszającą się. Cięższe ramiona, ogniwa, chwytaki i efektory końcowe mogą wpływać na przyspieszenie, wykorzystanie ładowności, zapotrzebowanie na energię oraz reakcję dynamiczną. Przedstawione badania potwierdzają zasadność stosowania materiałów takich jak aluminium i tworzywa sztuczne w przypadkach, gdzie wymagana jest lekka konstrukcja.
Zmniejszenie masy nie powinno powodować utraty niezbędnej sztywności. Lżejszy element łączący, który zbytnio się ugina, może obniżyć powtarzalność działania. Lżejszy palec chwytaka, który ulega zużyciu lub wygięciu, może powodować błędy w obsłudze. Celem projektowym nie jest wyłącznie minimalizacja masy. Chodzi o sensowne zmniejszenie masy bez utraty funkcjonalności.
Planowanie tolerancji: kiedy wartość ±0,015 mm może mieć znaczenie i kiedy należy zweryfikować wymagania
Tolerancja rzędu ±0,015 mm może mieć znaczenie w przypadku pasowań łożysk, precyzyjnych otworów, połączeń kół zębatych, wyrównania wałów oraz punktów odniesienia związanych z czujnikami. Może to mieć również znaczenie w przypadku, gdy kilka osi robota nakłada się na siebie, a niewielkie błędy mogą wpływać na końcowe położenie narzędzia lub chwytaka.
Przed zastosowaniem tego poziomu tolerancji należy go zweryfikować. Podana wartość pochodzi z jednego źródła, dlatego nie należy jej traktować jako domyślnego standardu. Należy sprawdzić, czy dana cecha rzeczywiście wpływa na ruch, czy materiał i geometria pozwalają na zachowanie tej tolerancji oraz czy można to potwierdzić w trakcie kontroli.
W przypadku mniej istotnych elementów taki poziom kontroli może nie być konieczny. Otwory przelotowe, wgłębienia odciążające, osłony i powierzchnie niepowołujące często mogą podlegać mniej rygorystycznym wymaganiom, o ile nie mają one wpływu na montaż ani ruch.
Tabela: Czynniki związane z kosztami, tolerancjami, materiałami, przygotowaniem, kontrolą jakości i iteracjami
| Czynnik | Co zwiększa poziom trudności | Co należy sprawdzić |
|---|---|---|
| Koszt | Złożona geometria, wąskie tolerancje, trudny materiał, dodatkowe obróbki wykończeniowe | Które funkcje mają naprawdę kluczowe znaczenie |
| Tolerancja | Cienkie ścianki, różne konfiguracje, długie narzędzia, niestabilny materiał | Schemat danych i dostęp do kontroli |
| Materiał | Docelowa masa, wymagania dotyczące obciążenia, obrabialność, dostępność | Przydatność do obróbki i montażu |
| Konfiguracja | Elementy o wielu ścianach, kształty trudne do zamocowania | Uchwytowanie przedmiotu obrabianego i sekwencja operacji |
| Kontrola | Ukryte otwory, głębokie kieszenie, wiele wymiarów krytycznych | Metoda pomiaru i kryteria akceptacji |
| Iteracja | Częste zmiany w projekcie, niejasne wymagania | Plan prototypu i kontrola zmian |
Tabela ta może posłużyć podczas przeglądu projektu przed przekazaniem rysunków lub plików CAD do obróbki.
Zastosowania i przykłady wykorzystania elementów robotów obrabianych metodą CNC
Elementy robotów obrabiane metodą CNC znajdują zastosowanie w różnych typach robotów, w tym w robotach przemysłowych, robotach współpracujących, niestandardowych systemach automatyki, systemach chwytaków, systemach kontrolnych oraz robotach mobilnych i rolniczych. Cechą wspólną wszystkich tych rozwiązań jest sterowanie mechaniczne: części muszą do siebie pasować, poruszać się i powtarzać ruchy w określonych warunkach.
Na podstawie IFR World Robotics 2025 Według raportu, w 2024 r. liczba zainstalowanych na całym świecie robotów przemysłowych osiągnęła 542 000 sztuk, co stanowi ponad dwukrotny wzrost w porównaniu z sytuacją sprzed dziesięciu lat, a roczna liczba instalacji przekroczyła 500 000 sztuk już czwarty rok z rzędu. Zastosowanie robotów wykracza daleko poza tradycyjne sektory motoryzacyjny i lotniczy – wśród rozwijających się obszarów zastosowań, które obecnie napędzają popyt na precyzyjnie obrabiane komponenty do robotów, znajdują się przetwórstwo spożywcze, rolnictwo i elektronika.
Przemysłowe ramiona robotów, przeguby, przekładnie i obudowy konstrukcyjne
W ramionach robotów przemysłowych stosuje się elementy obrabiane metodą CNC tam, gdzie istotne znaczenie mają wytrzymałość, powtarzalność i dopasowanie podczas montażu. Obróbce mogą podlegać ogniwa ramion, obudowy przegubów, koła zębate, wały, wsporniki oraz płyty montażowe.
Obudowy konstrukcyjne chronią silniki, przekładnie, łożyska i czujniki, a jednocześnie zapewniają ich odpowiednie osadzenie. Ponieważ obudowy często łączą zewnętrzne powierzchnie montażowe z wewnętrznymi wnękami, wymagają one starannej kontroli punktów odniesienia. Jeśli obudowa jest nieprawidłowa, wiele innych części może się wprawdzie zmieścić podczas montażu, ale połączenie może nie działać prawidłowo.
Wyzwania związane z produkcją podzespołów robotów współpracujących
Wyzwania związane z produkcją elementów robotów współpracujących często dotyczą kompaktowej konstrukcji, gładkich kształtów zewnętrznych, lekkich konstrukcji oraz wysokiej spójności montażu. W robotach współpracujących często występują ciasne obudowy wokół przegubów, czujników i okablowania. Może to utrudniać dostęp narzędzi oraz kontrolę jakości.
W przypadku kobotów większy nacisk kładzie się również na kontrolowany ruch i niezawodne wykrywanie. Już na wczesnym etapie projektowania należy uwzględnić mocowania czujników, prowadzenie kabli oraz ustawienie przegubów. Nawet niewielka zmiana w procesie obróbki w pobliżu czujnika lub przegubu może wpłynąć na kalibrację lub montaż.
Robotyka CNC w przemyśle motoryzacyjnym, lotniczym, przetwórstwie spożywczym i rolnictwie
Robotyka CNC znajduje zastosowanie w wielu gałęziach przemysłu. Branża motoryzacyjna i lotnicza to tradycyjni użytkownicy precyzyjnej obróbki skrawaniem i automatyzacji. W przemyśle spożywczym robotyka może być wykorzystywana do krojenia, przenoszenia lub pakowania produktów, gdzie istotne znaczenie mają higiena i powtarzalność ruchów. W rolnictwie systemy robotyczne mogą być wykorzystywane do sadzenia, zbiorów, zadań związanych z przenoszeniem produktów oraz zautomatyzowanych procesów załadunku i rozładunku.
Z punktu widzenia nabywców branża nie zmienia podstawowych kryteriów oceny wykonalności. Geometria, materiał, tolerancja, wykończenie powierzchni i kontrola nadal decydują o tym, czy dana część może zostać pomyślnie obrobiona. Zmienia się natomiast środowisko operacyjne oraz nakład pracy związany z walidacją.
Notatki dotyczące studium przypadku: chwytaki elektryczne, robotyka rojowa, frezowanie z wykorzystaniem robotów oraz elementy ramion robotycznych
Kilka wątków poruszonych w przedstawionych badaniach może okazać się przydatnych przy podejmowaniu decyzji.
Chwytaki elektryczne pokazują, w jaki sposób programowalne systemy manipulacyjne doskonale sprawdzają się w automatyzacji powtarzalnych zadań, takich jak załadunek, oraz ograniczają zapotrzebowanie na niestandardowe osprzęt chwytakowy w operacjach CNC charakteryzujących się dużą różnorodnością produktów. Umożliwia to szybszą zmianę konfiguracji w przypadku zmiennych rozmiarów części, co sprawia, że rozwiązanie to idealnie nadaje się do wykorzystania robotów w obsłudze maszyn.
Robotyka rojowa pokazuje, w jaki sposób wiele robotów może wspierać zadania montażowe lub logistyczne na dużą skalę dzięki skoordynowanemu działaniu. Jej zaletami są skalowalność i nadmiarowość, jednak elementy mechaniczne nadal wymagają powtarzalnych interfejsów i niezawodnego montażu.
Frezowanie z wykorzystaniem robotów pokazuje, że roboty przegubowe mogą wykonywać ciągłe operacje frezowania, kontroli oraz usprawnione czynności związane z obsługą maszyn w przypadku niektórych zadań o dużej wydajności lub na dużą skalę. Ograniczeniem jest sztywność i precyzja w porównaniu z tradycyjnymi maszynami CNC.
Obróbka CNC elementów ramion robotów umożliwia szybkie tworzenie prototypów oraz produkcję ramion, przegubów, kół zębatych i obudów z materiałów takich jak stal, aluminium i tworzywa sztuczne. Ostateczna decyzja nadal zależy od geometrii, obciążenia, tolerancji i kontroli jakości.
Przewodnik decyzyjny: Jak ocenić obróbkę CNC w robotyce
Ocena obróbki CNC w robotyce powinna zaczynać się od funkcji robota, a nie od procesu produkcyjnego. Element należy przeanalizować pod kątem obciążenia ruchowego, wymaganych tolerancji, doboru materiału, wykończenia powierzchni, możliwości dostawcy oraz planu kontroli.
Obróbka CNC sprawdza się najlepiej, gdy od części wymaga się precyzji, wytrzymałości, powtarzalności montażu lub szybkiego wprowadzania zmian bez konieczności stosowania specjalistycznego oprzyrządowania. Może być mniej odpowiednia, gdy geometria części uniemożliwia dostęp narzędzi skrawających, gdy wymagane tolerancje są nierealne lub gdy projekt nie został sprawdzony pod kątem mocowania i kontroli jakości.
Kiedy w systemach robotycznych potrzebne są koła zębate na zamówienie
Gdy w systemach robotycznych potrzebne są koła zębate wykonane na zamówienie, wynika to zazwyczaj z konieczności zastosowania ich w pakowaniu, sterowaniu ruchem, przenoszeniu momentu obrotowego lub integracji z niestandardowym wałem lub obudową. Standardowe koła zębate mogą nie pasować do dostępnej przestrzeni lub układu montażowego.
Należy rozważyć zastosowanie kół zębatych wykonanych na zamówienie, gdy:
- Przegub robota wymaga określonego układu przekładni
- Dostępny budżet jest ograniczony
- Wał, otwór lub piasta nie są zgodne z normą
- Wyrównanie przekładni musi być dostosowane do niestandardowej obudowy
- Testowanie prototypów wymaga szybkich zmian w projekcie
Przed zatwierdzeniem należy sprawdzić nie tylko przekładnię, ale także wał współpracujący, łożyska, obudowę oraz plan kontroli.
Co powinni sprawdzić nabywcy przed zatwierdzeniem części do robota wykonanej metodą obróbki CNC?
Przed zatwierdzeniem nabywcy powinni upewnić się, że dostawca produkował już podobne części, jest w stanie skontrolować kluczowe punkty odniesienia i cechy za pomocą odpowiedniego sprzętu oraz potrafi powiązać kontrole międzyoperacyjne z weryfikacją końcową. Należy przeanalizować system kontroli zmian, identyfikowalność materiałów i procesów, kolejność montażu wkładek oraz obróbki powierzchniowej, a także sprawdzić, czy wyniki kontroli pierwszego egzemplarza odzwierciedlają tę samą strategię punktów odniesienia, która jest stosowana podczas montażu. Zatwierdzenie powinno opierać się na udowodnionej zdolności do spójnej obróbki i kontroli wybranej geometrii oraz materiału, a nie wyłącznie na nominalnej ofercie cenowej.
Do najważniejszych kontroli należą:
- Najważniejsze cechy są wyraźnie zaznaczone
- Tolerancje są przypisywane według funkcji
- Schemat układu odniesienia jest zgodny z zastosowaniem w montażu
- Materiał jest dostosowany do obciążenia, masy oraz wymagań obróbki
- Wykończenie powierzchni określa się w miejscach, w których ma ono wpływ na ruch lub osadzenie
- Mocowania czujników i cechy połączeń odnoszą się do tych samych numerów katalogowych
- Metoda kontroli jest jasna
- Wprowadzono system kontroli zmian dla prototypów
Nabywca powinien również sprawdzić, czy dana część jest prototypem, częścią przejściową, czy też elementem seryjnym. Każdy z tych etapów wiąże się z innym ryzykiem.
Kiedy obróbka CNC sprawdza się najlepiej w przypadku prototypów robotów i małych serii?
Obróbka CNC często doskonale sprawdza się w przypadku prototypów i małych serii, ponieważ pozwala na zmianę geometrii bez konieczności stosowania stałych przyrządów, jednak przejście do produkcji seryjnej zazwyczaj zmienia tę decyzję. Wraz ze wzrostem wielkości produkcji zespoły powinny zweryfikować terminy zatwierdzenia projektu, przeprojektować osprzęt oraz zapewnić mniejszym producentom dostęp do technologii CNC poprzez racjonalizację tolerancji i planowanie powtarzalnych kontroli, a także rozważyć, czy w przypadku elementów o mniejszym znaczeniu inny proces nie okaże się bardziej ekonomiczny. Prototypowa część, którą technicznie można obrobić, niekoniecznie jest automatycznie właściwym rozwiązaniem produkcyjnym.
Jest to szczególnie przydatne w przypadku ramion produkowanych na zamówienie, palców chwytaków, uchwytów czujników, obudów przegubów oraz kół zębatych. W przypadku elementów produkowanych w bardzo dużych ilościach może to być mniej efektywne, jeśli po ustabilizowaniu projektu inny proces pozwala spełnić te same wymagania dotyczące tolerancji i materiału.
Przed wprowadzeniem produktu na rynek należy porównać obróbkę CNC z alternatywnymi metodami. Należy stosować druk 3D do szybkiego tworzenia prototypów lub skomplikowanych elementów poddawanych niewielkim obciążeniom, odlewanie lub formowanie, gdy wielkość produkcji uzasadnia zakup oprzyrządowania, obróbkę blachy do produkcji osłon i pokryw, a także standardowe elementy katalogowe, gdy łożyska, przekładnie, szyny lub profile już spełniają wymagania dotyczące połączeń i obciążeń. Należy wybrać obróbkę na zamówienie, gdy część musi zapewniać precyzyjne wyrównanie, dopasowanie łożysk, sztywność lub gabaryty, których nie są w stanie spełnić części standardowe.
W przypadku prototypów najważniejszym etapem jest zebranie opinii. Jeśli obrabiane połączenie zacina się lub palec chwytaka ulega zużyciu, kolejna wersja powinna uwzględniać aktualizację modelu CAD, planu tolerancji lub doboru materiału.
Macierz decyzyjna: materiał, tolerancja, obciążenie ruchowe, wykończenie powierzchni, możliwości dostawcy, plan kontroli
| Obszar decyzyjny | Zastosuj obróbkę CNC, gdy | Należy dokładnie sprawdzić, kiedy |
|---|---|---|
| Materiał | Stal, aluminium lub tworzywa sztuczne są dostosowane do rodzaju ładunku i wymagań obróbki | Ciężar, zużycie lub duże obciążenie powodują przekroczenie granic wytrzymałości materiału |
| Tolerancja | Kluczowe cechy wymagają precyzyjnego dopasowania i powtarzalności | W przypadku elementów niekrytycznych stosuje się wąskie tolerancje |
| Obciążenie ruchowe | Element ten służy do mocowania łożysk, kół zębatych, wałów lub chwytaków | Cienkie ścianki lub wgłębienia zmniejszają sztywność |
| Wykończenie powierzchni | Powierzchnie styku, siedzeń lub obracające się wymagają odpowiedniego wykończenia | Wykończenie ma charakter wyłącznie estetyczny, ale podnosi koszt |
| Możliwości dostawcy | Proces może obejmować geometrię, konfigurację i kontrolę jakości | Część wymaga wielu ustawień lub posiada cechy trudne do zmierzenia |
| Plan inspekcji | Wymiary krytyczne są mierzalne | Ukryte cechy lub niejasne punkty odniesienia stwarzają ryzyko związane z odbiorem |
| Iteracja | Przewiduje się wprowadzenie zmian konstrukcyjnych | Zmiany są częste, ale wymagania są niejasne |
Krótko mówiąc, obróbka CNC w robotyce stanowi doskonałe rozwiązanie, gdy element musi zapewniać kontrolę ruchu, dopasowanie lub powtarzalność. Należy jej unikać lub przeprojektować element, gdy dostęp do geometrii jest niemożliwy, element jest zbyt elastyczny, by zachować tolerancję, lub gdy wymagane tolerancje są bardziej rygorystyczne niż tego wymaga funkcja.
Najczęściej zadawane pytania
Które elementy robota są zazwyczaj obrabiane metodą CNC?
Obróbka CNC w robotyce służy do produkcji kluczowych elementów robotów, w tym ramion, łączników, przegubów, kół zębatych, obudów, palców chwytaków oraz uchwytów czujników. Te kluczowe elementy decydują o dopasowaniu mechanicznym, stabilności ruchu, wyrównaniu konstrukcyjnym oraz przenoszeniu obciążeń w zespołach robotycznych. Każde połączenie ruchome i montażowe wymaga precyzyjnej obróbki, aby zapewnić stałą powtarzalność i wydajność montażu. Wysokiej jakości elementy obrabiane mechanicznie wydłużają również żywotność i gwarantują niezawodne działanie zarówno w robotach przemysłowych, jak i współpracujących.
Jakie materiały najlepiej nadają się do produkcji lekkich części robotów?
Lekkie elementy aluminiowe są najczęściej wybierane do konstrukcji robotów, łącząc w sobie niską masę, sztywność oraz doskonałą obrabialność w przypadku elementów ruchomych. Stal sprawdza się w zastosowaniach wymagających przenoszenia dużych obciążeń i narażonych na duże zużycie, natomiast specjalistyczne tworzywa sztuczne są dobrym rozwiązaniem w przypadku osłon i wsporników robotów o niewielkim obciążeniu, pełniących funkcje niekonstrukcyjne. Dobór materiałów jest dostosowany do wymagań dotyczących ładowności, prędkości ruchu oraz warunków środowiskowych, co pozwala zoptymalizować ogólną wydajność robota. Właściwy dobór stopu pozwala uniknąć ugięć, zmęczenia materiału i zbędnej masy, które mogłyby obniżyć wydajność ruchową robota.
Jaka tolerancja jest wymagana w przypadku przegubów robotycznych?
W konstrukcjach robotów wymagania dotyczące tolerancji różnią się w zależności od funkcji przegubu, dopasowania łożyska, wyrównania przekładni oraz sumowania tolerancji montażowych. Precyzyjne przeguby robotów, obrabiane metodą CNC, podlegają rygorystycznej kontroli wymiarowej w celu zachowania dokładności pozycjonowania i płynności ruchu obrotowego. W zaawansowanej robotyce podaje się wartość referencyjną precyzji wynoszącą ±0,015 mm, choć musi ona zostać zweryfikowana pod kątem materiału, geometrii oraz możliwości dostawcy. Dobrze zaplanowane tolerancje zapobiegają niewspółosiowości, zużyciu i odchyleniom kalibracji w konstrukcjach robotów przegubowych.
W jaki sposób obróbka CNC wspiera roboty współpracujące?
Obróbka CNC pozwala na wytwarzanie kompaktowych obudów, uchwytów czujników, elementów chwytaków oraz łączników konstrukcyjnych zaprojektowanych specjalnie z myślą o układach robotów współpracujących. Precyzyjne dopasowanie wymiarowe i wysoka powtarzalność zapewniają bezpieczny, płynny ruch podczas interakcji człowiek–robot w środowiskach pracy. Proces ten umożliwia również szybkie prototypowanie i dostosowywanie produktów w małych seriach, co przyspiesza iterację projektowania kobotów oraz optymalizację konstrukcji. Niezawodna dokładność elementów gwarantuje długoterminową stabilność i szerokie zastosowanie nowoczesnych robotów współpracujących w przemyśle.
Części robotyczne na zamówienie czy gotowe?
Niestandardowe koła zębate do robotów są niezbędne, gdy standardowe części nie mieszczą się w kompaktowych obudowach, nie pasują do nietypowych rozmiarów wałów lub nie spełniają specjalistycznych wymagań dotyczących przenoszenia momentu obrotowego. Gotowe komponenty sprawdzają się w typowych konstrukcjach robotycznych, znacznie obniżając koszty produkcji i skracając czas realizacji projektów. Inżynierowie oceniają ograniczenia przestrzenne, wymagania dotyczące obciążenia oraz precyzję ustawienia, aby dokonać wyboru między częściami obrabianymi na zamówienie a gotowymi elementami. Właściwy dobór zapewnia równowagę między wydajnością, budżetem, czasem realizacji oraz przyszłą konserwacją w przypadku kompleksowych systemów automatyki robotycznej.
Referencje
https://www.asminternational.org