もしあなたが CNCフライス加工機械工場で金型製作やラピッドプロトタイピングを行う場合、さまざまなフライス工具の種類を理解することが不可欠である。 ISO規格 一般的なフライス加工についてエンドミル加工では、スロット、ポケット、プロファイル、3Dサーフェスの切削にエンドミルを使用します。しかし、スチール用とアルミ用では、どのタイプのエンドミルを選ぶべきなのでしょうか?フルートは2枚か5枚か?いつ、どのコーティングが有効か?また、工具が長持ちするように、送りや速度はどのように設定すればよいのでしょうか?
このガイドブックでは、まず簡単な答えを提供し、次に詳細について説明します。エンドミルの解剖学、エンドミルの種類、材料と加工による選択、送り、回転数、工具寿命に関するデータに裏打ちされたヒント、一般的な加工における実践的なプレイブックを紹介します。また、ダイヤモンドコーティングボールエンドミルを使用して、通常では加工が困難な超硬フィーチャーを切削した事例もご紹介します。 イーディーエム-仕上がりを保持しながらの切断サイクルタイム。
クイックスタート正しいエンドミルの選択
エンドミル選びに迷う必要はありません。数え切れないほどの選択肢から選ぶのではなく、材料、加工タイプ、機械の能力を考慮した明確なステップバイステップのアプローチに従ってください。このクイックスタートガイドは、選択肢を素早く絞り込み、信頼性の高いスターターセットアップを選択し、よくあるミスを回避するのに役立ちます。
決定木:材料→作業→機械→ベストピック
このシンプルな流れに従ってください。面倒な選択肢が明確な選択肢に変わる:
被削材
- アルミニウムおよびその他の非鉄:アルミニウムやその他の非鉄金属のような材料は、高速切断、シャープなエッジ、制御された切断端のかみ合わせを必要とします。切断速度と送りを調整して、性能を最適化します。
- 合金鋼と工具鋼:耐摩耗性と熱管理が必要。
- ステンレス鋼:加工硬化と熱に対する安定性が必要。
- チタンとニッケル合金:強靭な芯金と低入熱が必要。
- プラスチック/複合材:低熱とバリの抑制が必要。
- 超硬と超硬:ダイヤモンドコーティングされた工具と軽いかみ合わせが必要。
オペレーション
- スロッティング:全幅切削には、より少ないフルートと強力な切り屑排出が必要。
- ポケット加工/適応性: 高能率フライス加工では、ラジアル方向のステップオーバーが軽い、より多くのフルートが好まれます。
- 仕上げ/輪郭加工:表面仕上げのための、より多くのフルートと安定した形状。
- ランピング/ヘリカルドリル:センターカット形状と良好な切り屑排出性。
機械能力
- 主軸回転数:高回転数では、小径工具やハイヘリックス工具が有利。
- 馬力/トルク:フルート数が多く、直径が大きいほどパワーが必要。
- 剛性:剛性の低いセットアップには、短いスティックアウト、小さいステップオーバー、可変ピッチのツールが必要。
- クーラント:ドライ/エア/MQL/フラッドは、コーティングの選択と切りくず処理に影響する。
ベストピック(スターターセットアップ)
- 形状:フラットとスロット用のフラット/スクエアエンド、3Dサーフェス用のボールノーズ、強度のためのコーナーラジアス、迅速なストック除去用の鋸歯状粗面。
- フルート数:グミ・非鉄用2~3本、鋼・超合金用4~6本。
- ヘリックス:アルミニウム用ハイヘリックス(45°~55°)、鋼鉄用可変35°~45°。
- 工具材質:ほとんどのCNC加工には超硬、手動フライスや低回転の柔らかい材料にはハイス/コバルト。
- コーティング:熱鉄用TiAlN/AlTiN、アルミニウム用DLC/ZrN、研磨材およびカーバイド用ダイヤモンド。
- フィード/スピード:以下のスターター表を使用し、音、負荷、仕上がりによって調整する。
ヒント 簡単なセットアップシートを作成します。材料、工具、コーティング、直径、フルート数、回転数、歯あたりの送り、ステップダウン/ステップオーバー、クーラントモード、ホルダーの種類を記録します。うまくいったものを更新する。
一般的なシナリオによる高速ピック
- アルミニウムおよび非鉄: 2~3枚刃、45°~55°のハイヘ リックス、ノンコートまたはZrN/DLC。鋭利なエッジで高い切り屑処理能力を発揮します。アダプティブクリアリングが輝きます。
- 合金鋼: 4-5フルート、可変ヘリックス、AlTiN/TiAlN。適度なラジアルかみ合い。切り屑処理と安定性により、エアまたはフラッド。
- ステンレス鋼: 4-6フルート、可変ピッチ、高潤滑性AlTiN/TiAlN。低い表面速度。加工硬化を避けるため、歯当たりの送りを維持する。
- 窒化チタン:4-6フルート、強靭なコア、TiAlN/AlTiNナノ。低SFM、MQLまたはエアー。切り屑をクリアに保ち、熱を低く抑える。
- 超硬金型: ダイヤモンドコーティングボールエンドミル.軽いステップダウン、小さなステップオーバー。特定の形状ではEDMの代わりに使用可能。
これらの選択ミスを避ける
- グミのような材料でフルートが多すぎると、切りくずが詰まり、エッジがこすれ、ビルドアップエッジ(BUE)になる。
- 熱に合わないコーティング:高熱鋼の切削にTiNを使うと摩耗が早い。
- 出っ張りや振れが大きいと、ビビリやエッジの欠け、仕上げ不良が発生する。
- 鉄にダイヤモンドを使う:ダイヤモンドは熱で鉄と反応する。
エンドミルの基本エンドミルとは?
エンドミルは、単なる回転ビットではありません。多方向に切削でき、様々な材料を扱うことができ、幅広い加工を行うことができる万能工具です。フルート、ねじれ角、工具材料について説明する前に、エンドミルとは何か、どのように機能するのか、そしてなぜエンドミルの設計上の特徴があらゆるフライス加工において重要なのかについて、明確なイメージを持ちましょう。
エンドミルとは?
エンドミルは、多用途の加工工程で広く使用される切削工具の一種です。使用するエンドミルの選択は、材料と加工の種類によって異なります。エンドミルは、金属、プラスチック、その他の材料を効率的に除去するために使用されます。フルートは鋭い切れ刃を提供し、エンドミル加工中に切りくずを運び去ります。軸方向にしか切削しないドリルビットとは異なり、エンドミルは軸方向と半径方向の両方を切削することができます。つまり、適切な形状であれば、スロット、プロファイル、ポケット、フェース、ランプ、ヘリカルドリルも可能です。これが、エンドミルがCNCフライス加工やエンドミル加工の中心に位置する理由です。
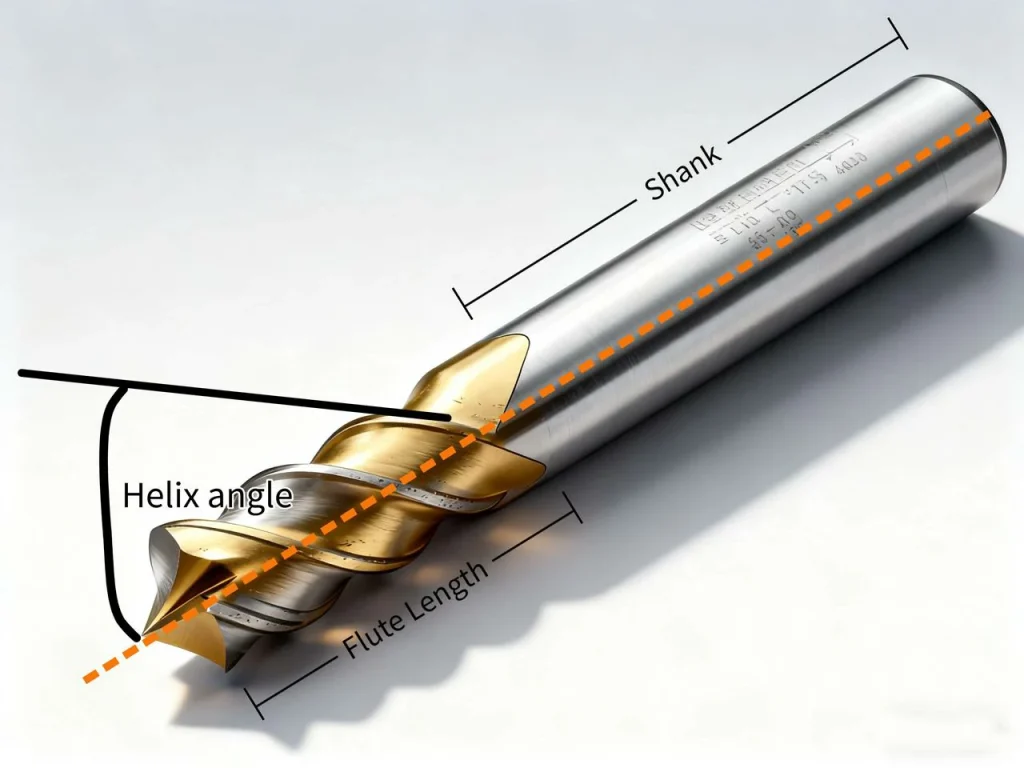
解剖学:フルート、コア、ウェブ、すくい/レリーフ、ヘリックス、シャンク、コーナープリパレーション
エンドミルはシンプルに見えるが、ひとつひとつの機能が重要だ:
- フルート:鋭い切れ刃を作り、切りくずを運ぶ溝。
- コア/ウェブ:工具に強度を与える強固な中心部。
- レーキとレリーフ:エッジの食い込み方と切り口をどのようにクリアするかを決める角度。
- 螺旋角度:フルートの螺旋。螺旋が高いほど切り屑が速く引き上げられ、柔らかい金属でもスムーズに切断できる。
- シャンク:ホルダーにフィットする直線部分。一般的なシャンクには、ストレートとウェルドン(セットスクリュー用のフラット付き)がある。
- コーナープリパレーション:スクエア、コーナーラジアス、面取り。Rは応力を和らげ、寿命を向上させる。
材質:超硬対ハイス対コバルト(M42)
一般的な工具材料の比較高速度鋼(HSS)は靭性に優れ、低回転や手動ミルに理想的です。 NIST 材料特性試験。超硬合金が実用的でない中速用途には、コバルト鋼合金またはハイスのいずれかを使用できる。
カーバイド
- 長所:非常に硬く、耐摩耗性があり、熱で刃先を保持する。スチール、ステンレス、チタン、ニッケル合金、高速カットに最適。
- 限界:ハイスよりも脆く、強固なセットアップが必要。
- 最適:ほとんどのCNC作業、特に小型工具と硬質金属。
高速度鋼(HSS)
- 長所:丈夫で寛容、低回転や手動のミルに適している、低コスト。
- 限界:高熱で軟化し、切断速度が遅くなる。
- 最適:柔らかい素材、単発、トレーニング、低出力マシン。
コバルト鋼(M42が多い)
- 強度: HSSよりも熱間硬度が高く、中程度の速度でより硬い鋼に適している。
- 限界:カーバイドほどの耐摩耗性はまだない。
- ベストフィット:超硬合金が実用的でない場合の中間的な存在。
エンドミルはドリルのように横方向に切削できますか?
はい、ミルは横に切削できますし、中 心切削であればプランジングもできます。2枚刃や3枚刃のスクエアエンドミルの多くはセンターカットが可能で、ランプ加工やヘリカルドリル加工ができます。センターカットでない工具は、ストレートなプランジではなく、ランプやヘリックスで入るべきです。
フェースミルとエンドミル:CNCフライス加工における違いと用途
CNCフライス加工において、フェースミルとエンドミルの違いを理解することは、適切な工具を選択するために不可欠です。フェースミルは、主にカッターの平らな面を使用して材料を除去するため、大きく平らな面や高い材料除去率に適しています。一方、エンドミルは先端と側面で切削するため、溝、ポケット、輪郭、複雑な3次元曲面にも対応できます。
主な違いは、切削方向、仕上げ面、汎用性にあります。フェースミル加工は、主に軸方向に切削を行い、広く滑らかな面を効率的に作成します。一方、エンドミル加工は、軸方向と半径方向の両方に切削を行うことができ、複雑な形状でも精度を出すことができます。CNCオペレーターにとって、適切な工具を選択することは、材料、形状、希望する仕上げを考慮することです。スクエア、ボールノーズ、コーナーラジアスなど、様々なエンドミルのタイプを知ることで、性能と工具寿命をさらに最適化することができます。
まとめると、どちらの工具もCNC加工には欠かせないが、フェースミルとエンドミルのどちらを選択するかは、パーツの形状と仕上げ要件によって決まる。適切な工具を選択することで、加工効率が向上し、加工面がきれいになり、工具の摩耗が減少します。
CNCフライス加工用エンドミルの種類と形状
一般的なエンドミルの種類には、スクエアエンドミル、ボールノーズエンドミル、コーナーラジアスエンドミル、テーパーエンドミル、荒加工用エンドミルなどがあります。これらのミリングビットには、様々なエンドミル加工に適したいくつかのエンド形状があります。
フラット、ボールノーズ、コーナーラジアスエンドミル
- フラット(正方形)エンド:底が平らで、壁が鮮明。スロットやポケットに最適。
- ボールノーズエンド:3Dサーフェス用に先端が丸くなっている。金型や有機的な形状に最適。
- コーナー・ラジアス: 先端に小さな半径を持つ角型エンド。特に硬い素材では、このRがチッピングを減らし、寿命を延ばします。

荒加工用工具と仕上げ用工具;可変フルート/ヘリックス設計
荒削り用工具(多くの場合、鋸歯状の「コーンコブ」カッター)は、切りくずを砕き、少ない切削力で大量の材料を除去する。その後、滑らかな刃先を持つ仕上げ用工具が、表面をきれいにするために軽く通過する。最近のカッターの多くは、振動を分解するために可変フルート間隔と可変ヘリックス角度を使用している。これにより、びびり音が解消され、仕上がりが向上します。
素材別フルート数とヘリックス角度
フルートの数は、切り屑スペースと送りの可能性を設定します:
- アルミおよび非鉄: 2~3枚刃、ハイヘリックス (45°~55°)。切り屑の排出性が高く、BUEを防ぎます。
- スチール、ステンレス、チタン:4~6フルートで、35°~45°の可変ヘリックス。SFMが遅い場合、より多くのエッジが荷重を分担する。
- 超小径工具:直径が小さい場合、材料に関係なく、非常に高い回転数と軽い切り屑負荷が必要です。
シャンク、リーチ、振れ制御
工具の持ち方は、工具と同じくらい重要です。より短い突き出しは、たわみを減少させます。バランスの取れた剛性の高いホルダーは、高速加工を助けます。サイド荷重のかかる重切削では、ウェルドンシャンクが引き抜きに耐えます。仕上げ加工では、高品質のコレットや焼きばめホルダーが振れを抑えます。たとえ0.01 mmの振れでも、1本のフルートがほとんどの作業を行うため、工具寿命を縮める可能性があります。
コーティングと表面処理
エンドミルのコーティングは、工具寿命と切りくずの流れに影響します。適切なコーティングを選択することで、フライス加工でのシャープな切れ味とスムーズな作業を実現します。汎用の窒化チタンから超硬ダイヤモンドまで、それぞれの表面処理は耐熱性、切り屑の流れ、工具寿命に影響します。アルミニウム、鋼、チタン、複合材料など、どのコーティングがお客様の材料に適しているかを理解することで、摩耗を減らし、エッジの蓄積を防ぎ、場合によっては放電加工のような複雑なプロセスに取って代わることもできます。
TiN、TiAlN/AlTiN、DLC、ダイヤモンド:いつ、なぜ?
- TiN:汎用。最新のコーティングよりも耐熱性が低い。
- TiAlN/AlTiN:高い耐熱性と耐酸化性を持ち、ドライまたはMQLで鋼に光沢を与える。コーティング中のアルミニウムは熱で保護層を形成する。
- DLC/ZrN:非常に滑りが良く、アルミニウムやその他の非鉄のエッジの蓄積を抑える。エッジをシャープに保ち、切り屑を流動させる。
- ダイヤモンド(CVDまたはPCD):研磨材、グラファイト、さらには超硬合金の加工に極めて優れた耐摩耗性を発揮する。鉄系合金の切削熱は避ける。

コーティング適合クイックマトリックス(直接比較)
- アルミニウムおよび非鉄:非コーティング研磨、ZrN、またはDLC。
- 鋼とステンレス:AlTiN/TiAlNファミリー。
- チタン/ニッケル合金:AlTiN/TiAlNナノ層; 強力コア。
- 複合材料/グラファイト/研磨材:ダイヤモンド。
- プラスチック:熱を避けるため、コーティングされていない鋭利な工具。
ケーススタディ: 超硬合金のEDMに代わるダイヤモンドコーティングエンドミル
あるショップでは、92.5HRA前後の超微粒子超硬合金ワークに1.00mmのダイヤモンドコーティングボールエンドミルを使用した。六角形状の粗加工と仕上げ加工を39分で行った。その結果、仕上げのニーズに合致し、同じ形状を放電加工するのに必要な時間、段取り、後処理を削減することができた。この方法がうまくいったのは、コーティングの硬度が摩耗に強く、ツールパスが微小なステップオーバーとステップダウンで力を低く抑えたからです。つまり、適切な形状とダイヤモンドコーティングがあれば、かつてEDMや研削加工が必要だった部品でも、エンドミル加工が可能になるのです。
アルミニウムにはコーティングが必要ですか?
アルミニウムの場合、鋭利でコーティングされていない研磨工具がよく効く。BUEや粘着性のある切り屑が見られたら、ZrNやDLCに移行してください。AlTiN/TiAlNは、熱がコーティングに役立つ鉄系金属用に取っておく。
実用的なコーティングのヒント
- 鉄にはダイヤモンドを使わないでください。切削熱で鉄に対して壊れてしまう。
- 鋼材を高温かつ高速で切削しなければならない場合は、AlTiN/TiAlNを使用する。ドライエアーやMQLは、しばしばフラッドよりも優れています。
- アルミニウムの場合、エッジはカミソリのように鋭く保つ。エッジを鈍らせるコーティングは避ける。
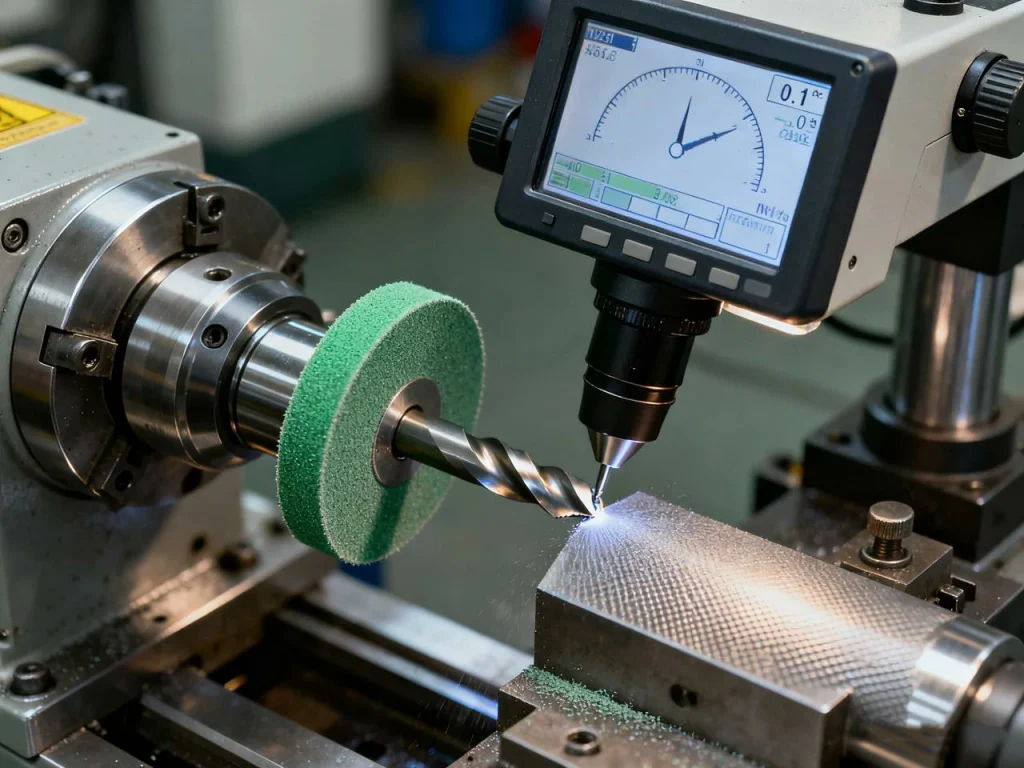
製造と品質:ブランクからツールまで
超硬ブランクから精密研削エンドミルまで、製造工程は工具が金属に触れる前に性能を形作ります。フルート研磨、エッジ研磨、コーティング、厳密な検査など、すべての工程が厳しい公差、一貫した形状、長い工具寿命を保証します。この工程を理解することで、品質と精度がなぜ現場で重要なのかを理解することができます。
をお探しの方へ 精密CNC加工 U-Needは、厳しい公差と業界レベルの品質基準を満たす高度なCNCフライス加工と部品製造ソリューションを提供しています。U-Needの専門知識は、設計と製造のギャップを埋め、すべての加工部品が正確で一貫した性能を発揮することを保証します。
超硬エンドミルの製造方法
超硬エンドミルは、コバルトで保持された炭化タングステン粒子のソリッドロッド(「ブランク」)から製造されます。ロッドを長さに合わせて切断し、多軸CNC研削盤でフルート、エンド形状、シャンクを形成します。荒削りパスの後、仕上げパス、ヒールおよび半径研削、研磨で精度と表面品質を調整する。コーティングが施されることもあり、コーティング後の軽いエッジ・プリパレーションが切れ刃を一定に保ちます。
精密パラメーターと検査
研削のラストパスは重要だ。仕上げ砥石の速度は、きれいな仕上げ面を得るために低速送りでおよそ25m/sに達することがあります。エッジプリパレーションの小さな変化は、工具の摩耗を変化させます。レーザーや光学システムのような検査ツールは、直径、長さ、コーナー半径、振れをチェックします。これらのチェックにより、実際の刃先がモデル通りの位置に保たれます。
性能に影響する主な公差:
- 直径:スロットの幅とフィット感をコントロールするサイズ。
- 振れ:どのフルートに最も負荷がかかるかを制限する。
- コーナーラジアス:先端の強度を設定。
- シャンクの直径と真円度:ホルダーのグリップとアライメントに影響する。
卓越した生産と持続可能性
現在、多くのメーカーがスクラップを再生し、摩耗した工具を再研磨している。タングステンとコバルトは重要な素材であるため、リサイクルのループは重要である。一部のプログラムでは、カーバイド含有物の多くを回収し、使用し続けている。これにより、環境への影響を減らし、供給を安定させることができる。
工具寿命と仕上がりに最も重要な公差は?
振れとコーナープリパレーションが大きい。振れが大きいと片方のエッジが過給され、早期に欠けてしまいます。コーナーのRをきっちりと、しかしコントロールすることで、壊れやすいコーナーを避け、特にスチールの場合、仕上がりを向上させることができる。
送り、速度、工具寿命の最適化
正しい切削速度と刃先のかみ合いを設定することで、スムーズな作業と工具寿命の延長が可能になります。切削速度、切り屑処理量、歯当たり送り量を正しく設定し、材料、クーラント、工具の噛み合いを調整することで、擦れを回避し、摩耗を抑制し、びびりを低減し、スムーズな切削を維持することができます。これらの基本を理解することで、当てずっぽうで加工することなく、すべてのフライス加工を最適化することができます。
SFM、回転数、チップ負荷、歯当たり送りを設定
早く始めるには、これらの計算式とスターターレンジを使ってください。その後、音、スピンドル負荷、仕上げによって調整する。
公式(ステップ・バイ・ステップ)
- 表面速度(SFM)をRPMに変換:
- RPM = (SFM × 3.82) / 工具径(インチ
- メートル法の場合RPM = (Vc (m/min) × 1000) / (π × 直径 (mm))
- フィードレート(IPM):
- IPM = 1歯当たりの切屑排出量 × 刃数 × 回転数
- チップ間伐:
- ラジアルステップオーバーが直径の50%以下であれば、有効な切り屑は小さくなります。1歯あたりの送り量を10-40%増やして、切り屑をこすりつけずに形成してください。
素材別スターターSFM(直接比較)
- アルミニウム合金:600~1,000SFM(カーバイド入り
- 低合金鋼:150~300 SFM、カーバイド入り
- ステンレス鋼: 120-220 SFM、カーバイド付き
- チタン合金:80-160SFM、カーバイド入り
- プラスチック:鋭利な非コーティング工具で400~800 SFM
- 複合材/グラファイト:工具メーカーの指導に従うこと。
新しいセットアップでは常に低めから始め、安定したカットに達するまで上げていく。チップの色を薄く、エッジをきれいに保つことを目指す。鳴きが聞こえたら、噛み合いや回転数を調節して共振を飛ばす。
エンドミルの切削ルールは?チップで切る。こすらない。つまり、たとえ回転数を落とさなければならないとしても、1歯あたりの切りくずの量を一定に保つことです。こするような加工は、熱を発生させ、工具を鈍らせ、仕上げを台無しにします。
摩耗モードと診断
一般的な摩耗タイプ:
- フランク摩耗:徐々にエッジが失われる。
- クレーター摩耗:すくい面の熱損傷。
- エッジの欠け:ビビリ、ハードスケール、インパクトによるもの。
- 熱クラック:ヒートサイクル。より安定したクーラントを試すか、鋼のAlTiNでドライにする。
- ビルトアップエッジ(BUE):アルミニウムがエッジに付着している。
主軸負荷の上昇、仕上がりの悪化、急激な調子の変化などに注意してください。これらは工具が故障する前に警告を発します。
クーラント、MQL、切屑排出
作業に適したクーラントモードを使用してください:
- アルミニウムとグミアロイ:BUEを止め、切り屑を排出するために、フラッドまたはMQLを使用する。
- AlTiNを使用した鋼鉄: 多くの場合、乾燥した状態か、空気を含んだ状態の方が良い。
- 深いスロットとポケット:強力なエアブラストとペッキングムーブまたはチップクリアツールパス。
- スルークーラントツール:深いポケットや粘着性のある素材に役立つ。
アダプティブクリアリング(高能率ミーリング)のようなツールパス戦略では、半径方向のステップオーバーを小さくし、軸方向の切込みを深くします。これにより、力が安定し、ヒートスパイクが減少します。
チャタリング抑制とたわみ管理
チャタリングとは、フィニッシュやエッジを台無しにする自励振動のこと。以下の方法で抑制する:
- スティックアウトを短くし、より硬いホルダーを使用する。
- 可変ピッチ/螺旋工具を使用する。
- 回転数を安定した "ローブ "に移動させることで、チャタリングが消える。
- ラジアル方向の噛み合いを減らすか、エントリーの動きを調整する。
- 回転数が非常に高い場合は、工具/ホルダーのバランスをとる。

アプリケーション・プレイブックと実際のセットアップ
プロフェッショナルなCNCフライス加工サービスにおける実際のフライス加工は、単に工具を選択するだけではありません。スロット加工やポケット加工から、ランピング加工やヘリカルドリル加工に至るまで、ステップバイステップの戦略と素材固有のセットアップを理解することで、切削時間の短縮、工具寿命の延長、さらにはEDMのような複雑な加工工程を置き換えることができます。
スロット加工、ポケット加工、ランプ加工、ヘリカルドリル加工
ステップバイステップのスロット(直接指示)
- 切りくずのスペースを確保するため、フルートは少なめ(非鉄では2~3本、鋼では3~4本)に選ぶ。
- 剛性に基づき、0.5~1.0×Dをスタートとして使用する。
- エッジがワークとぶつからないように、ランプまたはヘリカル・エントリーを使用する。
- エアまたはクーラントで切りくずを除去し、短いリードインで再入場する。
- 両面をきれいにするために、フィニッシュパス用に小さなストックを残しておく。
ポケット/アダプティブ
- ラジアル方向のステップオーバーは軽く(直径の5-20%)、アキシャル方向のカットは深くする。
- トロコイドの動きでハードコーナーを避ける。
- フルートの数が多ければ多いほど、それぞれのフルートがより小さなチップを取ることができるからだ。
ランピングとヘリカルドリル
- センターカット工具を使用する。
- 10-20%のラジアル噛み合わせで、1~3°のランプまたは1~2×工具径のヘリックス。
- 深みに入ったら、ステディポケットかプロファイルに切り替える。
素材別レシピ
アルミニウム
- 2-3フルート、ハイヘリックス。非コーティング研磨、ZrN、またはDLC。
- 高回転で健全な切屑負荷。切り屑の排出にはエアーまたはフラッドを使用する。
- 仕上げの場合、非常に軽いWOCと高い送りは、鏡のような仕上げを残すことができる。
鋼とステンレス
- 4-6フルート、可変ヘリックス。AlTiN/TiAlN。
- 加工硬化を避けるため、1歯当たりの送りを一定にし、適度なSFMを行う。
- コーティングが対応していれば、スチールに空気を入れて乾燥させる。
チタンとニッケル合金
- 強力なコアとエッジを備えた4-6フルート。
- SFMが低く、歯当たりの送りが大きく、ラジアルWOCが小さい。
- MQLまたはエアーを使用し、鋭利な工具と適応性のあるツールパスで熱を下げる。
複合材料とプラスチック
- 特殊形状(アップカット/ダウンカット、コンプレッション)により、バリや層間剥離を抑制。
- 低熱。鋭利な工具と適切なチップ負荷。ダストと繊維の真空抽出。
ケースのハイライトとKPI
ダイヤモンドコーティングされた1.00 mmのボールノーズ工具を使用して、超硬金型フィーチャー(約92.5 HRA)を荒加工と仕上げ加工の両方で39分で加工しました。この工場では、EDMの使用を減らし、ステップを1つのセットアップに統合し、ワークフローを内製化しました。重要なのは、軽いステップダウン、小さなステップオーバー、衝撃を避ける安定したツールパスでした。
KPIスナップショット(直接比較)
- サイクルタイム39分
- 表面仕上げ(Ra):EDMを省略できるほど細かい。
- 工具寿命:超硬合金の非コーティングまたは非ダイヤモンドオプションに比べて延長
- セットアップの回数が減り、スケジューリングがスムーズになる

高速加工は工具摩耗とサイクルタイムを削減できるか?
ラジアル方向のかみ合わせを軽くし、アキシャル方向の切り込みを深くし、適切な送り量と速度を使用すれば可能です。熱を切り屑に移動させ、力を安定させ、摩擦を避けることができます。これにより、サイクルタイムが短縮され、工具寿命も向上します。
ブランド中立的な比較と購入のヒント
適切なエンドミルの選択は、ブランド名だけではありません。性能、材料の互換性、機械の限界、公差の方が重要です。超硬とハイスを理解し、振れやコーナーRの仕様を確認し、高級工具で予算のバランスを取ることで、品質と工具寿命を高く保ちながら、スマートで費用対効果の高い決断をすることができます。
超硬とハイスの比較:性能、コスト、機械の制約
- 高い生産性、小径、硬い金属、ほとんどのCNC加工に超硬を使用。熱で刃先を保持します。
- 機械の回転数/HPが低い場合、低速で強靭なエッジが必要な場合、または柔らかい素材や短時間で加工する場合は、ハイスやコバルトを使用する。
- 手動フライスや古い機械では、小さな超硬工具を十分な速度で回転させることができないため、HSSの恩恵を受けることが多い。
公差、コーティング、ブランド間の一貫性
スペックシートを読む
- 直径公差とコーナー半径公差。
- 切断長での振れ制御。
- お客様の素材に適したコーティングの種類と厚さ。
- バッチ一貫性と利用可能な再粉砕プログラム。
振れやコーナープレパレーションのわずかな変化で、寿命は大きく変わる。仕上げやタイトなフィーチャーが重要な場合は、よりタイトな直径と振れのスペックを目指してください。
予算対プレミアム戦略
多くのショップの賢いやり方は、バリュー・ツールで荒削りをし、プレミアム・ツールで仕上げるというものだ。これにより、重要な仕上げと寸法を守りながら、コストを抑えることができる。工具あたりの価格ではなく、パーツあたりのコストを追跡する。ある工具を使用することで、加工時間を短縮できたり、二次加工を回避できたりする場合、その工具が本当のお買い得品であることが多い。
安いエンドミルはプロトタイピングに使う価値がありますか?
軟質材料や一点物の部品では、寿命が短くなったり送りが遅くなったりすることを受け入れさえすれば、多くの場合可能である。厳しい公差、硬い金属、または長いサイクルでは、破損や再加工の隠れたコストが節約を帳消しにします。
よくあるご質問
エンドミルは基本的に、フライス盤でワークから材料を除去するために使用される切削工具である。直進しかできないドリルとは異なり、エンドミルは横、斜め、複雑な輪郭など、多方向に切削することができる。金属、プラスチック、木材に溝、ポケット、穴、複雑な形状を作るのに最適です。エンドミルは、穴を開けるだけでなく、加工物を思い通りに形づくります。
つまり、"ミル "という言葉にはいくつかの意味がある。一般的には、フライス盤のように工具を保持し、ワークの周りを移動させる機械そのものを指します。一方、「エンドミル」は、機械に刺す実際の切削工具のことです。ドリルとドリルビットのようなもので、ドリルは機械で、ビットは実際に切削を行うものです。ドリルは機械であり、ビットは実際に切削を行うものです。ミルはエンドミルを動かして力を与え、エンドミルは材料を成形します。
フェースフライス加工とエンドミル加工は、フライスカッターを使用する2つの異なる方法です。フェースフライスは、カッターの平らな面を使って材料を削り、通常はワークの上面に平らな面を作ります。これとは対照的に、エンドミル加工は、カッターの先端またはエッジを使用して、あらゆる方向に切削します。簡単に覚えておくと、フェイスミル=上面を平らにする、エンドミル=形やエッジを彫る、ということです。
エンドミルの切削には、いくつかの「黄金律」があります。第一に、速度と送り速度を被削材に合わせること。速すぎると工具が摩耗し、遅すぎると金属が焼けてしまう。第二に、適切な刃数を選ぶこと。刃数が少ないほど切りくず排出性が良く、刃数が多いほど仕上がりが滑らかになる。3つ目は、常に適切な切削深さを確保すること。1パスで深く削りすぎると、工具が破損する可能性がある。基本的に、エンドミルは精密機械と同じように扱いましょう。
実はかなりの種類があります!スクエアエンドミル、ボールノーズエンドミル、コーナーラジアスエンドミル、荒加工用エンドミルなどなど。角エンドミルは溝やポケットに、ボールノーズはカーブや3Dサーフェスに、荒エンドミルは大量の材料を高速で除去するのに適しています。さらに、材質、コーティング、フルート数、シャンクタイプなどで分類することもできます。圧倒されるように聞こえるかもしれないが、必要なカットの形状が分かれば、適切なものを選ぶのは簡単になる。
適切なエンドミルを選ぶには、切削する材料、希望する形状、切削速度など、いくつかのポイントがあります。例えば、アルミニウムには少ないフルートとシャープなエッジが適していますが、スチールにはより多くのフルートと長寿命のためのコーティングされた工具が必要です。また、カットの深さと幅についても考えてみてください。細長い溝には、幅広のポケットとは異なる工具が必要です。コーティングもお忘れなく:TiN、TiAlN、その他のコーティングは、工具の寿命と性能に大きな違いをもたらします。単に見栄えの良いものを選ぶのではなく、自分のプロジェクトに工具を合わせることが重要なのだ。
アルミニウムに関しては、通常、フルートは2本か3本の方が、それ以上よりもうまくいく。なぜか?アルミニウムは切り屑が多く発生しますが、刃数が少ない方が切り屑が逃げやすくなり、目詰まりを防ぐことができます。一般的な切削には2枚刃のエンドミルがよく使われますが、3枚刃にすると、切り屑の逃げ面をあまり犠牲にすることなく、わずかに滑らかな仕上げができます。基本的には、切削速度、切りくず処理、仕上げ面のバランスをとることです。



