On envisage généralement de recourir à des services de rectification CNC de précision lorsqu’une pièce usinée ne peut pas respecter ses tolérances finales, son état de surface, sa planéité, sa circularité ou la précision de son alésage par le seul recours au fraisage ou au tournage. La décision ne porte que rarement sur la question de savoir si la rectification est “ meilleure ”. Il s'agit plutôt de déterminer si la rectification est le procédé final adapté à un matériau, une géométrie, un niveau de dureté et des exigences de contrôle spécifiques.
Pour les ingénieurs et les responsables des achats techniques, les questions essentielles sont d’ordre pratique. La pièce peut-elle être maintenue sans déformation ? L’accès aux repères est-il suffisant pour un réglage précis ? La meule atteindra-t-elle la surface à usiner ? La chaleur peut-elle être maîtrisée ? La tolérance est-elle réaliste compte tenu de la taille et du matériau de la pièce ? Le contrôle permettra-t-il de valider le résultat ?
Performances annoncées pour Rectification CNC Les équipements varient. Certains fournisseurs indiquent des tolérances de rectification ID/OD aussi serrées que ±0,00007″ ou ±0,002 mm. D’autres indiquent une capacité de ±0,0001″ ou 0,0002″. Ces chiffres doivent être considérés comme des références indicatives, et non comme des garanties universelles. Les résultats réels dépendent de la machine, de la meule, du système de serrage, du matériau, de la géométrie, du contrôle thermique, des connaissances de l’opérateur en matière de procédés et de la méthode d’inspection.
Ce guide explique comment évaluer les services de rectification CNC de précision d'un point de vue technique. Il aborde notamment la faisabilité, les limites du procédé, les risques liés à la qualité, les facteurs de coût et les exigences relatives aux appels d'offres.
Qu'est-ce que les services de rectification CNC de précision ?
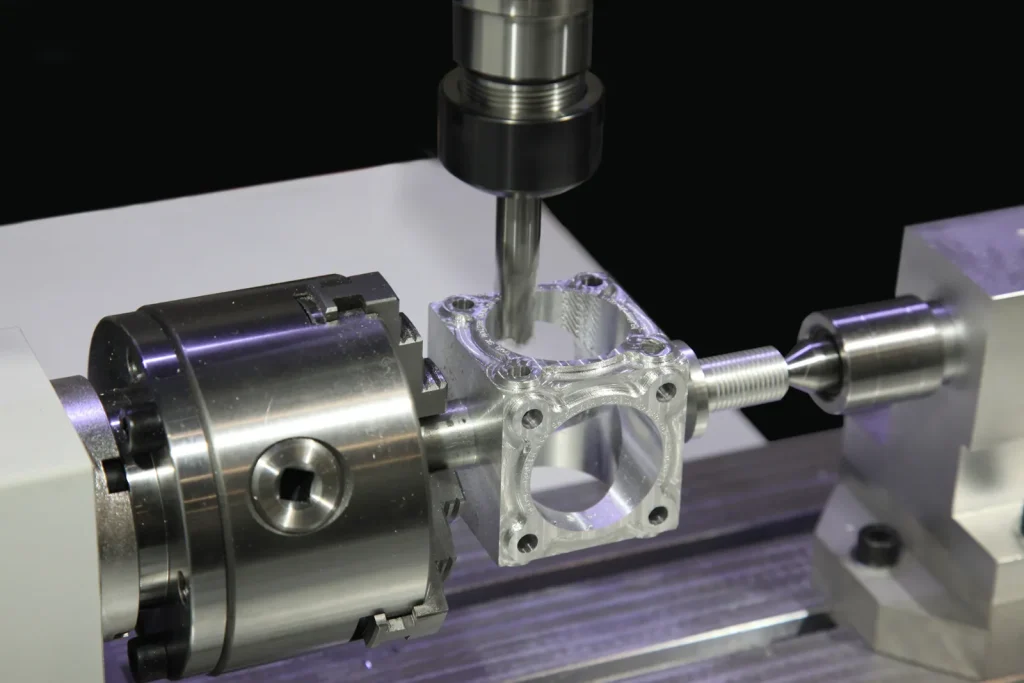
La rectification CNC de précision est un procédé d'usinage abrasif. Au lieu de tailler la pièce à l'aide d'une arête d'outil définie, comme celle d'une fraise ou d'une plaquette de tournage, la rectification enlève de petites quantités de matière à l'aide d'une meule abrasive. La commande CNC gère le déplacement de la meule, l'avance, la vitesse et la régularité du cycle de rectification.
Dans la production, le meulage est souvent utilisé vers la fin du processus de fabrication. Une pièce peut d'abord être fraisée, tournée, traitée thermiquement, soumise à un traitement de détente ou subir tout autre traitement. Le meulage permet ensuite d'obtenir, sur les surfaces sélectionnées, les dimensions, l'état de surface, la planéité, la circularité ou l'alignement finaux.
Ce procédé est couramment utilisé pour les composants industriels dont l'ajustement et le fonctionnement dépendent d'un contact de surface contrôlé. On peut citer, à titre d'exemples, les surfaces d'appui, les arbres, les rouleaux, les composants d'outillage, les composants médicaux, les pièces aérospatiales, les pièces automobiles et les éléments en acier trempé.
Le modèle de service est tout aussi important que l'adéquation des processus. Certains acheteurs ont besoin d’un atelier de rectification spécialisé pour les finitions où les tolérances sont critiques, tandis que d’autres ont besoin d’un fournisseur intégrant l’usinage et la rectification, capable de contrôler les repères, le flux de traitement thermique et le contrôle final en un seul parcours. Le type de fournisseur influe sur le risque lié au transfert, la traçabilité et le degré de contrôle des opérations avant et après rectification.
En quoi le meulage CNC apporte-t-il un plus par rapport au fraisage ou au tournage ?
Le fraisage et le tournage sont des procédés d'usinage primaires très performants. Ils permettent d'enlever de la matière efficacement et de créer de nombreuses formes. La rectification se distingue de ces procédés, car elle enlève de très petites quantités de matière à l'aide de nombreux points de coupe abrasifs. Elle s'avère donc utile lorsqu'une pièce nécessite une finition plus lisse, des cotes finales plus précises ou un meilleur contrôle géométrique après les étapes d'usinage précédentes.
On opte souvent pour la rectification CNC lorsque le fraisage ou le tournage laisse trop de traces d'outil, ne permet pas d'obtenir la planéité requise ou ne permet pas de réaliser une finition propre sur une surface trempée. La rectification permet également d'améliorer la circularité des pièces cylindriques et d'obtenir des surfaces contrôlées sur les alésages, les broches, les rouleaux et les faces planes.
La différence entre le fraisage et la rectification est particulièrement importante au stade de la tolérance finale. Le fraisage peut permettre d'obtenir une forme proche de la forme finale. La rectification permet quant à elle de finir les surfaces critiques. C'est pourquoi le plan doit préciser quelles dimensions nécessitent réellement un contrôle au niveau de la rectification. Si toutes les surfaces sont spécifiées avec des tolérances trop serrées, cela peut entraîner une augmentation des coûts et des délais de fabrication sans pour autant améliorer la fonctionnalité.
La rectification de précision en tant qu'opération secondaire après l'usinage
Le meulage de précision est souvent une opération secondaire qui intervient après Fraisage CNC ou le tournage. La première étape permet de créer la forme, d'enlever la majeure partie de la matière et de préparer les surfaces de référence. La rectification permet ensuite d'enlever une plus petite quantité de matière afin d'atteindre les cotes finales.
Cette séquence est utile pour les pièces complexes, car la rectifieuse n'a pas besoin de traiter toutes les caractéristiques. Elle se concentre plutôt sur les surfaces qui nécessitent une plus grande précision. Par exemple, un arbre tourné peut n'être rectifié que sur les tourillons de roulement. Une plaque fraisée peut n'être rectifiée en surface que sur deux faces de référence. Un alésage usiné ne sera rectifié intérieurement que si la tolérance et l’état de surface de l’alésage ne peuvent être obtenus par alésage ou alésage de finition.
L'acheteur doit vérifier si la pièce présente une marge de rectification suffisante. S'il reste trop de matière à enlever, la rectification nécessite généralement davantage de passes et un temps de contact plus long avec la meule, ce qui augmente la consommation d'énergie, la charge sur la meule et le risque de dommages thermiques. Un excès de matière rend également plus difficiles le contrôle des variations dimensionnelles et des défauts de forme à mesure que la meule s'use et que la température de la pièce évolue. Si la matière restante est insuffisante, la rectifieuse risque de ne pas éliminer les marques d'usinage antérieures, les déformations ou les déplacements dus au traitement thermique.
Types de rectification courants : rectification plane, cylindrique, sans centre, interne, sur broche
La rectification plane est utilisée pour les surfaces planes. On y recourt généralement lorsque les exigences en matière de planéité, de parallélisme ou d'état de surface sont plus strictes que ce que le fraisage permet d'obtenir de manière fiable sur la pièce.
La rectification cylindrique est utilisée pour les diamètres extérieurs ronds. La pièce est généralement maintenue et mise en rotation tandis que la meule enlève de la matière de la surface extérieure. Ce procédé est souvent utilisé pour les arbres, les goupilles, les manchons, les rouleaux et autres pièces similaires.
La rectification sans centre est utilisée pour la production en grande série de pièces cylindriques ne nécessitant pas de centres d'appui. La pièce est maintenue entre une meule, une roue de régulation et un support de pièce. Ce procédé peut s'avérer efficace pour les pièces rondes simples, mais il ne convient pas à toutes les géométries.
La rectification intérieure est utilisée pour les alésages et les diamètres intérieurs. Elle permet d'obtenir des alésages de grande précision, mais les alésages de petit diamètre posent des problèmes d'accès et de rigidité de la meule.
Si cette section concerne des composants de broche de rectification, précisez-le explicitement et décrivez la pièce spécifique qui est rectifiée. Si elle concerne un dispositif de rectification monté sur broche, présentez-le comme une configuration de machine plutôt que comme une catégorie de rectification standard destinée aux acheteurs.
Tableau : Comparaison entre la rectification, le fraisage et le tournage CNC en termes de tolérance et de finition
| Processus | Rôle type dans la production de pièces | Points forts | Limites pour les tolérances serrées et les finitions |
|---|---|---|---|
| Rectification CNC | Dimensionnement final et finition des surfaces sélectionnées | Tolérances serrées, finitions lisses, traitement de matériaux durs, correction de la planéité et de la circularité | Enlèvement de matière plus lent, risque de surchauffe, accès limité à la meule, réglages délicats |
| Fraisage CNC | Formage primaire de pièces prismatiques | Usinage efficace, poches, rainures, profils, géométries complexes à 3 axes ou multiaxes | Peut présenter des difficultés avec des exigences de planéité très strictes ou des finitions très fines sur de grandes surfaces de contact |
| Tournage CNC | Formage primaire de pièces rondes | Usinage efficace du diamètre extérieur et intérieur, des arbres, des manchons, des rainures et des filetages | Il se peut que la circularité, la finition ou les tolérances sur les surfaces d'appui critiques ne soient pas respectées |
Le point essentiel est que la rectification ne remplace pas toutes les opérations d'usinage. Elle est particulièrement indiquée lorsque les exigences en matière de finition de surface justifient le surcroît de travail lié à la mise en place, à la durée du cycle et au contrôle.

Faisabilité : la pièce peut-elle être rectifiée avec précision ?
Une pièce ne peut pas nécessairement être rectifiée simplement parce que le plan prévoit une tolérance serrée. La géométrie doit permettre un maintien stable, l'accès à la meule, le contrôle de la chaleur et la mesure. Une rectifieuse ne peut traiter que les surfaces accessibles, bien maintenues et vérifiables.
Une étude de faisabilité doit être réalisée avant l'établissement du devis ou le lancement de la production. Cette étude doit porter sur les matériaux, la dureté, les dimensions des pièces, l'épaisseur des parois, l'emplacement des caractéristiques, le système de référence et les exigences en matière de contrôle. Si l'un de ces éléments n'est pas clairement défini, le processus de rectification risque de donner des résultats irréguliers, même avec un équipement performant.
Comment le type de matériau influe sur les résultats de la rectification de précision
Le type de matériau influe sur les résultats de la rectification de précision, car chaque matériau réagit différemment à l'action abrasive, à la chaleur, à la charge exercée sur la meule et au liquide de refroidissement. Les métaux ferreux et non ferreux, l'acier inoxydable, le titane, les alliages, les céramiques, les plastiques et les composites peuvent tous être rectifiés, mais leur comportement lors de la rectification varie d'un matériau à l'autre.
Les matériaux durs conservent certes bien leur forme, mais peuvent générer davantage de chaleur et nécessitent un choix minutieux de la meule. L'acier inoxydable et le titane peuvent être sensibles à la chaleur et aux dommages superficiels si le processus n'est pas maîtrisé. Les céramiques peuvent nécessiter le choix d’un abrasif adapté et des paramètres de traitement prudents. Les plastiques peuvent se déplacer, laisser des traces ou se déformer sous l’effet de la chaleur si le réglage et le cycle ne sont pas adaptés au matériau.
L'état du matériau a également son importance. Une pièce usinée à l'état mou puis trempée peut se déformer pendant le traitement thermique. Le meulage permet certes de corriger certaines surfaces, mais il ne permet pas toujours d'éliminer la déformation des sections minces non soutenues sans modifier d'autres caractéristiques géométriques.
Lorsque la rectification sans centre n'est pas adaptée aux pièces complexes
La rectification sans centre peut s'avérer efficace pour les pièces cylindriques simples, en particulier dans le cadre d'une production par lots. Elle est moins adaptée lorsque la pièce présente une géométrie complexe, des surfaces discontinues, des épaulements gênant l'appui, des éléments non circulaires, des sections fragiles ou des relations strictes avec des repères qui ne peuvent pas être contrôlées dans un montage sans centre.
Les limites de précision dimensionnelle de la rectification sans pointes sont souvent liées au maintien et à la géométrie. La pièce n'étant pas maintenue entre deux pointes, le processus repose sur un contact stable entre la pièce, la meule, la meule de régulation et le support de pièce. Si la forme de la pièce empêche un maintien stable, le processus peut entraîner l'apparition de lobes, d'un effilement ou d'une dimension irrégulière.
Pour les pièces complexes, la rectification cylindrique entre pointes ou dans un mandrin peut offrir un meilleur contrôle des repères. En contrepartie, le temps de réglage peut être plus long et le processus peut s'avérer plus lent pour la production en série.
Difficultés liées à la rectification intérieure des alésages de petit diamètre
Les difficultés liées à la rectification interne des alésages de petit diamètre tiennent à l'accès, à la taille de la meule, à la rigidité de la broche et au contrôle de la chaleur. Un petit alésage nécessite une petite meule. Une petite meule est moins rigide et s'use plus rapidement. Elle peut également limiter l'accès au liquide de refroidissement et réduire la capacité à évacuer la chaleur.
Les alésages longs et de petit diamètre sont plus difficiles à usiner, car l'outil de rectification doit pénétrer plus profondément dans la pièce. La déformation peut affecter la rectitude et le diamètre. Une accumulation de chaleur peut se produire dans l'alésage, et le contrôle peut nécessiter l'utilisation de jauges spéciales plutôt que de simples outils de mesure.
Avant de définir les spécifications d'une rectification intérieure, l'acheteur doit vérifier le diamètre de l'alésage, le rapport profondeur/diamètre, la tolérance, l'état de surface et la relation par rapport au repère. Si l'alésage est borgne, de très petit diamètre ou interrompu, le risque augmente.
Liste de contrôle : géométrie, matériau, dureté, accès aux points de référence et besoins en matière de contrôle
Une évaluation de la faisabilité pratique devrait porter sur les points suivants :
| Vérifier l'article | Pourquoi c'est important |
|---|---|
| Géométrie | Détermine l'accès aux roues, le mode de support et le risque de déformation |
| Matériau | Cela influe sur le choix des roues, la production de chaleur, la charge et la finition obtenue |
| Dureté | Influence les forces de meulage, l'usure de la meule et le risque de surchauffe |
| Accès aux données | Détermine si la surface de sol peut être associée aux références appropriées |
| Epaisseur de la paroi | Les parois fines peuvent se déformer ou bouger sous l'effet de la chaleur et du serrage |
| Marge de rectification | Une quantité excessive de bouillon augmente la température et allonge le temps de cuisson ; une quantité insuffisante risque de ne pas permettre un nettoyage efficace. |
| Exigences en matière d'état de surface | Détermine le choix des roues motrices, la conception des cycles et la méthode d'inspection |
| Besoins en matière d'inspection | Permet de vérifier si la tolérance, la circularité, la planéité et la précision de l'alésage peuvent être contrôlées |
Si le plan ne précise pas clairement les points de référence ou les critères de contrôle, la pièce peut certes être rectifiée, mais il n'est pas possible d'en garantir la conformité.
Comment fonctionne le meulage CNC et quels sont les facteurs qui déterminent les résultats ?
La rectification CNC repose sur une interaction contrôlée entre le mouvement de la machine, l'état de la meule, le serrage de la pièce, le liquide de refroidissement, le matériau et la mesure. De légères variations dans le processus peuvent avoir une incidence sur les dimensions, l'état de surface et la géométrie.
La meule n'est pas seulement un consommable. C'est un outil de coupe. Le type d'abrasif, la granulométrie, le liant, la structure et l'état de dressage de la meule influencent le résultat final. Le serrage de la pièce est également essentiel, car une pièce qui bouge pendant la rectification ne permet pas d'obtenir une géométrie précise.
Influence du choix de la meule sur l'état de surface
Le choix de la meule a une incidence directe sur l'état de surface. Une meule à gros grain peut enlever de la matière plus rapidement, mais laisse une surface plus rugueuse. Une meule à grain plus fin peut améliorer l'état de surface, mais risque de s'encrasser, de chauffer la pièce ou d'enlever de la matière plus lentement si elle n'est pas adaptée au matériau.
Le choix de la meule influe également sur les forces de meulage. Si la meule est trop dure, les grains abrasifs émoussés risquent de rester trop longtemps dans la meule et de frotter au lieu de couper. Cela peut entraîner une augmentation de la chaleur. Si la meule est trop tendre, elle risque de s’user rapidement et de se déformer. Les conditions de dressage ont également leur importance, car le dressage met à nu les grains abrasifs neufs et permet de contrôler la forme de la meule.
Pour les pièces usinées présentant une finition miroir ou une finition de très haute précision, le meulage peut constituer l'une des étapes d'un processus de finition.
Le choix du meilleur procédé de finition dépend de la rugosité, de l'ondulation, de la géométrie, de l'état du matériau et du comportement fonctionnel de la surface requis. La rectification est souvent une étape de pré-finition ou de calibrage final, mais le honage, le rodage, la superfinition, le polissage, l'électroérosion, l'alésage ou le tournage dur peuvent s'avérer plus adaptés en fonction des caractéristiques et du mode de défaillance. La rectification permet d'obtenir une surface de base contrôlée, mais les surfaces finales très fines peuvent nécessiter des étapes de finition supplémentaires si le plan l'exige.
Facteurs influençant la tolérance dans la rectification de précision à commande numérique
Parmi les facteurs influant sur la tolérance en rectification CNC de précision, on peut citer l'état de la machine, la stabilité thermique, l'usure de la meule, le dressage, le serrage de la pièce, le déplacement du matériau, la rigidité de la pièce, la qualité du repère de réglage et la méthode de contrôle. La tolérance indiquée sur le plan doit être évaluée en tenant compte de l'ensemble de ces facteurs.
La géométrie de la pièce constitue souvent la limite cachée. Une pièce cylindrique courte et rigide est plus facile à contrôler qu'un arbre long et fin. Une plaque épaisse est plus facile à rectifier en surface pour obtenir un plan plat qu'une plaque mince qui se déforme après le desserrage. Un alésage traversant simple est plus facile à rectifier et à mesurer qu'un petit alésage borgne.
La tolérance dépend également de la manière dont la cote est définie. Une tolérance dimensionnelle ne correspond pas en soi à la circularité, à la cylindricité, à la planéité ou au parallélisme. Si la fonction de la pièce dépend de sa géométrie, le plan doit préciser l'exigence géométrique appropriée plutôt que de se limiter uniquement à la cote.
Problèmes liés à la production de chaleur lors du meulage
Parmi les problèmes causés par la production de chaleur lors du meulage, on peut citer les traces de brûlure, les dommages superficiels, les variations dimensionnelles, les contraintes résiduelles et la perte de dureté des matériaux sensibles. Le meulage génère de la chaleur car les grains abrasifs coupent et frottent contre la surface. Si la chaleur n'est pas évacuée, la surface peut se modifier avant que la pièce n'atteigne ses dimensions finales.
Les risques de traces de brûlure lors du meulage de haute précision augmentent lorsque la meule est émoussée, que l'avance est trop importante, que le liquide de refroidissement est de mauvaise qualité, que la surépaisseur est élevée ou que le matériau est sensible à la chaleur. Les traces de brûlure peuvent se manifester par une décoloration visible, mais les effets thermiques néfastes ne sont pas toujours faciles à détecter.
La maîtrise de la chaleur est l'une des raisons pour lesquelles les cycles de rectification peuvent nécessiter des avances plus lentes, des passes d'ébauche, un contrôle du liquide de refroidissement et un dressage minutieux. Ces étapes allongent la durée de l'opération, mais elles réduisent le risque de rebuts sur les pièces à tolérances serrées.
Schéma du processus : mise en place, sélection de la meule, cycle de meulage, contrôle
Un processus typique de rectification CNC de précision suit la logique suivante :
Étude des plans et analyse de faisabilité
↓
Plan de référence et de serrage
↓
Vérification du matériau, de la dureté et de la marge d'usinage
↓
Choix de la meule et méthode de dressage
↓
Réglage de la machine et positionnement des pièces
↓
Ébauche si la pièce est présente
↓
Procéder à la rectification de finition et à l'ébarbage si nécessaire
↓
Contrôle en cours de fabrication ou contrôle final
↓
Documentation des dimensions et surfaces critiques
Cette séquence montre pourquoi la qualité de la rectification ne dépend pas uniquement de la machine. Elle dépend de l'ensemble du processus, de la vérification des plans jusqu'au contrôle qualité.
Avantages, limites et compromis liés aux processus
La rectification de précision permet d'améliorer la finition, les cotes, la planéité, la circularité et l'ajustement. Elle peut toutefois entraîner une augmentation des coûts, du temps de mise en place et des risques si elle est spécifiée sans raison fonctionnelle claire.
Une bonne analyse de conception permet de distinguer les surfaces critiques des surfaces non critiques. La rectification doit être appliquée là où elle améliore le fonctionnement, l'assemblage, l'étanchéité, le contact des roulements, l'ajustement glissant ou le comportement à l'usure.
Rectification plane ou fraisage pour des exigences strictes en matière de planéité
Le choix entre la rectification plane et le fraisage pour répondre à des exigences strictes de planéité est courant. On recourt généralement au fraisage en premier lieu, car cette technique permet d'enlever efficacement de la matière et de créer la forme de base. La rectification plane est privilégiée lorsque les exigences finales en matière de planéité, de parallélisme ou d'état de surface sont plus strictes que ce que le fraisage permet d'obtenir sur la pièce réelle.
Le choix dépend de la taille de la pièce, de son épaisseur, de la stabilité du matériau et du système de repères. Une plaque rigide présentant une marge de rectification sur les deux faces peut constituer une bonne solution. Une plaque mince risque de se déformer après l'enlèvement de matière ou le desserrage des serre-joints ; le plan de montage est donc tout aussi important que la machine elle-même.
La rectification plane est également utile lorsque deux faces doivent être alignées l'une par rapport à l'autre. Si la planéité n'a qu'une importance esthétique ou n'a aucune incidence sur le fonctionnement, la rectification peut entraîner un surcoût sans apporter de valeur ajoutée.
Comparaison entre la rectification cylindrique et la rectification sans centre
La comparaison entre la rectification cylindrique et la rectification sans centre commence par le mode de serrage. En rectification cylindrique, la pièce est généralement serrée entre deux pointes, dans un mandrin ou à l'aide d'un autre dispositif de serrage. Cela permet de mieux contrôler les relations par rapport aux repères. En rectification sans centre, la pièce est maintenue entre les meules et un appui, ce qui peut s'avérer efficace pour les pièces rondes simples.
La rectification cylindrique est souvent plus adaptée aux pièces comportant des épaulements, plusieurs diamètres, des lots de petite taille ou des relations étroites entre les éléments. La rectification sans centre est souvent plus adaptée aux pièces cylindriques simples produites en grandes séries, lorsque le processus peut être mis en place et répété.
Le compromis réside dans la mise en place et le contrôle. La rectification sans centre peut s'avérer rapide une fois le processus stabilisé, mais elle ne constitue pas une solution universelle pour les géométries complexes.
Quand la rectification plane est préférable à la rectification cylindrique
La rectification plane est préférable à la rectification cylindrique lorsque la caractéristique critique est une surface plane plutôt qu'une surface ronde. On peut citer comme exemples les faces de référence, les plaques, les blocs, les surfaces d'outillage et les zones de contact planes. La rectification cylindrique est préférable lorsque la caractéristique critique est un diamètre extérieur ou intérieur.
Certaines pièces nécessitent les deux. Un arbre peut par exemple nécessiter une rectification cylindrique au niveau des tourillons et une rectification plane sur une face d'épaulement. Un composant d'outillage peut nécessiter des repères rectifiés avant la finition d'un alésage. Le déroulement de l'opération doit suivre les repères fonctionnels de la pièce.
Meilleur procédé de finition pour les pièces usinées par superfinition
Le meilleur procédé de finition pour les pièces usinées en superfinition dépend des exigences finales. Le meulage permet d'obtenir des surfaces lisses et précises, et il est souvent utilisé avant toute opération de finition plus fine. Si l'exigence porte principalement sur les cotes, le meulage peut suffire. Si l'exigence concerne une surface visuelle ou de contact extrêmement fine, une autre étape de finition peut s'avérer nécessaire après le meulage.
Pour les acheteurs, l'étape essentielle consiste à définir la finition de surface requise et la méthode de mesure. Des termes tels que “ finition miroir ” ou “ super-finition ” peuvent prêter à confusion s'ils ne sont pas accompagnés de critères mesurables de rugosité de surface et d'inspection.
Défauts courants, modes de défaillance et risques liés à la qualité
Les défauts de rectification sont souvent dus à la chaleur, à l'état de la meule, au serrage de la pièce, à un mauvais contrôle des repères ou à des tolérances irréalistes. Plus ces risques sont identifiés tôt, plus il est facile de les réduire.
Le risque lié à la qualité est plus élevé lorsque des tolérances dimensionnelles serrées, une finition soignée et une géométrie rigoureuse sont toutes requises pour une même caractéristique. Il est également plus élevé lorsque la pièce est mince, longue, trempée ou difficile à contrôler.
Causes d'un mauvais état de surface après une rectification cylindrique
Parmi les causes d'un mauvais état de surface après une rectification cylindrique, on peut citer un mauvais choix de meule, une meule émoussée, des vibrations, un dressage inadéquat, un serrage instable de la pièce, une avance excessive ou l'accumulation de matière sur la meule. Les pièces longues ou élancées peuvent également subir des vibrations si leur support n'est pas adéquat.
Les problèmes de finition de surface peuvent également provenir d'étapes de fabrication antérieures. Si les marques de tournage, les traces de traitement thermique ou les déformations sont trop profondes, la marge de rectification risque de ne pas être suffisante pour obtenir une surface propre. C'est pourquoi il convient de contrôler la marge d'usinage avant la rectification.
Un acheteur ne doit pas évaluer l'état de surface uniquement sur la base de son aspect. Le plan doit définir des exigences mesurables en matière d'état de surface lorsque la fonction de la surface est déterminante.
Risques de traces de brûlure lors du meulage de haute précision
Les risques de traces de brûlure lors du meulage de haute précision sont liés à la chaleur. Ces traces peuvent nuire à l'intégrité de la surface et indiquer que le processus consiste davantage en un frottement qu'en une coupe. Les pièces en acier trempé constituent un sujet de préoccupation courant, car les dommages thermiques peuvent affecter leurs performances.
Les traces de brûlure visibles constituent un signe d'alerte, mais l'absence de coloration ne prouve pas toujours que la surface est en bon état. Pour les pièces critiques, les exigences d'inspection peuvent devoir inclure des méthodes adaptées au matériau et à l'application.
Le risque de brûlure peut être réduit en choisissant les meules appropriées, en utilisant un revêtement adapté, en assurant un bon apport de liquide de refroidissement, en contrôlant l'avance et en évitant un enlèvement de matière excessif en une seule passe.
Défauts courants sur les pièces métalliques rectifiées à finition miroir
Les défauts courants observés sur les pièces métalliques rectifiées à finition miroir comprennent les fines rayures, le voile, les ondulations, la présence de particules abrasives incrustées, les marques de vibration et les brûlures localisées. L'aspect miroir est sensible tant au processus de rectification qu'à la manipulation. Même une pièce aux dimensions correctes peut ne pas répondre aux exigences visuelles ou de surface si le processus de finition n'est pas maîtrisé.
L'expression “ finition miroir ” doit, dans la mesure du possible, être traduite en exigences mesurables en matière de finition de surface. En l'absence d'une norme mesurable, les fournisseurs et les acheteurs risquent d'interpréter le résultat différemment.
L'emballage et la manutention jouent également un rôle important après le meulage. Les surfaces fines peuvent être endommagées par le contact, les débris ou la corrosion avant l'inspection finale ou l'assemblage.
Problèmes de précision géométrique dans les pièces usinées et rectifiées avec précision
Les problèmes de précision géométrique rencontrés sur les pièces usinées et rectifiées avec précision comprennent le conique, le défaut d'ovalité, le manque de parallélisme, la mauvaise planéité, le désalignement des alésages et le décalage de référence. Ces problèmes ne sont pas toujours résolus en resserrant la tolérance dimensionnelle.
Par exemple, un arbre peut respecter la tolérance de diamètre tout en présentant un défaut de circularité. Une plaque peut respecter la tolérance d'épaisseur tout en ne respectant pas la planéité. Un alésage peut respecter les cotes mais être désaligné par rapport au repère de référence prévu.
C'est pourquoi les plans doivent distinguer les tolérances dimensionnelles des tolérances géométriques. Le contrôle doit refléter le fonctionnement de la pièce au sein de l'ensemble.
Facteurs liés au coût, aux tolérances et aux délais dans les services de rectification CNC de précision
Le coût et les délais de réalisation des services de rectification CNC de précision ne dépendent pas uniquement de la taille des pièces. Les principaux facteurs sont la tolérance, le matériau, la dureté, la géométrie, la complexité de la mise en place, les exigences en matière de contrôle, la taille des lots et l'état de surface.
Le meulage peut s'avérer rentable lorsqu'il est appliqué uniquement aux surfaces critiques. Il perd en efficacité lorsque de vastes zones sont meulées sans nécessité fonctionnelle ou lorsque les tolérances sont plus strictes que ne l'exige l'assemblage.
Facteurs de coût dans les services de rectification CNC
Les facteurs de coût liés aux services de rectification CNC comprennent le temps de réglage, le choix et le dressage de la meule, la marge d'usinage, le comportement du matériau, la manutention des pièces, les besoins en outillage, le temps de contrôle et le risque de rebut. Les matériaux durs ou sensibles à la chaleur peuvent nécessiter des cycles plus lents. Une géométrie complexe peut exiger un réglage plus minutieux ou plusieurs opérations.
Le contrôle peut également avoir une incidence sur les coûts. La mesure de la planéité, de la circularité, de la précision de l'alésage et de l'état de surface peut nécessiter un équipement spécialisé et prendre du temps. Pour les pièces critiques, la documentation peut prendre plus de temps que la passe de rectification elle-même.
Les choix de conception ont une incidence précoce sur les coûts. Des repères clairs, des tolérances réalistes, des éléments accessibles et des exigences de finition réalistes permettent de mieux anticiper les devis et la production.
Comment les tolérances serrées influencent la durée du cycle de rectification
L'influence des tolérances serrées sur la durée du cycle de rectification est liée à la stabilité du processus. Une rectification de nettoyage peu précise peut nécessiter moins de passes. Une tolérance serrée peut nécessiter une ébauche contrôlée, une finition, une rectification par étincelage, des mesures répétées et une compensation de l'usure ou de l'échauffement de la meule.
Des tolérances plus strictes réduisent également la marge de manœuvre autorisée pour le processus. De légères variations de température, de l'état de la meule ou du support de la pièce peuvent alors prendre une importance considérable. Cela peut ralentir la production, car le processus nécessite davantage de contrôles.
Si une tolérance n'est pas nécessaire d'un point de vue fonctionnel, son assouplissement peut permettre de réduire la durée du cycle et la charge de travail liée aux contrôles. Si elle est nécessaire, l'appel d'offres doit clairement préciser les caractéristiques critiques afin que le prestataire puisse planifier la démarche appropriée.
Le délai de fabrication est souvent allongé par le développement des gabarits, l’approvisionnement en meules ou la stratégie de dressage, le contrôle du premier article, l’enchaînement des traitements thermiques, le temps d’attente en métrologie et la manipulation minutieuse après la rectification. Le coût n’augmente pas uniquement en raison de tolérances dimensionnelles plus strictes ; les contrôles géométriques, la charge de travail liée aux contrôles, l’instabilité des pièces et la réduction des risques de brûlure exigent souvent davantage d’efforts que le simple contrôle dimensionnel. Il convient de considérer avec prudence tout devis promettant des délais d’exécution très courts pour des caractéristiques aux tolérances critiques sans préciser comment ces contrôles seront gérés.
Comment la taille des lots influe sur le coût des services de rectification CNC
L'impact de la taille du lot sur le coût d'un service de rectification CNC dépend du temps de mise en place et de la répétabilité. Un prototype ou une pièce unique peut entraîner des coûts de mise en place plus élevés par pièce, car le système de serrage, le choix de la meule et le plan de contrôle ne sont utilisés que pour une petite quantité.
Pour les lots plus importants, l'effort de mise en route est réparti sur un plus grand nombre de pièces. La rectification sans centre et d'autres méthodes de rectification reproductibles peuvent s'avérer plus intéressantes pour les géométries simples. En revanche, la rectification à grand volume nécessite toujours un contrôle du processus, car l'usure de la meule, la chaleur et la fréquence des contrôles affectent la régularité du résultat.
Les acheteurs doivent, dans la mesure du possible, indiquer séparément les quantités prévues pour les prototypes, les séries pilotes et la production. Cela permet au fournisseur de choisir un processus adapté à la demande actuelle et future.
Valeurs de référence de tolérance et incertitudes indiquées : ±0,00007″, ±0,0001″, 0,0002″
Les valeurs de référence de tolérance indiquées pour la rectification CNC de précision comprennent ±0,00007″ pour certaines applications de rectification de diamètres intérieurs/extérieurs, ±0,0001″ pour les composants de haute précision et 0,0002″ avec des rectifieuses de pointe.
La capacité déclarée n’a d’importance que si elle correspond aux caractéristiques réelles, aux dimensions des pièces, à l’état du matériau, au contrôle thermique et à la méthode d’inspection. La tolérance dimensionnelle ne doit pas être confondue avec la planéité, la circularité, la cylindricité ou l’intégrité de surface, et les tolérances inférieures au dixième ne revêtent aucune signification commerciale sans conditions de mesure contrôlées. Si l’atelier n’est pas en mesure de vérifier de manière fiable le respect de ces exigences, la capacité déclarée ne correspond pas à une capacité de production réelle.
Cette incertitude est importante. Ces chiffres proviennent des déclarations de capacités fournies par les prestataires et ne constituent pas une garantie pour chaque pièce, matériau, géométrie ou taille de lot. Une pièce simple, rigide et accessible peut être beaucoup plus facile à rectifier selon une tolérance serrée qu’une pièce fine, sensible à la chaleur et complexe.
Un appel d'offres responsable doit porter sur les capacités réelles par rapport au plan, et non sur une simple déclaration de tolérance générale. Les méthodes d'inspection et le contrôle des conditions environnementales doivent également être abordés lorsque les tolérances sont très strictes.
Applications et cas d'utilisation en fonction des exigences relatives aux pièces
La rectification de précision est utilisée lorsque l'état de surface et le contrôle dimensionnel ont une incidence sur le fonctionnement. Ce procédé est couramment utilisé dans les secteurs de l'aérospatiale, de l'automobile, du médical, des roulements, de l'outillage, des cylindres et des équipements industriels.
Le choix du procédé de finition dépend généralement des exigences techniques, et non pas uniquement de la classification industrielle. Les plans de référence plats et les faces d'étanchéité orientent souvent vers la rectification plane ; les tourillons de roulement vers la rectification du diamètre extérieur ; et les alésages serrés vers la rectification du diamètre intérieur, à condition que le diamètre, la longueur et l'accès soient compatibles. Les pièces longues et élancées, les sections minces, les surfaces discontinues et les alésages profonds et de petit diamètre présentent un risque plus élevé et peuvent nécessiter un autre procédé de finition.
Applications dans les secteurs de l'aérospatiale, de l'automobile, du médical, des roulements, de l'outillage et de la rectification de cylindres
Les pièces aérospatiales peuvent nécessiter une géométrie et un état de surface contrôlés pour garantir la fiabilité de leur assemblage et de leur fonctionnement. Les pièces automobiles peuvent nécessiter des surfaces reproductibles dans les lots de production. Les composants médicaux peuvent nécessiter des caractéristiques précises et lisses. Les pièces liées aux roulements dépendent souvent de leur circularité et de leur état de surface. Les composants d’outillage peuvent nécessiter des surfaces planes, parallèles ou résistantes à l’usure. La rectification au rouleau est utilisée lorsque de longues surfaces cylindriques doivent présenter des dimensions et une finition contrôlées.
Ces applications concernent souvent des métaux et des alliages, notamment l'acier inoxydable et le titane, ainsi que d'autres matériaux techniques. Certains prestataires mentionnent également des travaux sur la céramique, les plastiques, les composites et les métaux non ferreux.
Les défis liés au meulage de pièces en acier trempé
Parmi les difficultés liées au meulage de pièces en acier trempé, on peut citer la production de chaleur, le risque de brûlure, l'usure de la meule et la préservation de l'intégrité de la surface. L'acier trempé peut être stable et résistant à l'usure, mais un meulage mal exécuté peut endommager sa surface.
Le processus doit trouver un équilibre entre l'enlèvement de matière et le contrôle thermique. Une pression trop forte ou une meule émoussée peut entraîner des frottements et générer de la chaleur. À l'inverse, un contrôle insuffisant peut se traduire par une finition médiocre ou des variations de dimensions.
Pour les pièces trempées, les acheteurs doivent indiquer les valeurs de dureté, les conditions de traitement thermique et toute exigence relative à l’intégrité de la surface. Ces informations ont une incidence sur le choix de la meule, la planification des cycles et le contrôle.
Petites pièces de précision, grands ensembles, prototypes et séries de production
Les plages de services indiquées vont des très petites pièces de précision d'un diamètre inférieur à 0,250″ aux grands ensembles de plus de 30 pieds. Il s'agit là de références, et non d'une garantie que chaque prestataire soit en mesure de traiter ces deux extrêmes.
Les petites pièces posent des défis en matière de manutention, de support et de mesure. Les grands ensembles posent des défis en matière de capacité des machines, de rigidité, de manutention et de stabilité thermique. Les prototypes peuvent nécessiter un développement de processus, tandis que les lots de production exigent une répétabilité et un contrôle d'inspection.
L'acheteur doit indiquer les dimensions de la pièce, son poids le cas échéant, ses caractéristiques essentielles et la quantité souhaitée. Les dimensions à elles seules ne suffisent pas à déterminer le degré de difficulté. Un petit alésage ou une paroi mince peuvent s'avérer plus difficiles à usiner qu'une surface simple de plus grande taille.
Exemples concrets : matériaux variés, rectification à la molette, finition après usinage, pièces soumises à des conditions extrêmes
Les exemples de cas rapportés par les prestataires mettent en évidence plusieurs schémas d’utilisation courants. L’un d’entre eux concernait le meulage CNC de métaux, d’alliages, de céramiques et de plastiques, avec une capacité de tolérance étroite entre le diamètre intérieur et le diamètre extérieur (ID/OD) indiquée à ±0,00007″. Un autre cas rapporté portait sur le laminage de précision et la rectification CNC de métaux ferreux et non ferreux, avec une capacité de tolérance de 0,0002″ indiquée pour certaines pièces.
Un troisième cas décrivait le meulage CNC comme une étape de post-production intervenant après le fraisage et le tournage, utilisée pour obtenir des tolérances plus strictes et des finitions de meilleure qualité sur des pièces complexes. Un autre cas concernait l'acier inoxydable, le titane et les composites pour des pièces utilisées dans des conditions exigeantes, avec une capacité de tolérance déclarée de ±0,0001″.
Ces cas sont utiles car ils illustrent les différentes applications de la rectification : matériaux variés, surfaces de rouleaux, finition après usinage, ainsi que des conditions d'ajustement ou d'usure exigeantes. Il convient toutefois de les considérer comme des exemples fournis par le prestataire. Une vérification indépendante et une analyse spécifique aux plans sont nécessaires avant de supposer l'obtention de résultats similaires.

Inspection, documentation et contrôle qualité
La rectification de précision doit s'accompagner d'un contrôle permettant de vérifier que le résultat requis est bien obtenu. Une rectification de haute précision sans contrôle adapté présente un risque, car les dimensions, la forme, l'état de surface et les relations entre les repères de référence risquent de ne pas être entièrement vérifiés.
Le contrôle qualité doit commencer dès la phase de conception. Le plan doit définir les surfaces critiques, les tolérances, les contrôles géométriques, l'état de surface, le matériau, la dureté et les exigences en matière d'inspection.
Rôle du contrôle par MMT dans le contrôle qualité de la rectification de précision
Le rôle du contrôle par machine à mesurer tridimensionnelle (MMT) dans le contrôle qualité de la rectification de précision consiste à vérifier les relations dimensionnelles et géométriques. Une machine à mesurer tridimensionnelle permet de mesurer des positions, des profils et des relations par rapport à des repères lorsque la géométrie de la pièce s'y prête.
Le contrôle par machine à coordonnées (CMM) est utile pour les pièces usinées et rectifiées dont les surfaces doivent s'aligner sur d'autres éléments. Ce n'est toutefois pas forcément la seule méthode nécessaire. La circularité, la rugosité de surface et les alésages de très petit diamètre peuvent nécessiter des instruments ou des jauges spécifiques.
L'acheteur doit vérifier si la méthode d'inspection est adaptée à la tolérance. Cette méthode doit offrir une résolution et une répétabilité suffisantes pour répondre aux exigences du plan.
Quelle documentation de qualité les acheteurs devraient-ils demander ?
Les acheteurs doivent exiger une documentation adaptée au niveau de risque de la pièce. Pour les pièces simples, un rapport d’inspection dimensionnelle peut suffire. Pour les composants critiques, le dossier peut devoir inclure une certification des matériaux, une attestation de dureté, des mesures d’état de surface, des rapports de machine à mesurer par coordonnées (CMM), des données de circularité ou de planéité, ainsi que des registres d’inspection spécifiques au processus.
La demande doit être claire dès la phase d'appel d'offres. L'ajout de documents après le début de la production peut entraîner des retards si les mesures requises n'ont pas été prévues ou consignées.
La documentation doit préciser la caractéristique mesurée, la valeur nominale, la tolérance, le résultat de la mesure, l'instrument ou la méthode utilisé(e) et la date du contrôle. Pour les pièces critiques, la traçabilité jusqu'au matériau et au niveau de révision est également importante.
Comment vérifier l'état de surface, la planéité, la circularité et la précision de l'alésage ?
La finition de surface doit être vérifiée à l'aide d'une méthode adaptée au paramètre de rugosité spécifié. L'aspect visuel ne suffit pas à lui seul lorsque la surface a une incidence sur l'ajustement, le frottement, l'usure ou l'étanchéité.
La planéité doit être mesurée conformément aux exigences du plan et au système de référence. La circularité doit être mesurée en tant que condition géométrique, et non pas déduite uniquement à partir des contrôles de diamètre. La précision de l'alésage peut nécessiter l'utilisation de jauges d'alésage, de jauges pneumatiques, de palpage par machine à mesurer tridimensionnelle (MMT) ou d'autres méthodes adaptées à la taille et à la tolérance de l'alésage.
La méthode d'inspection doit être choisie avant le lancement de la production. Si la caractéristique est difficile d'accès ou trop petite pour les outils standard, la faisabilité de la mesure fait alors partie intégrante de la faisabilité de la fabrication.
Références requises : organismes de normalisation, méthodes d'inspection et recommandations du secteur
Les décisions en matière de rectification de précision dépendent souvent des normes et des pratiques de mesure reconnues. Parmi les domaines concernés figurent le dimensionnement et les tolérances géométriques, la mesure de la texture de surface, la métrologie dimensionnelle et l'étalonnage, comme le précisent les normes de la Institut national des normes et de la technologie.
Les acheteurs n'ont pas besoin de rédiger une procédure d'inspection complète pour chaque mission, mais ils doivent définir ce qui doit être vérifié. Les organismes de normalisation et les recommandations institutionnelles permettent de mettre d'accord l'acheteur et le prestataire sur la manière dont les caractéristiques sont spécifiées et mesurées.
Comment évaluer et choisir un prestataire de services de meulage
Le choix d'un prestataire pour des services de rectification CNC de précision doit se fonder sur l'adéquation aux exigences de la pièce, et non sur des affirmations générales concernant ses capacités. Le prestataire le mieux adapté à une pièce ne sera pas forcément le mieux adapté à une autre.
L'évaluation doit porter principalement sur la capacité de tolérance pour la géométrie réelle, l'expérience en matière de matériaux, la capacité des machines, la méthode de serrage des pièces, les capacités de contrôle et le respect des procédures de documentation.
L'évaluation des fournisseurs doit également porter sur l'adéquation du système qualité et le contrôle des étapes spécifiques. Vérifiez si le périmètre de certification correspond au niveau de risque de la pièce, si les systèmes de mesure sont maîtrisés et reproductibles, si les résultats des essais de premier article peuvent être rattachés aux repères du plan, et si tout traitement thermique ou toute opération externe est sous-traité dans le cadre de contrôles documentés. Une tolérance déclarée similaire n’a guère de sens si le devis n’indique pas comment la caractéristique sera produite et vérifiée.
Que faut-il vérifier avant de demander un devis pour un meulage de précision ?
Avant de demander un devis, vérifiez que le plan précise les cotes critiques, les repères, l'état de surface, le matériau, la dureté et la quantité. Vérifiez quelles pièces doivent être rectifiées et lesquelles peuvent rester fraisées ou tournées.
Vérifiez également si la pièce présente une marge de rectification, si le traitement thermique a lieu avant ou après la rectification, et si certaines surfaces sont fragiles ou difficiles d'accès. S'il s'agit d'un prototype, précisez si la conception est susceptible d'évoluer. Si une production est prévue ultérieurement, indiquez les tailles de lots prévues.
Un appel d'offres complet permet d'éviter les allers-retours et aide à identifier les risques liés à la fabricabilité avant que le prix et le délai de livraison ne soient fixés.
Matrice de décision : tolérance, matériau, géométrie, volume, dimensions et exigences en matière de contrôle
| Facteur de décision | Affection à faible risque | Affection à risque plus élevé |
|---|---|---|
| Tolérance | Tolérance modérée sur une caractéristique rigide | Tolérance très serrée sur les éléments fins, longs ou souples |
| Matériau | Matériau broyable connu présentant un état stable | Matériau thermosensible, dur, composite, céramique ou de nature mal définie |
| Géométrie | Accès libre et assistance fiable | Petits alésages, épaulements, coupes interrompues, sections fragiles |
| Volume | La quantité correspond à la méthode de configuration | Le prototype nécessite des tarifs de production, ou la production nécessite le processus de prototypage |
| Taille | Compatible avec les machines de capacité courante | Pièces de très petite taille ou ensembles de très grande taille |
| L'inspection | Méthode et documentation claires | Finition imprécise, termes “ miroir ” vagues, manque de clarté concernant le plan de référence |
Ce tableau permet de distinguer une caractéristique « rectifiable » d'une caractéristique « rectifiable et vérifiable ». Ces deux éléments sont indispensables à la bonne exécution d'une commande.
Signaux d'alerte : allégations vagues concernant la tolérance, absence de moyens d'inspection, allégations non étayées concernant les matériaux
Parmi les signaux d'alerte, on peut citer les affirmations relatives à la tolérance sans référence à la géométrie de la pièce, l'absence de moyens de contrôle, des plans de serrage peu clairs, des affirmations non étayées concernant les matériaux, ainsi que le refus d'aborder les risques de surchauffe ou de brûlure. Un autre signe d'alerte consiste à considérer tous les types de rectification comme interchangeables.
Un prestataire doit être en mesure d'expliquer si la rectification plane, cylindrique, sans centre, interne ou sur broche est adaptée à la pièce. Il doit également pouvoir identifier les risques, par exemple lorsque la rectification sans centre n'est pas adaptée aux pièces complexes ou lorsque les difficultés liées à la rectification interne sur des alésages de petit diamètre peuvent compromettre la faisabilité du projet.
Des limites claires sont un bon signe. La rectification de précision nécessite un contrôle des processus, et ce contrôle commence par l'identification des problèmes potentiels.
Liste de contrôle pour les appels d'offres : plans, fichiers CAO, spécifications des matériaux, dureté, finition, tolérances, quantité et délais
Un appel d'offres bien formulé pour des services de rectification CNC de précision doit inclure :
- Dessin en 2D avec tolérances, repères et numéro de révision
- Fichier CAO, si disponible
- Spécifications des matériaux
- État après traitement thermique et dureté
- Surfaces critiques à rectifier
- Exigences en matière de finition de surface
- Exigences en matière de planéité, de circularité, d'alésage et d'alignement
- Quantité pour le prototype, la phase pilote et la production
- Documents d'inspection requis
- Date de livraison requise ou contrainte de calendrier
- Tout besoin en matière de manutention, de propreté ou d'emballage
En principe, la décision finale est simple. Il convient de recourir à la rectification CNC lorsque la pièce nécessite un contrôle final que le fraisage ou le tournage ne peuvent pas garantir de manière fiable. Il faut éviter ou reconsidérer le recours à la rectification lorsque la géométrie empêche l'accès, que les repères ne sont pas clairs, que l'inspection est impossible ou que les tolérances sont plus strictes que ne l'exige la fonction. Les meilleurs résultats sont obtenus lorsque la conception, le processus et la mesure sont harmonisés avant le début de la production.
FAQ
Dans quels cas le meulage CNC est-il nécessaire ?
Le meulage CNC de précision est généralement nécessaire lorsque le fraisage ou le tournage ne permettent pas d'atteindre la tolérance finale, l'état de surface, la planéité, la circularité ou la précision d'alésage requises pour les composants usinés. Il est couramment utilisé comme processus de finition secondaire, une fois les opérations d'usinage primaires terminées sur les pièces. Les ingénieurs et les acheteurs s'appuient sur ce procédé pour corriger les défauts dimensionnels et de surface que les méthodes d'usinage standard ne permettent pas de résoudre efficacement. Il n'est utilisé que pour les surfaces fonctionnelles critiques où la précision et la régularité des performances sont essentielles à l'assemblage et au fonctionnement des pièces.
Quelles tolérances la rectification CNC permet-elle d'atteindre ?
Les références de rectification CNC rapportées comprennent ±0,00007″, ±0,0001″ et 0,0002″, selon différents exemples fournis par des prestataires pour diverses applications industrielles. Ces chiffres publiés ne doivent pas être considérés comme des garanties de production universelles pour toutes les conceptions de pièces et tous les types de matériaux. La tolérance réellement atteignable dépend fortement de la nuance du matériau, de la géométrie de la pièce, du réglage de la machine, de l’état de la meule, de la régulation thermique et des méthodes d’inspection professionnelles. Les pièces rigides et simples présentent généralement des tolérances plus serrées que les composants minces, complexes ou sensibles à la chaleur, qui nécessitent une finition de haute précision dans des scénarios de fabrication réels.
Quelle est la différence entre la rectification cylindrique et la rectification plane ?
La rectification cylindrique permet de finir les diamètres extérieurs ou intérieurs ronds, tels que les arbres, les tourillons, les goupilles et les alésages de précision destinés aux pièces industrielles rotatives. La rectification plane se concentre exclusivement sur les surfaces structurelles planes, notamment les plaques de base, les faces de référence, les blocs d’outillage et les zones de contact planes destinées à l’assemblage. Elle privilégie le contrôle de la circularité et de la concentricité, tandis que l’autre vise la précision de la planéité et du parallélisme pour assurer la fonctionnalité des composants. De nombreuses pièces mécaniques complexes nécessitent même ces deux types de rectification afin de respecter toutes les spécifications dimensionnelles et géométriques des plans, tant pour les plaques rectifiées de précision que pour les composants rotatifs.
Quels sont les matériaux couramment utilisés pour le meulage de précision ?
Les matériaux concernés comprennent les métaux ferreux et non ferreux, l’acier inoxydable, le titane, les alliages spéciaux, les céramiques techniques, les plastiques et les matériaux composites, ainsi que les aciers trempés. Chaque matériau réagit différemment à la coupe abrasive, à la production de chaleur, à la charge de la meule et aux performances du liquide de refroidissement pendant le cycle de rectification. Les ateliers doivent adapter le choix de la meule, les paramètres d’usinage et les stratégies de contrôle thermique en fonction des propriétés physiques de chaque matériau. Une bonne adaptation des matériaux permet d’éviter les brûlures de surface, les déformations dimensionnelles et les finitions de mauvaise qualité sur les pièces rectifiées sans centre et autres types de pièces rectifiées.
Comment peut-on améliorer la rugosité de surface grâce à la rectification ?
La rugosité de surface peut être améliorée en choisissant la granulométrie et le type de liant adaptés de la meule, et en respectant des procédures de dressage appropriées tout au long des cycles de production. Les fabricants régulent également la vitesse d’avance de rectification, la vitesse de rotation et fournissent un volume suffisant de liquide de refroidissement afin de réduire l’accumulation de chaleur à la surface de la pièce. Le contrôle des passes de rectification et la prévention d’un enlèvement de matière excessif contribuent en outre à affiner la texture de surface et à éliminer les marques d’outil, permettant ainsi d’obtenir des pièces métalliques rectifiées présentant une finition miroir. Le plan doit toujours définir une exigence mesurable en matière de finition de surface plutôt que de se fonder uniquement sur un aspect visuel subjectif pour évaluer la qualité.
Quelle est la différence entre le fraisage et le meulage ?
Le fraisage et le tournage constituent des procédés d’usinage primaires efficaces qui permettent d’enlever de grandes quantités de matière afin d’obtenir des pièces de forme quasi-finale présentant des géométries complexes. La rectification utilise des meules abrasives pour éliminer de minuscules particules de matière, offrant ainsi des tolérances dimensionnelles plus serrées, un état de surface plus lisse et une meilleure correction géométrique que le fraisage seul. Le fraisage peine à obtenir une planéité ultra-fine, une finition de surface trempée et une circularité précise sur les éléments critiques tels que les paliers et les alésages, tâches pour lesquelles la rectification est idéale. La rectification sert d’étape finale de finition de précision pour affiner uniquement les surfaces clés et fabriquer des pièces usinées CNC superfinies sans altérer la forme globale de la pièce créée par le fraisage.