Wenn Sie arbeiten mit CNC-Fräsenfür den Formenbau oder das Rapid Prototyping in Werkstätten ist das Wissen um die verschiedenen Arten von Fräswerkzeugen unerlässlich, so die ISO-Normen über allgemeine Fräsprozesse. Beim Ausklinkfräsen werden Schaftfräser für eine Vielzahl von Ausklinkoperationen eingesetzt, da diese Fräser zum Schneiden von Schlitzen, Taschen, Profilen und 3D-Oberflächen verwendet werden. Aber welche Art von Schaftfräser sollten Sie für Stahl und welche für Aluminium wählen? Brauchen Sie 2 oder 5 Schneiden? Welche Beschichtung ist hilfreich, und wann? Und wie stellen Sie Vorschübe und Drehzahlen ein, damit das Werkzeug lange hält?
In diesem Leitfaden erhalten Sie zunächst schnelle Antworten und dann tiefer gehende Informationen. Wir gehen auf die Anatomie von Schaftfräsern, Schaftfräsertypen, die Auswahl nach Material und Arbeitsgang, datengestützte Tipps zu Vorschüben, Drehzahlen und Werkzeugstandzeiten sowie praktische Anleitungen für gängige Aufgaben ein. Sie werden auch einen Fall sehen, in dem ein diamantbeschichteter Kugelfräser Hartmetallmerkmale geschnitten hat, die normalerweise zu EDM-Zykluszeit beim Schneiden und Halten der Oberfläche.
Schnellstart: Wählen Sie jetzt den richtigen Schaftfräser
Die Wahl des richtigen Schaftfräsers muss nicht überwältigend sein. Anstatt auf unzählige Optionen zu starren, folgen Sie einem klaren, schrittweisen Ansatz, der Ihr Material, die Art der Bearbeitung und die Maschinenfähigkeiten berücksichtigt. Dieser Schnellstart-Leitfaden hilft Ihnen, die Auswahl schnell einzugrenzen, eine zuverlässige Grundeinstellung zu wählen und häufige Fehler zu vermeiden - damit Sie weniger Zeit mit Rätselraten und mehr Zeit mit effizientem Schneiden verbringen.
Entscheidungsbaum: Material → Arbeitsgang → Maschine → beste Auswahl
Folgen Sie diesem einfachen Ablauf. Er verwandelt unübersichtliche Optionen in eine klare Wahl:
Werkstoff des Werkstücks
- Aluminium und andere Nichteisenmetalle: Materialien wie Aluminium und andere Nichteisenmetalle erfordern hohe Schnittgeschwindigkeiten, scharfe Kanten und einen kontrollierten Eingriff in das Schneidende. Passen Sie Schnittgeschwindigkeit und Vorschub an, um die Leistung zu optimieren.
- Legierter Stahl und Werkzeugstahl: benötigt Verschleißfestigkeit und Wärmekontrolle.
- Rostfreier Stahl: benötigt Stabilität gegen Kaltverfestigung und Hitze.
- Titan- und Nickellegierungen: benötigt starke Kerne und geringe Wärmezufuhr.
- Kunststoffe/Verbundwerkstoffe: benötigt geringe Hitze und Gratkontrolle.
- Hartmetall und ultrahart: benötigt diamantbeschichtete Werkzeuge und leichten Eingriff.
Operation
- Schlitzen: Schnitte über die gesamte Breite erfordern weniger Spannuten und einen starken Spanabtransport.
- Taschenfräsen/Adaptiv: Hocheffizientes Fräsen bevorzugt mehr Nuten mit leichten radialen Zustellungen.
- Schlichten/Konturieren: mehr Nuten und stabile Geometrie für die Oberflächenbearbeitung.
- Rampen-/Spiralbohren: Zentrumsschneidende Geometrie und gute Spanabfuhr.
Maschinenfähigkeit
- Spindeldrehzahl: Hohe Drehzahlen begünstigen kleine Durchmesser und Werkzeuge mit hoher Steigung.
- Leistung/Drehmoment: Mehr Rillen und größere Durchmesser erfordern mehr Leistung.
- Steifigkeit: Weniger steife Aufbauten benötigen einen kürzeren Stickout, einen kleineren Stepover und Werkzeuge mit variabler Steigung.
- Kühlmittel: Trocken/Luft/MQL/Flutung beeinflusst die Wahl der Beschichtung und die Spankontrolle.
Beste Wahl (Startaufstellung)
- Geometrie: flaches/vierkantiges Ende für Flächen und Schlitze; Kugelkopf für 3D-Flächen; Eckenradius für Festigkeit; gezahnte Rauheit für schnellen Materialabtrag.
- Anzahl der Rillen: 2-3 für gummiartige/nicht eisenhaltige Materialien; 4-6 für Stähle und Superlegierungen.
- Wendel: hohe Wendel (45°-55°) für Aluminium; variable 35°-45° für Stähle.
- Werkzeugmaterial: Hartmetall für die meisten CNC-Arbeiten; HSS/Kobalt für Handfräsen oder weichere Materialien bei niedrigen Drehzahlen.
- Beschichtung: TiAlN/AlTiN für Eisen bei Hitze; DLC/ZrN für Aluminium; Diamant für Schleifmittel und Karbid.
- Vorschübe/Geschwindigkeiten: Verwenden Sie die unten stehende Tabelle für den Anfang und passen Sie sie dann je nach Klang, Belastung und Verarbeitung an.
Tipp: Erstellen Sie ein einfaches Einrichtungsblatt. Erfassen Sie Material, Werkzeug, Beschichtung, Durchmesser, Nutenzahl, Drehzahl, Vorschub pro Zahn, Abwärts-/Abwärtsschritt, Kühlmittelmodus und Haltertyp. Aktualisieren Sie mit dem, was funktioniert.
Schnelle Auswahl nach gängigen Szenarien
- Aluminium und Nichteisenmetalle: 2-3 Schneiden, hohe Steigung 45°-55°, unbeschichtet oder ZrN/DLC. Schieben Sie eine höhere Spanlast mit scharfen Kanten. Adaptives Freischneiden glänzt hier.
- Legierter Stahl: 4-5 Nuten, variable Spirale, AlTiN/TiAlN. Mäßiger radialer Eingriff. Luft oder Flutung je nach Spanabfuhr und Stabilität.
- Rostfreier Stahl: 4-6 Nuten, variable Teilung, AlTiN/TiAlN mit hoher Schmierfähigkeit. Niedrigere Oberflächengeschwindigkeit. Vorschub pro Zahn beibehalten, um Kaltverfestigung zu vermeiden.
- Titannitrid: 4-6 Nuten mit starkem Kern, TiAlN/AlTiN nano. Niedrige SFM, MMS oder Luft. Halten Sie die Späne frei und die Hitze gering.
- Hartmetallformen: Diamantbeschichtete Kugelfräser. Leichte Abwärtsbewegung, kleine Zustellung. Kann EDM für bestimmte Merkmale ersetzen.
Vermeiden Sie diese Auswahlfehler
- Zu viele Rillen in gummiartigen Materialien: Die Späne stauen sich, die Kanten reiben und es kommt zu einer Aufbauschneide (BUE).
- Falsche Beschichtung für Hitze: TiN in hoch erhitzten Stahlschnitten nutzt sich schnell ab; verwenden Sie AlTiN/TiAlN.
- Übermäßiger Stickout oder schlechter Rundlauf: Ratterer, Kantenausbrüche und schlechtes Finish sind die Folge.
- Verwendung von Diamant auf Stahl: Diamant reagiert bei Hitze mit Eisen; sparen Sie ihn für Karbid, Graphit und Schleifmittel.
Grundlagen des Schaftfräsens: Was ist ein Schaftfräser und wie funktioniert er?
Schaftfräser sind mehr als nur einfache Drehmeißel - sie sind vielseitige Werkzeuge, die in mehrere Richtungen schneiden, eine Vielzahl von Materialien bearbeiten und eine breite Palette von Operationen durchführen können. Bevor wir uns mit Spannuten, Spiralwinkeln und Werkzeugmaterialien beschäftigen, sollten wir uns ein klares Bild davon machen, was ein Schaftfräser ist, wie er funktioniert und warum seine Konstruktionsmerkmale für jede Fräsaufgabe wichtig sind.
Was ist ein Schaftfräser?
Ein Schaftfräser ist eine Art von Zerspanungswerkzeug, das in vielfältigen Bearbeitungsprozessen eingesetzt wird. Die Wahl des richtigen Schaftfräsers hängt vom Material und der Art der Bearbeitung ab. Schaftfräser werden verwendet, um Metall, Kunststoff und andere Materialien effizient zu bearbeiten. Die Spannuten sorgen für scharfe Schneidkanten und transportieren die Späne bei jedem Fräsvorgang ab. Im Gegensatz zu einem Bohrer, der nur gerade nach unten (axial) schneidet, kann ein Schaftfräser sowohl axial als auch radial schneiden. Das bedeutet, dass Sie mit der richtigen Geometrie Nuten, Profile, Taschen, Flächen, Rampen und sogar Wendelbohrer herstellen können. Aus diesem Grund stehen Schaftfräser im Mittelpunkt der CNC-Fräs- und Ausklinkfräsbearbeitung.
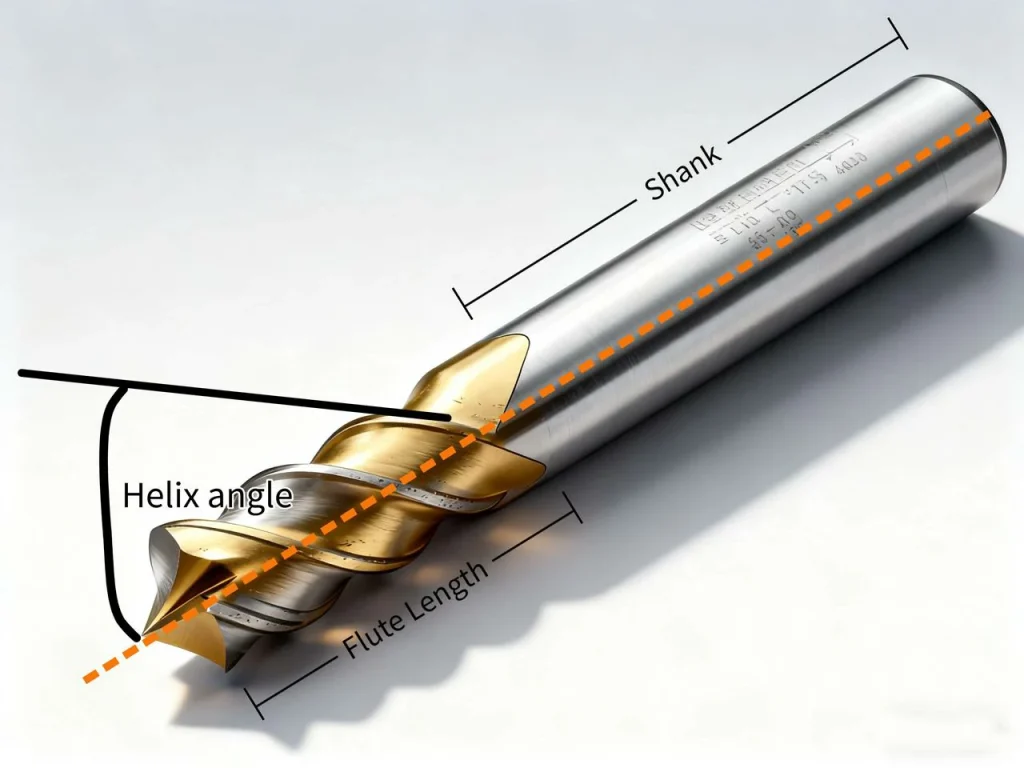
Anatomie: Nuten, Kern, Steg, Spanwinkel, Spirale, Schaft, Eckenvorbereitung
Ein Schaftfräser sieht einfach aus, aber jedes Merkmal ist wichtig:
- Spannuten: die Rillen, die scharfe Schneidkanten erzeugen und die Späne abführen.
- Kern/Steg: der feste Kern, der dem Werkzeug seine Festigkeit verleiht.
- Harke und Entlastung: Winkel, die festlegen, wie die Kante einschneidet und wie sie den Schnitt freigibt.
- Spiralwinkel: die Spirale der Spannuten; eine höhere Spirale zieht die Späne schneller nach oben und kann weiche Metalle glatter schneiden.
- Schaft: der gerade Teil, der in den Halter passt. Übliche Schäfte sind gerade und Weldon-Schäfte (mit einer Fläche für Stellschrauben).
- Eckenvorbereitung: Quadrat, Eckenradius oder Fase. Ein Radius mildert die Belastung und erhöht die Lebensdauer.
Werkstoffe: Hartmetall vs. HSS vs. Kobalt (M42)
Hier ein Vergleich der gängigen Werkzeugmaterialien. Schnellarbeitsstahl (HSS) ist zäh und fehlerverzeihend, ideal für niedrige Drehzahlen und Handfräsen, basierend auf NIST Prüfungen der Werkstoffeigenschaften. Für Anwendungen mit mittleren Drehzahlen, bei denen Karbid nicht in Frage kommt, können entweder Kobaltstahllegierungen oder HSS verwendet werden.
Hartmetall
- Stärken: sehr hart, verschleißfest, kantenstabil bei Hitze; ideal für Stahl, Edelstahl, Titan, Nickellegierungen und Hochgeschwindigkeitsschnitte.
- Grenzen: spröder als HSS; erfordert starre Aufspannungen.
- Beste Eignung: die meisten CNC-Arbeiten, insbesondere kleine Werkzeuge und Hartmetalle.
Schnellarbeitsstahl (HSS)
- Stärken: robust und fehlerverzeihend; gut geeignet für niedrige Drehzahlen und Handfräsen; kostengünstig.
- Einschränkungen: erweicht bei hoher Hitze; langsamere Schnittgeschwindigkeit.
- Am besten geeignet: weiche Materialien, Einzelstücke, Schulungen oder Maschinen mit geringer Leistung.
Kobaltstahl (oft M42)
- Stärken: Warmhärter als HSS; besser für härtere Stähle bei mäßiger Geschwindigkeit.
- Grenzen: immer noch nicht so verschleißfest wie Hartmetall.
- Beste Passform: ein Mittelweg, wenn Hartmetall nicht praktikabel ist.
Kann ein Schaftfräser seitlich schneiden und eintauchen wie ein Bohrer?
Ja, Fräser können seitlich schneiden und, wenn sie zentrumsschneidend sind, auch eintauchen. Viele Vierkantfräser mit zwei oder drei Schneiden sind zentrumsschneidend und können mit einer Rampe oder Spirale bohren. Nicht-mittig schneidende Werkzeuge sollten eher mit einer Rampe oder Spirale als mit einem geraden Einstich einfahren.
Planfräser vs. Schaftfräser: Unterschiede und Anwendungen beim CNC-Fräsen
Beim CNC-Fräsen ist es für die Wahl des richtigen Werkzeugs wichtig, den Unterschied zwischen einem Planfräser und einem Schaftfräser zu kennen. Ein Planfräser nutzt in erster Linie die flache Oberfläche des Fräsers, um Material abzutragen, was ihn ideal für große, flache Oberflächen und hohe Abtragsraten macht. Im Gegensatz dazu schneidet ein Schaftfräser mit seiner Spitze und den Seiten, wodurch er Schlitze, Taschen, Konturen und sogar komplexe 3D-Oberflächen bearbeiten kann.
Die wichtigsten Unterschiede liegen in der Schnittrichtung, der Oberflächengüte und der Vielseitigkeit. Das Planfräsen erfolgt meist axial und erzeugt effizient breite, glatte Oberflächen, wohingegen das Schaftfräsen sowohl axial als auch radial schneiden kann und somit Präzision für komplizierte Merkmale bietet. Für CNC-Bediener bedeutet die Auswahl des richtigen Werkzeugs, dass sie das Material, die Geometrie und die gewünschte Oberfläche berücksichtigen müssen. Die Kenntnis der verschiedenen Schaftfräsertypen - wie z. B. Vierkant, Kugelkopf oder Eckenradius - kann die Leistung und die Werkzeugstandzeit weiter optimieren.
Zusammenfassend lässt sich sagen, dass beide Werkzeuge bei der CNC-Bearbeitung unverzichtbar sind, die Entscheidung zwischen Plan- und Schaftfräser jedoch von der Form des Werkstücks und den Anforderungen an die Endbearbeitung abhängt. Die richtige Werkzeugauswahl sorgt für bessere Effizienz, sauberere Oberflächen und geringeren Werkzeugverschleiß.
Arten von Schaftfräsern und ihre Geometrien für das CNC-Fräsen
Zu den gängigen Arten von Schaftfräsern gehören Vierkantfräser, Kugelkopffräser, Eckradiusfräser, Kegelfräser und Schruppfräser. Diese Fräser gibt es in verschiedenen Endgeometrien, die sich für unterschiedliche Fräsarbeiten eignen.
Flach-, Kugel- und Eckradiusfräser
- Flaches (quadratisches) Ende: hinterlässt flache Böden und scharfe Wände. Ideal für Schlitze und Taschen.
- Kugelkopf: hat eine abgerundete Spitze für 3D-Oberflächenbearbeitung. Perfekt für Gussformen und organische Formen.
- Eckenradius: ein quadratisches Ende mit einem kleinen Radius an der Spitze. Dieser Radius verringert die Abplatzungen und erhöht die Lebensdauer, insbesondere bei härteren Materialien.

Schrupp- und Schlichtwerkzeuge; variable Nuten-/Helixausführungen
Schruppwerkzeuge (oft gezahnte "Maiskolben"-Fräser) zerkleinern die Späne und entfernen große Mengen an Material mit geringerer Schnittkraft. Ein Schlichtwerkzeug mit einer glatten Schneide reinigt dann die Oberfläche in einem leichten Durchgang. Viele moderne Fräser verwenden variable Spannutenabstände und variable Spiralwinkel, um Vibrationen zu brechen. Dadurch werden Rattergeräusche unterdrückt und die Oberflächengüte verbessert.
Anzahl der Nuten und Schrägungswinkel nach Material
Die Anzahl der Schneiden bestimmt den Spanraum und das Vorschubpotenzial:
- Aluminium und Nichteisenmetalle: 2-3 Schneiden mit hoher Steigung (45°-55°). Mehr Platz für die Späne und schnelle Abfuhr verhindern BUE.
- Stahl, rostfreier Stahl, Titan: 4-6 Schneiden mit einer variablen Wendel von 35°-45°. Mehr Schneiden teilen sich die Last bei langsamerem SFM.
- Mikrowerkzeuge: Kleine Durchmesser erfordern sehr hohe Drehzahlen und eine geringere Spanbelastung, unabhängig vom Material.
Schäfte, Reichweite und Rundlaufkontrolle
Die Werkzeughaltung ist ebenso wichtig wie das Werkzeug. Ein kürzerer Stickout verringert die Durchbiegung. Ausbalancierte, starre Halter unterstützen die Hochgeschwindigkeitsbearbeitung. Bei schweren Schnitten mit seitlicher Belastung widerstehen Weldon-Schäfte dem Ausreißen. Bei feinen Bearbeitungen verringern hochwertige Spannzangen oder Schrumpfhalter den Rundlauffehler. Selbst ein Rundlauf von 0,01 mm kann die Standzeit des Werkzeugs verkürzen, da eine Spannut den größten Teil der Arbeit verrichtet.
Beschichtungen und Oberflächenbehandlungen
Die Beschichtung von Schaftfräsern beeinflusst die Standzeit und den Spanabfluss. Die Wahl der richtigen Beschichtung sorgt beim Fräsen für scharfe Schnitte und reibungslose Abläufe. Von TiN für allgemeine Zwecke bis hin zu ultrahartem Diamant - jede Oberflächenbehandlung hat Auswirkungen auf die Wärmebeständigkeit, den Spanfluss und die Werkzeugstandzeit. Wenn Sie wissen, welche Beschichtung für Ihr Material geeignet ist - ob Aluminium, Stahl, Titan oder Verbundwerkstoffe - können Sie den Verschleiß reduzieren, Aufbauschneiden verhindern und in einigen Fällen sogar komplexere Verfahren wie das Erodieren ersetzen.
TiN, TiAlN/AlTiN, DLC, Diamant: wann und warum
- TiN: allgemeine Verwendung; geringere Hitzebeständigkeit als moderne Beschichtungen.
- TiAlN/AlTiN: hohe Hitze- und Oxidationsbeständigkeit; glänzt in Stählen bei trockenem oder MMS. Das Aluminium in der Beschichtung bildet eine Schutzschicht bei Hitze.
- DLC/ZrN: sehr glatt; reduziert die Aufbauschneiden bei Aluminium und anderen Nichteisenmetallen. Hält die Kanten scharf und die Späne fließend.
- Diamant (CVD oder PCD): extreme Verschleißfestigkeit für abrasive Materialien, Graphit und sogar für die Bearbeitung von Hartmetall. Vermeiden Sie Eisenlegierungen bei Schneidhitze.

Beschichtungspassung Schnellmatrix (direkter Vergleich)
- Aluminium und Nichteisenmetalle: unbeschichtet, poliert, ZrN oder DLC.
- Stähle und nichtrostende Stähle: AlTiN/TiAlN-Familie.
- Titan/Nickel-Legierungen: AlTiN/TiAlN-Nanoschichten; starke Kerne.
- Verbundwerkstoffe/Graphit/Schleifmittel: Diamant.
- Kunststoffe: Unbeschichtete scharfe Werkzeuge, um Hitze zu vermeiden.
Fallstudie: Diamantbeschichteter Schaftfräser ersetzt EDM in Hartmetall
In einem Betrieb wurde ein diamantbeschichteter 1,00-mm-Kugelfräser auf einem Werkstück aus Super-Mikrokorn-Hartmetall mit etwa 92,5 HRA eingesetzt. Er schruppte und schlichte eine hexalobulare Form in 39 Minuten. Das Ergebnis entsprach den Anforderungen an die Endbearbeitung und reduzierte die Zeit, das Einrichten und die Nachbearbeitung, die das Erodieren für das gleiche Merkmal erfordern würde. Die Methode funktionierte, weil die Härte der Beschichtung dem Verschleiß standhielt und der Werkzeugweg die Kräfte mit winzigen Zustellungen und Absenkungen niedrig hielt. Kurz gesagt, mit der richtigen Geometrie und einer Diamantbeschichtung kann das Schaftfräsen Teile bearbeiten, für die früher Erodieren oder Schleifen erforderlich war.
Brauche ich eine Beschichtung für Aluminium oder sollte ich unbeschichtet bleiben?
Bei Aluminium funktioniert ein scharfes, unbeschichtetes poliertes Werkzeug oft hervorragend. Wenn Sie BUE oder klebrige Späne sehen, wechseln Sie zu ZrN oder DLC. Sparen Sie sich AlTiN/TiAlN für Eisenmetalle, wo die Hitze der Beschichtung hilft.
Praktische Tipps zur Beschichtung
- Verwenden Sie keinen Diamant für Stahl. Bei Schneidhitze zerbricht er an Eisen.
- Verwenden Sie AlTiN/TiAlN, wenn Sie heiß und schnell in Stähle schneiden müssen. Trockenluft oder MMS schlägt hier oft das Fluten.
- Halten Sie die Kanten von Aluminium rasiermesserscharf. Vermeiden Sie Beschichtungen, die die Kanten stumpf machen.
Herstellung und Qualität: Vom Rohling zum Werkzeug
Vom rohen Hartmetallrohling bis zum präzisionsgeschliffenen Schaftfräser bestimmt der Herstellungsprozess die Leistung, bevor das Werkzeug überhaupt mit Metall in Berührung kommt. Jeder Schritt - das Schleifen der Spannuten, das Polieren der Kanten, das Hinzufügen von Beschichtungen und die strenge Prüfung - gewährleistet enge Toleranzen, eine gleichbleibende Geometrie und eine lange Lebensdauer des Werkzeugs. Wenn Sie diesen Weg verstehen, können Sie nachvollziehen, warum Qualität und Präzision in der Werkstatt so wichtig sind.
Für diejenigen, die nach CNC-Präzisionsbearbeitung U-Need bietet fortschrittliche CNC-Fräs- und Teilefertigungslösungen, die enge Toleranzen und Qualitätsstandards auf Industrieniveau einhalten. Ihr Fachwissen überbrückt die Lücke zwischen Design und Produktion und stellt sicher, dass jedes bearbeitete Teil mit Genauigkeit und Konsistenz funktioniert.
Wie Hartmetallfräser hergestellt werden
Hartmetall-Schaftfräser werden aus einem massiven Stab (einem "Rohling") aus Wolframkarbidpartikeln hergestellt, die mit Kobalt gehalten werden. Die Stange wird auf Länge geschnitten, und eine mehrachsige CNC-Schleifmaschine formt die Spannuten, die Endgeometrie und den Schaft. Nach dem Schruppen folgen Schlichtdurchgänge, Fersen- und Radiusschleifen sowie Polieren, um die Genauigkeit und Oberflächenqualität einzustellen. Eine Beschichtung kann hinzugefügt werden, und eine leichte Kantenvorbereitung nach der Beschichtung hält die Schneidkanten konsistent.
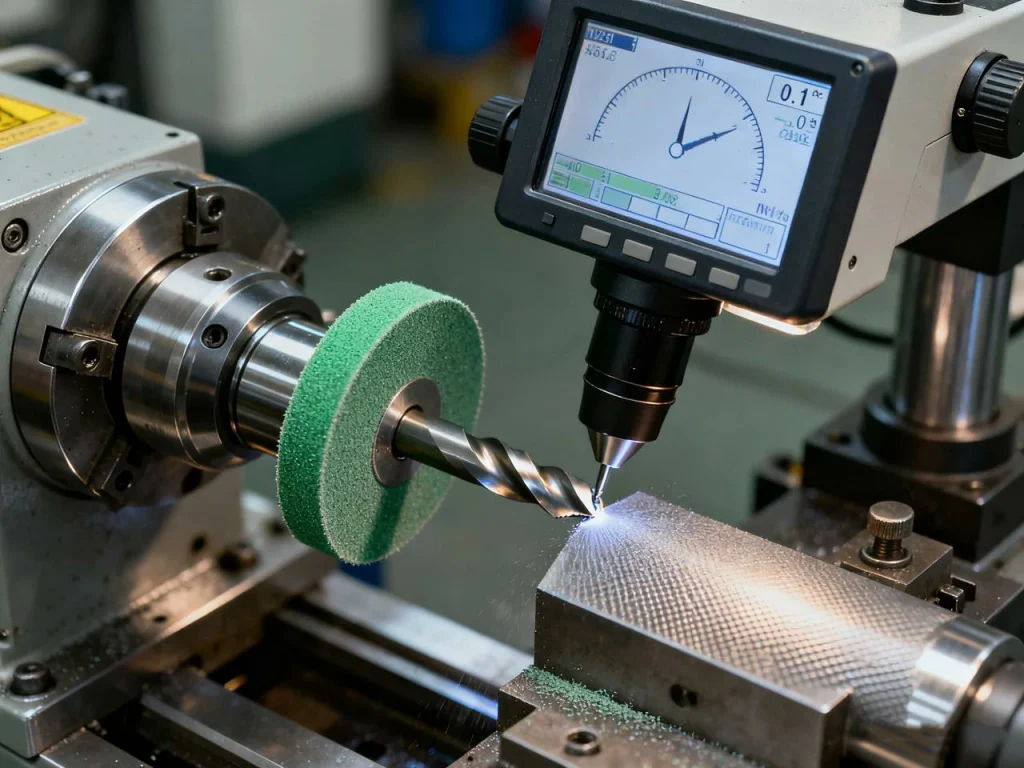
Präzisionsparameter und Kontrolle
Die letzten Durchgänge beim Schleifen sind wichtig. Die Geschwindigkeit der Schleifscheibe kann bei langsamem Vorschub etwa 25 m/s erreichen, um eine saubere Oberfläche zu erzielen. Kleine Änderungen bei der Kantenvorbereitung können die Abnutzung eines Werkzeugs beeinflussen. Inspektionswerkzeuge wie Laser und optische Systeme prüfen Durchmesser, Länge, Eckenradius und Rundlauf. Diese Prüfungen sorgen dafür, dass die tatsächlichen Schneidkanten dort bleiben, wo sie laut Modell sein sollen.
Wichtige Toleranzen, die die Leistung beeinflussen:
- Durchmesser: Die Größe bestimmt die Schlitzbreite und den Sitz.
- Rundlauf: Begrenzt, welche Rille am stärksten belastet wird.
- Eckenradius: legt die Stärke an der Spitze fest.
- Schaftdurchmesser und -rundung: Beeinflusst den Halt und die Ausrichtung des Halters.
Exzellente Produktion und Nachhaltigkeit
Viele Hersteller nehmen jetzt Schrott zurück und schleifen abgenutzte Werkzeuge nach. Wolfram und Kobalt sind kritische Materialien, so dass Recyclingkreisläufe wichtig sind. In einigen Programmen wird ein Großteil des Karbids zurückgewonnen und weiterverwendet. Dies verringert die Umweltbelastung und stabilisiert das Angebot.
Welche Toleranzen sind für die Standzeit und die Oberflächengüte von Werkzeugen am wichtigsten?
Rundlauf und Eckenvorbereitung sind wichtig. Ein hoher Rundlauf überspannt eine Kante und lässt sie früh ausbrechen. Ein scharfer, aber kontrollierter Eckenradius vermeidet brüchige Ecken und verbessert das Finish, insbesondere bei Stahl.
Vorschübe, Geschwindigkeiten und Optimierung der Werkzeugstandzeit
Die Einstellung der richtigen Schnittgeschwindigkeit und des richtigen Eingriffs der Schneide gewährleistet einen reibungslosen Betrieb und verlängert die Lebensdauer des Werkzeugs. Durch die korrekte Einstellung von Schnittgeschwindigkeit, Spanbelastung und Vorschub pro Zahn sowie die Anpassung an Material, Kühlmittel und Werkzeugeingriff können Sie Reibung vermeiden, den Verschleiß kontrollieren, Ratterer reduzieren und glatte Schnitte erzielen. Wenn Sie diese Grundlagen verstehen, können Sie jeden Fräsdurchgang ohne Rätselraten optimieren.
Einstellen von SFM, RPM, Spanlast und Vorschub pro Zahn
Verwenden Sie diese Formeln und Startbereiche, um schnell loszulegen. Stimmen Sie dann nach Klang, Spindellast und Finish ab.
Formeln (Schritt für Schritt)
- Oberflächengeschwindigkeit (SFM) zu RPM:
- RPM = (SFM × 3,82) / Werkzeugdurchmesser in Zoll
- Für metrische Werte: RPM = (Vc in m/min × 1000) / (π × Durchmesser in mm)
- Vorschubgeschwindigkeit (IPM):
- IPM = Spänebelastung pro Zahn × Anzahl der Nuten × Drehzahl
- Spanausdünnung:
- Wenn die radiale Zustellung weniger als 50% des Durchmessers beträgt, ist der effektive Span kleiner. Erhöhen Sie den Vorschub pro Zahn um 10-40%, damit die Späne geformt und nicht abgerieben werden.
Starter SFM nach Material (direkter Vergleich)
- Aluminium-Legierungen: 600-1.000 SFM mit Karbid
- Niedriglegierter Stahl: 150-300 SFM mit Karbid
- Rostfreier Stahl: 120-220 SFM mit Hartmetall
- Titan-Legierungen: 80-160 SFM mit Karbid
- Kunststoffe: 400-800 SFM mit scharfen, unbeschichteten Werkzeugen
- Verbundwerkstoffe/Graphit: Anweisungen des Werkzeugherstellers beachten; Staubabsaugung ist entscheidend
Beginnen Sie bei einer neuen Einstellung immer mit einem niedrigen Wert und steigern Sie diesen, bis Sie einen stabilen Schnitt erreichen. Achten Sie darauf, dass die Farbe der Späne hell und die Kanten sauber bleiben. Wenn Sie ein Quietschen hören, passen Sie den Eingriff oder die Drehzahl an, um diese Resonanz zu beseitigen.
Wie lautet die Schnittregel für Schaftfräser? Mit einem Span schneiden. Nicht reiben. Das bedeutet, dass Sie eine echte Spanmenge pro Zahn einhalten müssen, auch wenn Sie dafür die Drehzahl verringern müssen. Ein Fräsvorgang, der reibt, erzeugt Hitze, stumpft das Werkzeug ab und ruiniert die Oberfläche.
Verschleißarten und Diagnose
Häufige Verschleißarten:
- Flankenverschleiß: allmählicher Kantenverlust; normales Ende der Lebensdauer.
- Kraterverschleiß: Hitzeschäden an der Spanfläche; SFM reduzieren oder Kühlung verbessern.
- Kantenabplatzungen: durch Rütteln, harte Zunder oder Stöße; verkürzen Sie den Stickout oder ändern Sie den Eintrag.
- Thermische Rissbildung: Wärmezyklen; versuchen Sie es mit einem gleichmäßigeren Kühlmittel oder trocken mit AlTiN in Stahl.
- Aufgebaute Kante (BUE): Aluminium klebt an der Kante; verwenden Sie DLC/ZrN oder erhöhen Sie die Spanlast.
Achten Sie auf eine steigende Spindelbelastung, eine Verschlechterung der Oberflächengüte oder plötzliche Tonänderungen. Diese warnen Sie, bevor das Werkzeug ausfällt.
Kühlmittel, MMS und Späneabsaugung
Verwenden Sie den richtigen Kühlmittelmodus für die jeweilige Aufgabe:
- Aluminium und gummiartige Legierungen: Fluten oder MMS, um die BUE zu stoppen und die Späne abzutransportieren.
- Stahl mit AlTiN: oft besser trocken oder mit Luft; Wärme hilft der Beschichtung, eine Barriere zu bilden.
- Tiefe Nuten und Taschen: Starker Luftstrom plus Hackbewegungen oder spanabhebende Werkzeugwege.
- Werkzeuge mit Durchgangskühlung: Hilfe bei tiefen Taschen oder klebrigen Materialien.
Werkzeugwegstrategien wie das adaptive Abräumen (Hochleistungsfräsen) verwenden kleine radiale Zustellungen und tiefere axiale Schnitte. Dies hält die Kräfte konstant und reduziert Wärmespitzen.
Ratterkontrolle und Ablenkungsmanagement
Rattern ist eine selbsterregte Vibration, die das Finish und die Kanten beschädigt. Kontrollieren Sie es durch:
- Verkürzung des Stickouts und Verwendung steiferer Halter.
- Verwendung von Werkzeugen mit variabler Steigung/Helix.
- Verschieben der Drehzahl in einen stabilen "Bereich", in dem das Rattern aufhört.
- Verringern des radialen Eingriffs oder Einstellen der Einfahrbewegungen.
- Auswuchten des Werkzeugs/Halters bei sehr hohen Drehzahlen.

Anwendungs-Playbooks und Real-World-Setups
Bei professionellen CNC-Fräsdienstleistungen geht es nicht nur um die Auswahl eines Werkzeugs, sondern auch um die Abstimmung von Geometrie, Spannuten und Vorschüben auf die jeweilige Bearbeitung und das Material. Vom Nutenfräsen und Taschenfräsen bis hin zum Rampen- und Spiralbohren: Wenn Sie Schritt-für-Schritt-Strategien und werkstoffspezifische Einstellungen verstehen, können Sie schneller fräsen, die Werkzeugstandzeit verlängern und sogar komplexere Verfahren wie das Erodieren ersetzen.
Schlitz-, Taschen-, Rampen- und Spiralbohren
Schritt-für-Schritt-Schlitzung (direkte Anweisungen)
- Wählen Sie weniger Spannuten (2-3 bei Nichteisenmetallen; 3-4 bei Stahl), um Platz für Späne zu schaffen.
- Begrenzen Sie die axiale Tiefe beim ersten Durchgang; verwenden Sie 0,5-1,0×D als Ausgangspunkt, basierend auf der Steifigkeit.
- Verwenden Sie eine Rampe oder eine schraubenförmige Einfahrt, um zu vermeiden, dass die gesamte Kante auf das Werkstück aufschlägt.
- Späne mit Luft oder Kühlmittel entfernen; mit kurzem Vorlauf wieder einsetzen.
- Lassen Sie einen kleinen Rest für einen letzten Durchgang übrig, um beide Seiten zu reinigen.
Einstecken/Adaptiv
- Verwenden Sie eine leichte radiale Zustellung (5-20% des Durchmessers) und tiefere axiale Schnitte.
- Lassen Sie das Werkzeug gleichmäßig einrasten; vermeiden Sie harte Kurven mit trochoidalen Bewegungen.
- Mehr Rillen können helfen, weil jede Rille einen kleineren Span aufnimmt.
Rampen- und Schrägbohrungen
- Verwenden Sie zentrierende Werkzeuge.
- Rampe 1-3° oder Wendel bei 1-2× Werkzeugdurchmesser mit 10-20% Radialeingriff.
- Sobald Sie die Tiefe erreicht haben, wechseln Sie zu einer stabilen Tasche oder einem Profil.
Materialspezifische Rezepte
Aluminium
- 2-3 Nuten, hohe Spirale. Unbeschichtet poliert, ZrN, oder DLC.
- Hohe Drehzahl und gesunde Spänebelastung. Vermeiden Sie Reibung; verwenden Sie Luft oder Flut, um Späne zu entfernen.
- Bei der Endbearbeitung können eine sehr leichte WOC und ein hoher Vorschub eine spiegelglatte Oberfläche hinterlassen.
Stähle und rostfreie Stähle
- 4-6 Rillen, variable Spirale. AlTiN/TiAlN.
- Mäßiges SFM mit gleichmäßigem Vorschub pro Zahn, um Kaltverfestigung zu vermeiden.
- Versuchen Sie, mit Luft in Stahl zu trocknen, wenn die Beschichtung dies zulässt; lassen Sie die Späne fließen.
Titan- und Nickellegierungen
- 4-6 Flöten mit starkem Kern und Kantenvorbereitung.
- Niedriges SFM, höherer Vorschub pro Zahn und geringe radiale WOC.
- Verwenden Sie MMS oder Luft; reduzieren Sie die Hitze mit scharfen Werkzeugen und adaptiven Werkzeugwegen.
Verbundwerkstoffe und Kunststoffe
- Spezielle Geometrien (Aufwärts-/Abwärtsschnitt, Kompression) zur Kontrolle von Graten und Entgraten.
- Geringe Hitze. Scharfe Werkzeuge und die richtige Spänelast. Absaugung für Staub und Fasern.
Fallbeispiele und KPIs
Ein diamantbeschichtetes 1,00-mm-Kugelkopfwerkzeug bearbeitete eine Hartmetallform (ca. 92,5 HRA) in 39 Minuten sowohl beim Schruppen als auch beim Schlichten. Die Werkstatt reduzierte den Einsatz von Erodiermaschinen, fasste die Arbeitsschritte in einer Einrichtung zusammen und behielt den Arbeitsablauf im Haus. Der Schlüssel dazu war eine leichte Zustellung, eine kleine Zustellung und ein stabiler Werkzeugweg, der Stöße vermeidet.
KPI-Schnappschuss (direkter Vergleich)
- Zykluszeit: 39 Minuten
- Oberflächengüte (Ra): fein genug, um das Erodieren für dieses Merkmal zu überspringen
- Standzeit: verlängert sich im Vergleich zu unbeschichteten oder nicht-diamantierten Optionen in Hartmetall
- Einrichten: weniger, mit reibungsloserer Terminplanung

Kann die Hochgeschwindigkeitsbearbeitung den Werkzeugverschleiß und die Zykluszeit verringern?
Ja - wenn Sie einen leichten radialen Eingriff, tiefere axiale Schnitte und die richtigen Vorschübe und Geschwindigkeiten verwenden. Sie leiten die Wärme in den Span, halten die Kräfte konstant und vermeiden Reibung. Dadurch wird die Zykluszeit verkürzt und die Standzeit des Werkzeugs oft erhöht.
Markenneutrale Vergleiche und Kauftipps
Bei der Wahl des richtigen Schaftfräsers geht es nicht nur um Markennamen, sondern auch um Leistung, Materialkompatibilität, Maschinengrenzen und Toleranzen. Die Kenntnis von Hartmetall und HSS, die Prüfung von Rundlauf- und Eckenradiusangaben und die Abwägung des Budgets mit hochwertigen Werkzeugen helfen Ihnen, kluge und kosteneffiziente Entscheidungen zu treffen und gleichzeitig die Qualität und die Lebensdauer der Werkzeuge hoch zu halten.
Hartmetall vs. HSS: Leistung, Kosten und Maschinenbeschränkungen
- Verwenden Sie Hartmetall für hohe Produktivität, kleine Durchmesser, Hartmetalle und die meisten CNC-Arbeiten. Es hält die Kanten bei Hitze.
- Verwenden Sie HSS oder Kobalt, wenn Ihre Maschine eine niedrige Drehzahl/PS hat, wenn Sie harte Kanten bei niedriger Geschwindigkeit benötigen oder für weichere Materialien und kurze Serien.
- Handfräsen oder ältere Maschinen profitieren oft von HSS, weil sie ein kleines Hartmetallwerkzeug nicht schnell genug drehen können.
Toleranzen, Beschichtungen und markenübergreifende Konsistenz
Lesen Sie die technischen Datenblätter für:
- Durchmessertoleranz und Eckenradius-Toleranz.
- Rundlaufkontrolle an der Schnittlänge.
- Art und Dicke der Beschichtung sind auf Ihr Material abgestimmt.
- Chargenkonsistenz und verfügbare Nachmahlprogramme.
Kleine Abweichungen bei der Rundlaufgenauigkeit oder der Eckenvorbereitung verändern die Lebensdauer um ein Vielfaches. Wenn Oberflächengüte oder enge Merkmale wichtig sind, sollten Sie engere Durchmesser- und Rundlaufspezifikationen anstreben.
Budget- vs. Premium-Strategien
Ein kluger Ansatz für viele Werkstätten ist es, mit günstigen Werkzeugen zu schruppen und mit hochwertigen Werkzeugen zu schlichten. Dies hält die Kosten niedrig und schützt gleichzeitig kritische Oberflächen und Abmessungen. Achten Sie auf die Kosten pro Teil, nicht auf den Preis pro Werkzeug. Wenn Sie mit einem Werkzeug schneller arbeiten können oder einen sekundären Arbeitsgang vermeiden können, ist es oft ein echtes Schnäppchen.
Sind billige Schaftfräser für das Prototyping lohnenswert?
Für weiche Materialien oder Einzelteile oft ja, solange Sie eine kürzere Lebensdauer oder langsamere Vorschübe in Kauf nehmen. Bei engen Toleranzen, harten Metallen oder langen Zyklen machen die versteckten Kosten für Bruch und Nacharbeit alle Einsparungen zunichte.
FAQs
Ein Schaftfräser ist im Grunde ein Schneidwerkzeug, das in Fräsmaschinen verwendet wird, um Material von einem Werkstück zu entfernen. Anders als ein Bohrer, der nur gerade nach unten geht, kann ein Schaftfräser in mehrere Richtungen schneiden - seitlich, diagonal und sogar in komplexen Konturen. Er eignet sich perfekt für die Herstellung von Schlitzen, Taschen, Löchern und komplizierten Formen in Metall, Kunststoff oder Holz. Betrachten Sie ihn als vielseitiges Bildhauerwerkzeug für Maschinen - er bohrt nicht nur Löcher, sondern formt Ihr Werkstück genau so, wie Sie es wollen.
Der Begriff "Fräsen" kann also verschiedene Bedeutungen haben. Im Allgemeinen bezieht er sich auf die Maschine selbst, z. B. eine Fräsmaschine, die das Werkzeug hält und es um das Werkstück herum bewegt. Ein "Schaftfräser" hingegen ist das eigentliche Schneidwerkzeug, das in die Maschine eingesetzt wird. Man kann es sich wie eine Bohrmaschine und einen Bohrer vorstellen: Die Bohrmaschine ist die Maschine, der Bohrer ist das eigentliche Schneidwerkzeug. Der Fräser bewegt den Schaftfräser und treibt ihn an, während der Schaftfräser das Material formt.
Planfräsen und Schaftfräsen sind zwei unterschiedliche Arten der Verwendung eines Fräsers. Beim Planfräsen wird die flache Seite des Fräsers verwendet, um Material abzutragen, in der Regel, um eine flache Oberfläche auf der Oberseite des Werkstücks herzustellen. Beim Schaftfräsen hingegen werden die Spitze oder die Kanten des Fräsers verwendet, um in jede beliebige Richtung zu fräsen, was sich hervorragend für Schlitze, Taschen oder detaillierte Formen eignet. Zur Erinnerung: Planfräsen = Abflachung der Oberfläche, Stirnfräsen = Schnitzen von Formen oder Kanten.
Für Schaftfräser gibt es einige "goldene Regeln", wenn es um das Schneiden geht. Erstens müssen Sie die Geschwindigkeit und den Vorschub an das Material anpassen - zu schnell verschleißt das Werkzeug, zu langsam verbrennt das Metall. Zweitens: Wählen Sie die richtige Anzahl von Spannuten: weniger Spannuten = bessere Spanabfuhr, mehr Spannuten = glattere Oberfläche. Drittens: Achten Sie immer auf die richtige Schnitttiefe; wenn Sie in einem Durchgang zu tief schneiden, kann das Werkzeug brechen. Grundsätzlich sollten Sie Ihren Schaftfräser wie ein Präzisionsinstrument behandeln - er funktioniert am besten, wenn er richtig eingesetzt wird.
Es gibt sogar eine ganze Reihe von Arten! Es gibt Vierkantfräser, Schaftfräser mit Kugelkopf, Eckradiusfräser, Schruppfräser und mehr. Jeder hat einen anderen Zweck: Vierkantfräser für Schlitze und Taschen, Kugelfräser für Kurven und 3D-Oberflächen, Schruppfräser zum schnellen Abtragen von viel Material. Und dann kann man sie auch noch nach Material, Beschichtung, Anzahl der Schneiden oder Schafttyp klassifizieren. Es mag überwältigend klingen, aber wenn Sie erst einmal wissen, welche Form des Schnitts Sie benötigen, wird die Auswahl des richtigen Werkzeugs einfacher.
Die Wahl des richtigen Schaftfräsers hängt von einigen Faktoren ab: dem zu bearbeitenden Material, der gewünschten Form und der gewünschten Schnittgeschwindigkeit. Bei Aluminium sind beispielsweise weniger Spannuten und scharfe Kanten gefragt, während bei Stahl mehr Spannuten und ein beschichtetes Werkzeug für Langlebigkeit sorgen können. Denken Sie auch an die Schnitttiefe und -breite - lange, schmale Schlitze brauchen andere Werkzeuge als breite Taschen. Und vergessen Sie nicht die Beschichtungen: TiN, TiAlN und andere Beschichtungen können einen großen Unterschied in der Lebensdauer und Leistung des Werkzeugs ausmachen. Es kommt wirklich darauf an, das Werkzeug auf Ihr Projekt abzustimmen, und nicht nur das zu nehmen, was gut aussieht.
Wenn es um Aluminium geht, funktionieren 2 oder 3 Rillen in der Regel besser als mehr. Warum? Bei Aluminium fallen viele Späne an, und weniger Spannuten geben diesen Spänen mehr Raum zum Entweichen, was ein Verstopfen verhindert. Ein Schaftfräser mit 2 Spannuten wird oft für allgemeine Zerspanungsarbeiten verwendet, während ein Fräser mit 3 Spannuten für eine etwas glattere Oberfläche sorgt, ohne dass dabei zu viel Spanraum verloren geht. Im Grunde genommen geht es um ein Gleichgewicht zwischen Geschwindigkeit, Spankontrolle und Oberflächengüte - bei Aluminium ist weniger oft mehr.



