Si vous travaillez avec Fraisage CNCDans les ateliers d'usinage, la compréhension des différents types d'outils de fraisage est essentielle, d'après l'Institut de recherche sur les technologies de l'information et de la communication (IRIS). Normes ISO sur les processus généraux de fraisage. Le processus de fraisage en bout implique l'utilisation de fraises en bout dans une variété d'opérations de fraisage en bout, car ces fraises sont utilisées pour couper des fentes, des poches, des profils et des surfaces en 3D. Mais quel type de fraise choisir pour l'acier ou l'aluminium ? Faut-il 2 ou 5 goujures ? Quel revêtement est utile, et quand ? Et comment régler l'avance et la vitesse pour que l'outil dure longtemps ?
Ce guide vous donne d'abord des réponses rapides, puis des détails plus approfondis. Nous abordons l'anatomie des fraises, les types de fraises, la sélection en fonction du matériau et de l'opération, des conseils fondés sur des données concernant les avances, les vitesses et la durée de vie de l'outil, ainsi que des guides pratiques pour les travaux courants. Vous verrez également un cas où une fraise à bille revêtue de diamant a coupé des caractéristiques en carbure qui auraient normalement été EDM-la réduction de la durée du cycle tout en maintenant la finition.
Démarrage rapide : Choisir la bonne fraise dès maintenant
Le choix de la bonne fraise n'a pas à être une tâche insurmontable. Au lieu d'examiner d'innombrables options, suivez une approche claire, étape par étape, qui tient compte de votre matériau, du type d'opération et des capacités de la machine. Ce guide de démarrage rapide vous aide à réduire rapidement vos choix, à choisir une configuration de départ fiable et à éviter les erreurs courantes, afin que vous passiez moins de temps à deviner et plus de temps à couper efficacement.
Arbre de décision : matériau → opération → machine → meilleur choix
Suivez ce processus simple. Il transforme les options désordonnées en un choix clair :
Matériau de la pièce
- Aluminium et autres métaux non ferreux : Les matériaux tels que l'aluminium et les autres métaux non ferreux nécessitent une coupe à grande vitesse, des arêtes vives et un engagement contrôlé de l'extrémité de la coupe. Réglez la vitesse de coupe et l'avance pour optimiser les performances.
- Acier allié et acier à outils : résistance à l'usure et contrôle de la chaleur.
- Acier inoxydable : doit être résistant à l'écrouissage et à la chaleur.
- Titane et alliages de nickel : nécessite des noyaux solides et un faible apport de chaleur.
- Plastiques/composites : nécessite une faible chaleur et un contrôle des bavures.
- Carbure et ultra-dur : nécessite des outils diamantés et un engagement léger.
Fonctionnement
- Rainurage : les coupes de pleine largeur nécessitent moins de goujures et une bonne évacuation des copeaux.
- Empochement/adaptation : le fraisage à haut rendement favorise un plus grand nombre de goujures avec de légers décrochements radiaux.
- Finition/contournage : plus de cannelures et une géométrie stable pour la finition de la surface.
- Perçage en rampe/helicoïdal : géométrie de coupe centrale et bonne évacuation des copeaux.
Capacité de la machine
- Vitesse de rotation de la broche : une vitesse de rotation élevée favorise les petits diamètres et les outils à grande hélice.
- Puissance/couple : plus de cannelures et des diamètres plus importants nécessitent plus de puissance.
- Rigidité : les configurations moins rigides nécessitent un stickout plus court, un stepover plus petit et des outils à pas variable.
- Le liquide de refroidissement : sec/air/MQL/flot affecte le choix du revêtement et le contrôle des copeaux.
Meilleur choix (configuration de départ)
- Géométrie : extrémité plate/carrée pour les plats et les fentes ; nez sphérique pour les surfaces 3D ; rayon d'angle pour la solidité ; rugosité dentelée pour un enlèvement rapide de la matière.
- Nombre de cannelures : 2-3 pour les gommes et les métaux non ferreux ; 4-6 pour les aciers et les superalliages.
- Hélix : hélix élevé (45°-55°) pour l'aluminium ; variable 35°-45° pour les aciers.
- Matériau de l'outil : carbure pour la plupart des travaux CNC ; HSS/cobalt pour les fraises manuelles ou les matériaux plus tendres à faible vitesse de rotation.
- Revêtement : TiAlN/AlTiN pour les métaux ferreux soumis à la chaleur ; DLC/ZrN pour l'aluminium ; diamant pour les abrasifs et le carbure.
- Aliments/vitesses : utiliser le tableau de départ ci-dessous, puis ajuster en fonction du son, de la charge et de la finition.
Conseil : Créez une feuille de configuration simple. Saisissez le matériau, l'outil, le revêtement, le diamètre, le nombre de goujures, le nombre de tours/minute, l'avance par dent, la descente/le passage, le mode de refroidissement et le type de porte-outil. Mettez à jour avec ce qui fonctionne.
Sélection rapide par scénarios courants
- Aluminium et non-ferreux : 2-3 goujures, hélice haute 45°-55°, non revêtue ou ZrN/DLC. Pousser une charge de copeaux plus importante avec des arêtes vives. Le dégagement adaptatif brille ici.
- Acier allié : 4-5 gorges, hélice variable, AlTiN/TiAlN. Engagement radial modéré. Air ou inondation en fonction de l'évacuation des copeaux et de la stabilité.
- Acier inoxydable : 4-6 cannelures, pas variable, AlTiN/TiAlN à haut pouvoir lubrifiant. Vitesse de surface plus faible. Maintenir l'avance par dent pour éviter l'écrouissage.
- Nitrure de titane : 4-6 goujures avec un noyau solide, TiAlN/AlTiN nano. Faible SFM, MQL ou air. Garder les copeaux clairs et la chaleur basse.
- Moules en carbure : fraises à billes diamantées. Léger abaissement, faible augmentation. Peut remplacer l'électroérosion pour certaines caractéristiques.
Évitez ces erreurs de sélection
- Trop de cannelures dans des matériaux gommeux : les copeaux se tassent, les bords frottent et vous obtenez un bord construit (BUE).
- Revêtement inadapté à la chaleur : Le TiN dans les coupes d'acier à haute température s'use rapidement ; optez pour l'AlTiN/TiAlN.
- Un dépassement excessif ou un mauvais faux-rond entraînent un broutage, un écaillage des arêtes et une mauvaise finition.
- Utilisation du diamant sur l'acier : le diamant réagit avec le fer à la chaleur ; réservez-le au carbure, au graphite et aux abrasifs.
Notions de base sur les fraises : Qu'est-ce qu'une fraise et comment fonctionne-t-elle ?
Les fraises en bout sont plus que de simples mèches : ce sont des outils polyvalents qui peuvent couper dans plusieurs directions, traiter une grande variété de matériaux et effectuer un large éventail d'opérations. Avant de nous pencher sur les goujures, les angles d'hélice et les matériaux des outils, nous allons nous faire une idée précise de ce qu'est une fraise, de son fonctionnement et de l'importance de ses caractéristiques de conception pour toutes les tâches de fraisage.
Qu'est-ce qu'une fraise ?
Une fraise est un type d'outil de coupe en bout largement utilisé dans les processus d'usinage polyvalents. Le choix de la bonne fraise dépend du matériau et du type d'opération. Les fraises en bout sont utilisées pour enlever efficacement le métal, le plastique et d'autres matériaux. Les goujures fournissent des arêtes de coupe tranchantes et évacuent les copeaux lors de chaque opération de fraisage en bout. Contrairement à un foret, qui ne coupe que dans le sens axial, une fraise en bout peut couper à la fois dans le sens axial et dans le sens radial. Cela signifie que vous pouvez réaliser des rainures, des profils, des poches, des facettes, des rampes et même des perçages hélicoïdaux avec la bonne géométrie. C'est pourquoi les fraises en bout sont au centre des opérations de fraisage CNC et de fraisage en bout.
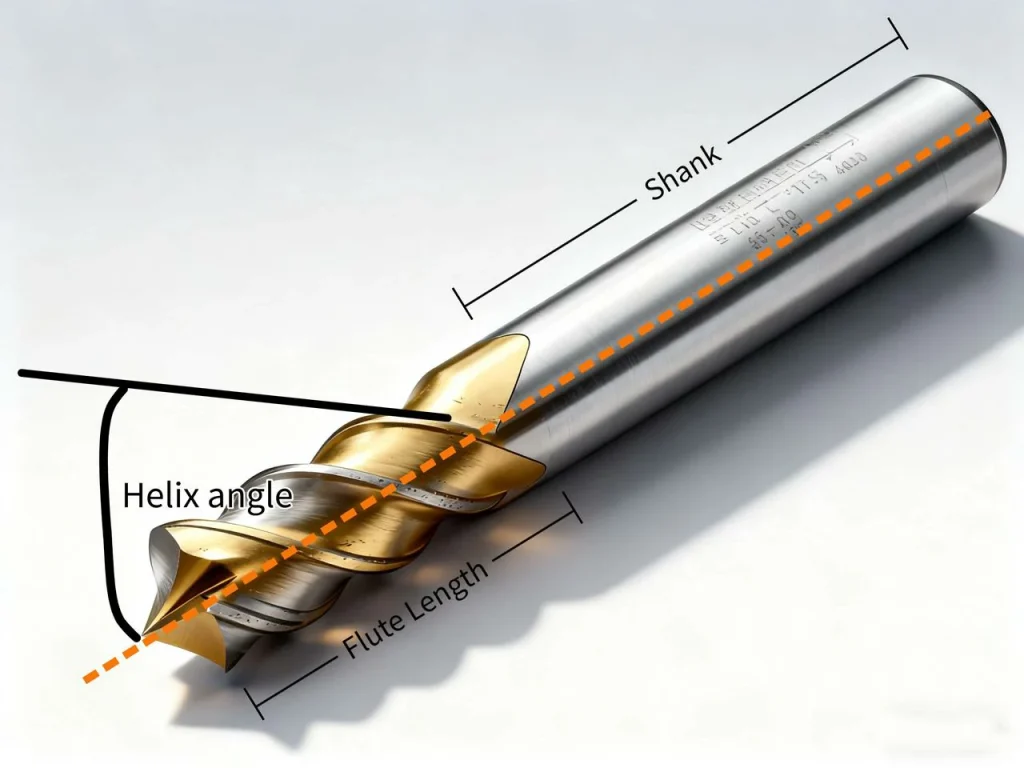
Anatomie : goujures, noyau, âme, inclinaison/relief, hélice, tige, préparation des angles
Une fraise à queue semble simple, mais chaque caractéristique est importante :
- Cannelures : les rainures qui créent des arêtes de coupe tranchantes et évacuent les copeaux.
- Noyau : le centre solide qui donne à l'outil sa force.
- Râteau et relief : angles qui déterminent la façon dont l'arête mord et la façon dont elle se dégage de la coupe.
- Angle d'hélice : la spirale des goujures ; une hélice plus élevée tire les copeaux vers le haut plus rapidement et permet une coupe plus lisse dans les métaux tendres.
- Queue : la partie droite qui s'adapte au support. Les queues les plus courantes sont les queues droites et les queues Weldon (avec un méplat pour les vis de réglage).
- Préparation des angles : carré, rayon d'angle ou chanfrein. Un rayon adoucit les contraintes et améliore la durée de vie.
Matériaux : carbure vs. HSS vs. cobalt (M42)
Voici comment se comparent les matériaux d'outils les plus courants. L'acier rapide (HSS) est résistant et tolérant, idéal pour les fraises manuelles et à faible vitesse de rotation. NIST des essais sur les propriétés des matériaux. Les alliages d'acier au cobalt ou les aciers rapides peuvent être utilisés pour les applications à vitesse modérée lorsque le carbure n'est pas pratique.
Carbure
- Points forts : très dur, résistant à l'usure, tient le tranchant à la chaleur ; idéal pour l'acier, l'acier inoxydable, le titane, les alliages de nickel et les coupes à grande vitesse.
- Limites : plus fragile que l'acier rapide ; nécessite des montages rigides.
- Meilleure adaptation : la plupart des travaux à commande numérique, en particulier les petits outils et les métaux durs.
Acier rapide (HSS)
- Points forts : résistant et tolérant ; convient aux moulins à faible vitesse de rotation et aux moulins manuels ; moins coûteux.
- Limites : se ramollit à haute température ; vitesse de coupe plus lente.
- Meilleure adaptation : matériaux plus souples, pièces uniques, formation ou machines de faible puissance.
Acier au cobalt (souvent M42)
- Points forts : plus dure à chaud que l'acier rapide ; meilleure pour les aciers plus durs à vitesse modérée.
- Limites : pas encore aussi résistant à l'usure que le carbure.
- La meilleure solution : une solution intermédiaire lorsque le carbure n'est pas pratique.
Une fraise en bout peut-elle couper latéralement et plonger comme un foret ?
Oui, les fraises peuvent couper latéralement et, si elles sont à coupe centrale, elles peuvent plonger. De nombreuses fraises carrées à deux ou trois goujures sont à coupe centrée et peuvent effectuer des perçages en rampe ou hélicoïdaux. Les outils à coupe non centrale doivent entrer par une rampe ou une hélice plutôt que par une plongée droite.
Fraise à surfacer et fraise à surfacer : Différences et applications dans le domaine du fraisage CNC
Lorsqu'on travaille en fraisage CNC, il est essentiel de comprendre la différence entre une fraise à surfacer et une fraise en bout pour choisir le bon outil. Une fraise à surfacer utilise principalement la surface plane de la fraise pour enlever de la matière, ce qui la rend idéale pour les grandes surfaces planes et les taux d'enlèvement de matière élevés. En revanche, une fraise en bout coupe avec sa pointe et ses côtés, ce qui lui permet de réaliser des fentes, des poches, des contours et même des surfaces complexes en 3D.
Les principales différences se situent au niveau de la direction de coupe, de la finition de la surface et de la polyvalence. Le surfaçage est essentiellement axial, ce qui permet de créer efficacement des surfaces larges et lisses, tandis que le fraisage en bout peut couper à la fois dans le sens axial et dans le sens radial, ce qui permet d'obtenir une précision pour les caractéristiques complexes. Pour les opérateurs CNC, la sélection de l'outil adéquat implique de tenir compte du matériau, de la géométrie et de la finition souhaitée. Connaître les différents types de fraises en bout (carrées, à nez sphérique ou à rayon d'angle) permet d'optimiser les performances et la durée de vie de l'outil.
En résumé, si les deux outils sont essentiels dans l'usinage CNC, le choix entre la fraise à surfacer et la fraise à surfacer dépend de la forme de la pièce et des exigences en matière de finition. Une sélection appropriée des outils garantit une meilleure efficacité, des surfaces plus propres et une usure réduite des outils.
Types de fraises et leurs géométries pour le fraisage CNC
Les types de fraises les plus courants sont les fraises à bout carré, les fraises à bout sphérique, les fraises à rayon d'angle, les fraises à bout conique et les fraises d'ébauche. Ces fraises se déclinent en plusieurs géométries d'extrémité pour s'adapter aux différentes opérations de fraisage.
Fraises plates, à nez sphérique et à rayon d'angle
- Extrémité plate (carrée) : laisse des fonds plats et des parois nettes. Idéal pour les fentes et les poches.
- Embout bille : a une pointe arrondie pour le surfaçage 3D. Parfait pour les moules et les formes organiques.
- Rayon d'angle : une extrémité carrée avec un petit rayon à la pointe. Ce rayon réduit l'écaillage et augmente la durée de vie, en particulier dans les matériaux plus durs.

Outils d'ébauche et outils de finition ; conception de goujures et d'hélices variables
Les outils d'ébauche (souvent des fraises dentelées en forme d'épi de maïs) brisent les copeaux et enlèvent de grandes quantités de matériau avec une force de coupe moindre. Un outil de finition à bord lisse effectue ensuite une légère passe pour nettoyer la surface. De nombreuses fraises modernes utilisent un espacement variable entre les goujures et des angles d'hélice variables pour réduire les vibrations. Cela permet d'éliminer les bruits de bavardage et d'améliorer la finition.
Nombre de cannelures et angle d'hélice par matériau
Le nombre de goujures détermine l'espacement des copeaux et le potentiel d'alimentation :
- Aluminium et non-ferreux : 2-3 goujures avec une hélice haute (45°-55°). Plus d'espace pour les copeaux et une évacuation rapide évitent le BUE.
- Acier, acier inoxydable, titane : 4-6 goujures avec une hélice variable autour de 35°-45°. Plus d'arêtes se partagent la charge à un SFM plus lent.
- Micro-outils : les petits diamètres nécessitent une vitesse de rotation très élevée et des charges de copeaux plus légères, quel que soit le matériau.
Contrôle des queues, de la portée et du faux-rond
Le maintien de l'outil est aussi important que l'outil. La réduction de la distance entre l'outil et le support réduit la déflexion. Les porte-outils équilibrés et rigides facilitent l'usinage à grande vitesse. Pour les coupes lourdes avec charge latérale, les queues Weldon résistent à l'arrachement. Pour les finitions fines, les pinces de serrage de haute qualité ou les porte-outils frettés réduisent le faux-rond. Même un faux-rond de 0,01 mm peut réduire la durée de vie de l'outil, car une seule goujure effectue la majeure partie du travail.
Revêtements et traitements de surface
Les revêtements des fraises en bout influencent la durée de vie de l'outil et l'écoulement des copeaux. Le choix du bon revêtement garantit une coupe tranchante et des opérations en douceur lorsqu'il est utilisé dans des applications de fraisage. Du TiN d'usage général au diamant ultra-dur, chaque traitement de surface affecte la résistance à la chaleur, l'écoulement des copeaux et la durée de vie de l'outil. Comprendre quel revêtement convient à votre matériau - qu'il s'agisse d'aluminium, d'acier, de titane ou de matériaux composites - vous permet de réduire l'usure, de prévenir l'accumulation d'arêtes et même, dans certains cas, de remplacer des processus plus complexes tels que l'électroérosion (EDM).
TiN, TiAlN/AlTiN, DLC, diamant : quand et pourquoi ?
- TiN : usage général ; résistance à la chaleur inférieure à celle des revêtements modernes.
- TiAlN/AlTiN : résistance élevée à la chaleur et à l'oxydation ; brille dans les aciers à sec ou MQL. L'aluminium du revêtement forme une couche protectrice à la chaleur.
- DLC/ZrN : très lisse ; réduit la formation d'arêtes dans l'aluminium et les autres métaux non ferreux. Les arêtes restent tranchantes et les copeaux s'écoulent.
- Diamant (CVD ou PCD) : résistance extrême à l'usure pour les matériaux abrasifs, le graphite et même l'usinage du carbure cémenté. Éviter les alliages ferreux à la chaleur de coupe.

Matrice rapide de l'adaptation du revêtement (comparaison directe)
- Aluminium et métaux non ferreux : polis non revêtus, ZrN ou DLC.
- Aciers et inoxydables : Famille AlTiN/TiAlN.
- Alliages de titane/nickel : couches nanométriques AlTiN/TiAlN ; noyaux résistants.
- Composites/graphite/abrasifs : diamant.
- Plastiques : outils tranchants non revêtus pour éviter la chaleur.
Étude de cas : une fraise diamantée remplace l'électroérosion dans le carbure
Un atelier a utilisé une fraise à bout sphérique de 1,00 mm revêtue de diamant sur une pièce en carbure à micro-grains d'environ 92,5 HRA. Il a procédé à l'ébauche et à la finition d'une forme hexalobulaire en 39 minutes. Le résultat correspondait aux besoins de finition et réduisait le temps, les réglages et le post-traitement nécessaires à l'électroérosion pour la même caractéristique. La méthode a fonctionné parce que la dureté du revêtement résiste à l'usure et que le parcours de l'outil maintient les forces à un niveau bas grâce à des pas et des descentes minimes. En bref, avec la bonne géométrie et un revêtement diamanté, le fraisage en bout peut s'attaquer à des pièces qui nécessitaient auparavant l'électroérosion ou la rectification.
Ai-je besoin d'un revêtement pour l'aluminium ou dois-je opter pour un revêtement brut ?
Pour l'aluminium, un outil poli non revêtu et bien aiguisé donne souvent d'excellents résultats. En cas de BUE ou de copeaux collants, passez au ZrN ou au DLC. Réservez l'AlTiN/TiAlN aux métaux ferreux pour lesquels la chaleur favorise le revêtement.
Conseils pratiques en matière de revêtement
- N'utilisez pas le diamant sur l'acier. À la chaleur de coupe, il se désagrège contre le fer.
- Utilisez AlTiN/TiAlN lorsque vous devez couper à chaud et rapidement dans des aciers. L'air sec ou la MQL l'emportent souvent sur l'inondation.
- Pour l'aluminium, les bords doivent être parfaitement aiguisés. Évitez les revêtements qui émoussent le bord.
Fabrication et qualité : De l'ébauche à l'outil
Des ébauches en carbure aux fraises de précision, le processus de fabrication façonne les performances avant même que l'outil ne touche le métal. Chaque étape - affûtage des goujures, polissage des arêtes, ajout de revêtements et inspection rigoureuse - garantit des tolérances serrées, une géométrie cohérente et une longue durée de vie de l'outil. Comprendre ce processus vous aidera à comprendre pourquoi la qualité et la précision sont importantes dans l'atelier.
Pour ceux qui recherchent usinage CNC de précision U-Need propose des solutions avancées de fraisage CNC et de fabrication de pièces qui respectent des tolérances serrées et des normes de qualité de niveau industriel. Leur expertise comble le fossé entre la conception et la production, garantissant que chaque pièce usinée fonctionne avec précision et cohérence.
Comment les fraises en carbure sont-elles fabriquées ?
Les fraises en carbure sont fabriquées à partir d'une tige solide (une "ébauche") de particules de carbure de tungstène maintenues par du cobalt. La tige est coupée à la longueur voulue et une rectifieuse CNC à plusieurs axes forme les goujures, la géométrie de l'extrémité et la queue. Après les passes d'ébauche, les passes de finition, la rectification du talon et du rayon, et le polissage permettent d'améliorer la précision et la qualité de la surface. Un revêtement peut être ajouté, puis une légère préparation des arêtes après le revêtement permet de conserver la cohérence des arêtes de coupe.
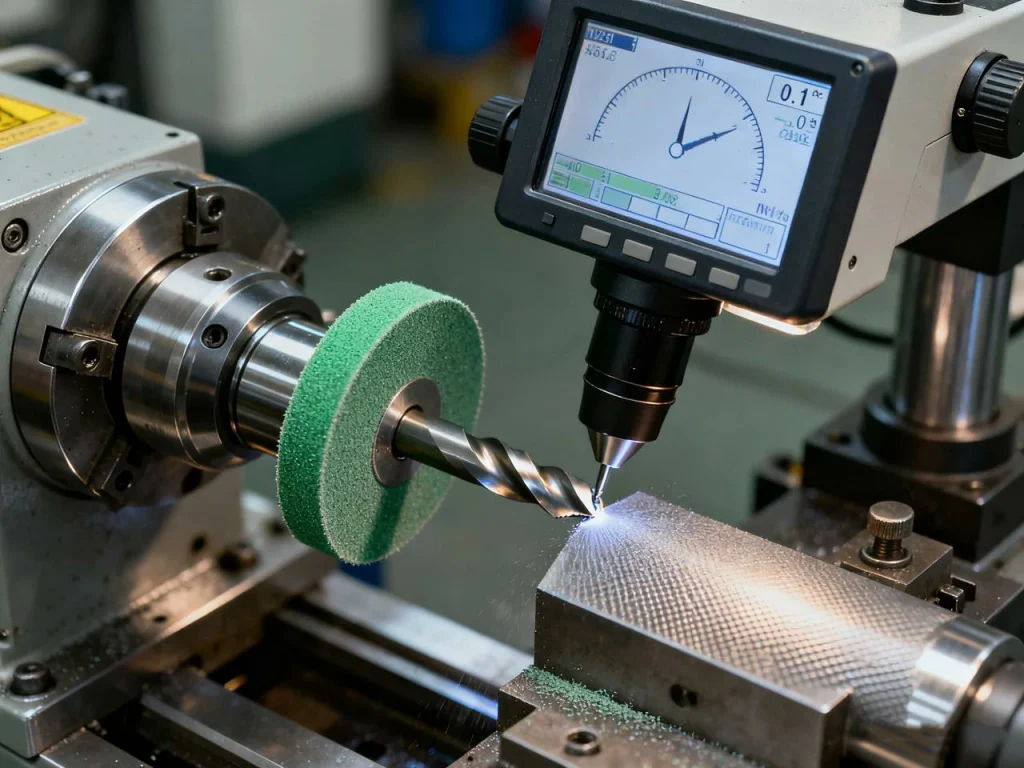
Paramètres de précision et inspection
Les dernières passes de rectification sont importantes. La vitesse des meules de finition peut atteindre environ 25 m/s avec une avance lente pour une surface propre. De petits changements dans la préparation des arêtes peuvent modifier l'usure d'un outil. Les outils d'inspection tels que les lasers et les systèmes optiques vérifient le diamètre, la longueur, le rayon d'angle et le faux-rond. Ces contrôles permettent de maintenir les arêtes de coupe réelles à l'endroit indiqué par le modèle.
Les tolérances clés qui affectent les performances :
- Diamètre : la taille détermine la largeur et l'adaptation de la fente.
- Faux-rond : limite la cannelure la plus sollicitée.
- Rayon d'angle : définit la force à la pointe.
- Diamètre et arrondi de la tige : affecte l'adhérence et l'alignement du support.
Excellence de la production et durabilité
De nombreux producteurs récupèrent désormais les déchets et réaffûtent les outils usés. Le tungstène et le cobalt étant des matériaux essentiels, les boucles de recyclage sont importantes. Certains programmes récupèrent une grande partie du carbure et le maintiennent en service. Cela permet de réduire l'impact sur l'environnement et de stabiliser l'approvisionnement.
Quelles sont les tolérances les plus importantes pour la durée de vie et la finition des outils ?
Le faux-rond et la préparation des angles sont importants. Un faux-rond élevé surcharge un bord et l'ébrèche précocement. Un rayon d'angle net mais contrôlé évite les angles fragiles et améliore la finition, en particulier dans l'acier.
Optimisation des avances, des vitesses et de la durée de vie des outils
Le réglage correct de la vitesse de coupe et de l'engagement de l'extrémité de coupe garantit un fonctionnement en douceur et prolonge la durée de vie de l'outil. En réglant correctement la vitesse de surface, la charge de copeaux et l'avance par dent, et en ajustant le matériau, le liquide de refroidissement et l'engagement de l'outil, vous pouvez éviter les frottements, contrôler l'usure, réduire le broutage et assurer la régularité des coupes. Comprendre ces principes de base vous permet d'optimiser chaque passe de fraisage sans avoir à faire de conjectures.
Réglage du SFM, de la vitesse de rotation, de la charge de copeaux et de l'avance par dent
Pour commencer rapidement, utilisez ces formules et ces gammes de départ. Réglez ensuite en fonction du son, de la charge de la broche et de la finition.
Formules (étape par étape)
- Vitesse de surface (SFM) en RPM :
- RPM = (SFM × 3,82) / Diamètre de l'outil en pouces
- Pour le système métrique : RPM = (Vc en m/min × 1000) / (π × diamètre en mm)
- Vitesse d'avance (IPM) :
- IPM = Charge de copeaux par dent × Nombre de cannelures × Vitesse de rotation
- Éclaircissement des copeaux :
- Si le pas radial est inférieur à 50% du diamètre, le copeau effectif est plus petit. Augmentez l'avance par dent de 10-40% pour que les copeaux soient formés et non frottés.
GDF de départ par matériau (comparaison directe)
- Alliages d'aluminium : 600-1 000 SFM avec carbure
- Acier faiblement allié : 150-300 SFM avec carbure
- Acier inoxydable : 120-220 SFM avec carbure
- Alliages de titane : 80-160 SFM avec carbure
- Plastiques : 400-800 SFM avec des outils tranchants non revêtus
- Composites/graphite : suivre les conseils du fabricant d'outils ; l'aspiration des poussières est essentielle.
Commencez toujours à un niveau bas lors d'une nouvelle installation et augmentez la vitesse jusqu'à ce que la coupe soit stable. Veillez à ce que la couleur des copeaux soit claire et à ce que les bords soient nets. Si vous entendez un grincement, réglez l'engagement ou le régime pour faire sauter cette résonance.
Quelle est la règle de coupe pour les fraises en bout ? Couper avec un copeau. Ne pas frotter. Cela signifie qu'il faut maintenir une charge de copeaux réelle par dent, même s'il faut ralentir la vitesse de rotation pour y parvenir. Une opération de fraisage qui frotte produit de la chaleur, émousse l'outil et ruine la finition.
Modes d'usure et diagnostics
Types d'usure courants :
- Usure des flancs : perte progressive des bords ; fin de vie normale.
- Usure par cratère : dommages causés par la chaleur sur la face du râteau ; réduire le SFM ou améliorer le refroidissement.
- Ébréchure des arêtes : due à un broutage, à une écaille dure ou à un impact ; raccourcir la longueur de l'arête ou modifier l'angle d'entrée.
- Fissuration thermique : cycle thermique ; essayer un liquide de refroidissement plus régulier ou sec avec AlTiN dans l'acier.
- Bords renforcés (BUE) : l'aluminium adhère aux bords ; utiliser DLC/ZrN ou augmenter la charge de copeaux.
Surveillez l'augmentation de la charge de la broche, la détérioration de la finition ou les changements soudains de tonalité. Ces signes vous avertissent avant que l'outil ne tombe en panne.
Liquide de refroidissement, MQL et évacuation des copeaux
Utiliser le bon mode de refroidissement pour le travail à effectuer :
- Aluminium et alliages gommeux : inondation ou MQL pour arrêter la BUE et évacuer les copeaux.
- Acier avec AlTiN : souvent mieux à sec ou à l'air ; la chaleur aide le revêtement à former une barrière.
- Fentes et poches profondes : soufflage d'air puissant, mouvements de picotage ou parcours de dégagement des copeaux.
- Outils de refroidissement à cœur : aide dans les poches profondes ou les matériaux collants.
Les stratégies de parcours d'outils telles que le dégagement adaptatif (fraisage à haut rendement) utilisent de petits pas radiaux et des coupes axiales plus profondes. Cela permet de maintenir les forces constantes et de réduire les pics de chaleur.
Contrôle du broutage et gestion de la déflexion
Le bavardage est une vibration auto-excitée qui détruit la finition et les bords. Contrôlez-les en :
- Raccourcissement de la durée de vie et utilisation de supports plus rigides.
- Utilisation d'outils à pas variable et à hélice.
- Déplacement du régime vers un "lobe" stable où les bavardages s'estompent.
- Réduire l'engagement radial ou ajuster les mouvements d'entrée.
- Équilibrer l'outil/le porte-outil en cas de régime très élevé.

Playbooks d'applications et configurations réelles
Le fraisage en conditions réelles dans les services professionnels de fraisage CNC ne consiste pas seulement à choisir un outil, mais aussi à adapter la géométrie, les goujures et les avances à l'opération utilisée et au matériau. Qu'il s'agisse de rainurage, de poches, de ramping ou de perçage hélicoïdal, la compréhension des stratégies étape par étape et des réglages spécifiques aux matériaux vous aide à couper plus rapidement, à prolonger la durée de vie de l'outil et même à remplacer des processus plus complexes tels que l'électroérosion (EDM).
Rainurage, pochetage, ramping et perçage hélicoïdal
Rainurage pas à pas (instructions directes)
- Choisissez moins de cannelures (2-3 pour les métaux non ferreux ; 3-4 pour l'acier) pour l'espace réservé aux copeaux.
- Limiter la profondeur axiale lors de la première passe ; utiliser 0,5-1,0×D pour commencer, en fonction de la rigidité.
- Utiliser une rampe ou une entrée hélicoïdale afin d'éviter que le bord complet ne s'écrase sur le travail.
- Éliminez les copeaux avec de l'air ou du liquide de refroidissement ; réintroduisez la machine avec un court temps d'avance.
- Laisser une petite réserve pour une passe de finition afin de nettoyer les deux côtés.
Pocketing/adaptatif
- Utilisez un léger enjambement radial (5-20% du diamètre) et des coupes axiales plus profondes.
- L'engagement de l'outil doit se faire en douceur ; évitez les virages serrés avec des mouvements trochoïdaux.
- Un plus grand nombre de cannelures peut aider, car chaque cannelure prend un copeau plus petit.
Rampage et forage hélicoïdal
- Utiliser des outils à coupe centrale.
- Rampe 1-3° ou hélice à 1-2× le diamètre de l'outil avec un engagement radial de 10-20%.
- Une fois en profondeur, passez à une poche ou à un profil stable.
Recettes spécifiques aux matériaux
Aluminium
- 2-3 cannelures, hélice haute. Non revêtu, poli, ZrN ou DLC.
- Vitesse de rotation élevée et charge de copeaux saine. Évitez les frottements ; utilisez de l'air ou un jet d'eau pour dégager les copeaux.
- Pour la finition, un WOC très léger et une alimentation élevée peuvent donner une finition miroir.
Aciers et inox
- 4-6 cannelures, hélice variable. AlTiN/TiAlN.
- SFM modéré avec une avance régulière par dent pour éviter l'écrouissage.
- Essayer le séchage à l'air dans l'acier si le revêtement le permet ; faire en sorte que les copeaux s'écoulent.
Alliages de titane et de nickel
- 4-6 cannelures avec un noyau et des bords bien préparés.
- Faible SFM, plus grande avance par dent et faible WOC radial.
- Utilisez MQL ou de l'air ; réduisez la chaleur avec des outils tranchants et des parcours d'outils adaptatifs.
Composites et plastiques
- Géométries spéciales (coupe ascendante/descendante, compression) pour contrôler les bavures et le délaminage.
- Faible chaleur. Outils tranchants et charge de copeaux appropriée. Aspiration de la poussière et des fibres.
Faits marquants et indicateurs clés de performance
Un outil à bec sphérique de 1,00 mm revêtu de diamant a usiné une caractéristique de moule en carbure (environ 92,5 HRA) en 39 minutes, en ébauche et en finition. L'atelier a réduit l'utilisation de l'électroérosion, fusionné les étapes en une seule installation et conservé le flux de travail en interne. La clé était une descente légère, un petit pas de côté et un parcours d'outil stable qui évitait les chocs.
Instantané de l'ICP (comparaison directe)
- Durée du cycle : 39 minutes
- Finition de la surface (Ra) : suffisamment fine pour ne pas recourir à l'électroérosion pour cette caractéristique.
- Durée de vie de l'outil : prolongée par rapport aux options non revêtues ou non diamantées en carbure
- Mise en place : moins nombreuses, avec une programmation plus fluide

L'usinage à grande vitesse peut-il réduire l'usure des outils et le temps de cycle ?
Oui, si vous utilisez un engagement radial léger, des coupes axiales plus profondes, ainsi que les avances et les vitesses appropriées. Vous déplacez la chaleur dans le copeau, vous maintenez les forces stables et vous évitez les frottements. Cela permet de réduire la durée du cycle tout en améliorant souvent la durée de vie de l'outil.
Comparaisons et conseils d'achat neutres par rapport à la marque
Le choix de la bonne fraise ne se limite pas aux noms de marque - les performances, la compatibilité des matériaux, les limites de la machine et les tolérances jouent un rôle plus important. Comprendre le carbure par rapport à l'acier rapide, vérifier les spécifications de faux-rond et de rayon d'angle, et équilibrer le budget avec des outils de qualité supérieure vous aide à prendre des décisions intelligentes et rentables tout en maintenant la qualité et la durée de vie de l'outil à un niveau élevé.
Carbure ou acier rapide : performance, coût et contraintes de la machine
- Utilisez le carbure pour une productivité élevée, les petits diamètres, les métaux durs et la plupart des travaux à commande numérique. Il conserve les arêtes à la chaleur.
- Utilisez l'acier rapide ou le cobalt lorsque votre machine a une vitesse de rotation/puissance faible, lorsque vous avez besoin d'arêtes vives à faible vitesse, ou pour les matériaux plus tendres et les petites séries.
- Les fraises manuelles ou les machines plus anciennes bénéficient souvent de l'acier rapide parce qu'elles ne peuvent pas faire tourner un petit outil en carbure assez rapidement.
Tolérances, revêtements et cohérence entre les marques
Lire les fiches techniques pour :
- Tolérance de diamètre et tolérance de rayon d'angle.
- Contrôle du faux-rond à la longueur de coupe.
- Type et épaisseur de revêtement adaptés à votre matériau.
- Cohérence des lots et programmes de rebroyage disponibles.
De petites variations dans le faux-rond ou la préparation des angles changent considérablement la vie. Si la finition ou les caractéristiques serrées sont importantes, il faut viser des diamètres et des faux-ronds plus serrés.
Stratégies budgétaires et stratégies de primes
Pour de nombreux ateliers, il est judicieux d'effectuer l'ébauche avec des outils de qualité et la finition avec des outils de qualité supérieure. Cela permet de réduire les coûts tout en préservant les finitions et les dimensions critiques. Suivez le coût par pièce, et non le prix par outil. Si un outil vous permet de travailler plus rapidement ou d'éviter une opération secondaire, il s'agit souvent d'une bonne affaire.
Les fraises bon marché valent-elles la peine pour le prototypage ?
Souvent oui pour les matériaux tendres ou les pièces uniques, à condition d'accepter une durée de vie plus courte ou des avances plus lentes. Pour les tolérances serrées, les métaux durs ou les cycles longs, les coûts cachés de la casse et de la reprise effacent toutes les économies réalisées.
FAQ
Une fraise est un outil de coupe utilisé dans les fraiseuses pour enlever de la matière d'une pièce. Contrairement à une perceuse qui ne fait que descendre, une fraise peut couper dans plusieurs directions - latéralement, en diagonale, et même dans des contours complexes. Elle est parfaite pour créer des fentes, des poches, des trous et des formes complexes dans le métal, le plastique ou le bois. Elle ne se contente pas de percer des trous, elle façonne votre pièce exactement comme vous le souhaitez.
Le terme "broyeur" peut donc avoir plusieurs significations. En général, il désigne la machine elle-même, comme une fraiseuse qui tient l'outil et le déplace autour de la pièce à usiner. La "fraise", quant à elle, est l'outil de coupe proprement dit que vous insérez dans la machine. On peut l'assimiler à une perceuse et à un foret : la perceuse est la machine, le foret est l'outil qui effectue la coupe. La fraise déplace et alimente la fraise, tandis que la fraise façonne le matériau.
Le surfaçage et le fraisage en bout sont deux façons différentes d'utiliser une fraise. Le surfaçage utilise la face plate de la fraise pour enlever de la matière, généralement pour obtenir une surface plane sur le dessus de la pièce. Le fraisage en bout, en revanche, utilise la pointe ou les arêtes de la fraise pour couper dans n'importe quelle direction, ce qui est idéal pour réaliser des fentes, des poches ou des formes détaillées. Une façon simple de s'en souvenir : fraisage de face = aplanir le dessus, fraisage en bout = sculpter des formes ou des arêtes.
Les fraises en bout ont quelques "règles d'or" en matière de coupe. Tout d'abord, vous devez adapter la vitesse et l'avance au matériau - trop vite, vous userez l'outil, trop lentement, vous brûlerez le métal. Deuxièmement, choisissez le bon nombre de goujures : moins de goujures = meilleure évacuation des copeaux, plus de goujures = finition plus lisse. Troisièmement, assurez-vous toujours d'avoir la bonne profondeur de coupe ; une coupe trop profonde en une seule passe peut casser l'outil. En résumé, traitez votre fraise comme un instrument de précision - elle fonctionne mieux lorsqu'elle est utilisée correctement.
Il en existe plusieurs types, en fait ! Il y a les fraises à bout carré, les fraises à bout sphérique, les fraises à rayon d'angle, les fraises d'ébauche, et bien d'autres encore. Chacune a une fonction différente : les fraises carrées pour les fentes et les poches, les fraises à billes pour les courbes et les surfaces en 3D, les fraises d'ébauche pour l'enlèvement rapide d'une grande quantité de matière. Vous pouvez également les classer en fonction du matériau, du revêtement, du nombre de goujures ou du type de queue. Cela peut sembler fastidieux, mais une fois que vous connaissez la forme de la coupe dont vous avez besoin, il devient plus facile de choisir le bon outil.
Le choix de la bonne fraise dépend de plusieurs facteurs : le matériau à couper, la forme souhaitée et la vitesse de coupe. Par exemple, l'aluminium nécessite moins de cannelures et d'arêtes vives, tandis que l'acier a besoin de plus de cannelures et d'un outil revêtu pour une plus grande longévité. Pensez également à la profondeur et à la largeur de la coupe - les fentes longues et minces nécessitent des outils différents des poches larges. Et n'oubliez pas les revêtements : TiN, TiAlN et autres revêtements peuvent faire une grande différence dans la durée de vie et les performances de l'outil. Il s'agit vraiment d'adapter l'outil à votre projet, et non pas de choisir ce qui vous paraît le plus beau.
En ce qui concerne l'aluminium, 2 ou 3 cannelures sont généralement plus efficaces qu'un plus grand nombre. Pourquoi ? L'aluminium génère beaucoup de copeaux, et un nombre réduit de goujures permet à ces copeaux de s'échapper plus facilement, ce qui évite l'encrassement. Une fraise à deux goujures est souvent utilisée pour la coupe générale, tandis qu'une fraise à trois goujures peut donner une finition légèrement plus lisse sans sacrifier trop de dégagement pour les copeaux. En fait, il s'agit d'équilibrer la vitesse, le contrôle des copeaux et la finition de la surface - pour l'aluminium, moins, c'est souvent plus.



