Cold heading sits at the intersection of a cold forming process that shapes metal wire and manufacturing efficiency. It is widely used in cold headed manufacturing to produce small, repeatable components—especially standard fasteners and specialty fasteners—by shaping material rather than cutting it away, making it fundamentally different from machining-based manufacturing routes such as turning.
This guide explains how the cold heading process creates parts, where it fits in modern manufacturing, and where it breaks down in real production scenarios. It focuses on practical decision factors such as cold formability in cold working and cold forming processes, production volume, tooling cost, and when alternative forging process routes like cold forging are better.
What cold heading is and why it matters
Cold heading sits at the intersection of material behavior, tooling design, and production economics. Understanding what it is—and where it fits—helps clarify why certain small metal parts are made this way while others are not.
This section explains the basic concept of cold heading in manufacturing, then builds toward how it differs from related processes and why it is widely used for fasteners and similar components.
What is cold heading in manufacturing?
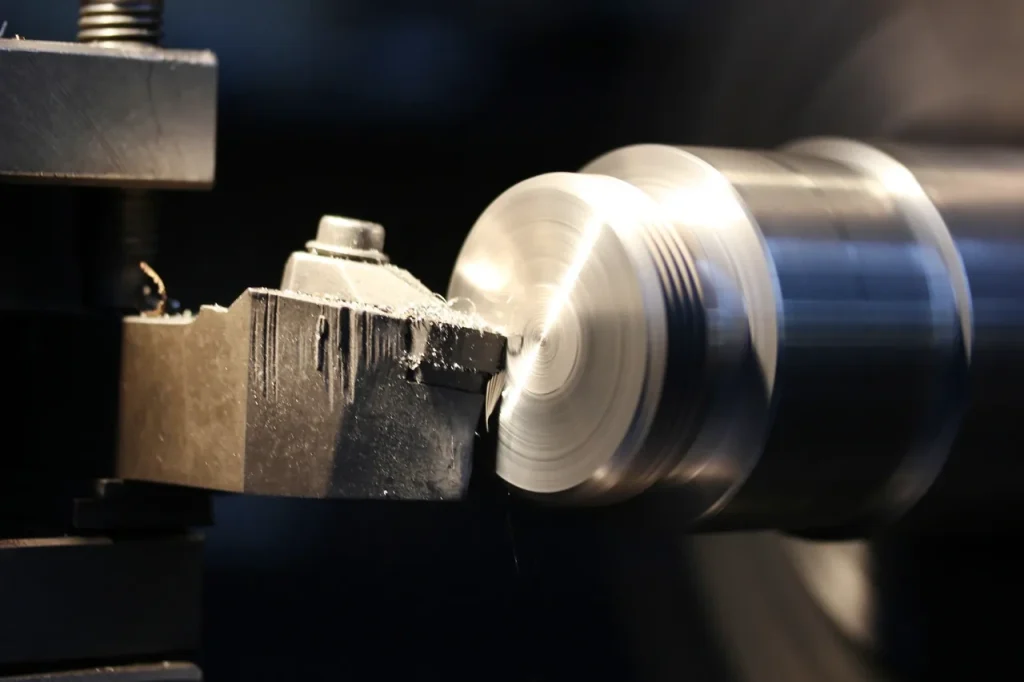
Cold heading is a metal forming process that shapes metal wire into intricate components used to make small metal parts at room temperature. In simple terms, the material is shaped under high pressure without being heated first, which is why it is also called a cold forming process. The process is used most often for producing fasteners such as screws, bolts, rivets, and pins.
The key point is that cold heading is not a 7cutting process but a forming process that shapes metal wire within a die cavity. Material is displaced and formed, not removed. That matters because the process route affects cost, part shape, waste, and what features are practical. In cold heading, a wire blank is cut and fed into a cold heading machine, where it is struck inside a die cavity and deformed into shape. Research sources describe this as a high-speed, pressure-driven deformation process with extrusion-like flow behavior for precision fastener shapes.
For engineering buyers, cold heading matters because it sits in a specific manufacturing niche. It is well suited to parts with axisymmetric or near-axisymmetric geometry, repeated in high volume, where the same shape is made many times and the tooling cost can be spread across production. If the part shape fits the process, cold heading can produce near-net forms efficiently. If the shape does not fit, the process becomes difficult, risky, or uneconomic.
Cold heading is often discussed together with hot heading and forging. The difference starts with temperature. Hot heading forms metal after heating it. Cold heading performs the forming in a cold state as a type of cold forming technology, while hot heading uses heat. That means cold heading avoids a heating step and is generally more efficient, producing consistent quality cold headed products. In practice, this makes material behavior and wire quality central to feasibility.
How cold heading differs from cold forging for small metal components
Cold heading is often treated as a branch of cold forging, and for small metal components that is a fair way to think about it. Both processes form metal below recrystallization temperature and both rely on plastic deformation rather than machining away stock. The difference is mainly in application, equipment setup, and geometry focus.
Cold heading usually refers to producing headed parts from wire or blank stock, especially fasteners. The process is built around upsetting, extruding, and shaping one end or multiple sections of a small part in sequence. Cold forging is the broader category. It can include more part types, more varied tooling arrangements, and geometries beyond classic screw or bolt forms.
For decision-making, the practical distinction is this: when comparing cold heading vs cold forging for small metal components, cold heading is usually the better term when the part starts as wire, has a shank-like body, and needs a head or similar formed feature. If the part shape is less like a fastener and more like a general precision forged blank, cold forging may be the more accurate process label.
The overlap is large, so suppliers may use the terms differently. Engineers should focus less on wording and more on whether the proposed process sequence can create the geometry without causing instability, underfill, or cracking.
Why cold heading is used mainly for screws, fasteners, and similar parts
Cold heading is especially used for standard fasteners and specialty fasteners, including screws, bolts, and rivets because those products match the process well. Most fasteners start from wire, have rotational symmetry, and can be built through staged upsetting and extrusion. A screw blank, for example, can be cut from wire, headed, trimmed, and then sent to secondary operations such as thread rolling or slot forming.
This fit between part type and process is not accidental. Cold heading works best when material can flow into compact, repeated shapes through a controlled die sequence. Screws and bolts are ideal because they combine simple feedstock, high production volumes, and shapes that can often be divided into a series of forming steps.
Research on precision die and tooling design for screw parts supports this point. In cold heading, engineers usually discuss dies, punches, tooling geometry, and station sequencing rather than molds.
In other words, the process is strong where the product family is already standardized and the geometry can be engineered around known forming behavior.
For buyers, this means cold heading is often a good fit for standard or semi-standard fasteners, but less suitable for low-volume custom parts with unusual heads, cross-holes, interrupted forms, or complex non-axisymmetric features.
Table: Cold heading vs machining vs other metal forming routes
| Proces | Nejvhodnější | Hlavní síla | Hlavní omezení | Typický případ použití |
|---|---|---|---|---|
| Cold heading | Small parts from wire or blank, especially headed fasteners | High-volume forming with low material removal | Geometry must suit material flow and die sequence | Screws, bolts, rivets, pins |
| Obrábění | Parts needing flexible geometry or tight local feature control | High design freedom and easy revision | Material is removed, so part cost can rise in volume | Custom fasteners, prototypes, specialty turned parts |
| Kování za studena | Small to medium parts formed cold, broader than headed shapes | Good material utilization for forgeable shapes | Tooling and formability limits still apply | Precision blanks, some specialty formed parts |
| Hot forming or hot heading | Larger deformation where heated stock is needed | Better formability for some harder-to-form materials | Heat adds process complexity and can affect finish | Heavily deformed headed parts outside cold-form limits |
Can your part be made by cold heading?
Part feasibility in cold heading is driven less by part size and more by how the geometry behaves under deformation. Before comparing cost or selecting a supplier, it is important to assess whether the shape itself aligns with the process.
This section outlines how geometry, design features, and production volume influence whether a part can realistically be produced by cold heading, and where the practical limits begin to appear.
How part geometry affects cold heading feasibility
Part geometry is one of the first filters in cold heading feasibility. The process depends on controlled metal flow, so the shape has to be compatible with staged deformation from a simple starting blank. In practice, how part geometry affects cold heading feasibility comes down to a few questions: can the shape be built in steps, can the metal fill the cavity without folding or cracking, and can the part be ejected without damage?
Simple shanks, heads, collars, and short extruded sections are usually more feasible than sharp transitions, offset forms, or deeply recessed details. Symmetry helps because it supports stable material flow. Smooth transitions help because they reduce local strain concentrations. Features that can be added later by thread rolling, trimming, or machining can also improve feasibility.
A cold headed part does not need to come out fully finished from the heading machine. In many cases, the process is used to create an efficient near-net blank. That blank then moves to secondary steps for features that are difficult to form directly.
Design features that increase cold heading difficulty
Some design choices make cold heading harder even when the part seems small and simple. The most common design features that increase cold heading difficulty are abrupt diameter changes, deep recesses, thin unsupported sections, sharp corners, and features that interrupt normal axial material flow.
Long unsupported projections can buckle during forming. Sharp edges can concentrate strain and increase the risk of cracking. Deep cavities may be hard to fill without excessive pressure or poor flow. Very thin flange-like features can distort during ejection or later handling. Off-center forms are also difficult because they do not align with the normal force path of a heading sequence.
Tooling complexity rises with geometry complexity. A design may look minor on a drawing, but if it requires extra stations, tighter die alignment, or difficult cavity filling, the part may move out of practical cold heading range. This is one reason custom specialty fasteners often need a hybrid route, where heading creates the basic blank and machining finishes the special features.
When cold heading is not suitable for complex part geometry
There is a point where when cold heading is not suitable for complex part geometry becomes clear: the part no longer behaves like a formable fastener blank. If the design includes intricate pockets, cross-axis features, highly irregular outer shapes, or demanding local detail in several directions, machining or another route is often easier to control.
The issue is not only whether the shape can be formed once. It is whether it can be formed repeatedly with stable material flow, acceptable die life, and consistent dimensions. A process that works in one trial part may still be a poor production choice if the geometry drives tool wear, variation, or crack risk.
Cold heading is also a weak fit when design revisions are likely. Because die design is central to the process, major geometry changes can mean major tooling changes. For experimental parts, low-volume parts, or parts with uncertain design maturity, machining usually offers more flexibility.
What production volume is needed to justify cold heading?
Cold heading usually makes the most sense when production volume is high enough to absorb tooling cost and process development effort. There is no verified cross-source threshold in the provided research, so the decision has to stay qualitative.
Higher repeat volume usually improves the business case for cold heading, but the break-even point depends on tooling cost, material yield, process stability, secondary operations, and die replacement rate. Buyers should assess annual demand, lot size, launch scrap risk, and design stability before assuming heading will be lower cost than machining.
The economic logic is straightforward. Tooling for a multi-stage heading process is specialized. Die design, setup, and validation add cost before production stabilizes. If the same part runs for a long period, that fixed cost is spread over many pieces. If the run is short, the tooling burden can outweigh any savings from material-efficient forming.
So the practical screen is this: if the part is standardized, expected to repeat in large batches, and unlikely to change soon, cold heading deserves review. If the part is low volume, one-off, or still under design revision, machining or another flexible route is often safer.
How the cold heading process works
Cold heading is best understood as a sequence of controlled forming steps rather than a single operation. The process relies on how material is introduced, shaped across multiple stations, and guided by tooling at each stage.
Step-by-step cold heading process from wire or blank to formed part
Cold heading is typically performed on cold headers (cold heading machines), where the process begins with wire being cut and fed automatically into the system. Part diameter, length, head style, station count, and transfer method all influence whether the part is a practical heading candidate or requires a different process route.
The feedstock is advanced into the machine, cut to length if needed, and positioned in the first die. A punch then drives the material into or against the die cavity using dies and punches inside cold heading equipment.
From there, the part may pass through more stations. Each station performs a limited amount of deformation. One stage may form the head. Another may reduce or extrude a section. Another may refine the profile. This staged approach is important because trying to force the entire shape in one hit can create poor filling or cracking.
After forming, the part is ejected and may go to trimming, pointing, thread rolling, heat treatment, cleaning, or coating depending on product requirements. In the case of screws and many fasteners, cold heading often produces the blank, not the final finished part.
This is also the answer to what the process of cold heading is in practical terms: controlled deformation of a small metal blank in one or more die stations, usually at high speed, without preheating the workpiece.
Multi-stage forming sequences for cold headed fasteners
Multi-stage forming is one of the reasons cold heading works so well for fasteners. A fastener blank often needs more than one shape change, and each change can be assigned to a separate station. This lowers the forming load per stage and improves control of material flow.
For example, one stage can upset the blank to create head volume. A later stage can define the head shape more precisely. Another can extrude or size the shank end. The exact sequence depends on geometry and material behavior, but the principle stays the same: divide the shape into manageable deformation steps.
The value of this approach is not just forming success. It also helps maintain structural integrity. Research notes that process formulation and precision mold design are necessary to support part accuracy and soundness in cold headed fastener production.
Cold heading die design and precision mold considerations
Cold heading is highly dependent on die design. The die cavity controls material flow, while punches and station sequence control how the blank enters each forming step. If these are poorly matched to the part shape, the result can be underfill, fold defects, excess stress, or dimensional scatter.
This is why cold heading die design and precision mold considerations are central to feasibility. The die structure must account for part geometry, deformation path, and cavity filling behavior. For screw-type parts in particular, research has looked at optimizing mold structure and process formulation to improve production performance.
From a buyer or design engineer perspective, tooling is not just a manufacturing detail. It determines whether a part can be made repeatably. Parts with narrow process windows need stronger die design discipline. That increases tooling effort and can reduce process flexibility if the design later changes.
Diagram: Material flow, cavity filling, and die sequence in cold heading
A simple way to picture cold heading is to think of the material moving through a controlled series of confined spaces.
- Wire / Cut Blank(wire cut blank preparation for cold heading)
- Station 1: Cutoff & Initial Upsetting(cold heading process begins with material shortening and thickening)
- Station 2: Head Preform(material flow forming the initial head in cold headed parts)
- Station 3: Final Head Formation / Extrusion Feature(metal fully fills die cavity for precise geometry)
- Station 4+: Sizing, Trimming, and Transfer Operations(dimensional control and preparation for secondary machining)
- Output: Cold headed blank ready for secondary operations (e.g., machining, threading, or finishing)
The main engineering concern in this flow is cavity filling. The material has to move where the die needs it, without creating dead zones, laps, or high local strain. So process success depends on the relation between blank volume, cavity shape, stage order, and die condition.

Material selection and formability limits
Material behavior sets the practical limits of cold heading. Even when a part geometry looks feasible, the process will only work reliably if the material can withstand the required deformation without failure.
How cold formability influences material selection for cold heading
Material selection for cold heading starts with formability. A material may meet final strength needs and still be a poor choice if it does not deform well in the cold state. That is why how cold formability influences material selection for cold heading is more important here than bulk mechanical properties alone.
Cold heading relies on plastic flow under pressure. Materials with limited ductility in the supplied condition are more likely to crack, resist filling, or overload tooling. This is especially important when the part needs large shape change in a short sequence. In that case, material behavior during deformation may control feasibility more than the final application load.
For design review, the useful question is not just “Can this alloy be used?” but “Can this alloy be cold headed into this geometry from this feed form?” That is a narrower and more production-relevant question.
Material limitations of cold heading for stainless steel
Stainless steel can be more difficult to cold head because grade selection, starting condition, lubrication sensitivity, and rapid work hardening all affect how much deformation can be carried without cracking or accelerated die wear. A stainless part that is theoretically formable may still be difficult to run robustly in production if the reduction severity, station sequence, or material condition are poorly matched.
The provided research does not give verified numeric limits, so the discussion has to stay qualitative. The main point is that material limitations of cold heading for stainless steel often show up as higher forming difficulty, greater crack risk, and tighter demands on tooling and process control.
For buyers, stainless should not be treated as automatically unsuitable. It should be treated as more sensitive to part geometry, deformation amount, and wire quality. A shape that is routine in one material may become difficult in stainless if strain concentrates in a small feature or if the sequence asks the material to flow too far in one stage.
This is one reason material and geometry have to be evaluated together, not separately.
Impact of wire quality on cold heading part consistency
The impact of wire quality on cold heading part consistency is significant because the process starts with feedstock that must deform in a repeatable way. Variations in wire surface condition, diameter consistency, internal quality, or material condition can show up later as variation in fill, head shape, cracking tendency, or dimensional stability.
Since the process uses pressure and speed to move material into a die cavity, even small feedstock inconsistencies can be amplified across large production runs. If wire condition changes from lot to lot, die setup that worked before may no longer produce the same result. This can affect both quality and tool life.
In practical terms, cold heading is less tolerant of inconsistent raw material than many buyers assume. A stable process depends not only on die design but also on stable wire input.
What materials are commonly used in cold heading?
Materials used in cold heading are usually those available in wire or blank form with enough cold formability for the intended deformation sequence. In practice, this often includes steels used for fasteners and related small components. Stainless steel is also used, though with more forming caution in some cases.
The exact material choice depends on geometry, required properties after processing, and whether secondary operations are planned. The key point is that material suitability is process-specific. A material that machines well may still be a poor cold heading choice, while a material selected for heading may then need later operations to reach the final part condition.
Common cold heading materials include low- and medium-carbon steels, selected alloy steels, stainless steels, aluminum alloys, copper alloys, and other ductile wire or slug-fed materials suited to cold deformation. Feasibility depends not only on alloy family but also on supply condition, cleanliness, lubrication response, and how much deformation is required at each station.
Advantages vs limitations of cold heading
Cold heading offers clear advantages, but those benefits depend heavily on part type, geometry, and production scale. Evaluating it properly means looking at both what the process does well and where it becomes constrained.
Comparison between cold heading and machining for fasteners
A comparison between cold heading and machining for fasteners starts with process logic. Cold heading forms the material into shape. Machining removes material to reveal the shape. For fasteners and screw-like parts, this difference drives most of the trade-off.
Cold heading is usually better aligned with repeated fastener geometry because the starting stock and final form are closely related. Machining offers more shape freedom, especially for special details, but that flexibility comes with more material removal and often more time per part.
This is why standard fastener families are commonly headed, while custom or specialty fasteners may be machined or partly machined after heading. The more the part departs from a classic wire-based fastener shape, the more machining begins to make sense.
Cold heading vs CNC machining cost for high volume parts
For cold heading vs CNC machining cost for high volume parts, the broad industry pattern is clear even without verified cross-source numbers: cold heading tends to become more favorable as volume rises and geometry remains suitable for forming. CNC machining tends to stay more attractive when volume is lower, design changes are likely, or geometry is too complex for stable heading.
The reason is fixed cost versus variable cost. Cold heading carries specialized tooling cost and process setup effort, but once the process is established, it can produce the same blank repeatedly with limited material waste. CNC machining needs less dedicated tooling for many custom parts, but part-by-part cycle cost and material removal remain part of the economics.
So cost should not be judged by piece price alone. Buyers need to consider tooling commitment, expected annual volume, scrap risk during launch, and whether secondary operations erase the benefit of the formed blank.
Cold heading limitations for custom specialty fasteners
Cold heading limitations for custom specialty fasteners are usually tied to geometry complexity, tolerance concentration in local features, and low production volume. Specialty fasteners often include nonstandard heads, unusual recesses, undercuts, cross features, or functional details that are hard to create through axial material flow alone.
In those cases, heading may still produce the basic body, but one or more secondary steps may be needed to finish the part. If too much of the part has to be machined afterward, the value of heading can drop. Also, if the custom design is likely to change, hard tooling becomes a larger business risk.
This does not mean specialty fasteners cannot use cold heading. It means they need a more careful feasibility review than standard screws or bolts.
Table: Benefits, constraints, and typical trade-offs by part type
| Typ dílu | Benefits of cold heading | Main constraints | Typical trade-off |
|---|---|---|---|
| Standard screws and bolts | Good fit to wire-based multi-stage forming | Tooling must match stable high-volume geometry | Strong process fit if design is mature |
| Rivets and pins | Efficient shaping of headed or upset forms | Limited value for intricate local features | Often practical if shape is simple |
| Custom specialty fasteners | Can form a near-net blank before secondary work | Complex details may exceed process limits | Hybrid heading + machining may be needed |
| Precision non-fastener small parts | Possible if geometry is compact and formable | Process fit drops as shape becomes irregular | May shift toward machining or broader cold forging |
Common defects, risks, and failure scenarios
Cold heading defects are usually not random—they are tied to how material flows, how the process is staged, and how stable the tooling and input conditions remain over time. Understanding these risks helps connect visible part issues back to their root causes.
Common defects in cold heading and how they occur
Among the common defects in cold heading and how they occur, the main mechanisms are poor material flow, incomplete cavity filling, folding of material, and damage linked to excessive local strain. Because cold heading is a deformation process, defects often trace back to how the material moved inside the die rather than to cutting errors.
If the blank volume or sequence is wrong, a cavity may not fill correctly. If the material folds over itself during flow, surface or subsurface discontinuities can appear. If a shape change is too aggressive in one station, the part may crack or distort instead of taking the intended shape.
Defects should be treated as process signals tied to specific causes rather than as generic quality problems. Cracking often points to excessive local strain, poor material condition, or overload at a station; underfill or shape variation can indicate blank volume error, unstable material flow, or tooling wear; persistent dimensional drift may indicate die wear, setup change, or inconsistent incoming wire.
Risks of cracking during the cold heading process
The risks of cracking during the cold heading process rise when local strain exceeds what the material can handle in the cold state. Sharp transitions, hard-to-form materials, poor feedstock condition, and over-ambitious stage design all increase this risk.
Cracking can appear during the heading strike, during transfer between stages, or later if hidden damage was introduced during forming. Stainless steel and other less forgiving materials can be more sensitive, but geometry is just as important as alloy choice. A generous shape in a harder material may form better than a severe shape in an easier material.
Cracking risk is one reason process planning matters. Dividing deformation into more stages can help, but only if the resulting tooling and cost still make sense.
Causes of dimensional variation in cold headed parts
The causes of dimensional variation in cold headed parts usually involve feedstock variation, die wear, setup drift, and unstable material flow. Since cold heading forms the shape directly from stock volume, any change in incoming material dimensions or condition can affect the final part.
Variation may also come from transfer alignment between stations or from cavity filling that is sensitive to lubrication and tooling condition. In a stable process, these sources are controlled together. In a marginal process, they can interact and produce wider scatter.
This matters for buyers because cold heading capability should not be judged only by nominal design. It should be judged by how stable the process is around that design.
How die wear affects cold headed part quality
How die wear affects cold headed part quality is straightforward: worn dies change the cavity and contact conditions, so the part shape changes too. Wear can reduce edge definition, change material flow, and increase variation from part to part.
In severe cases, wear can also increase defect risk because the material no longer fills or releases from the tooling as intended. Tool wear is not only a maintenance issue. It is a quality issue and a cost issue. Parts that look feasible at launch can become unstable later if die life is short for that geometry or material.
For this reason, challenging designs should be assessed not just for first-piece success, but for sustained production behavior.

Cost, tolerance, and secondary operations
Cost, tolerance, and finishing steps in cold heading are closely linked. Decisions about tooling, achievable accuracy, and downstream operations all influence whether the process delivers a real advantage.
Factors affecting tooling cost in cold heading
The main factors affecting tooling cost in cold heading are part geometry, number of forming stages, die complexity, required precision in cavity design, and material difficulty. A simple headed part needs less complex tooling than a part with multiple diameter changes or detailed head forms.
Tooling cost also rises when the process window is narrow. If the part requires careful control of flow and high die precision, development effort increases. Material choice can add to this if the alloy places more stress on tooling or demands a more conservative stage design.
This is why tooling cost should be reviewed together with expected part life in production. A high initial tool investment may still be reasonable for a long-running standard part, but much less so for a custom design with uncertain demand.
Tolerance limits of cold heading compared with CNC turning
The tolerance limits of cold heading compared with CNC soustružení should be understood in process terms, not as a simple better-or-worse ranking. CNC turning gives direct control over many dimensions by cutting features to size. Cold heading derives dimensions from stock volume, die condition, and material flow. So the variation sources are different.
The provided research does not support verified numeric tolerance claims, so no exact values should be assumed here. In general, CNC turning is more flexible when tight local feature control is critical, especially on complex custom parts.
Cold heading repeatability is usually strongest on features created directly by stable die geometry, such as shank diameters, head proportions, and cut length, while tighter functional features are often controlled in secondary operations. Critical threads, bearing surfaces, recess details, concentricity, or very tight location relationships may require rolling, trimming, sizing, or machining after heading.
For engineering decisions, the important question is which dimensions are critical and whether they are formed, sized later, or machined afterward.
Secondary operations required after cold heading
Many parts need secondary operations required after cold heading before they are finished. These may include trimming, thread rolling, pointing, slotting, drilling, machining of special features, heat treatment, cleaning, or coating. The need for secondary work does not mean cold heading failed. In many applications, heading is intended to create an efficient preform or blank for later finishing.
What matters is how much remains after heading. If secondary operations are limited and predictable, the process still makes sense. If extensive machining is needed to recover the final geometry, the economics can shift.
This is one of the most important checks for buyers: does cold heading eliminate enough material removal and cycle time to justify the tooling and process complexity?
Cost tradeoffs between cold headed blanks and machined parts
The cost tradeoffs between cold headed blanks and machined parts depend on volume, geometry, material use, and downstream steps. A cold headed blank may lower raw material waste and reduce later machining time, but only if the blank is close enough to the final shape and produced in enough volume.
A machined part may cost more per piece in steady state, yet still be the better choice if demand is uncertain or if design changes are expected. In that case, avoiding specialized heading tooling can outweigh the benefit of the formed blank.
So the practical comparison is not heading versus machining in isolation. It is heading plus all required secondary operations versus machining plus any finishing needed after that.
Where cold heading fits in production
Cold heading is not a universal forming method, but a process that fits best within specific production scenarios. Its value becomes clear when part type, geometry, and volume align with its strengths.
Cold heading fasteners and screws: the most common application fit
The strongest application fit remains cold heading fasteners and screws. These parts match the process because they start well from wire, need repeated headed shapes, and are often produced in high volume. The process can create blanks efficiently for follow-on operations such as thread rolling or recess forming.
This production fit explains why cold heading is so closely associated with the fastener industry. It is not a universal metal forming answer. It is a process with a very strong fit to a narrow but important group of parts.
Challenges in producing intricate components with cold heading
The main challenges in producing intricate components with cold heading are tied to material flow control. Intricate components often need details that do not align with axial deformation from a simple blank. As complexity rises, die count may rise, cavity filling gets harder, and defect risk increases.
At some point, the part becomes possible in theory but weak in production. That is the decision point engineers need to find. If a geometry requires too many forming compromises or too much cleanup work, another process is usually the better route.
Is cold heading suitable for custom or low-volume parts?
Cold heading is usually less suitable for custom or low-volume parts because the process depends on dedicated tooling and stable repeat production. It can still make sense for custom parts if the geometry is close to standard fastener forms and future volume is expected to increase.
For very low-volume work, prototypes, or parts under active design change, machining is often easier to justify. The process is more flexible and less dependent on hard-tool commitment.
Checklist: Part categories and production scenarios where cold heading is practical
Cold heading is generally practical when the part has most of these characteristics:
- Small metal component made from wire or simple blank stock
- Headed, shank-based, or otherwise close to fastener geometry
- Symmetrical or near-symmetrical shape
- Material with adequate cold formability
- High and repeatable production volume
- Limited design revision risk
- Secondary operations are modest and planned, not extensive rescue work
If several of these conditions are missing, feasibility becomes weaker.
How to evaluate and choose cold heading
Choosing cold heading is ultimately a balancing decision between design intent and manufacturing reality. It requires looking at geometry, material behavior, production volume, and downstream requirements as a single system rather than isolated factors.
Decision matrix: geometry, material, volume, tolerance, and downstream processing
A useful way to evaluate cold heading is to review five variables together.
| Faktor | Better fit for cold heading | Warning signs |
|---|---|---|
| Geometrie | Headed, axisymmetric, staged-form shape | Intricate, offset, deeply recessed, cross-axis features |
| Materiál | Good cold formability in wire or blank form | Higher crack sensitivity or unstable feedstock condition |
| Svazek | Repeated production over long runs | Prototype, low-volume, uncertain demand |
| Tolerance | Critical dimensions compatible with formed process and later sizing | Tight local control needed on many custom features |
| Downstream processing | Limited trimming or finishing after heading | Heavy machining still required after forming |
The matrix is simple, but it reflects the main engineering logic. Cold heading is chosen when several process-friendly conditions line up at the same time.
How do you know if cold heading is the right process?
Cold heading is the right process when the part shape can be built through staged cold deformation from wire or blank stock, the material can tolerate that deformation, and production volume is high enough to justify specialized tooling. It is a strong fit for screws, bolts, rivets, and similar parts.
It is usually not the right process when geometry is intricate, volume is low, or major secondary machining would still be needed.
What buyers and engineers should check before requesting quotes or tooling
Before requesting quotes or tooling, buyers and engineers should check the part drawing for features that fight material flow, not just features that look hard to machine.
They should review the material grade and condition, annual usage, lot size, critical dimensions, thread requirements, heat treatment, plating, hardness targets, inspection expectations, and which features must be formed versus machined later. A supplier review is stronger when the RFQ also states whether the design is frozen, what approval level is required, and whether similar headed parts have already been validated.
It is also important to identify which features must be formed in-tool and which can be added later. That distinction often determines whether the process is practical or whether the design should move toward machining or another forming route.
A useful pre-quote package includes a stable drawing, material specification, expected annual demand, and a clear note on downstream processing. Without those, process comparison becomes guesswork.
References needed: academic sources, standards bodies, and industry reports
Cold heading content is often discussed in supplier materials, but decision-making should rest on stronger sources where possible. Academic work is useful for process formulation, die design, and deformation behavior. Standards bodies are useful for finished fastener dimensions and material requirements, even when they do not describe the full heading process. Industry reports can help with market context, but they should be checked carefully for unsupported claims.
The current research base provided here is thin. So engineers should treat many practical claims in the market with caution unless they are backed by standards, peer-reviewed studies, or validated production data.
Závěr
Cold heading is a specialized cold metal forming process with a strong fit to screws, bolts, rivets, pins, and similar small components made from wire or simple blanks. According to engineering literature on metal forming, cold heading remains one of the most material-efficient manufacturing methods for high-volume fastener production due to its near-net-shape capability. Its value comes from shaping material instead of cutting it away, especially when the geometry is stable and production volume is high. The process depends on good material flow, careful die design, and feedstock consistency.
The main decision is not whether cold heading is efficient in the abstract. It is whether the specific part behaves like a cold headed part. Geometry, material formability, volume, tolerance needs, and secondary operations all have to align. If they do, cold heading can be a practical route for near-net production. If they do not, machining or another process is often easier to control and less risky.
ČASTO KLADENÉ DOTAZY
If you’re wondering what is cold heading, it’s a metal forming method where material is shaped at room temperature using high pressure instead of heat. This technique is commonly used to produce cold headed parts like screws, bolts, and rivets with excellent strength and consistency. Because the material isn’t heated, its internal grain structure stays intact, which improves durability. It’s widely preferred in high-volume manufacturing due to its speed, low waste, and ability to create precise, repeatable components.
The key difference lies in temperature and material behavior. Cold heading forms metal at room temperature, while hot heading heats the material to make it softer and easier to shape. Hot heading works better for large or complex shapes, but it can lead to scale, oxidation, and less precise finishes. Cold forming, on the other hand, delivers better surface quality and strength, though it requires more force and is typically used for smaller components. When comparing manufacturing efficiency and output quality, the choice often depends on part size, material, and production volume.
Cold heading is actually a specialized type of forging focused on high-speed production of smaller components. Forging itself includes a wide range of processes—hot, warm, and cold—used to shape metal through compressive force. Traditional forging is often used for larger parts and may require additional machining, while cold heading produces near-net shapes with minimal finishing. In some workflows, manufacturers may combine methods, for example starting with formed blanks and finishing them with machining, such as CNC machined cold headed blanks for tighter tolerances.
Cold heading is a metal forming process where wire or rod stock is shaped into components using high pressure at room temperature, without cutting or heating the material.
The process typically includes:
• Wire feeding and cutting into precise blanks
• Positioning the blank inside a die cavity
• High-pressure punching, forcing the material to flow and take shape
• Multi-stage forming for more complex geometries like screws or bolts
• Ejection and secondary operations such as threading or coating
In manufacturing planning, it’s often compared with CNC turning vs cold heading cost, because cold heading is usually more cost-efficient for high-volume, simple-to-medium complexity parts, while CNC turning offers more flexibility for low-volume or complex designs.



