Pokud pracujete s CNC frézování, výrobě forem nebo rychlému prototypování ve strojírenských dílnách, je podle něj nezbytné znát různé typy frézovacích nástrojů. Normy ISO o obecných procesech frézování. Proces čelního frézování zahrnuje použití čelních fréz při různých operacích čelního frézování, protože tyto frézy se používají k frézování drážek, kapes, profilů a 3D povrchů. Jaký typ čelní frézy byste však měli zvolit pro ocel vs. hliník? Potřebujete 2 nebo 5 drážek? Který povlak pomáhá a kdy? A jak nastavit posuvy a otáčky, aby nástroj vydržel?
V tomto průvodci najdete nejprve stručné odpovědi a poté podrobnější informace. Projdeme si anatomii čelních fréz, typy čelních fréz, výběr podle materiálu a operace, tipy podložené údaji o posuvech, rychlostech a životnosti nástrojů a praktické návody pro běžné práce. Uvidíte také případ, kdy kulová fréza s diamantovým povlakem řezala karbidové prvky, které by normálně šly do EDM-doba řezacího cyklu při udržování finální úpravy.
Rychlý start: Vyberte si správnou čelní frézku
Výběr správné frézky nemusí být zdrcující. Místo toho, abyste se dívali na nespočet možností, postupujte podle jasného postupu krok za krokem, který zohlední váš materiál, typ operace a možnosti stroje. Tento stručný průvodce vám pomůže rychle zúžit výběr, vybrat spolehlivé startovací nastavení a vyhnout se běžným chybám - takže strávíte méně času hádáním a více času efektivním řezáním.
Rozhodovací strom: materiál → operace → stroj → nejlepší výběr
Postupujte podle tohoto jednoduchého postupu. Z nepřehledných možností se stane jasná volba:
Materiál obrobku
- Hliník a ostatní neželezné kovy: Materiály jako hliník a další neželezné kovy vyžadují vysokou rychlost řezání, ostré hrany a kontrolovaný záběr řezných konců. Nastavte řeznou rychlost a posuv pro optimalizaci výkonu.
- Legovaná a nástrojová ocel: potřebuje odolnost proti opotřebení a regulaci tepla.
- Nerezová ocel: potřebuje stabilitu vůči kalení a teplu.
- Slitiny titanu a niklu: potřebují silná jádra a nízký příkon tepla.
- Plasty/kompozity: vyžaduje nízkou teplotu a kontrolu otřepů.
- Karbidové a velmi tvrdé: vyžaduje nástroje s diamantovým povlakem a lehký záběr.
Operace
- Drážkování: řezání na celou šířku vyžaduje méně drážek a silný odvod třísek.
- Kapesní/adaptivní: vysoce účinné frézování upřednostňuje více drážek s malým radiálním krokem.
- Dokončování/obtahování: více drážek a stabilní geometrie pro povrchovou úpravu.
- Rampingové/šikmé vrtání: geometrie řezání na střed a dobrý odvod třísek.
Schopnost stroje
- Otáčky vřetena: vysoké otáčky upřednostňují malé průměry a nástroje s vysokou šroubovicí.
- Výkon/točivý moment: více drážek a větší průměry vyžadují vyšší výkon.
- Tuhost: méně tuhé sestavy potřebují kratší stickout, menší stepover a nástroje s proměnlivým roztečným sklonem.
- Chladicí kapalina: suchá/vzduchová/MQL/zaplavení ovlivňuje výběr povlaku a kontrolu třísek.
Nejlepší volba (startovní nastavení)
- Geometrie: plochý/čtvercový konec pro roviny a drážky; kulový hrot pro 3D povrchy; rohový rádius pro pevnost; vroubkovaná drsnější část pro rychlý úběr materiálu.
- Počet fléten: Pro gumovité/neželezné kovy 2-3; pro oceli a superslitiny 4-6.
- Šroubovice: vysoká šroubovice (45°-55°) pro hliník; variabilní 35°-45° pro oceli.
- Materiál nástroje: karbid pro většinu CNC prací; HSS/kobalt pro ruční frézky nebo měkčí materiály při nízkých otáčkách.
- Povrchová úprava: DLC/ZrN pro hliník; diamant pro abraziva a karbidy.
- Rychlosti: použijte níže uvedenou startovací tabulku a poté ji upravte podle zvuku, zatížení a dokončování.
Tip: Vytvořte jednoduchý list nastavení. Zaznamenejte materiál, nástroj, povlak, průměr, počet drážek, otáčky za minutu, posuv na zub, krokování, režim chladicí kapaliny a typ držáku. Aktualizujte to, co funguje.
Rychlé výběry podle běžných scénářů
- Hliník a neželezné kovy: 2-3 drážky, vysoká šroubovice 45°-55°, bez povlaku nebo ZrN/DLC. Tlačte vyšší zatížení třísek s ostrými hranami. Adaptivní čištění zde září.
- Legovaná ocel: 4-5 drážek, variabilní šroubovice, AlTiN/TiAlN. Mírný radiální záběr. Vzduchové nebo zaplavovací v závislosti na odklízení třísek a stabilitě.
- Nerezová ocel: 4-6 drážek, variabilní stoupání, AlTiN/TiAlN s vysokou mazivostí. Nižší povrchová rychlost. Udržujte posuv na zub, aby nedocházelo ke kalení.
- Nitrid titanu: TiAlN/AlTiN nano. Nízká SFM, MQL nebo vzduch. Udržujte čistotu třísek a nízkou teplotu.
- Karbidové formy: kulové frézy s diamantovým povlakem. Lehký krok dolů, malý krok. Pro určité prvky mohou nahradit elektroerozivní obrábění.
Vyhněte se těmto chybám při výběru
- Příliš mnoho drážek v gumovitých materiálech: třísky se nabalují, hrany se třou a vzniká tzv. built-up edge (BUE).
- Špatný povlak pro teplo: TiN se u ocelových řezů za vysokého žáru rychle opotřebovává; zvolte AlTiN/TiAlN.
- Nadměrné vyčnívání nebo špatné sbíhavost: vrubování, odlamování hran a špatná povrchová úprava.
- Použití diamantu na ocel: diamant při zahřátí reaguje se železem; šetřete ho pro karbid, grafit a brusivo.
Základy frézování: Co je frézka a jak funguje
Čelní frézy jsou víc než jen obyčejné rotační bity - jsou to univerzální nástroje, které mohou řezat ve více směrech, zpracovávat různé materiály a provádět širokou škálu operací. Než se ponoříme do drážek, úhlů šroubovic a materiálů nástrojů, udělejme si jasnou představu o tom, co je to čelní fréza, jak funguje a proč jsou její konstrukční vlastnosti důležité pro každou frézovací úlohu.
Co je to čelní frézka?
Čelní fréza je typ čelního řezného nástroje, který se hojně používá při všestranném obrábění. Výběr správné čelní frézy závisí na materiálu a typu operace. Čelní frézy se používají k účinnému obrábění kovů, plastů a dalších materiálů. Drážky zajišťují ostré řezné hrany a odvádějí třísky při každé operaci čelního frézování. Na rozdíl od vrtáku, který řeže pouze přímo dolů (axiálně), může čelní fréza řezat axiálně i radiálně. To znamená, že se správnou geometrií můžete vrtat drážky, profily, kapsy, čela, rampy, a dokonce i šroubovice. To je důvod, proč čelní frézy stojí ve středu CNC frézovacích a čelních frézovacích operací.
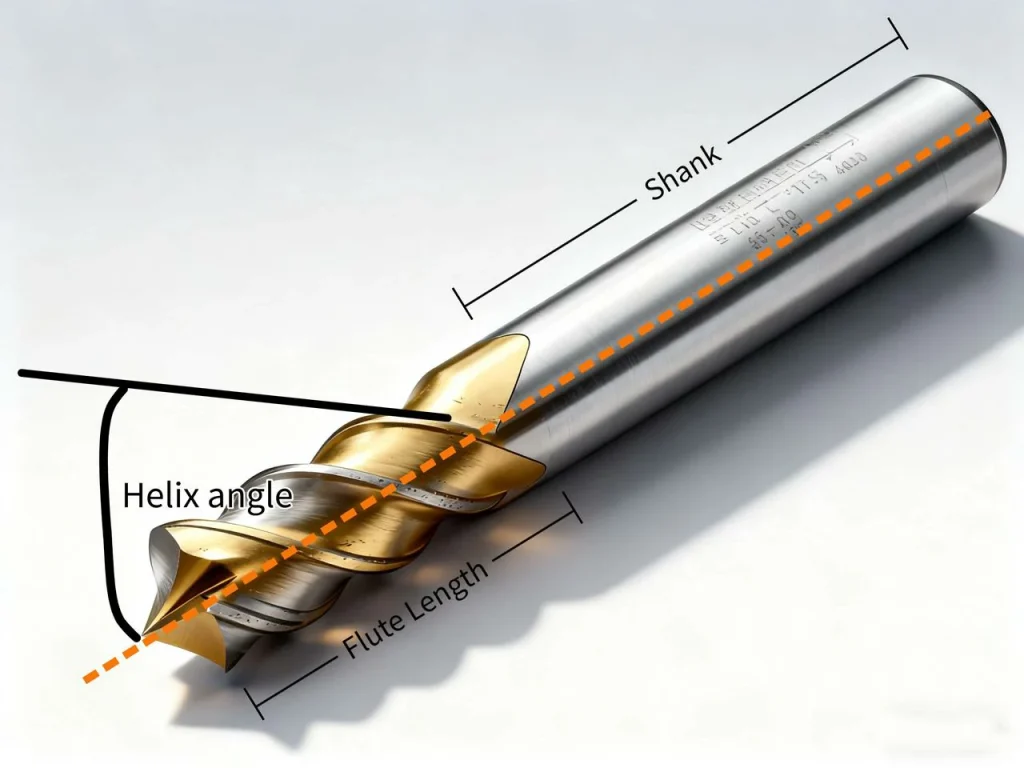
Anatomie: drážky, jádro, pásnice, hřeben/odlehčení, šroubovice, dřík, příprava rohů.
Čelní frézka vypadá jednoduše, ale každá její vlastnost je důležitá:
- Drážky: drážky, které vytvářejí ostré břity a odvádějí třísky.
- Jádro/síť: pevný střed, který dodává nástroji pevnost.
- Náběh a odlehčení: úhly, které určují, jak se hrana zakousne do řezu a jak ho vyčistí.
- Úhel šroubovice: spirála drážek; vyšší šroubovice vytahuje třísky rychleji nahoru a umožňuje hladší řezání měkkých kovů.
- Stopka: rovná část, která se nasazuje na držák. Mezi běžné stopky patří rovná a Weldonova (s plochou pro stavěcí šrouby).
- Příprava rohů: čtvercový, rohový rádius nebo zkosení. Rádius zmírňuje namáhání a zvyšuje životnost.
Materiály: karbid vs. HSS vs. kobalt (M42)
Zde je srovnání běžných materiálů nástrojů. Rychlořezná ocel (HSS) je houževnatá a šetrná, ideální pro nízké otáčky a ruční frézování. NIST zkoušky vlastností materiálu. Pro středně rychlé aplikace, kde není vhodné použít karbid, lze použít buď slitiny kobaltové oceli, nebo HSS.
Karbid
- Silné stránky: velmi tvrdý, odolný proti opotřebení, drží ostří za tepla; ideální pro ocel, nerez, titan, niklové slitiny a vysokorychlostní řezy.
- Limity: křehčí než HSS; vyžaduje pevné nastavení.
- Nejlepší použití: většina CNC prací, zejména malé nástroje a tvrdé kovy.
Rychlořezná ocel (HSS)
- Silné stránky: houževnaté a odpouštějící; vhodné pro nízké otáčky a ruční frézky; nižší cena.
- Omezení: měkne při vysoké teplotě; pomalejší řezná rychlost.
- Nejvhodnější: měkčí materiály, jednorázové práce, školení nebo stroje s nízkým výkonem.
Kobaltová ocel (často M42)
- Silné stránky: tvrdší za tepla než HSS; lepší pro tvrdší oceli při mírných otáčkách.
- Limity: stále nejsou tak odolné proti opotřebení jako karbid.
- Nejlepší volba: střední cesta, když není karbid praktický.
Může čelní fréza řezat příčně a zapichovat se jako vrták?
Ano, frézy mohou řezat do stran, a pokud se jedná o středicí frézy, mohou se ponořit. Mnohé čtyřhranné frézy se dvěma nebo třemi drážkami jsou středicí a mohou vrtat díry podélně nebo šikmo. Nástroje, které nejsou středicí, by měly vstupovat spíše s náběhem nebo šroubovicí než s přímým zanořením.
Čelní frézka vs. čelní frézka: Rozdíly a použití při CNC frézování
Při práci s CNC frézováním je pro výběr správného nástroje zásadní pochopit rozdíl mezi čelní a čelní frézou. Čelní fréza využívá k úběru materiálu především rovný povrch frézy, takže je ideální pro velké rovné plochy a vysoké úběry materiálu. Naproti tomu čelní fréza řeže špičkou a bočními stranami, což jí umožňuje zpracovávat drážky, kapsy, kontury a dokonce i složité 3D povrchy.
Hlavní rozdíly spočívají ve směru řezu, kvalitě povrchu a univerzálnosti. Čelní frézování je většinou axiální a efektivně vytváří široké, hladké povrchy, zatímco čelní frézování může řezat jak axiálně, tak radiálně, což umožňuje přesné frézování složitých prvků. Pro operátory CNC znamená výběr správného nástroje zvážení materiálu, geometrie a požadované povrchové úpravy. Znalost různých typů čelních fréz - jako jsou čtyřhranné, s kuličkovou špičkou nebo s rohovým rádiusem - může dále optimalizovat výkon a životnost nástroje.
Souhrnně lze říci, že ačkoli jsou oba nástroje při CNC obrábění nezbytné, rozhodnutí mezi čelní a čelní frézou závisí na tvaru součásti a požadavcích na dokončovací práce. Správná volba nástroje zajistí lepší účinnost, čistší povrch a nižší opotřebení nástroje.
Typy čelních fréz a jejich geometrie pro CNC frézování
Mezi běžné typy fréz patří čtyřhranné frézy, kulové frézy, frézy s rohovým rádiusem, kuželové frézy a hrubovací frézy. Tyto frézy se dodávají s několika geometriemi konců, které vyhovují různým operacím čelního frézování.
Ploché frézy, frézy s kulovým nosem a frézy s rohovým rádiusem
- Ploché (čtvercové) zakončení: zanechává ploché dno a ostré stěny. Skvěle se hodí pro drážky a kapsy.
- Kulový konec: má zaoblenou špičku pro 3D povrchovou úpravu. Ideální pro formy a organické tvary.
- Poloměr rohu: čtvercový konec s malým poloměrem na špičce. Tento poloměr snižuje odlamování a zvyšuje životnost, zejména u tvrdších materiálů.

Hrubovací vs. dokončovací nástroje; variabilní provedení drážek/šroubovic
Hrubovací nástroje (často vroubkované frézy "kukuřičný klas") rozbíjejí třísky a odstraňují velké množství materiálu s menší řeznou silou. Dokončovací nástroj s hladkým ostřím pak povrch lehce očistí. Mnoho moderních fréz používá proměnlivé rozteče drážek a proměnlivé úhly šroubovice k rozrušení vibrací. Tím se potlačí chvějivé tóny a zlepší se povrchová úprava.
Počet drážek a úhel šroubovice podle materiálu
Počet drážek určuje prostor pro třísky a potenciál posuvu:
- Hliník a neželezné kovy: 2-3 drážky s vysokou šroubovicí (45°-55°). Větší prostor pro třísky a rychlé odvádění zabraňuje BUE.
- Ocel, nerez, titan: 4-6 drážek s proměnlivou šroubovicí kolem 35°-45°. Více hran sdílí zatížení při pomalejší SFM.
- Mikronástroje: malé průměry vyžadují velmi vysoké otáčky a menší zatížení třískami bez ohledu na materiál.
Dříky, dosah a kontrola vybíhání
Na držení nástroje záleží stejně jako na nástroji. Kratší vyčnívání snižuje průhyb. Vyvážené, tuhé držáky pomáhají při vysokorychlostním obrábění. Při těžkých řezech s bočním zatížením jsou stopky Weldon odolné proti vytažení. Pro jemné dokončovací práce snižují úběhy kvalitní upínače nebo smršťovací držáky. I házení 0,01 mm může zkrátit životnost nástroje, protože většinu práce odvede jedna drážka.
Nátěry a povrchové úpravy
Povlaky čelních fréz ovlivňují životnost nástroje a tok třísek. Výběr správného povlaku zajišťuje ostré řezání a hladký chod při frézování. Každá povrchová úprava, od univerzálního TiN po ultra tvrdý diamant, ovlivňuje tepelnou odolnost, tok třísek a životnost nástroje. Pochopení toho, který povlak je vhodný pro váš materiál - ať už jde o hliník, ocel, titan nebo kompozity - vám pomůže snížit opotřebení, zabránit vzniku nánosů hran a v některých případech dokonce nahradit složitější procesy, jako je elektroerozivní obrábění.
TiN, TiAlN/AlTiN, DLC, diamant: kdy a proč
- TiN: univerzální použití; nižší tepelná odolnost než u moderních povlaků.
- TiAlN/AlTiN: vysoká odolnost proti teplu a oxidaci; leskne se v ocelích za sucha nebo při MQL. Hliník v povlaku vytváří za tepla ochrannou vrstvu.
- DLC/ZrN: velmi kluzký; snižuje tvorbu hran u hliníku a jiných neželezných kovů. Udržuje hrany ostré a třísky tekoucí.
- Diamant (CVD nebo PCD): extrémní odolnost proti opotřebení abrazivních materiálů, grafitu a dokonce i při obrábění cementovaného karbidu. Vyhněte se železným slitinám při řezné teplotě.

Rychlá matice přiléhavosti povlaku (přímé srovnání)
- Hliník a neželezné kovy: leštěné bez povlaku, ZrN nebo DLC.
- Oceli a nerezové oceli: AlTiN/TiAlN.
- Slitiny titanu a niklu: AlTiN/TiAlN nanovrstvy; silná jádra.
- Kompozity/grafit/abrazivní materiály: diamant.
- Plasty: ostré nástroje bez povrchové úpravy, aby se zabránilo zahřívání.
Případová studie: Fréza s diamantovým povlakem nahrazuje elektroerozivní obrábění tvrdokovu
V jedné dílně byla použita kulová fréza s diamantovým povlakem o průměru 1,00 mm na obrobku z tvrdokovu se supermikrozrnným povrchem o hodnotě kolem 92,5 HRA. Za 39 minut opracovala a dokončila šestihranný tvar. Výsledek odpovídal potřebám povrchové úpravy a zkrátil čas, nastavení a následné zpracování, které by pro stejný prvek vyžadovalo elektroerozivní obrábění. Metoda fungovala, protože tvrdost povlaku odolávala opotřebení a dráha nástroje udržovala nízké síly s malým krokováním a snižováním. Stručně řečeno, se správnou geometrií a diamantovým povlakem si čelní frézování poradí s díly, které dříve vyžadovaly elektroerozivní obrábění nebo broušení.
Potřebuji na hliník nátěr, nebo bych měl použít bez nátěru?
Pro hliník se často skvěle hodí ostrý leštěný nástroj bez povlaku. Pokud se objeví BUE nebo lepkavé třísky, přejděte na ZrN nebo DLC. AlTiN/TiAlN si nechte pro železné kovy, kde povlaku pomáhá teplo.
Praktické tipy pro nátěry
- Nepoužívejte diamant na ocel. Při řezné teplotě se o železo rozbíjí.
- AlTiN/TiAlN používejte, když musíte řezat rychle a za tepla do ocelí. Suchý vzduch nebo MQL zde často předčí zaplavení.
- U hliníku udržujte hrany ostré jako břitva. Vyhněte se povlakům, které tupí hrany.
Výroba a kvalita: Od polotovaru k nástroji
Od surových karbidových polotovarů až po přesně broušené čelní frézy - výrobní proces formuje výkon ještě předtím, než se nástroj dotkne kovu. Každý krok - broušení drážek, leštění hran, přidávání povlaků a přísná kontrola - zajišťuje přísné tolerance, konzistentní geometrii a dlouhou životnost nástroje. Pochopení této cesty vám pomůže pochopit, proč jsou kvalita a přesnost na dílně důležité.
Pro ty, kteří hledají přesné CNC obrábění Společnost U-Need nabízí pokročilé CNC frézování a řešení pro výrobu dílů, které splňují přísné tolerance a průmyslové standardy kvality. Jejich odborné znalosti překlenují mezeru mezi návrhem a výrobou a zajišťují, aby každý obráběný díl fungoval přesně a konzistentně.
Jak se vyrábí karbidové frézy
Karbidové frézy se vyrábějí z pevné tyče ("polotovaru") z částic karbidu wolframu, které jsou drženy kobaltem. Tyč se nařeže na požadovanou délku a na víceosé CNC brusce se vytvoří drážky, geometrie konců a stopka. Po hrubovacích průchodech následují dokončovací průchody, broušení paty a rádiusu a leštění, které vybírají přesnost a kvalitu povrchu. Může být přidán povlak a poté lehká příprava hran po povlaku udržuje řezné hrany konzistentní.
Přesné parametry a kontrola
Na posledních přihrávkách brusky záleží. Rychlost dokončovacích kotoučů může dosáhnout zhruba 25 m/s s pomalým posuvem pro čistý povrch. Malé změny v přípravě hran mohou změnit způsob opotřebení nástroje. Kontrolní nástroje, jako jsou lasery a optické systémy, kontrolují průměr, délku, poloměr rohu a házení. Tyto kontroly udržují skutečné řezné hrany tam, kde jsou podle modelu.
Klíčové tolerance, které ovlivňují výkon:
- Průměr: velikost určuje šířku a uložení drážky.
- Běžkování: omezuje, která drážka je nejvíce zatížena.
- Poloměr rohu: nastavuje sílu na špičce.
- Průměr a zaoblení stopky: ovlivňuje přilnavost a zarovnání držáku.
Excelentní výroba a udržitelnost
Mnoho výrobců nyní regeneruje šrot a přebrušuje opotřebované nástroje. Wolfram a kobalt jsou kritické materiály, takže recyklační smyčky jsou důležité. Některé programy obnovují velkou část obsahu karbidu a udržují jej v provozu. Tím se snižuje dopad na životní prostředí a stabilizují se dodávky.
Jaké tolerance jsou nejdůležitější pro životnost a kvalitu obrábění?
Velkou roli hraje vybíhání a příprava rohů. Vysoký výběh přetěžuje jednu hranu a brzy ji odštípne. Ostrý, ale kontrolovaný poloměr rohu zabraňuje křehkým rohům a zlepšuje povrchovou úpravu, zejména u oceli.
Optimalizace posuvů, rychlostí a životnosti nástrojů
Nastavení správné řezné rychlosti a záběru řezného konce zajišťuje hladký chod a prodlužuje životnost nástroje. Správným nastavením povrchové rychlosti, zatížení třískou a posuvu na zub - a seřízením podle materiálu, chladicí kapaliny a záběru nástroje - můžete zabránit tření, kontrolovat opotřebení, snížit chvění a udržovat hladké řezy. Pochopení těchto základních principů vám pomůže optimalizovat každý průchod frézou bez dohadů.
Nastavení SFM, otáček za minutu, zatížení třískou a posuvu na zub
Chcete-li rychle začít, použijte tyto vzorce a počáteční rozsahy. Poté proveďte ladění podle zvuku, zatížení vřetena a dokončování.
Vzorce (krok za krokem)
- Převod rychlosti povrchu (SFM) na otáčky za minutu:
- Otáčky = (SFM × 3,82) / průměr nástroje v palcích
- Pro metrické měření: (Vc v m/min × 1000) / (π × průměr v mm).
- Rychlost krmení (IPM):
- IPM = zatížení třískou na zub × počet drážek × otáčky za minutu
- Ředění třísek:
- Pokud je radiální krokování menší než 50% průměru, je váš efektivní čip menší. Zvyšte posuv na zub o 10-40%, aby se třísky netřepily, ale tvořily.
Startovací SFM podle materiálu (přímé srovnání)
- Slitiny hliníku: 600-1 000 SFM s karbidem
- Nízkolegovaná ocel: 150-300 SFM s karbidem
- Nerezová ocel: 120-220 SFM s karbidem
- Slitiny titanu: 80-160 SFM s karbidem
- Plasty: 400-800 SFM s ostrými nepotaženými nástroji
- Kompozity/grafit: dodržujte pokyny výrobce nástrojů; klíčové je odsávání prachu.
Při novém nastavení vždy začněte s nízkou hodnotou a zvyšujte ji, abyste dosáhli stabilního řezu. Snažte se udržet světlou barvu třísek a čisté hrany. Pokud uslyšíte pískání, upravte záběr nebo otáčky, abyste tuto rezonanci přeskočili.
Jaké je řezné pravidlo pro frézy? Řezejte s třískou. Netřete. To znamená udržovat skutečné zatížení třísky na zub, i když kvůli tomu musíte snížit otáčky. Frézování, při kterém dochází k tření, vytváří teplo, otupuje nástroj a ničí povrchovou úpravu.
Režimy opotřebení a diagnostika
Běžné typy opotřebení:
- Opotřebení boků: postupná ztráta okrajů; normální konec životnosti.
- Opotřebení kráteru: tepelné poškození na čele hrabice; snížení SFM nebo zlepšení chlazení.
- Odštípnutí hrany: v důsledku odlupování, tvrdého okuje nebo nárazu; zkraťte stickout nebo změňte vstup.
- Tepelné praskání: tepelné cyklování; zkuste stabilnější chladicí kapalinu nebo suchou s AlTiN v oceli.
- Built-up edge (BUE): hliník ulpívající na hraně; použijte DLC/ZrN nebo zvyšte zatížení čipu.
Sledujte, zda se nezvyšuje zatížení vřetena, nezhoršuje se povrchová úprava nebo nedochází k náhlým změnám tónu. Ty vás varují před selháním nástroje.
Chladicí kapalina, MQL a odvod třísek
Použijte správný režim chlazení pro danou práci:
- Hliník a gumovité slitiny: zaplavení nebo MQL k zastavení BUE a odvedení třísek.
- Ocel s AlTiN: často je lepší suchá nebo se vzduchem; teplo pomáhá povlaku vytvořit bariéru.
- Hluboké drážky a kapsy: silný vzduchový paprsek a klovací pohyby nebo dráhy nástrojů pro odstraňování třísek.
- Průchozí chladicí nástroje: pomoc v hlubokých kapsách nebo lepivých materiálech.
Strategie dráhy nástroje, jako je adaptivní frézování (vysoce efektivní frézování), používají malé radiální krokování a hlubší axiální řezy. Tím se udržují stabilní síly a snižují se tepelné skoky.
Řízení chvění a vychýlení
Chvění je samovzbuzující se vibrace, která ničí povrch a hrany. Řiďte se jím:
- Zkrácení výčnělku a použití tužších držáků.
- Použití nástrojů s proměnnou roztečí/šroubovicí.
- Přesunutí otáček do stabilního "laloku", kde se chvění ztratí.
- Snížení radiálního záběru nebo nastavení vstupních pohybů.
- Vyvážení nástroje/držáku při velmi vysokých otáčkách.

Příručky aplikací a reálná nastavení
Frézování v reálném světě v profesionálních službách CNC frézování není jen o výběru nástroje - je to o přizpůsobení geometrie, drážek a posuvů použité operaci a materiálu. Od drážkování a frézování kapes až po náběhy a šikmé vrtání vám pochopení strategií krok za krokem a nastavení specifických pro daný materiál pomůže zrychlit řezání, prodloužit životnost nástroje a dokonce nahradit složitější procesy, jako je elektroerozivní obrábění.
Vrtání drážek, kapes, podélného a šikmého vrtání
Drážkování krok za krokem (přímé pokyny)
- Zvolte menší počet drážek (2-3 u neželezných kovů; 3-4 u oceli), abyste získali prostor pro třísky.
- Omezte axiální hloubku při prvním průchodu; pro začátek použijte 0,5-1,0×D podle tuhosti.
- Použijte nájezdovou rampu nebo šikmý vstup, abyste zabránili nárazu celé hrany do díla.
- Odstraňte třísky vzduchem nebo chladicí kapalinou; znovu je vložte s krátkým náběhem.
- Nechte si malý zbytek pro závěrečný průchod, abyste očistili obě strany.
Kapesní/adaptivní
- Použijte lehký radiální krok (5-20% průměru) a hlubší axiální řezy.
- Udržujte nástroj v plynulém záběru; vyhněte se tvrdým zatáčkám s trochoidními pohyby.
- Více drážek může pomoci, protože každá drážka pojme menší třísku.
Podbíjení a šikmé vrtání
- Používejte nástroje pro středové řezání.
- Ramp 1-3° nebo šroubovice při 1-2× průměru nástroje s radiálním záběrem 10-20%.
- Jakmile se dostanete do hloubky, přejděte na stabilní kapsu nebo profil.
Recepty specifické pro daný materiál
Hliník
- 2-3 žlábky, vysoká šroubovice. Leštěné bez povlaku, ZrN nebo DLC.
- Vysoké otáčky a zdravé zatížení čipů. Vyvarujte se tření; k odstranění třísek použijte vzduch nebo zaplavení.
- Při dokončovacích pracích lze velmi lehkým WOC a vysokým posuvem dosáhnout zrcadlového povrchu.
Oceli a nerezové oceli
- 4-6 drážek, variabilní šroubovice. AlTiN/TiAlN.
- Mírný SFM s rovnoměrným posuvem na zub, aby nedocházelo ke ztvrdnutí materiálu.
- Pokud to povlak podporuje, zkuste sušit vzduchem v oceli; udržujte třísky v proudu.
Slitiny titanu a niklu
- 4-6 drážek se silným jádrem a přípravou hran.
- Nízká SFM, vyšší posuv na zub a malá radiální WOC.
- Používejte MQL nebo vzduch; snižte teplo pomocí ostrých nástrojů a přizpůsobivých drah nástrojů.
Kompozity a plasty
- Speciální geometrie (řezání nahoru/dolů, lisování) pro kontrolu otřepů a delamů.
- Nízká teplota. Ostré nástroje a správné zatížení třískami. Odsávání prachu a vláken.
Nejdůležitější případy a klíčové ukazatele výkonnosti
Diamantem potažený nástroj s kulovou špičkou o průměru 1,00 mm obráběl karbidový prvek formy (přibližně 92,5 HRA) za 39 minut hrubováním i dokončováním. Dílna omezila používání elektroerozivního obrábění, sloučila kroky do jednoho nastavení a zachovala pracovní postup ve vlastní režii. Klíčem byl lehký krok dolů, malý krokování a stabilní dráha nástroje, která se vyhnula rázům.
Přehled klíčových ukazatelů výkonnosti (přímé srovnání)
- Doba cyklu: 39 minut
- Povrchová úprava (Ra): dostatečně jemná, aby bylo možné vynechat elektroerozivní obrábění pro tento prvek.
- Životnost nástroje: prodloužená oproti nepovlakovaným nebo nediamantovým variantám z tvrdokovu.
- Nastavení: méně a plynulejší plánování

Může vysokorychlostní obrábění snížit opotřebení nástroje a dobu cyklu?
Ano - pokud používáte lehký radiální záběr, hlubší axiální řezy a správné posuvy a rychlosti. Přesunete teplo do třísky, udržíte stálé síly a zabráníte tření. Tím se zkrátí doba cyklu a často se zvýší životnost nástroje.
Neutrální srovnání značek a tipy pro nákup
Výběr správné čelní frézy není jen o značkách - více záleží na výkonu, kompatibilitě materiálů, mezních hodnotách stroje a tolerancích. Porozumění problematice karbidu vs. HSS, kontrola specifikací házivosti a rohového poloměru a vyvážení rozpočtu s prémiovými nástroji vám pomůže činit chytrá a nákladově efektivní rozhodnutí při zachování vysoké kvality a životnosti nástroje.
Karbid vs. HSS: výkon, náklady a omezení stroje
- Karbid používejte pro vysokou produktivitu, malé průměry, tvrdé kovy a většinu CNC prací. Při zahřátí drží hrany.
- HSS nebo kobalt používejte, když má váš stroj nízké otáčky/výkon, když potřebujete tvrdé hrany při nízkých otáčkách nebo pro měkčí materiály a krátké série.
- Ruční frézky nebo starší stroje často využívají HSS, protože nedokážou dostatečně rychle roztočit malý nástroj ze slinutého karbidu.
Tolerance, nátěry a konzistence u různých značek
Přečtěte si specifikační listy pro:
- Tolerance průměru a tolerance rohového poloměru.
- Kontrola házivosti na řezné délce.
- Typ a tloušťka povlaku vhodná pro váš materiál.
- Dávková konzistence a dostupné programy pro přebroušení.
Malé odchylky v rozbíhavosti nebo přípravě rohu výrazně mění životnost. Pokud záleží na povrchové úpravě nebo těsných rysech, zaměřte se na přesnější specifikace průměru a házivosti.
Rozpočtové vs. prémiové strategie
Chytrým přístupem mnoha obchodů je hrubování s cenově výhodnými nástroji a dokončování s prémiovými nástroji. Tím se snižují náklady a zároveň se chrání kritické povrchové úpravy a rozměry. Sledujte náklady na díl, ne cenu za nástroj. Pokud vám nástroj umožňuje pracovat rychleji nebo se vyhnout sekundární operaci, je často skutečně výhodný.
Vyplatí se levné frézy pro výrobu prototypů?
Často ano pro měkké materiály nebo jednorázové díly, pokud akceptujete kratší životnost nebo pomalejší posuvy. V případě přísných tolerancí, tvrdých kovů nebo dlouhých cyklů skryté náklady na lámání a přepracování vymažou veškeré úspory.
Nejčastější dotazy
Čelní fréza je v podstatě řezný nástroj používaný ve frézkách k odebírání materiálu z obrobku. Na rozdíl od vrtáku, který jde pouze přímo dolů, může čelní fréza řezat ve více směrech - do stran, šikmo, dokonce i ve složitých konturách. Je ideální pro vytváření drážek, kapes, otvorů a složitých tvarů v kovu, plastu nebo dřevě. Představte si ji jako super univerzální sochařský nástroj pro stroje - nejenže vyvrtává otvory, ale tvaruje obrobek přesně podle vašich představ.
Pojem "mlýn" může znamenat několik věcí. Obecně se vztahuje na samotný stroj, jako je frézka, která drží nástroj a pohybuje jím po obrobku. Na druhou stranu "fréza" je skutečný řezný nástroj, který se do stroje zasune. Můžete si to představit jako vrtačku a vrták: vrtačka je stroj, vrták je to, co skutečně provádí řezání. Fréza se pohybuje a pohání čelní frézu, zatímco čelní fréza tvaruje materiál.
Čelní a čelní frézování jsou dva různé způsoby použití frézy. Při čelním frézování se k odebírání materiálu používá plochá plocha frézy, obvykle k vytvoření rovné plochy na horní straně obrobku. Naproti tomu čelní frézování využívá špičku nebo hrany frézy k řezání v libovolném směru, což je skvělé pro drážky, kapsy nebo detailní tvary. Jednoduchý způsob zapamatování: čelní frézování = rovnání horní plochy, koncové frézování = vyřezávání tvarů nebo hran.
Pro frézy platí několik "zlatých pravidel", pokud jde o řezání. Zaprvé je třeba přizpůsobit rychlost a posuv materiálu - příliš rychlý posuv opotřebovává nástroj, příliš pomalý posuv kov spálí. Za druhé, zvolte správný počet drážek: méně drážek = lepší odvod třísek, více drážek = hladší povrch. Za třetí, vždy se ujistěte, že máte správnou hloubku řezu; příliš hluboký řez při jednom průchodu může nástroj zlomit. V podstatě se k frézce chovejte jako k přesnému nástroji - nejlépe funguje, když se používá správně.
Existuje jich vlastně docela dost typů! K dispozici jsou čtyřhranné frézy, kulové frézy, frézy s rohovým rádiusem, hrubovací frézy a další. Každá z nich má jiný účel: čtyřhranné pro drážky a kapsy, kulové pro křivky a 3D povrchy, hrubovací pro rychlé odebírání velkého množství materiálu. A pak je také můžete rozdělit podle materiálu, povlaku, počtu drážek nebo typu stopky. Může to znít zdrcujícím způsobem, ale jakmile znáte tvar řezu, který potřebujete, výběr toho správného se stane jednodušším.
Výběr správné frézy závisí na několika věcech: na materiálu, který chcete řezat, na požadovaném tvaru a na rychlosti řezání. Například hliník má rád méně drážek a ostré hrany, zatímco ocel může potřebovat více drážek a nástroj s povlakem pro dlouhou životnost. Zamyslete se také nad hloubkou a šířkou řezu - dlouhé, úzké drážky potřebují jiné nástroje než široké kapsy. A nezapomeňte na povlaky: TiN, TiAlN a další povlaky mohou mít velký vliv na životnost a výkon nástroje. Ve skutečnosti jde o to, abyste nástroj přizpůsobili svému projektu, a ne jen vybrali to, co vypadá dobře.
Pokud jde o hliník, 2 nebo 3 drážky obvykle fungují lépe než více. Proč? Hliník vytváří velké množství třísek a menší počet drážek dává těmto třískám větší prostor k úniku, což zabraňuje jejich ucpávání. Pro běžné řezání se často používají frézy se dvěma drážkami, zatímco frézy se třemi drážkami vám mohou poskytnout o něco hladší povrch, aniž byste museli obětovat příliš velký prostor pro třísky. V podstatě jde o vyvážení rychlosti, kontroly třísek a kvality povrchu - pro hliník platí, že méně je často více.



