Se si lavora con Fresatura CNCPer le officine meccaniche, per la costruzione di stampi o per la prototipazione rapida, la comprensione dei diversi tipi di utensili per la fresatura è essenziale, secondo quanto riportato da Norme ISO sui processi generali di fresatura. Il processo di fresatura finale prevede l'utilizzo di frese per una serie di operazioni di fresatura finale, in quanto queste frese sono utilizzate per tagliare scanalature, tasche, profili e superfici 3D. Ma quale tipo di fresa scegliere per l'acciaio o per l'alluminio? Servono 2 scanalature o 5? Quale rivestimento è utile e quando? E come si impostano gli avanzamenti e le velocità in modo che l'utensile duri a lungo?
Questa guida fornisce prima risposte rapide e poi approfondimenti. Passiamo in rassegna l'anatomia delle frese, i tipi di frese, la selezione in base al materiale e all'operazione, i suggerimenti basati su dati relativi ad avanzamenti, velocità e durata dell'utensile e i manuali pratici per i lavori più comuni. Vedrete anche un caso in cui una fresa a sfera con rivestimento diamantato ha tagliato elementi in metallo duro che normalmente sarebbero andati a finire in un'officina. EDM-Tempo di ciclo di taglio con mantenimento della finitura.
Avvio rapido: Scegliere subito la fresa a candela giusta
La scelta della fresa giusta non deve essere un'impresa ardua. Invece di fissare innumerevoli opzioni, seguite un approccio chiaro e graduale che tenga conto del materiale, del tipo di operazione e delle capacità della macchina. Questa guida rapida vi aiuta a restringere rapidamente le scelte, a scegliere una configurazione iniziale affidabile e a evitare gli errori più comuni, in modo da dedicare meno tempo alle congetture e più tempo a tagliare in modo efficiente.
Albero decisionale: materiale → operazione → macchina → scelta migliore
Seguite questo semplice flusso. Trasforma le opzioni disordinate in una scelta chiara:
Materiale del pezzo da lavorare
- Alluminio e altri metalli non ferrosi: Materiali come l'alluminio e altri metalli non ferrosi richiedono un taglio ad alta velocità, bordi affilati e un impegno controllato dell'estremità di taglio. Regolare la velocità di taglio e l'avanzamento per ottimizzare le prestazioni.
- Acciaio legato e acciaio per utensili: necessita di resistenza all'usura e controllo del calore.
- Acciaio inox: necessita di stabilità contro l'incrudimento e il calore.
- Leghe di titanio e nichel: necessita di nuclei resistenti e di un basso apporto di calore.
- Plastiche/compositi: richiede un basso calore e un controllo delle bave.
- Metallo duro e ultraduro: richiede utensili con rivestimento diamantato e un impegno leggero.
Operazione
- Scanalatura: i tagli a tutta larghezza richiedono un minor numero di scanalature e una forte evacuazione dei trucioli.
- Tasca/adattativa: la fresatura ad alta efficienza privilegia un maggior numero di scanalature con leggeri passi radiali.
- Finitura/contornatura: più scanalature e geometria stabile per la finitura superficiale.
- Foratura a rampa/elicoidale: geometria di taglio centrale e buona rimozione dei trucioli.
Capacità della macchina
- Numero di giri del mandrino: un numero di giri elevato favorisce i diametri piccoli e gli utensili ad alta elica.
- Potenza/coppia: un maggior numero di scanalature e diametri più grandi richiedono una maggiore potenza.
- Rigidità: gli assetti meno rigidi necessitano di uno stickout più corto, di uno stepover ridotto e di utensili a passo variabile.
- Il refrigerante: a secco/ad aria/MQL/flood influisce sulla scelta del rivestimento e sul controllo dei trucioli.
Scelta migliore (configurazione iniziale)
- Geometria: estremità piatta/quadrata per piani e scanalature; punta a sfera per superfici 3D; raggio d'angolo per la resistenza; sgrossatura dentellata per una rapida asportazione.
- Numero di flauti: 2-3 per gommosi/non ferrosi; 4-6 per acciai e superleghe.
- Elica: elica alta (45°-55°) per l'alluminio; variabile 35°-45° per gli acciai.
- Materiale utensile: carburo per la maggior parte dei lavori CNC; HSS/cobalto per frese manuali o materiali più morbidi a basso numero di giri.
- Rivestimento: TiAlN/AlTiN per ferrosi a caldo; DLC/ZrN per alluminio; diamante per abrasivi e carburo.
- Alimentazioni/velocità: utilizzare la tabella di avvio riportata di seguito, quindi regolare in base al suono, al carico e alla finitura.
Suggerimento: Creare un semplice foglio di configurazione. Acquisire il materiale, l'utensile, il rivestimento, il diametro, il numero di alette, il numero di giri/minuto, l'avanzamento per dente, il passaggio/scorrimento, la modalità del refrigerante e il tipo di supporto. Aggiornare con ciò che funziona.
Scelte rapide per scenari comuni
- Alluminio e non ferrosi: 2-3 scanalature, elica alta 45°-55°, non rivestita o ZrN/DLC. Spingere un carico di trucioli più elevato con bordi taglienti. In questo caso, l'asportazione adattativa è un punto di forza.
- Acciaio legato: 4-5 scanalature, elica variabile, AlTiN/TiAlN. Impegno radiale moderato. Ad aria o ad alluvione in base all'evacuazione dei trucioli e alla stabilità.
- Acciaio inox: 4-6 scanalature, passo variabile, AlTiN/TiAlN ad alta lubricità. Velocità superficiale ridotta. Mantenere l'avanzamento per dente per evitare l'indurimento del lavoro.
- Nitruro di titanio: 4-6 scanalature con nucleo resistente, TiAlN/AlTiN nano. Basso SFM, MQL o aria. Mantenere i trucioli puliti e il calore basso.
- Stampi in metallo duro: frese a sfera con rivestimento diamantato. Leggero step-down, piccolo stepover. Possono sostituire l'elettroerosione per alcune caratteristiche.
Evitare questi errori di selezione
- Troppe scanalature in materiali gommosi: i trucioli si impacchettano, i bordi si sfregano e si ottiene un bordo costruito (BUE).
- Rivestimento sbagliato per il calore: Il TiN nei tagli di acciaio ad alta temperatura si consuma rapidamente; scegliere AlTiN/TiAlN.
- Un eccessivo stickout o uno scarso runout provocano chattering, scheggiature dei bordi e una finitura scadente.
- Utilizzo del diamante sull'acciaio: il diamante reagisce con il ferro a caldo; conservatelo per il carburo, la grafite e gli abrasivi.
Nozioni di base sulle frese a candela: Cos'è e come funziona una fresa a candela
Le frese a candela sono molto più che semplici punte rotanti: sono utensili versatili che possono tagliare in più direzioni, trattare una varietà di materiali ed eseguire un'ampia gamma di operazioni. Prima di immergerci nelle scanalature, negli angoli d'elica e nei materiali degli utensili, cerchiamo di capire bene cos'è una fresa, come funziona e perché le sue caratteristiche costruttive sono importanti per ogni operazione di fresatura.
Che cos'è una fresa?
La fresa a candela è un tipo di utensile da taglio ampiamente utilizzato in processi di lavorazione versatili. La scelta della fresa giusta da utilizzare dipende dal materiale e dal tipo di operazione. Le frese a candela sono utilizzate per rimuovere efficacemente metallo, plastica e altri materiali. Le scanalature forniscono bordi di taglio affilati e trasportano i trucioli durante ogni operazione di fresatura. A differenza di una punta da trapano, che taglia solo in senso rettilineo (assiale), una fresa può tagliare sia in senso assiale che radiale. Ciò significa che è possibile eseguire scanalature, profili, tasche, spianature, rampe e persino forature elicoidali con la giusta geometria. Per questo motivo le frese a candela sono al centro delle operazioni di fresatura CNC e di fresatura finale.
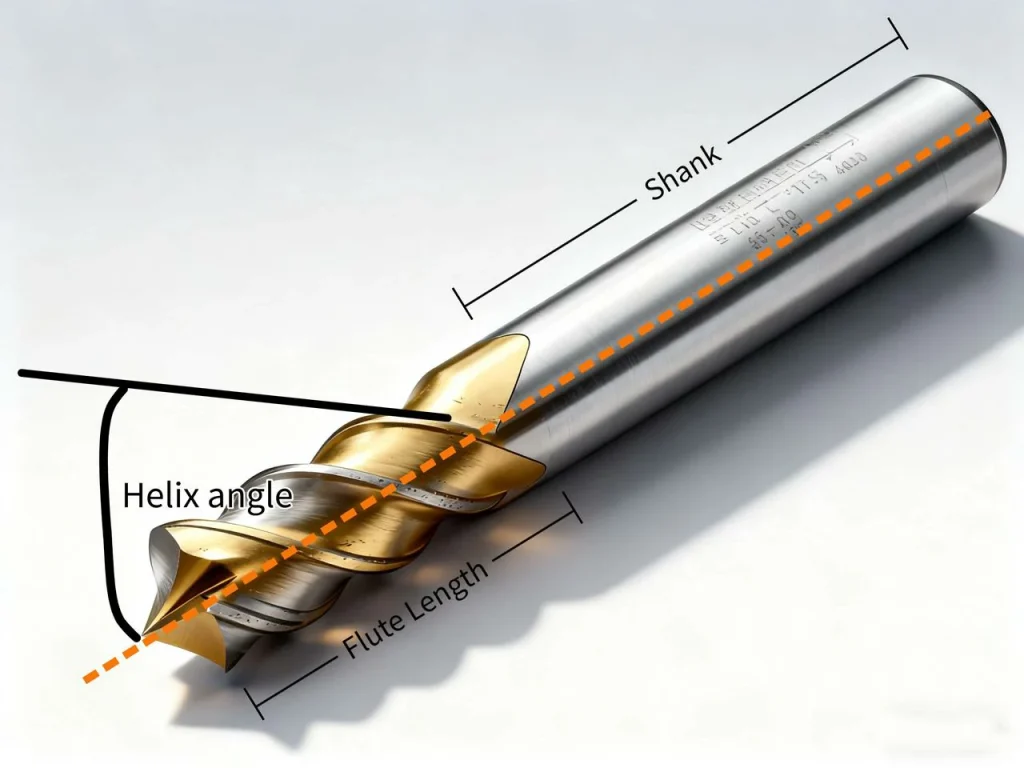
Anatomia: scanalature, anima, nastro, spoglia/rilievo, elica, gambo, preparazione degli angoli
Una fresa a candela sembra semplice, ma ogni caratteristica è importante:
- Scanalature: le scanalature che creano bordi di taglio affilati e trasportano i trucioli.
- Nucleo/rete: il centro solido che conferisce all'utensile la sua forza.
- Rake e rilievo: angoli che definiscono il modo in cui il bordo morde e il modo in cui supera il taglio.
- Angolo dell'elica: la spirale delle scanalature; un'elica più alta tira su i trucioli più velocemente e può tagliare meglio i metalli teneri.
- Gambo: la parte diritta che si adatta al supporto. I gambi più comuni sono quelli dritti e quelli Weldon (con un piatto per le viti di fermo).
- Preparazione degli angoli: squadro, raggio d'angolo o smusso. Un raggio attenua le sollecitazioni e migliora la durata.
Materiali: carburo vs. HSS vs. cobalto (M42)
Ecco come si confrontano i materiali più comuni per gli utensili. L'acciaio ad alta velocità (HSS) è resistente e indulgente, ideale per le frese a basso numero di giri e per le frese manuali. NIST test sulle proprietà del materiale. Le leghe di acciaio al cobalto o gli HSS possono essere utilizzati per applicazioni a velocità moderata in cui il carburo non è praticabile.
Carburo
- Punti di forza: molto duro, resistente all'usura, mantiene il filo a caldo; ideale per acciaio, acciaio inossidabile, titanio, leghe di nichel e tagli ad alta velocità.
- Limiti: più fragile dell'HSS; necessita di setup rigidi.
- Ideale per la maggior parte dei lavori CNC, in particolare per i piccoli utensili e i metalli duri.
Acciaio ad alta velocità (HSS)
- Punti di forza: robusta e indulgente; ottima per frese manuali e a basso numero di giri; costo inferiore.
- Limiti: si ammorbidisce a calore elevato; velocità di taglio ridotta.
- Si adatta meglio ai materiali più morbidi, ai pezzi unici, alla formazione o alle macchine a bassa potenza.
Acciaio al cobalto (spesso M42)
- Punti di forza: più duro a caldo dell'HSS; migliore per gli acciai più duri a velocità moderata.
- Limiti: non è ancora resistente all'usura come il carburo.
- La soluzione migliore: una via di mezzo quando il carburo non è pratico.
Una fresa può tagliare lateralmente e a tuffo come un trapano?
Sì, le frese possono tagliare lateralmente e, se sono a taglio centrale, possono eseguire tuffi. Molte frese a candela con due o tre scanalature sono a taglio centrale e possono eseguire fori a rampa o elicoidali. Gli utensili che non tagliano al centro dovrebbero entrare con una rampa o un'elica piuttosto che con un tuffo diretto.
Fresa frontale e fresa a candela: Differenze e applicazioni nella fresatura CNC
Quando si lavora con la fresatura CNC, capire la differenza tra una fresa frontale e una fresa terminale è essenziale per scegliere l'utensile giusto. La fresa frontale utilizza principalmente la superficie piana della fresa per rimuovere il materiale, ed è quindi ideale per le superfici piane e di grandi dimensioni e per le alte velocità di rimozione del materiale. Al contrario, una fresa a candela taglia con la punta e i lati, consentendo di gestire scanalature, tasche, contorni e persino superfici 3D complesse.
Le differenze principali riguardano la direzione di taglio, la finitura superficiale e la versatilità. La fresatura frontale è per lo più assiale e crea superfici ampie e lisce in modo efficiente, mentre la fresatura di testa può tagliare sia in senso assiale sia in senso radiale, offrendo precisione per le caratteristiche più complesse. Per gli operatori CNC, selezionare l'utensile giusto significa considerare il materiale, la geometria e la finitura desiderata. Conoscere i vari tipi di frese, come quelle a testa quadra, a testa sferica o a raggio angolare, può ottimizzare ulteriormente le prestazioni e la durata dell'utensile.
In sintesi, sebbene entrambi gli utensili siano fondamentali nella lavorazione CNC, la decisione tra fresa frontale e fresa terminale dipende dalla forma del pezzo e dai requisiti di finitura. Una scelta corretta degli utensili garantisce una migliore efficienza, superfici più pulite e un'usura ridotta.
Tipi di frese a candela e loro geometrie per la fresatura CNC
I tipi più comuni di frese a candela includono frese a candela quadrate, frese a testa sferica, frese a raggio d'angolo, frese coniche e frese per sgrossatura. Queste frese sono disponibili in diverse geometrie di estremità per adattarsi alle diverse operazioni di fresatura.
Frese piane, a testa sferica e a raggio angolare
- Estremità piatta (quadrata): lascia fondi piatti e pareti nitide. Ideale per fessure e tasche.
- Estremità a sfera: ha una punta arrotondata per la lavorazione 3D. Perfetta per stampi e forme organiche.
- Raggio d'angolo: un'estremità quadrata con un piccolo raggio sulla punta. Questo raggio riduce la scheggiatura e aumenta la durata, soprattutto nei materiali più duri.

Utensili per sgrossatura e finitura; design variabile di flauto/elica
Gli utensili di sgrossatura (spesso frese dentate a "pannocchia") rompono i trucioli e rimuovono grandi quantità di materiale con una forza di taglio minore. Poi un utensile di finitura con un bordo liscio esegue una passata leggera per pulire la superficie. Molte frese moderne utilizzano una spaziatura variabile delle scanalature e angoli di elica variabili per eliminare le vibrazioni. Questo elimina i toni di vibrazione e migliora la finitura.
Numero di scanalature e angolo d'elica per materiale
Il numero di scanalature determina lo spazio per il truciolo e il potenziale di avanzamento:
- Alluminio e non ferrosi: 2-3 scanalature con elica alta (45°-55°). Un maggiore spazio per i trucioli e una rapida evacuazione evitano la BUE.
- Acciaio, inox, titanio: 4-6 scanalature con elica variabile intorno ai 35°-45°. Più spigoli condividono il carico con un SFM più lento.
- Microutensili: i piccoli diametri richiedono un numero di giri molto elevato e carichi di truciolo più leggeri, indipendentemente dal materiale.
Controllo degli steli, dello sbraccio e del runout
La tenuta dell'utensile è importante quanto l'utensile stesso. Un'uscita più corta riduce la deflessione. I supporti bilanciati e rigidi favoriscono la lavorazione ad alta velocità. Per i tagli pesanti con carico laterale, gli steli Weldon resistono all'estrazione. Per le finiture più fini, le pinze di serraggio di alta qualità o i portautensili termoretraibili riducono il runout. Anche un'oscillazione di 0,01 mm può ridurre la durata dell'utensile, poiché una scanalatura svolge la maggior parte del lavoro.
Rivestimenti e trattamenti di superficie
I rivestimenti delle frese influenzano la durata dell'utensile e il flusso del truciolo. La scelta del rivestimento giusto garantisce un taglio netto e operazioni fluide quando si utilizzano le frese. Dal TiN generico al diamante ultra duro, ogni trattamento superficiale influisce sulla resistenza al calore, sul flusso del truciolo e sulla durata dell'utensile. Capire quale sia il rivestimento più adatto al proprio materiale - che si tratti di alluminio, acciaio, titanio o materiali compositi - aiuta a ridurre l'usura, a prevenire l'accumulo di bordi e, in alcuni casi, a sostituire processi più complessi come l'elettroerosione.
TiN, TiAlN/AlTiN, DLC, diamante: quando e perché
- TiN: uso generale; resistenza al calore inferiore rispetto ai rivestimenti moderni.
- TiAlN/AlTiN: elevata resistenza al calore e all'ossidazione; brilla negli acciai a secco o con MQL. L'alluminio del rivestimento forma uno strato protettivo a caldo.
- DLC/ZrN: molto scorrevole; riduce l'accumulo di bordi nell'alluminio e in altri materiali non ferrosi. Mantiene i bordi affilati e i trucioli scorrevoli.
- Diamante (CVD o PCD): estrema resistenza all'usura per materiali abrasivi, grafite e persino per la lavorazione del carburo cementato. Evitare le leghe ferrose al calore di taglio.

Matrice rapida di adattamento del rivestimento (confronto diretto)
- Alluminio e non ferrosi: lucido non rivestito, ZrN o DLC.
- Acciai e acciai inossidabili: Famiglia AlTiN/TiAlN.
- Leghe di titanio/nichel: Nano strati AlTiN/TiAlN; nuclei resistenti.
- Compositi/grafite/abrasivi: diamante.
- Plastica: utensili affilati non rivestiti per evitare il calore.
Caso di studio: la fresa diamantata sostituisce l'elettroerosione nel metallo duro
Un'officina ha utilizzato una fresa a sfere con rivestimento diamantato da 1,00 mm su un pezzo in carburo super microgranulare di circa 92,5 HRA. Ha sgrossato e rifinito una forma esalobata in 39 minuti. Il risultato corrisponde alle esigenze di finitura e riduce i tempi, le impostazioni e la post-lavorazione che l'elettroerosione avrebbe richiesto per lo stesso elemento. Il metodo ha funzionato perché la durezza del rivestimento ha resistito all'usura e il percorso utensile ha mantenuto basse le forze, con minime variazioni di passo e discesa. In breve, con la giusta geometria e un rivestimento diamantato, la fresatura di estremità può affrontare parti che un tempo richiedevano l'elettroerosione o la rettifica.
Ho bisogno di un rivestimento per l'alluminio o devo scegliere quello non rivestito?
Per l'alluminio, un utensile lucido affilato e non rivestito funziona spesso alla grande. Se si notano BUE o trucioli appiccicosi, passare a ZrN o DLC. Conservare AlTiN/TiAlN per i metalli ferrosi dove il calore aiuta il rivestimento.
Consigli pratici per il rivestimento
- Non usare il diamante sull'acciaio. Al calore di taglio, si rompe contro il ferro.
- Utilizzare AlTiN/TiAlN quando si deve tagliare a caldo e velocemente negli acciai. L'aria secca o l'MQL spesso battono l'alluvione.
- Per l'alluminio, mantenere i bordi affilati come rasoi. Evitare i rivestimenti che opacizzano il bordo.
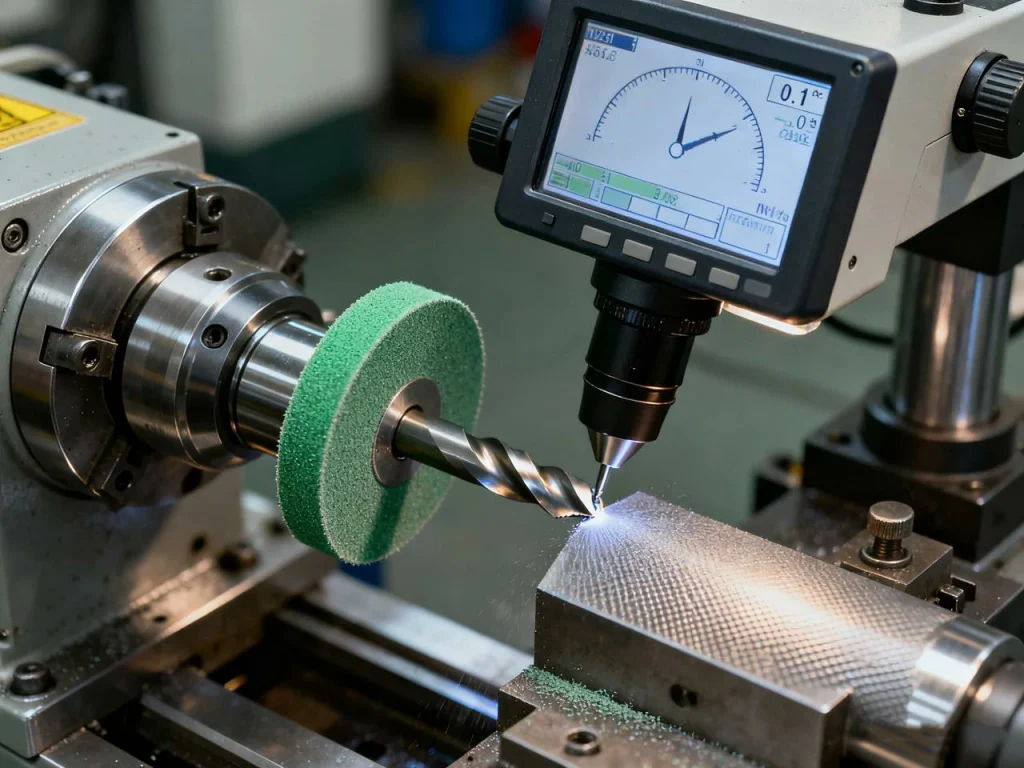
Produzione e qualità: Dal pezzo grezzo all'utensile
Dagli sbozzi in carburo grezzi alle frese di precisione, il processo di produzione modella le prestazioni prima che l'utensile tocchi il metallo. Ogni fase - affilatura delle scanalature, lucidatura dei bordi, aggiunta di rivestimenti e ispezioni rigorose - garantisce tolleranze ristrette, geometria costante e lunga durata dell'utensile. La comprensione di questo percorso aiuta a capire perché la qualità e la precisione sono importanti in officina.
Per chi è alla ricerca di lavorazione CNC di precisione U-Need offre servizi e componenti personalizzati di alta qualità, soluzioni avanzate di fresatura CNC e di produzione di pezzi che rispettano tolleranze strette e standard di qualità di livello industriale. La loro esperienza colma il divario tra progettazione e produzione, garantendo che ogni pezzo lavorato funzioni con precisione e coerenza.
Come vengono realizzate le frese in metallo duro
Le frese in metallo duro sono prodotte a partire da una barra solida (un "grezzo") di particelle di carburo di tungsteno trattenute con cobalto. La barra viene tagliata a misura e una rettificatrice CNC multiasse forma le scanalature, la geometria dell'estremità e il gambo. Dopo le passate di sgrossatura, le passate di finitura, la rettifica del tallone e del raggio e la lucidatura consentono di ottenere precisione e qualità della superficie. Può essere aggiunto un rivestimento, quindi una leggera preparazione dei bordi dopo il rivestimento mantiene i bordi di taglio coerenti.
Parametri di precisione e ispezione
Le ultime passate della rettifica sono importanti. Le velocità delle mole di finitura possono raggiungere circa 25 m/s con un avanzamento lento per ottenere una superficie pulita. Piccole variazioni nella preparazione dei bordi possono modificare l'usura di un utensile. Strumenti di ispezione come i laser e i sistemi ottici controllano il diametro, la lunghezza, il raggio d'angolo e il runout. Questi controlli consentono di mantenere i taglienti effettivi nella posizione indicata dal modello.
Tolleranze chiave che influenzano le prestazioni:
- Diametro: la dimensione controlla l'ampiezza e l'adattamento della scanalatura.
- Runout: limita la scanalatura che subisce il maggior carico.
- Raggio d'angolo: imposta la forza sulla punta.
- Diametro e rotondità del gambo: influisce sulla presa e sull'allineamento del portautensili.
Eccellenza produttiva e sostenibilità
Molti produttori ora recuperano gli scarti e riaffilano gli utensili usurati. Il tungsteno e il cobalto sono materiali critici, quindi i cicli di riciclaggio sono importanti. Alcuni programmi recuperano gran parte del contenuto di carburo e lo mantengono in uso. Questo riduce l'impatto ambientale e stabilizza l'approvvigionamento.
Quali sono le tolleranze più importanti per la durata e la finitura degli utensili?
Il runout e la preparazione degli angoli sono importanti. Un runout elevato sovraccarica un bordo e lo scheggia precocemente. Un raggio d'angolo netto ma controllato evita angoli fragili e migliora la finitura, soprattutto nell'acciaio.
Ottimizzazione di avanzamento, velocità e durata dell'utensile
L'impostazione della corretta velocità di taglio e dell'impegno dell'estremità di taglio garantisce un funzionamento regolare e prolunga la durata dell'utensile. Impostando correttamente la velocità di superficie, il carico di trucioli e l'avanzamento per dente e regolando il materiale, il refrigerante e l'impegno dell'utensile, è possibile evitare lo sfregamento, controllare l'usura, ridurre il chattering e mantenere i tagli uniformi. La comprensione di queste nozioni di base vi aiuta a ottimizzare ogni passata di fresatura senza fare congetture.
Impostazione di SFM, RPM, carico truciolo e avanzamento per dente
Per iniziare rapidamente, utilizzate queste formule e le gamme di partenza. Quindi, accordare in base al suono, al carico del mandrino e alla finitura.
Formule (passo dopo passo)
- Velocità di superficie (SFM) in RPM:
- RPM = (SFM × 3,82) / Diametro utensile in pollici
- Per il sistema metrico: RPM = (Vc in m/min × 1000) / (π × diametro in mm)
- Velocità di avanzamento (IPM):
- IPM = Carico di trucioli per dente × Numero di scanalature × Numero di giri/min.
- Assottigliamento dei trucioli:
- Se lo scostamento radiale è inferiore a 50% del diametro, il truciolo effettivo è più piccolo. Aumentare l'avanzamento per dente di 10-40% per mantenere i trucioli formati, non sfregati.
Starter SFM per materiale (confronto diretto)
- Leghe di alluminio: 600-1.000 SFM con carburo
- Acciaio basso legato: 150-300 SFM con metallo duro
- Acciaio inox: 120-220 SFM con metallo duro
- Leghe di titanio: 80-160 SFM con carburo
- Plastica: 400-800 SFM con utensili affilati non rivestiti
- Compositi/grafite: seguire le indicazioni del produttore di utensili; l'aspirazione della polvere è fondamentale
Iniziare sempre con un livello basso in una nuova configurazione e aumentare per raggiungere un taglio stabile. Cercate di mantenere il colore dei trucioli chiaro e i bordi puliti. Se si sente uno stridio, regolare l'innesto o il numero di giri per eliminare la risonanza.
Qual è la regola di taglio per le frese a candela? Tagliare con un truciolo. Non sfregare. Ciò significa mantenere un carico di truciolo reale per dente, anche se è necessario rallentare il numero di giri per farlo. Un'operazione di fresatura che sfrega produce calore, opacizza l'utensile e rovina la finitura.
Modalità di usura e diagnostica
Tipi di usura comuni:
- Usura del fianco: perdita graduale del bordo; normale fine vita.
- Usura del cratere: danni da calore sulla faccia del rastrello; ridurre l'SFM o migliorare il raffreddamento.
- Scheggiatura dello spigolo: a causa di vibrazioni, scaglie dure o urti; accorciare lo stickout o cambiare l'ingresso.
- Cricche termiche: cicli termici; provare con un refrigerante più stabile o a secco con AlTiN nell'acciaio.
- Bordo di accumulo (BUE): alluminio che si attacca al bordo; utilizzare DLC/ZrN o aumentare il carico di trucioli.
Osservare l'aumento del carico del mandrino, il peggioramento della finitura o le improvvise variazioni di tono. Questi segnali vi avvertono prima che l'utensile si guasti.
Refrigerante, MQL ed evacuazione dei trucioli
Utilizzare la modalità di raffreddamento più adatta al lavoro:
- Alluminio e leghe gommose: allagamento o MQL per arrestare la BUE ed evacuare i trucioli.
- Acciaio con AlTiN: spesso meglio a secco o con aria; il calore aiuta il rivestimento a formare una barriera.
- Fessure e tasche profonde: forte getto d'aria e movimenti di beccatura o percorsi utensile di pulizia dei trucioli.
- Utensili a raffreddamento passante: aiutano nelle tasche profonde o nei materiali appiccicosi.
Le strategie del percorso utensile, come la compensazione adattiva (fresatura ad alta efficienza), utilizzano piccoli passi radiali e tagli assiali più profondi. In questo modo si mantengono costanti le forze e si riducono i picchi di calore.
Controllo del chattering e gestione della deflessione
Il chattering è una vibrazione autoeccitata che rovina finiture e bordi. Per controllarlo, è sufficiente:
- Accorciare lo stickout e utilizzare supporti più rigidi.
- Utilizzo di utensili a passo variabile/elica.
- Spostare il numero di giri a un "lobo" stabile in cui le vibrazioni si esauriscono.
- Ridurre l'impegno radiale o regolare le mosse di ingresso.
- Bilanciare l'utensile/il supporto se il numero di giri è molto elevato.

Playbook di applicazioni e configurazioni del mondo reale
La fresatura del mondo reale nei servizi di fresatura CNC professionali non è solo la scelta di un utensile, ma anche l'adattamento della geometria, delle scanalature e degli avanzamenti all'operazione utilizzata e al materiale. Dalla scanalatura e dall'incavo alla rampa e alla foratura elicoidale, la comprensione delle strategie passo-passo e delle impostazioni specifiche per il materiale aiuta a tagliare più velocemente, a prolungare la durata dell'utensile e persino a sostituire processi più complessi come l'elettroerosione.
Foratura a fessura, a tasca, a rampa e elicoidale
Scanalatura passo-passo (istruzioni dirette)
- Scegliere un numero inferiore di scanalature (2-3 nei non ferrosi; 3-4 nell'acciaio) per ottenere spazio per i trucioli.
- Limitare la profondità assiale alla prima passata; utilizzare 0,5-1,0×D come inizio, in base alla rigidità.
- Utilizzare un ingresso a rampa o elicoidale per evitare di sbattere il bordo pieno contro il lavoro.
- Eliminare i trucioli con aria o refrigerante; rientrare con un breve anticipo.
- Lasciare un piccolo spazio per una passata di finitura per pulire entrambi i lati.
Tascabile/adattivo
- Utilizzare un leggero passo radiale (5-20% di diametro) e tagli assiali più profondi.
- Mantenere l'utensile in modo fluido; evitare gli angoli duri con movimenti trocoidali.
- Un numero maggiore di scanalature può essere utile, perché ogni scanalatura preleva un truciolo più piccolo.
Foratura a rampa ed elicoidale
- Utilizzare strumenti per il taglio centrale.
- Rampa 1-3° o elica a 1-2× diametro utensile con innesto radiale 10-20%.
- Una volta raggiunta la profondità, passare a una tasca o a un profilo fisso.
Ricette specifiche per i materiali
Alluminio
- 2-3 scanalature, elica alta. Non rivestito, lucido, ZrN o DLC.
- Numero di giri elevato e carico di trucioli elevato. Evitare lo sfregamento; usare l'aria o il diluvio per eliminare i trucioli.
- Per la finitura, un WOC molto leggero e un avanzamento elevato possono lasciare una finitura a specchio.
Acciai e acciai inossidabili
- 4-6 scanalature, elica variabile. AlTiN/TiAlN.
- SFM moderato con avanzamento costante per dente per evitare l'indurimento del lavoro.
- Provare ad asciugare con aria nell'acciaio se il rivestimento lo supporta; mantenere i trucioli in movimento.
Leghe di titanio e nichel
- 4-6 flauti con nucleo forte e preparazione dei bordi.
- Basso SFM, maggiore avanzamento per dente e WOC radiale ridotto.
- Utilizzare MQL o aria; ridurre il calore con utensili affilati e percorsi utensile adattivi.
Compositi e plastiche
- Geometrie speciali (upcut/downcut, compressione) per controllare bave e delam.
- Basso calore. Utensili affilati e il giusto carico di trucioli. Aspirazione di polvere e fibre.
Punti salienti del caso e KPI
Un utensile a punta sferica da 1,00 mm con rivestimento diamantato ha lavorato un elemento di stampo in metallo duro (circa 92,5 HRA) in 39 minuti con sgrossatura e finitura. L'officina ha ridotto l'uso dell'elettroerosione, ha unito le fasi in un'unica configurazione e ha mantenuto il flusso di lavoro all'interno dell'azienda. La chiave è stata un leggero step-down, un piccolo stepover e un percorso utensile stabile che evitasse gli urti.
Istantanea KPI (confronto diretto)
- Tempo di ciclo: 39 minuti
- Finitura superficiale (Ra): abbastanza fine da poter evitare l'elettroerosione per quella caratteristica
- Durata dell'utensile: maggiore rispetto alle opzioni non rivestite o non diamantate in metallo duro
- Setup: meno, con una programmazione più fluida

La lavorazione ad alta velocità può ridurre l'usura degli utensili e il tempo di ciclo?
Sì, se si utilizza un impegno radiale leggero, tagli assiali più profondi e gli avanzamenti e le velocità giusti. Si sposta il calore nel truciolo, si mantengono costanti le forze e si evita lo sfregamento. In questo modo si riduce il tempo di ciclo e spesso si migliora la durata dell'utensile.
Confronto tra marchi e consigli per gli acquisti
La scelta della fresa giusta va oltre i nomi dei marchi: le prestazioni, la compatibilità dei materiali, i limiti della macchina e le tolleranze sono più importanti. Conoscere il metallo duro rispetto all'HSS, controllare le specifiche di runout e raggio d'angolo e bilanciare il budget con utensili di qualità superiore aiuta a prendere decisioni intelligenti e convenienti, mantenendo alta la qualità e la durata dell'utensile.
Metallo duro vs. HSS: prestazioni, costi e vincoli della macchina
- Utilizzate il metallo duro per l'alta produttività, i piccoli diametri, i metalli duri e la maggior parte dei lavori CNC. Mantiene i bordi a caldo.
- Utilizzate HSS o cobalto quando la vostra macchina ha un basso numero di giri/potenza, quando avete bisogno di bordi tenaci a bassa velocità, o per materiali più morbidi e tirature ridotte.
- Le frese manuali o le macchine più vecchie spesso traggono vantaggio dall'HSS perché non riescono a far girare abbastanza velocemente un piccolo utensile in metallo duro.
Tolleranze, rivestimenti e coerenza tra i vari marchi
Leggete le schede tecniche di:
- Tolleranza sul diametro e sul raggio d'angolo.
- Controllo del runout alla lunghezza di taglio.
- Tipo di rivestimento e spessore adatti al vostro materiale.
- Consistenza dei lotti e programmi di rimacinazione disponibili.
Piccole variazioni nel runout o nella preparazione degli angoli cambiano di molto la vita. Se la finitura o gli elementi stretti sono importanti, è bene puntare a specifiche di diametro e di runout più strette.
Strategie di budget e strategie premium
Un approccio intelligente per molte officine è quello di sgrossare con utensili di valore e rifinire con utensili di qualità superiore. In questo modo si riducono i costi e si salvaguardano le finiture e le dimensioni critiche. Tenete conto del costo per pezzo, non del prezzo per utensile. Se un utensile consente di lavorare più velocemente o di evitare un'operazione secondaria, spesso è il vero affare.
Le frese a candela economiche valgono per la prototipazione?
Spesso sì per materiali morbidi o pezzi unici, a patto di accettare una durata inferiore o avanzamenti più lenti. Per tolleranze strette, metalli duri o cicli lunghi, i costi nascosti delle rotture e delle rilavorazioni annullano qualsiasi risparmio.
Domande frequenti
La fresa è un utensile da taglio utilizzato nelle fresatrici per rimuovere il materiale da un pezzo. A differenza di un trapano che va solo dritto verso il basso, una fresa può tagliare in più direzioni: lateralmente, in diagonale, anche in contorni complessi. È perfetta per creare scanalature, tasche, fori e forme complesse in metallo, plastica o legno. Consideratela come uno strumento di scultura super versatile per le macchine: non si limita a praticare fori, ma modella il vostro pezzo esattamente come lo desiderate.
Il termine "fresa" può avere diversi significati. In generale, si riferisce alla macchina stessa, come una fresatrice che tiene l'utensile e lo muove intorno al pezzo. Una "fresa", invece, è l'utensile da taglio vero e proprio che si inserisce nella macchina. Si può pensare a un trapano e a una punta: il trapano è la macchina, la punta è ciò che effettivamente esegue il taglio. La fresa muove e alimenta la fresa finale, mentre quest'ultima modella il materiale.
La fresatura frontale e la fresatura terminale sono due modi diversi di utilizzare una fresa. La fresatura frontale utilizza la faccia piatta della fresa per rimuovere il materiale, di solito per ottenere una superficie piatta sulla parte superiore del pezzo. La fresatura di testa, invece, utilizza la punta o i bordi della fresa per tagliare in qualsiasi direzione, il che è ottimo per realizzare scanalature, tasche o forme dettagliate. Un modo semplice per ricordare: fresatura frontale = appiattimento della parte superiore, fresatura finale = intaglio di forme o bordi.
Le frese a candela hanno alcune "regole d'oro" quando si tratta di tagliare. In primo luogo, è necessario adeguare la velocità e l'avanzamento al materiale: troppo veloce e si consuma l'utensile, troppo lento e si brucia il metallo. In secondo luogo, scegliere il numero giusto di scanalature: meno scanalature = migliore evacuazione dei trucioli, più scanalature = finitura più liscia. In terzo luogo, assicuratevi sempre di avere la giusta profondità di taglio; un taglio troppo profondo in una sola passata può rompere l'utensile. In sostanza, trattate la vostra fresa come uno strumento di precisione: funziona meglio se usata correttamente.
In realtà ce ne sono di diversi tipi! Ci sono le frese a candela, le frese a testa sferica, le frese a raggio d'angolo, le frese per sgrossatura e altre ancora. Ognuna di esse ha uno scopo diverso: quelle quadrate per le scanalature e le tasche, quelle a testa sferica per le curve e le superfici 3D, quelle per sgrossare per rimuovere rapidamente molto materiale. Inoltre, è possibile classificarle in base al materiale, al rivestimento, al numero di scanalature o al tipo di gambo. Potrebbe sembrare un'impresa ardua, ma una volta che si conosce la forma del taglio di cui si ha bisogno, la scelta di quello giusto diventa più semplice.
La scelta della fresa giusta dipende da alcuni fattori: il materiale da tagliare, la forma desiderata e la velocità di taglio. Ad esempio, l'alluminio richiede meno scanalature e bordi affilati, mentre l'acciaio potrebbe aver bisogno di più scanalature e di un utensile rivestito per una maggiore durata. Inoltre, bisogna considerare la profondità e la larghezza del taglio: le fessure lunghe e sottili richiedono utensili diversi rispetto alle tasche larghe. E non dimenticate i rivestimenti: TiN, TiAlN e altri rivestimenti possono fare una grande differenza nella durata e nelle prestazioni dell'utensile. Si tratta di adattare l'utensile al progetto, non solo di scegliere quello che sembra più bello.
Quando si tratta di alluminio, di solito 2 o 3 flauti funzionano meglio di un numero maggiore. Perché? L'alluminio genera molti trucioli e un numero minore di scanalature dà a questi trucioli più spazio per uscire, evitando l'intasamento. Una fresa a 2 eliche è spesso la scelta migliore per il taglio generale, mentre una a 3 eliche può dare una finitura leggermente più liscia senza sacrificare troppo spazio per i trucioli. In sostanza, si tratta di bilanciare velocità, controllo del truciolo e finitura superficiale: per l'alluminio, meno è spesso meglio.



