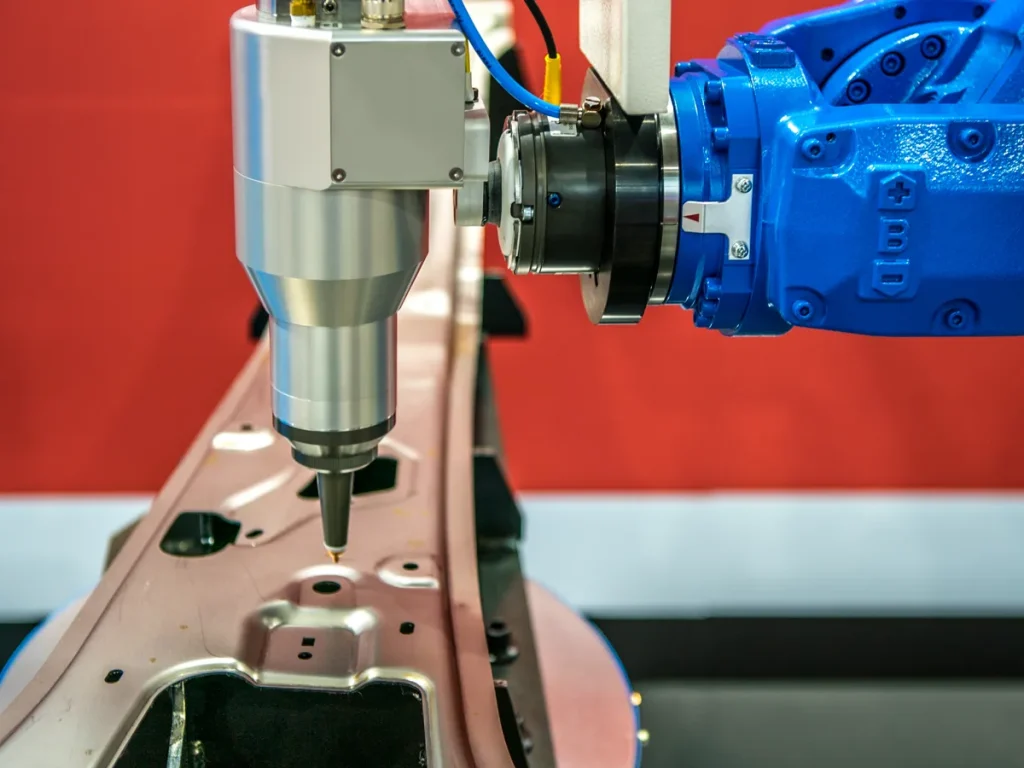
L'usinage CNC destiné à la robotique est utilisé lorsqu'une pièce de robot nécessite une géométrie contrôlée, un ajustement reproductible et une résistance du matériau qui peuvent être difficiles à obtenir avec des méthodes de fabrication moins précises.
Il est courant que les pièces clés de la machine, notamment les bras, les articulations, les engrenages, les carters, les pinces, les dispositifs de fixation et les supports de capteurs, soient concernées, car ces pièces ont une incidence sur le mouvement, la rigidité, l'alignement et les performances d'assemblage.
Pour les équipes d'ingénierie, la question principale n'est pas de savoir si l'usinage CNC permet de fabriquer une pièce. Il convient plutôt de se demander si la conception est adaptée à l'usinage compte tenu des tolérances, du matériau, du coût et des délais de fabrication requis. Une articulation robotisée comportant des logements de roulements, des interfaces d'engrenages, des supports de moteur et des emplacements de capteurs peut être techniquement usinable, mais sa conception peut néanmoins nécessiter des modifications pour permettre l'accès aux outils, le contrôle de la mise en place, l'inspection ou l'ajustement lors de l'assemblage.
Ce guide aborde les aspects pratiques liés à la prise de décision : dans quels cas l'usinage CNC est-il nécessaire, où peut-il présenter des risques, quels sont les matériaux couramment utilisés, et ce que les acheteurs doivent vérifier avant de valider un composant de robot usiné par CNC.
Qu'est-ce que l'usinage CNC dans le domaine de la robotique et pourquoi est-ce important ?
L'intégration de la CNC dans la production repose sur l'usinage CNC, un procédé de fabrication soustractif dans lequel un outil de coupe enlève de la matière d'une pièce à usiner selon des trajectoires d'outils programmées. En robotique, l'usinage CNC est utilisé pour fabriquer des pièces mécaniques qui doivent conserver leur forme malgré les mouvements, les charges et les assemblages répétés.
Le principal atout de l'usinage CNC dans le domaine de la robotique réside dans le contrôle. Les pièces de robotique nécessitent souvent des trous, des alésages, des poches, des fentes, des surfaces de montage et des interfaces rotatives pour s'aligner les unes par rapport aux autres. Si ces éléments se décalent, le robot risque de perdre en répétabilité, de générer un frottement excessif ou de transmettre la charge dans la mauvaise direction.
L'usinage CNC est particulièrement utile pour les prototypes et les petites séries, car les modifications de conception peuvent souvent être apportées via des mises à jour CAO/FAO plutôt que par la fabrication d'outillages spécifiques. Cela facilite le développement de robots sur mesure, pour lesquels la longueur du bras, la disposition des articulations, la conception de la pince ou la position des capteurs peuvent varier au cours des essais.
Quand l'usinage CNC est nécessaire pour les articulations robotiques
L'usinage CNC est généralement nécessaire pour les articulations robotiques lorsque la pièce contrôle la rotation, la position des roulements, l'alignement des moteurs, l'engrènement des engrenages ou le transfert de charge. Ces caractéristiques sont sensibles, car de petites erreurs peuvent se cumuler le long du bras du robot.
Une pièce d'assemblage peut nécessiter un usinage CNC lorsqu'elle comporte :
- Logements de roulements ou alésages d'arbres
- Surfaces de fixation du moteur et du réducteur
- Fonctionnalités d'alignement des engrenages
- Trous pour goupilles de centrage ou éléments de repérage de précision
- Surfaces de fixation des capteurs
- Des cavités structurelles qui réduisent le poids tout en garantissant la rigidité
- Faces d'accouplement permettant de contrôler la perpendicularité ou le parallélisme
La question essentielle est de savoir si l’élément d’assemblage influe sur la précision du mouvement ou s’il ne sert qu’à définir la structure générale. Un revêtement non critique peut permettre un contrôle moins strict. En revanche, un alésage de roulement ou une interface d’engrenage nécessite généralement un contrôle plus rigoureux, car il influe directement sur le mouvement.
Pourquoi la répétabilité est-elle importante dans l'usinage CNC pour la robotique ?
La répétabilité est la capacité d'un robot à revenir à la même position lorsqu'il reçoit la même commande. Les pièces usinées par CNC favorisent la répétabilité en garantissant la cohérence des interfaces mécaniques d'une pièce à l'autre.
L'importance de la répétabilité dans l'usinage CNC destiné à la robotique tient essentiellement à l'accumulation des tolérances. Un bras robotisé peut comporter plusieurs maillons, articulations, arbres, engrenages et boîtiers. Chaque pièce peut être conforme en soi, mais de légères variations peuvent s’accumuler au niveau de l’ensemble. Si ce cumul n’est pas maîtrisé, le centre de l’outil, la position de la pince ou le champ de vision du capteur peuvent se décaler.
La répétabilité a également une incidence sur l'entretien et le remplacement. Si un boîtier d'articulation usiné doit être remplacé ultérieurement, la nouvelle pièce doit s'adapter aux mêmes roulements, moteurs et éléments de fixation sans fausser l'alignement de l'ensemble. C'est pourquoi la planification des contrôles est tout aussi importante que l'usinage.
L'impact des tolérances serrées sur les performances de l'assemblage robotisé
Les tolérances serrées doivent être définies en fonction de la fonction et du type de contrôle, et non appliquées de manière uniforme. Les limites dimensionnelles ne suffisent pas à elles seules à contrôler les relations entre les éléments ; ainsi, les éléments de rotation et de positionnement peuvent nécessiter des contrôles de position, de faux-rond, de perpendicularité ou de planéité, plutôt que de simples cotes ±. Par exemple, les éléments de roulement et d’arbre dépendent de la coaxialité et du faux-rond, tandis que les faces de montage du moteur et du réducteur dépendent de la planéité et de la perpendicularité pour maintenir l’alignement sous la précharge de l’assemblage.
Une des sources citées indique que usinage CNC de précision peut respecter des tolérances d'environ ±0,015 mm pour les applications robotiques. Cette valeur doit être considérée comme un objectif spécifique au projet, et non comme une règle universelle. Elle doit être vérifiée en fonction du matériau, de la géométrie, de la configuration de la machine, de la méthode d'inspection et des capacités du fournisseur.
Des tolérances plus serrées entraînent souvent une augmentation des coûts et des délais de fabrication, car elles peuvent nécessiter un réglage plus minutieux, un usinage plus lent, des contrôles supplémentaires ou des opérations de finition supplémentaires. La décision doit être prise en fonction de la fonction. Il est judicieux de resserrer une tolérance lorsqu’elle permet de garantir la précision du mouvement, la durée de vie des roulements, le contact entre les engrenages ou l’alignement de l’assemblage. En revanche, cela n’est pas forcément justifié pour les caches esthétiques, les cavités de dégagement ou les surfaces non de positionnement.
Illustration : Carte annotée des composants d'un robot — Bras, articulations, engrenages, carters, pinces
Un schéma des composants d'un robot bien conçu devrait classer les pièces par fonction, et pas seulement par forme :
| Espace robotique | Caractéristiques typiques de l'usinage CNC | Pourquoi sont-ils importants ? |
|---|---|---|
| Bras et maillons | Poches, faces d'extrémité, trous de fixation, passages de câbles | Contrôler le poids, la rigidité et l'ajustement lors de l'assemblage |
| Articulations | Alésages de roulements, supports de moteur, interfaces de boîte de vitesses | Contrôle de la rotation, de l'alignement et de la répétabilité |
| Engrenages | Dents, moyeux, alésages, rainures de clavette ou repères de positionnement | Contrôle du transfert de couple et de la fluidité des mouvements |
| Boîtiers | Faces de montage, couvercles, poches intérieures | Protéger les composants et localiser les sous-ensembles |
| Pinces de préhension | Doigts, mâchoires, adaptateurs, plaques de fixation | Contrôle du contact des pièces et flexibilité de commutation |
| Supports de capteurs | Petits trous, faces de référence, supports | Champ de vision du capteur de contrôle et position de mesure |
Ce type de plan annoté aide les acheteurs à déterminer les éléments qui doivent faire l'objet d'une inspection et ceux pour lesquels les tolérances d'usinage standard suffisent.

Faisabilité : un composant robotique peut-il être usiné par commande numérique ?
La plupart des composants robotiques peuvent être usinés par commande numérique (CNC) si leur géométrie permet l'accès aux outils et si le matériau peut être usiné de manière stable. Les problèmes de faisabilité proviennent généralement de parois minces, de cavités profondes, de détails internes, d'angles intérieurs aigus, de longues sections non soutenues ou d'exigences de tolérance incompatibles avec la conception de la pièce.
Une pièce réalisable n'est pas seulement une pièce qui peut être usinée. Elle doit également pouvoir être maintenue solidement pendant l'usinage, contrôlée après l'usinage et assemblée sans qu'il soit nécessaire de forcer les pièces d'accouplement pour les mettre en place.
Considérations de conception pour les composants robotiques usinés par CNC
La conception d'opérations d'usinage robotisées et de composants robotiques usinés par CNC doit s'articuler en premier lieu autour de la fonction. Il convient d'identifier les surfaces qui contrôlent le mouvement, la charge, l'étanchéité, la fixation ou la détection. Celles-ci doivent constituer les repères principaux et les points de contrôle.
Parmi les vérifications importantes à effectuer lors de la conception, on peut citer :
- Les outils de coupe peuvent-ils atteindre toutes les caractéristiques ?
- Si les angles intérieurs permettent d'utiliser un rayon d'outil réaliste
- Les parois minces peuvent-elles se déformer pendant l'usinage ?
- Que ce soit les poches profondes qui provoquent des vibrations ou une mauvaise évacuation des copeaux
- S'il est possible de percer des trous à partir de directions accessibles
- Si les cotes de tolérance sont liées à des repères fonctionnels
- Si la pièce peut être serrée sans endommager les surfaces critiques
Les concepteurs doivent éviter de définir des tolérances trop strictes pour chaque élément. Les tolérances strictes doivent être réservées aux interfaces qui ont une incidence sur le mouvement, l'alignement ou l'assemblage. Cela facilite la fabrication et le contrôle de la pièce.
Comment les caractéristiques de fixation des capteurs influencent l'usinage de pièces par des robots
Les supports de capteurs peuvent compliquer l'usinage, car ils combinent souvent de petits alésages, des surfaces de précision et un accès restreint. Les caméras, les codeurs, les capteurs de proximité et les capteurs de force peuvent nécessiter un positionnement contrôlé par rapport à l'articulation, au préhenseur ou à l'effecteur terminal.
L'impact des caractéristiques de montage des capteurs sur l'usinage des pièces par des robots dépend de leur emplacement et de leur tolérance. La fixation d'un capteur sur une face ouverte peut s'avérer simple. En revanche, un logement de capteur situé à l'intérieur d'un boîtier d'articulation peut nécessiter des outils plus longs, plusieurs réglages ou un accès spécial pour l'inspection.
Le principal risque réside dans le décalage des repères. Si le support du capteur est usiné selon un certain réglage, mais que l'alésage d'assemblage est usiné selon un autre, la position relative peut varier, à moins que le plan de réglage ne contrôle ces deux éléments. Pour les robots pilotés par capteurs, cela peut entraîner des problèmes d'étalonnage, même si chaque élément respecté individuellement respecte sa propre tolérance dimensionnelle.
Les défis liés à l'usinage des composants légers des bras de robot
Les bras de robot légers permettent de réduire la masse en mouvement, mais leur usinage peut s'avérer difficile. Les difficultés liées à l'usinage des composants des bras de robot légers proviennent souvent de la finesse des parois, des grandes portées et des cavités destinées à alléger la structure.
Les sections minces peuvent vibrer pendant la découpe. Les liaisons longues peuvent être difficiles à maintenir sans déformation. Les grandes cavités peuvent réduire la rigidité, ce qui peut entraîner un déplacement de la pièce pendant l'usinage ou ultérieurement sous charge. Ces problèmes peuvent affecter la planéité, la position des alésages et l'alignement des faces d'accouplement.
Une approche pratique en matière de conception consiste à alléger la pièce uniquement là où cela n'affaiblit pas les chemins de charge critiques. Les concepteurs doivent également se demander si la pièce peut être usinée selon une séquence stable. Si la géométrie finale devient trop flexible avant que toutes les caractéristiques critiques ne soient achevées, le contrôle des tolérances s'en trouve compliqué, ce qui limite la capacité des machines à fonctionner en continu.
Liste de contrôle : Évaluation de la faisabilité de l'usinage CNC en termes de géométrie, d'accès, de matériau et d'ajustement lors de l'assemblage
| Zone de révision | Ce qu'il faut vérifier | Risque décisionnel |
|---|---|---|
| Géométrie | Parois minces, cavités profondes, angles intérieurs aigus, éléments cachés | Problèmes d'accès à l'outil ou de déviation |
| Maintien de la main d'œuvre | Faces de serrage planes, pièce stable, séquence de réglage | Déplacement ou déformation d'une pièce |
| Matériau | Usinabilité, exigences en matière de résistance, objectif de poids | Finition de surface médiocre ou masse excessive |
| Tolérance | Références fonctionnelles, jeux d'appui, alignement des engrenages, position des capteurs | Décalage ou charge de travail importante liée aux contrôles |
| Ajustement à l'assemblage | Surfaces d'assemblage, éléments de fixation, chevilles, chemins de câbles | Retouches pendant le montage |
| L'inspection | Accès pour la mesure, dimensions critiques définies | Fonctionnalités essentielles non vérifiées |
| Itération | Modifications prévues de la conception à l'issue des essais | Coût plus élevé si la conception n'est pas modulaire |
Cette liste de contrôle doit être remplie avant l'établissement du devis ou la validation de la production, en particulier pour les joints, les bras et les boîtiers de précision.
Fonctionnement de l'usinage CNC pour les pièces de robots
L'usinage CNC des pièces de robot commence par la géométrie CAO. Un logiciel de FAO convertit la conception en parcours d'outils. Ces parcours d'outils sont ensuite convertis en instructions pour la machine, souvent désignées sous le nom de « code G ». La machine usine alors la pièce, après quoi un contrôle permet de vérifier si celle-ci respecte les cotes requises.
En robotique, le processus doit inclure un retour d'information sur l'assemblage. Si une articulation se bloque, si un engrenage présente un mauvais contact ou si un capteur nécessite un ajustement d'étalonnage, ce retour d'information doit être relié au modèle CAO et au plan de tolérances.
Comparaison entre le tournage et le fraisage à commande numérique pour les pièces de robots
Une comparaison entre Tournage CNC L'usinage par fraisage des pièces de robot commence par la forme de la pièce. Le tournage est utilisé pour les pièces qui tournent autour d'un axe pendant l'usinage. Le fraisage est utilisé pour les pièces prismatiques, en forme de plaque, à poches ou à plusieurs faces.
| Processus | Pièces courantes de robotique | Meilleure adéquation | Limites principales |
|---|---|---|---|
| Tournage CNC | Arbres, bagues, entretoises, moyeux ronds | Éléments ronds ou axisymétriques | Moins adapté aux poches extérieures complexes |
| Fraisage CNC | Raccords, boîtiers, doigts de préhension, supports, plaques d'articulation | Faces planes, poches, fentes, schémas de perçage | L'accès aux outils et le nombre de configurations peuvent limiter la géométrie |
| Tournage et fraisage combinés | Moyeux à engrenages, arbres d'accouplement avec méplats ou alésages | Pièces présentant à la fois des éléments ronds et des éléments fraisés | Il faut mieux planifier les repères et les contrôles |
La classe de machine doit être déterminée en fonction de l'ensemble des caractéristiques, et non pas uniquement en fonction du nom de la pièce. Les pièces prismatiques simples peuvent convenir à l’usinage 3 axes ; l’usinage 4 axes indexé permet de réduire les changements de serrage pour les caractéristiques multi-faces ; et l’usinage 5 axes se justifie souvent lorsque des faces composées, des alésages inclinés ou des caractéristiques difficiles d’accès doivent rester liés à la même structure de référence. Chaque réglage supplémentaire augmente le risque de décalage de position ; les acheteurs doivent donc se demander si les caractéristiques critiques peuvent être usinées et contrôlées à partir d’un seul serrage ou grâce à des transferts de repères contrôlés.
Souvent, il ne s'agit pas de choisir entre l'un ou l'autre procédé. De nombreuses pièces robotiques nécessitent à la fois des opérations de tournage et de fraisage. L'essentiel est de définir les caractéristiques qui déterminent l'alignement et de veiller à ce que celles-ci soient toujours rattachées à un plan de référence clair.
Comment les engrenages sur mesure améliorent le contrôle des mouvements robotiques
On a recours à des engrenages sur mesure lorsque les engrenages standard ne répondent pas aux exigences du robot en matière d'encombrement, de mouvement, de charge ou d'intégration. La manière dont les engrenages sur mesure améliorent le contrôle des mouvements robotiques dépend du rôle qu'ils jouent dans la transmission du couple et la réponse positionnelle.
Un engrenage sur mesure peut s'avérer nécessaire lorsque l'articulation d'un robot présente un encombrement réduit, un diamètre d'arbre non standard, un schéma de montage particulier ou un rapport de transmission spécifique qui ne correspond à aucune pièce disponible dans le commerce. L'usinage CNC permet de développer des engrenages sur mesure, en particulier pour les prototypes et les petites séries pour lesquels l'utilisation d'un outillage dédié n'est pas toujours envisageable.
Le principal risque lié à la conception ne réside pas uniquement dans la géométrie des dents. L'alignement de l'alésage de l'engrenage, la géométrie du moyeu, les faces de montage et les pièces d'accouplement ont également une incidence sur le mouvement. Un engrenage bien usiné peut tout de même présenter de mauvaises performances si la disposition du carter, de l'arbre ou des roulements entraîne un désalignement.
Comment les pinces électriques favorisent la flexibilité des configurations robot-CNC
Les pinces électriques permettent des configurations flexibles de robots CNC, car elles peuvent être programmées pour s'adapter à différentes tailles de pièces et automatiser entièrement les flux de travail courants des machines, tout en effectuant des tâches de chargement et de déchargement. Cela s'avère particulièrement utile lorsqu'une cellule d'usinage traite des pièces variées plutôt qu'un seul produit fixe.
Dans les opérations d'usinage standard et les opérations CNC, les pinces électriques sont souvent comparées aux pinces pneumatiques, car leur programmabilité permet de réduire le recours à des outillages sur mesure. Cet aspect est important dans l'usinage à grande diversité de pièces, où les changements fréquents de pièces peuvent allonger le temps de réglage.
Du point de vue de la conception des pièces, les préhenseurs imposent leurs propres contraintes d'usinage. Les doigts de préhension, les plaques d'adaptation et les blocs de montage peuvent nécessiter un usinage CNC afin de s'adapter à la forme de la pièce à usiner et à l'interface du robot. Il convient de vérifier l'état de surface des zones de contact, l'accès aux éléments de fixation et la répétabilité du positionnement de ces pièces.
Schéma du processus : CAO/FAO, code G, usinage, contrôle, retour d'information sur l'assemblage
Un schéma de processus pratique pour les pièces de robot devrait comporter cinq étapes enchaînées :
- Analyse du modèle CAO et de ses fonctionnalités : les interfaces critiques sont identifiées, notamment les articulations, les roulements, les engrenages, les capteurs et les surfaces de fixation.
- Programmation FAO et génération de code G : les parcours d'outils sont créés en fonction du matériau, de la géométrie, de la configuration et de l'état de surface requis.
- Contrôle de l'usinage et du réglage La pièce est usinée tout en contrôlant le serrage, l'accès à l'outil et l'ordre d'usinage des caractéristiques.
- Inspection : les cotes critiques sont mesurées par rapport au dessin ou à la définition basée sur un modèle.
- Retour d'expérience sur l'assemblage : les résultats concernant l'ajustement, le mouvement et l'alignement sont examinés avant la conception suivante ou le prochain cycle de production.
Cette boucle est importante car les composants robotiques changent souvent après les essais de mouvement.
Matériaux pour bras robotiques, bielles, articulations et boîtiers
Le choix du matériau influe sur le poids, la rigidité, le comportement à l'usinage, l'état de surface et le coût. Les recherches présentées identifient l'acier, l'aluminium et les plastiques comme des matériaux couramment utilisés pour les pièces de robots usinées par CNC. Chaque groupe de matériaux répond à des besoins mécaniques différents.
L'aluminium est souvent privilégié pour les structures légères. L'acier peut être utilisé lorsque des résistances plus élevées aux charges ou à l'usure sont requises. Les plastiques peuvent être utilisés pour les capots, les pièces soumises à de faibles charges, les éléments isolants ou les composants pour lesquels le poids est un critère important, en fonction de l'environnement mécanique.
Les meilleurs matériaux pour les maillons de bras robotiques légers
Le choix des meilleurs matériaux pour les maillons de bras robotiques légers repose généralement sur un équilibre entre la masse, la rigidité, la résistance et l'usinabilité. L'aluminium est un choix courant pour les maillons de bras, car il permet de réduire le poids tout en conservant la possibilité d'usiner par CNC des cavités, des surfaces de montage et des réseaux de perçages.
Les plastiques peuvent également être envisagés pour les composants soumis à de faibles charges ou non structurels, lorsque le poids est un facteur déterminant. Leur utilisation doit être validée au regard des exigences en matière de charge, de chaleur, d'usure et de fixation. L'acier est moins intéressant pour les maillons légers lorsque la masse en mouvement constitue la principale contrainte, mais il peut néanmoins s'avérer nécessaire dans les zones compactes soumises à des charges élevées.
La décision doit être prise en fonction du mode de déplacement de l'articulation. Une articulation à long bras qui se déplace rapidement peut tirer avantage d'un poids réduit. Un élément d'articulation court soumis à des forces importantes peut nécessiter un matériau plus résistant ou plus rigide, même si cela augmente sa masse.
Choisir entre l'aluminium 6061 et l'aluminium 7075 pour les pièces de robots
Le choix du matériau dépend du cheminement des efforts, de l'environnement, du mode de fixation, des points d'usure et du plan de finition. Pour les pièces en aluminium, il convient d’examiner l’exposition à la corrosion, la sensibilité à la fatigue, la durabilité du filetage, la nécessité ou non d’insérer des inserts dans les trous filetés, le risque de contact galvanique avec des éléments de fixation en acier, ainsi que l’impact éventuel de l’anodisation ou d’autres finitions sur les caractéristiques critiques pour l’ajustement. Si la pièce est soumise à des charges de serrage répétées, à un contact glissant ou à des contraintes locales élevées au niveau des appuis, il convient de vérifier, avant la mise en service, que l’alliage et la finition sélectionnés sont adaptés à ces conditions d’utilisation.
D'après le ASM International, le choix ne doit pas se fonder uniquement sur la désignation de l'alliage. Les acheteurs doivent vérifier :
- Résistance et rigidité requises
- Charge prévue et cycle de mouvement
- Stabilité d'usinage des sections minces
- Exigences en matière de finition de surface
- Stratégie relative aux fixations et aux inserts
- Exigences en matière d'inspection des caractéristiques critiques
- Incidence sur la disponibilité et les délais de livraison
L'essentiel est que le choix de l'alliage permette à la fois un usinage optimal et des performances optimales du robot.
Avantages de l'aluminium 7075 pour les composants de bras robotiques : éléments à vérifier
Les composants de liaison en aluminium 7075, légers, offrent des avantages essentiels pour les éléments de bras robotiques utilisés dans des applications structurelles où le poids est un facteur déterminant. L'objectif de conception est de garantir la légèreté du bras tout en conservant une résistance suffisante pour assurer son mouvement et supporter les charges.
Avant de faire ce choix, les équipes doivent vérifier si cet avantage s'applique bien à la pièce en question. Un matériau plus résistant ne permet pas de pallier une géométrie inadéquate, des chemins de charge insuffisants ou des parois minces non renforcées. Cela peut également avoir une incidence sur la stratégie d'usinage, la finition, le contrôle qualité et l'approvisionnement.
La validation doit inclure une analyse des charges, une vérification de l'assemblage et des essais sur prototype lorsque le composant a une incidence sur la sécurité, la précision des mouvements ou la durée de vie. Cela est particulièrement important pour les bras articulés, les plaques d'articulation et les structures de préhension.
Limites de l'aluminium pour les composants de robots soumis à des charges élevées
L'aluminium présente certaines limites lorsqu'il est utilisé dans les composants de robots soumis à des charges élevées. Il n'est peut-être pas le meilleur choix lorsque la pièce est soumise à une charge concentrée, à des chocs répétés, à des contraintes élevées au niveau des roulements ou à une usure au niveau des surfaces de contact.
Les limites de l'aluminium pour les composants de robots soumis à des charges élevées apparaissent souvent au niveau des interfaces : sièges de roulements, supports d'arbres, fixations d'engrenages, trous filetés et points de contact des préhenseurs. La conception peut nécessiter l'utilisation d'inserts, des surfaces d'appui plus larges, une géométrie différente ou un autre matériau.
Si la pièce est soumise à des contraintes importantes, le choix du matériau doit être évalué en tenant compte de l'ensemble complet. Une pièce en aluminium isolée peut être conforme à son propre plan, mais le robot peut tout de même présenter une défaillance si l'ensemble des articulations n'est pas suffisamment rigide.

Avantages et limites de l'usinage CNC dans le domaine de la robotique
Dans l'industrie manufacturière moderne, l'usinage CNC offre aux ingénieurs un contrôle précis sur la géométrie, les caractéristiques de surface et le choix des matériaux. Il s'avère particulièrement utile pour la fabrication de pièces sur mesure, de prototypes et de composants de série, pour lesquels l'ajustement et la répétabilité sont essentiels.
Il convient également de tenir compte des limites de ce procédé. L'usinage CNC consistant à enlever de la matière, la géométrie de la pièce doit permettre l'accès à l'outil. Ce procédé peut s'avérer coûteux lorsque les pièces nécessitent de nombreux réglages, des tolérances serrées sur de nombreuses surfaces, des contrôles complexes ou l'utilisation de matériaux difficiles à usiner. Il ne dispense pas non plus d'une conception mécanique rigoureuse.
Usinage CNC ou fraisage robotisé : compromis entre précision, rigidité, flexibilité et coût
Le fraisage robotisé peut offrir une certaine flexibilité pour les travaux de grande envergure ou moins exigeants, permettant aux opérateurs de piloter des machines-outils sans intervention manuelle pour la production de pièces complexes. Ces caractéristiques dépendent de la rigidité, de la stabilité thermique et d'un contrôle prévisible des outils, que les machines CNC dédiées assurent généralement de manière plus fiable. Le choix du procédé doit se faire en fonction de la catégorie des caractéristiques critiques, et non sur la base d'une hypothèse générale concernant l'automatisation.
L'étude citée souligne une incertitude importante : les robots n'égalisent pas encore les machines à commande numérique (CNC) en termes de rigidité et de précision à l'échelle du micron, mais ils peuvent offrir un coût abordable, une grande adaptabilité et un bon rapport qualité-prix pour le prototypage ou les tâches moins exigeantes en matière de rigidité. Cela signifie que le fraisage robotisé doit être évalué au cas par cas, en fonction de la tâche à accomplir, et non considéré comme un substitut direct.
| Facteur | Usinage CNC | Fraisage robotisé |
|---|---|---|
| Besoin de précision | Meilleure adaptation aux fonctionnalités nécessitant un haut niveau de contrôle | Plus adapté aux tâches moins rigides ou à des travaux plus variés |
| Rigidité | Structure de la machine plus robuste | Une rigidité moindre dans de nombreuses configurations |
| Flexibilité | Valable pour la programmation et la mise en place des gabarits | Grande portée et grande flexibilité de parcours |
| Comportement en matière de coûts | La complexité de la mise en place et de l'usinage influe sur le coût | Peut permettre de réduire les coûts pour certaines tâches flexibles ou de grande envergure |
| Meilleure utilisation | Raccords, engrenages, carters, interfaces de précision | Tâches à grande échelle de fraisage, de parage et liées au contrôle qualité |
Pour les composants de robots qui contrôlent l'alignement des roulements ou l'engrènement des engrenages, l'usinage CNC traditionnel constitue souvent le point de départ le plus sûr.
Robots CNC reprogrammables et modulaires pour les petites séries et les pièces sur mesure
Les robots CNC reprogrammables et modulaires sont particulièrement efficaces pour automatiser l'alimentation des machines CNC et s'avèrent utiles lorsque la gamme de produits change fréquemment. Les études fournies établissent un lien entre ces systèmes et une réduction des temps d'arrêt, un moindre recours à l'outillage sur mesure et une réponse à la pénurie de main-d'œuvre qualifiée.
Dans le domaine de la fabrication de pièces pour la robotique, cela revêt une importance particulière pour la réalisation de prototypes et de petites séries. Un atelier peut être amené à usiner plusieurs versions d'un doigt de préhension, d'une plaque de liaison ou d'un boîtier alors que la conception du robot est encore en cours d'évolution. Les systèmes reprogrammables permettent de prendre en charge ce type d'itérations.
L'acheteur doit néanmoins vérifier si l'installation du fournisseur permet de respecter les tolérances requises. La flexibilité est utile, mais elle ne remplace pas la conception des gabarits, la planification des contrôles ni le contrôle des matériaux.
IA, apprentissage automatique et programmation CNC dans le cloud dans le domaine de la fabrication robotisée
L'intelligence artificielle et l'apprentissage automatique sont désormais utilisés dans la robotique CNC pour faciliter la prise de décision en temps réel, la maintenance prédictive, l'optimisation des processus et la programmation. La programmation CNC dans le cloud permet l'accès à distance, la collaboration, la sécurité des données et l'analyse des tendances de performance entre les différents sites.
Pour un acheteur, la valeur concrète ne réside pas dans le nom du logiciel. Elle réside dans la capacité de la programmation, des données d'inspection et du retour d'information sur les processus à réduire les erreurs et à améliorer la répétabilité. Par exemple, les données de tendance peuvent aider à détecter l'usure des outils, la dérive de la machine ou les changements de processus avant qu'ils n'affectent un lot de pièces fabriquées par robot.
Ces outils doivent être considérés comme des aides au processus. Ils ne dispensent pas de la nécessité de disposer de plans clairs, de repères contrôlés et de critères de contrôle bien définis.
Références recherchées : rapports sectoriels sur les tendances en matière d'automatisation robotique CNC
La robotique CNC est en train de transformer les processus de fabrication, et plusieurs affirmations concernant les tendances dans ce domaine nécessitent des données plus solides au niveau sectoriel avant de pouvoir être utilisées pour la planification des investissements. Les études fournies mettent en évidence une croissance dans les domaines de l'IA, de la programmation dans le cloud, des préhenseurs électriques, de la robotique en essaim et des applications au-delà des secteurs de l'automobile et de l'aérospatiale. Cependant, certains domaines ne disposent pas de taux d'adoption chiffrés ni de critères de référence en matière de performances.
C'est un élément important pour la prise de décision. Une équipe de conception peut s'appuyer sur ces tendances pour orienter sa planification future, mais elle doit éviter de partir du principe que tous les fournisseurs ou toutes les usines disposent des mêmes capacités d'automatisation. Avant d'opter pour une méthode d'automatisation, il convient de vérifier le processus réel, la méthode d'inspection et l'historique des tolérances pour des pièces similaires.
Pannes courantes, risques et problèmes de qualité
Les pièces de robot tombent souvent en panne au niveau des interfaces, et non au cœur d'une géométrie simple. Les alésages, les faces de montage, les éléments d'engrenage, les supports de capteurs, les éléments de fixation et les transitions vers des parois minces méritent une attention particulière.
Parmi les risques courants, on peut citer le désalignement, un mauvais état de surface, la déformation des pièces, l'accumulation des tolérances et l'usure au niveau des surfaces de contact. Bon nombre de ces risques peuvent être réduits en assurant la cohérence entre l'objectif de conception, la fabrication et le contrôle.
Quelles sont les causes du désalignement des composants des articulations des bras robotiques ?
Le désalignement des composants des articulations d'un bras robotisé résulte généralement d'une combinaison de facteurs liés à la conception, à l'usinage et à l'assemblage. Un alésage peut présenter un léger décalage. Une face de montage peut ne pas être suffisamment plane. Un réducteur ou un roulement peut être forcé en place par des éléments de fixation. De petites erreurs peuvent s'accumuler au niveau de l'articulation.
Parmi les causes courantes, on peut citer :
- Caractéristiques de référence qui ne correspondent pas à la fonction d'assemblage
- Plusieurs configurations sans contrôle suffisant de l'emplacement
- Alésages de roulements et supports de moteur usinés à partir de références différentes
- Coupes minces se déplaçant pendant l'usinage
- Trous de fixation utilisés comme repères de positionnement sans contrôle adéquat
- Caractéristiques de l'engrenage ou de l'arbre non alignées sur l'axe de l'articulation
Un désalignement peut se traduire par un grippage, une surchauffe, du bruit, une mauvaise répétabilité ou une usure irrégulière des engrenages.
Points de défaillance courants des composants des bras robotiques de précision
Les points de défaillance courants sur les composants des bras robotiques de précision comprennent les interfaces des articulations, les emplacements des fixations, les logements de roulements, les supports d'engrenages, les doigts de préhension et les supports de capteurs. Ces zones sont soumises à des charges, à des mouvements, à des contraintes d'assemblage ou à la sensibilité liée à l'étalonnage.
Les défaillances peuvent être d'ordre mécanique ou fonctionnel. Une pièce peut ne pas présenter de fissure, mais elle peut néanmoins présenter une défaillance en laissant un jeu trop important, en se désalignant ou en entraînant un décalage de position du robot. C'est pourquoi l'inspection doit se concentrer sur les caractéristiques qui affectent le mouvement et l'assemblage, et pas uniquement sur les défauts visibles.
Risques liés à une mauvaise finition de surface des pièces des articulations robotiques
La finition de surface doit être adaptée à la fonction de l'interface. Les sièges de roulements et les plans de positionnement nécessitent un comportement d'appui stable ; les éléments coulissants requièrent une finition adaptée au frottement et à l'usure ; les faces d'étanchéité doivent garantir un contact uniforme ; les zones de contact des dispositifs de préhension peuvent nécessiter une texture contrôlée pour assurer une bonne adhérence sans endommager la pièce ; enfin, les plans de montage des capteurs doivent éviter toute ondulation susceptible de fausser l'alignement ou la mesure. L'état de surface est donc une exigence liée aux performances de l'assemblage, et non pas seulement une question d'aspect esthétique.
Une mauvaise finition d'un logement de roulement, d'un élément d'arbre ou d'une surface d'accouplement peut modifier la répartition de la charge. Elle peut également donner l'impression que l'assemblage est trop serré ou trop lâche, même lorsque les cotes semblent correctes. Les exigences en matière de finition de surface doivent donc être définies en fonction de la fonction et clairement indiquées sur les plans et dans les cahiers des charges. Sur la base de ISO 1302, les exigences relatives à la texture de surface sont communiquées au moyen de symboles graphiques normalisés et d'indications textuelles figurant dans la documentation technique du produit ; sans cela, l'intention visée en matière de finition risque de ne pas être interprétée de manière cohérente entre les équipes de conception et d'usinage, ou entre un acheteur et un fournisseur.
Facteurs influençant les tolérances des pièces de robot usinées par CNC
Parmi les facteurs influençant la tolérance des pièces de robot usinées par CNC, on peut citer la géométrie, le matériau, l'accès à l'outil, le nombre de réglages, le serrage de la pièce, l'usure de l'outil, les effets thermiques et la méthode d'inspection. Les parois minces et les cavités profondes sont plus difficiles à serrer que les blocs compacts. Les réglages multiples peuvent accroître la variation entre les différentes caractéristiques.
Le choix du matériau a également son importance. Un matériau qui se déforme pendant l'usinage peut rendre plus difficile le contrôle des cotes finales. Une pièce difficile à inspecter peut présenter des risques cachés, même si le processus d'usinage est stable.
La définition des tolérances doit être axée sur la fonction. Si une tolérance de ±0,015 mm est envisagée, il convient de vérifier que la pièce nécessite effectivement ce niveau de contrôle et que le plan d'usinage et de contrôle permet de le garantir.
Facteurs de coût, de tolérance et de délai d'exécution
Le coût, la tolérance et le délai de fabrication sont étroitement liés. Une conception comportant de nombreuses caractéristiques très précises peut nécessiter davantage de réglages, des vitesses d'usinage plus lentes, des contrôles supplémentaires et davantage de vérifications. Une conception plus simple, avec des repères clairs, peut être usinée et contrôlée plus rapidement.
En robotique, la décision relative aux coûts doit tenir compte des itérations. Une pièce prototype peu coûteuse à usiner mais difficile à modifier peut ralentir le projet. Une conception modulaire des pièces peut certes coûter plus cher à l'unité, mais elle réduit le risque lié à une éventuelle refonte.
Facteurs de coût dans l'usinage CNC sur mesure pour la robotique
Les facteurs de coût dans l'usinage CNC sur mesure pour la robotique comprennent le matériau, la taille des pièces, la complexité géométrique, le niveau de tolérance, le nombre de réglages, l'état de surface et les exigences en matière de contrôle qualité.
Les principaux facteurs de coût sont les suivants :
- Durée d'usinage prolongée due à la présence de poches profondes ou à un enlèvement de matière important
- Tolérances serrées sur de nombreuses caractéristiques
- Plusieurs configurations pour atteindre différentes faces
- Prise en charge difficile des pièces
- Lourde charge administrative liée aux contrôles
- Disponibilité des matériaux
- Besoins en matière de finition
- Évolution de la conception d'une itération à l'autre
Les pièces de robot sur mesure coûtent souvent plus cher lorsque leur conception n'est pas encore au point. Si le robot en est encore au stade des essais, les acheteurs doivent s'attendre à ce que les itérations aient une incidence sur le coût et le calendrier.
L'influence du poids des pièces sur les performances des robots industriels
L'impact du poids des composants sur les performances des robots industriels est lié à la masse en mouvement. Des bras, des articulations, des préhenseurs et des effecteurs terminaux plus lourds peuvent influer sur l'accélération, l'utilisation de la charge utile, la consommation d'énergie et la réponse dynamique. Les recherches présentées ici plaident en faveur de l'utilisation de matériaux tels que l'aluminium et les plastiques lorsque la conception doit privilégier la légèreté.
La réduction du poids ne doit pas compromettre la rigidité nécessaire. Un maillon plus léger qui fléchit trop peut nuire à la répétabilité. Un doigt de préhension plus léger qui s'use ou se déforme peut entraîner des erreurs de manipulation. L'objectif de conception ne se limite pas à la réduction maximale du poids. Il s'agit d'une réduction utile du poids sans perte de fonctionnalité.
Planification des tolérances : quand une tolérance de ±0,015 mm peut faire la différence et quand vérifier les exigences
Une tolérance de l'ordre de ±0,015 mm peut avoir une incidence sur les ajustements des roulements, les alésages de précision, les interfaces d'engrenages, l'alignement des arbres et les repères liés aux capteurs. Elle peut également jouer un rôle lorsque plusieurs axes d'un robot s'empilent les uns sur les autres et que de petites erreurs peuvent affecter la position finale de l'outil ou du préhenseur.
Ce niveau de tolérance doit être vérifié avant d'être appliqué. La valeur indiquée provient d'une seule source ; elle ne doit donc pas être considérée comme une norme par défaut. Il convient de se demander si la caractéristique a réellement une incidence sur le mouvement, si le matériau et la géométrie permettent de respecter cette tolérance, et si un contrôle permet de le vérifier.
Les éléments moins critiques ne nécessitent pas forcément ce niveau de contrôle. Les trous de dégagement, les cavités d'allègement, les couvercles et les surfaces non de positionnement peuvent souvent faire l'objet d'exigences moins strictes s'ils n'ont pas d'incidence sur l'assemblage ou le mouvement.
Tableau : Facteurs liés au coût, à la tolérance, aux matériaux, à la mise en place, au contrôle et aux itérations
| Facteur | Qu'est-ce qui rend la tâche plus difficile ? | Ce qu'il faut vérifier |
|---|---|---|
| Coût | Géométrie complexe, tolérances serrées, matériau difficile à usiner, finition supplémentaire | Quelles sont les fonctionnalités vraiment essentielles ? |
| Tolérance | Parois minces, configurations multiples, outils longs, matériau instable | Schéma de données et accès à des fins de contrôle |
| Matériau | Poids cible, charge requise, usinabilité, disponibilité | Adaptation au mouvement et à l'assemblage |
| Mise en place | Formes à multiples facettes, difficiles à serrer | Fixation de la pièce et séquence des opérations |
| L'inspection | Alésages cachés, poches profondes, nombreuses cotes critiques | Méthode de mesure et critères d'acceptation |
| Itération | Modifications fréquentes de la conception, cahier des charges peu clair | Plan de prototypage et contrôle des révisions |
Ce tableau peut être utilisé lors de la revue de conception avant la validation des plans ou des fichiers CAO en vue de l'usinage.
Applications et cas d'utilisation des composants robotiques usinés par commande numérique
Les composants robotiques usinés par CNC sont utilisés dans différents types de robots, notamment les robots industriels, les robots collaboratifs, les systèmes d'automatisation sur mesure, les systèmes de préhension, les systèmes d'inspection, ainsi que les robots mobiles ou agricoles. Leur point commun réside dans le contrôle mécanique : les pièces doivent s'emboîter, se déplacer et répéter leurs mouvements dans des conditions définies.
D'après le IFR World Robotics 2025 Selon ce rapport, les installations mondiales de robots industriels ont atteint 542 000 unités en 2024, soit plus du double du chiffre enregistré il y a dix ans, les installations annuelles dépassant les 500 000 unités pour la quatrième année consécutive. Leur adoption s'étend bien au-delà des secteurs traditionnels de l'automobile et de l'aérospatiale ; l'agroalimentaire, l'agriculture et l'électronique comptent désormais parmi les domaines d'application en pleine expansion qui stimulent la demande en composants robotiques usinés avec précision.
Bras de robots industriels, articulations, engrenages et boîtiers structurels
Les bras de robots industriels utilisent des composants usinés par commande numérique (CNC) lorsque la résistance, la répétabilité et l'ajustement lors de l'assemblage sont essentiels. Les maillons du bras, les boîtiers d'articulation, les engrenages, les arbres, les supports et les plaques de fixation peuvent tous être usinés.
Les carters structurels protègent les moteurs, les engrenages, les roulements et les capteurs, tout en assurant leur positionnement. Comme ces carters combinent souvent des surfaces de montage externes et des logements internes, ils nécessitent un contrôle minutieux des repères. Si le carter n'est pas conforme, de nombreuses autres pièces pourront certes s'assembler, mais l'ensemble risque de ne pas fonctionner correctement.
Les défis liés à la fabrication des composants des robots collaboratifs
Les défis liés à la fabrication des composants des robots collaboratifs concernent souvent la compacité de la conception, la fluidité des formes extérieures, la légèreté des structures et la grande homogénéité de l'assemblage. Les cobots peuvent présenter un agencement très serré au niveau des articulations, des capteurs et du câblage, ce qui peut compliquer l'accès des outils et les opérations d'inspection.
Les cobots accordent également une plus grande importance au contrôle des mouvements et à la fiabilité des capteurs. Le positionnement des capteurs, le cheminement des câbles et l'alignement des articulations doivent être pris en compte dès les premières étapes de la conception. Une modification mineure de l'usinage à proximité d'un capteur ou d'une articulation peut avoir une incidence sur l'étalonnage ou l'assemblage.
La robotique CNC dans les secteurs de l'automobile, de l'aérospatiale, de l'agroalimentaire et de l'agriculture
La robotique CNC est présente dans plusieurs secteurs d'activité. L'automobile et l'aérospatiale sont des secteurs traditionnellement adeptes de l'usinage de précision et de l'automatisation. L'industrie agroalimentaire peut recourir à la robotique pour le tranchage, la manutention ou le conditionnement, là où l'hygiène et la répétabilité des mouvements sont essentielles. L'agriculture peut quant à elle utiliser des systèmes robotiques pour la plantation, la récolte, les tâches de manutention ainsi que pour automatiser les processus de chargement et de déchargement.
Pour les acheteurs, ce secteur ne modifie en rien les contrôles de faisabilité de base. La géométrie, le matériau, les tolérances, l'état de surface et le contrôle restent les facteurs déterminants pour savoir si une pièce peut être usinée avec succès. Ce qui change, c'est l'environnement opérationnel et la charge de travail liée à la validation.
Notes sur les études de cas : pinces électriques, robotique en essaim, fraisage robotisé et composants de bras robotiques
Plusieurs thèmes abordés dans les études fournies s'avèrent utiles pour la prise de décision.
Les pinces électriques démontrent à quel point la manutention programmable excelle dans l'automatisation de tâches répétitives telles que le chargement et réduit le recours à des outillages de préhension sur mesure dans les opérations CNC à grande diversité de pièces. Cela permet des changements de série plus rapides lorsque les dimensions des pièces varient, ce qui en fait une solution idéale pour le déploiement de robots dans le cadre de l'alimentation des machines.
La robotique en essaim montre comment plusieurs robots peuvent prendre en charge des tâches d'assemblage ou de logistique à grande échelle grâce à un fonctionnement coordonné. Ses atouts résident dans l'évolutivité et la redondance, mais les pièces mécaniques nécessitent tout de même des interfaces standardisées et un assemblage fiable.
Le fraisage robotisé démontre que les robots articulés sont capables d'effectuer des opérations continues de fraisage, d'inspection et d'alimentation automatisée des machines dans le cadre de certaines tâches à haut volume ou à grande échelle. Leur limite réside toutefois dans leur rigidité et leur précision par rapport aux machines CNC traditionnelles.
L'usinage CNC des composants de bras robotiques permet une itération rapide des prototypes et la production de bras, d'articulations, d'engrenages et de boîtiers à partir de matériaux tels que l'acier, l'aluminium et les plastiques. Le choix de la technique d'usinage dépend toutefois de la géométrie, de la charge, des tolérances et des critères de contrôle.
Guide d'aide à la décision : comment évaluer l'usinage CNC pour la robotique
L'évaluation de l'usinage CNC pour la robotique doit commencer par la fonction du robot, et non par le processus de fabrication. La pièce doit être analysée en fonction de la charge de mouvement, des exigences de tolérance, du choix des matériaux, de l'état de surface, des capacités du fournisseur et du plan de contrôle.
L'usinage CNC est particulièrement adapté lorsque la pièce doit présenter une grande précision, une résistance élevée, une répétabilité d'assemblage ou permettre des itérations rapides sans outillage dédié. Il peut s'avérer moins adapté lorsque la géométrie est inaccessible aux outils de coupe, lorsque les tolérances requises sont irréalistes ou lorsque la conception n'a pas été étudiée en termes de serrage et d'inspection.
Quand faut-il recourir à des engrenages sur mesure dans les systèmes robotiques ?
Lorsque des engrenages sur mesure sont nécessaires dans les systèmes robotiques, c'est généralement pour des raisons liées à l'encombrement, au contrôle des mouvements, au transfert de couple ou à l'intégration avec un arbre ou un boîtier non standard. Les engrenages standard peuvent ne pas s'adapter à l'espace disponible ou à la configuration de montage.
Il convient d'envisager l'utilisation d'engrenages sur mesure dans les cas suivants :
- L'articulation du robot nécessite une configuration d'engrenages spécifique
- Le budget disponible est serré
- L'arbre, l'alésage ou le moyeu n'est pas conforme aux normes
- L'alignement des engrenages doit correspondre à celui du boîtier sur mesure
- Les essais sur prototype nécessitent des modifications rapides de la conception
Avant la validation, vérifiez non seulement l'engrenage, mais aussi l'arbre d'accouplement, les roulements, le carter et le plan d'inspection.
Que doivent vérifier les acheteurs avant de valider une pièce de robot usinée par CNC ?
Avant de donner leur accord, les acheteurs doivent s'assurer que le fournisseur a déjà fabriqué des pièces similaires, qu'il est en mesure de contrôler les repères et caractéristiques critiques à l'aide d'équipements adaptés, et qu'il peut établir un lien entre les contrôles en cours de fabrication et la vérification finale. Il convient d’examiner le contrôle des révisions, la traçabilité des matériaux et des procédés, l’ordre de montage des inserts et des traitements de surface, ainsi que la conformité des résultats du premier article avec la stratégie de repères utilisée lors de l’assemblage. L’approbation doit reposer sur une capacité avérée à usiner et à contrôler de manière cohérente la géométrie et le matériau choisis, et non pas uniquement sur une réponse nominale à un devis.
Parmi les vérifications importantes, on peut citer :
- Les caractéristiques essentielles sont clairement identifiées
- Les tolérances sont attribuées en fonction de la fonction
- Le schéma de référence correspond à l'utilisation dans l'assemblage
- Le matériau est adapté aux exigences en matière de charge, de poids et d'usinage
- La finition de surface est définie là où elle influe sur le mouvement ou l'ajustement
- Les supports de capteurs et les caractéristiques des articulations renvoient aux mêmes références
- La méthode d'inspection est claire
- Un système de contrôle des révisions est en place pour les prototypes
L'acheteur doit également vérifier s'il s'agit d'un prototype, d'une pièce de transition ou d'un composant de série. Chaque étape comporte des risques différents.
Dans quels cas l'usinage CNC est-il le plus adapté aux prototypes robotiques et aux petites séries ?
L'usinage CNC est souvent bien adapté aux prototypes et aux petites séries, car la géométrie peut être modifiée sans nécessiter d'outillage fixe ; toutefois, le passage à la production en série modifie généralement cette décision. À mesure que les volumes augmentent, les équipes doivent réexaminer le calendrier de validation de la conception, repenser les montages et rendre la technologie CNC accessible aux petits fabricants grâce à une rationalisation des tolérances et à une planification répétable des contrôles, tout en évaluant si un autre procédé s'avère plus économique pour les caractéristiques non critiques. Une pièce prototype techniquement usinable n'est pas automatiquement la solution de production la plus adaptée.
Il s'avère particulièrement utile pour la fabrication de bras sur mesure, de doigts de préhension, de supports de capteurs, de boîtiers d'articulations et d'engrenages. Il peut toutefois s'avérer moins efficace pour les pièces produites en très grandes séries si un autre procédé permet de respecter les mêmes tolérances et les mêmes exigences en matière de matériaux une fois la conception finalisée.
Comparez l'usinage CNC aux autres méthodes avant la mise en production. Recourez à l'impression 3D pour les itérations rapides ou les formes complexes soumises à de faibles charges, au moulage lorsque le volume justifie l'utilisation d'outillage, à la fabrication de tôles pour les protections et les capots, et aux pièces standard du catalogue lorsque les roulements, les réducteurs, les rails ou les profilés répondent déjà aux exigences d'interface et de charge. Optez pour l'usinage sur mesure lorsque la pièce doit respecter des contraintes d'alignement, d'ajustement des roulements, de rigidité ou d'encombrement que les pièces standard ne peuvent pas satisfaire.
Pour les prototypes, l'étape la plus importante consiste à recueillir les retours d'expérience. Si un assemblage usiné présente un grippage ou si un doigt de préhension s'use, la révision suivante doit permettre de mettre à jour le modèle CAO, le cahier des tolérances ou le choix des matériaux.
Matrice de décision : matériau, tolérance, charge dynamique, état de surface, capacités du fournisseur, plan de contrôle
| Domaine de décision | Recourez à l'usinage CNC lorsque | Vérifiez attentivement lorsque |
|---|---|---|
| Matériau | L'acier, l'aluminium ou les plastiques répondent aux exigences en matière de charge et d'usinage | Le poids, l'usure ou une charge élevée poussent les matériaux à leurs limites |
| Tolérance | Les caractéristiques critiques nécessitent un ajustement contrôlé et une répétabilité | Des tolérances serrées sont appliquées aux caractéristiques non critiques |
| Charge dynamique | Cette pièce sert de support aux roulements, aux engrenages, aux arbres ou aux pinces de préhension | Les parois fines ou les poches réduisent la rigidité |
| Finition de la surface | Les surfaces de contact, d'appui ou de rotation nécessitent une finition contrôlée | La finition n'a qu'un aspect esthétique, mais elle augmente le coût |
| Capacités des fournisseurs | Le processus peut prendre en charge la géométrie, la configuration et le contrôle | La pièce nécessite de nombreux réglages ou présente des caractéristiques difficiles à mesurer |
| Plan d'inspection | Les dimensions critiques sont mesurables | Des caractéristiques cachées ou des données de référence peu claires entraînent un risque de non-acceptation |
| Itération | Des modifications de conception sont prévues | Les révisions sont fréquentes, mais les exigences ne sont pas claires |
En résumé, l'usinage CNC pour la robotique constitue une option intéressante lorsque la pièce doit assurer le contrôle du mouvement, l'ajustement ou la répétabilité. Il convient toutefois de l'éviter ou de repenser la conception lorsque la géométrie est inaccessible, que la pièce est trop souple pour respecter les tolérances ou que les tolérances requises sont plus strictes que ne l'exige la fonction.
FAQ
Quelles sont les pièces d'un robot qui sont généralement usinées par CNC ?
L'usinage CNC destiné à la robotique permet de fabriquer des pièces essentielles des robots, notamment des bras, des bielles, des articulations, des engrenages, des carters, des doigts de préhension et des supports de capteurs. Ces éléments clés régissent l'ajustement mécanique, la stabilité des mouvements, l'alignement structurel et le transfert de charge au sein des assemblages robotiques. Chaque interface de mouvement et de montage repose sur une fabrication précise afin de garantir une répétabilité constante et des performances d'assemblage optimales. Des composants usinés de qualité prolongent également la durée de vie et assurent un fonctionnement fiable sur l'ensemble des systèmes robotiques industriels et collaboratifs.
Quels sont les meilleurs matériaux pour fabriquer des pièces robotiques légères ?
Les pièces légères en aluminium constituent le choix privilégié pour les structures robotiques, alliant faible masse, rigidité et excellente usinabilité pour les composants mobiles. L'acier convient aux applications soumises à des charges élevées et à une forte usure, tandis que les plastiques spécialisés sont particulièrement adaptés aux capots et supports robotiques non structurels soumis à de faibles charges. Le choix des matériaux est fonction des exigences en matière de charge utile, de la vitesse de déplacement et des conditions environnementales, afin d'optimiser les performances globales du robot. Un choix judicieux d’alliage permet d’éviter la flexion, la fatigue et tout poids superflu susceptible de réduire l’efficacité des mouvements du robot.
Quelle tolérance faut-il respecter pour les articulations robotiques ?
Les exigences en matière de tolérances varient en fonction de la fonction de l'articulation, de l'ajustement des paliers, de l'alignement des engrenages et de l'accumulation des tolérances d'assemblage dans les conceptions robotiques. Les articulations robotiques usinées avec précision par CNC sont soumises à un contrôle dimensionnel rigoureux afin de préserver la précision de positionnement et la fluidité du mouvement de rotation. Une tolérance de ±0,015 mm est souvent citée comme référence de précision pour la robotique de pointe, bien qu'elle doive être validée en fonction du matériau, de la géométrie et des capacités du fournisseur. Des tolérances bien planifiées permettent d’éviter les désalignements, l’usure et les dérives d’étalonnage dans les structures des robots articulés.
En quoi l'usinage CNC facilite-t-il l'utilisation des robots collaboratifs ?
L'usinage CNC permet de fabriquer des boîtiers compacts, des supports de capteurs, des pièces de préhension et des liaisons structurelles spécialement conçus pour les configurations de robots collaboratifs. La précision dimensionnelle rigoureuse et la répétabilité élevée garantissent des mouvements sûrs et fluides pour l’interaction homme-robot dans les environnements de travail. Ce procédé permet également le prototypage rapide et la personnalisation en petites séries, ce qui accélère l’itération de la conception des cobots et l’optimisation structurelle. La précision fiable des pièces assure une stabilité à long terme et favorise l’adoption à grande échelle des robots collaboratifs modernes dans l’industrie.
Pièces robotiques sur mesure ou standard ?
Les engrenages sur mesure pour robots sont indispensables lorsque les pièces standard ne permettent pas de respecter des encombrements réduits, de s'adapter à des dimensions d'arbres spécifiques ou de répondre à des besoins particuliers en matière de transmission de couple. Les composants disponibles dans le commerce conviennent aux structures robotiques générales, ce qui réduit considérablement les coûts de fabrication et raccourcit significativement les délais de réalisation des projets. Les ingénieurs évaluent les contraintes d’espace, les exigences de charge et la précision d’alignement afin de choisir entre des pièces usinées sur mesure et des pièces prêtes à l’emploi. Le choix approprié permet de trouver le juste équilibre entre performances, budget, délais de livraison et maintenance future pour des systèmes d’automatisation robotique complets.
Références
https://www.asminternational.org