Jeśli pracujesz z Frezowanie CNCZrozumienie różnych typów narzędzi do frezowania jest niezbędne w przypadku produkcji form lub szybkiego prototypowania w warsztatach maszynowych. Normy ISO na temat ogólnych procesów frezowania. Proces frezowania końcowego obejmuje użycie frezów końcowych w różnych operacjach frezowania końcowego, ponieważ frezy te są używane do wycinania szczelin, kieszeni, profili i powierzchni 3D. Ale jaki rodzaj frezu trzpieniowego wybrać do stali, a jaki do aluminium? Czy potrzebne są 2 czy 5 rowków? Która powłoka pomaga i kiedy? Jak ustawić posuw i prędkość, aby narzędzie było trwałe?
Niniejszy przewodnik zawiera najpierw szybkie odpowiedzi, a następnie bardziej szczegółowe informacje. Omawiamy anatomię frezów walcowo-czołowych, rodzaje frezów walcowo-czołowych, wybór według materiału i operacji, poparte danymi wskazówki dotyczące posuwów, prędkości i trwałości narzędzi oraz praktyczne podręczniki dla typowych zadań. Zobaczysz również przypadek, w którym frez kulowy z powłoką diamentową wyciął elementy z węglików spiekanych, które normalnie trafiłyby do EDM-Czas cyklu cięcia podczas utrzymywania wykończenia.
Szybki start: Wybierz odpowiednią frezarkę górnowrzecionową już teraz
Wybór odpowiedniej frezarki nie musi być przytłaczający. Zamiast przyglądać się niezliczonym opcjom, postępuj zgodnie z jasnym, stopniowym podejściem, które uwzględnia materiał, rodzaj operacji i możliwości maszyny. Ten przewodnik pomoże Ci szybko zawęzić wybór, wybrać niezawodną konfigurację początkową i uniknąć typowych błędów - dzięki czemu spędzisz mniej czasu na zgadywaniu, a więcej na wydajnym cięciu.
Drzewo decyzyjne: materiał → operacja → maszyna → najlepszy wybór
Postępuj zgodnie z tym prostym schematem. Zamienia on nieuporządkowane opcje w jasny wybór:
Materiał obrabianego przedmiotu
- Aluminium i inne metale nieżelazne: Materiały takie jak aluminium i inne metale nieżelazne wymagają cięcia z dużą prędkością, ostrych krawędzi i kontrolowanego zazębiania się końcówek tnących. Dostosuj prędkość cięcia i posuw, aby zoptymalizować wydajność.
- Stal stopowa i stal narzędziowa: wymaga odporności na zużycie i kontroli ciepła.
- Stal nierdzewna: wymaga odporności na hartowanie i wysoką temperaturę.
- Stopy tytanu i niklu: wymagają mocnych rdzeni i niskiego poboru ciepła.
- Tworzywa sztuczne/kompozyty: wymagają niskiej temperatury i kontroli zadziorów.
- Węgliki spiekane i bardzo twarde: wymagają narzędzi z powłoką diamentową i lekkiego zaangażowania.
Działanie
- Szczelinowanie: cięcie na całej szerokości wymaga mniejszej liczby rowków i silnego odprowadzania wiórów.
- Kieszonkowe/adaptacyjne: wysokowydajne frezowanie preferuje większą liczbę rowków wiórowych z lekkimi promieniowymi uskokami.
- Wykańczanie/konturowanie: więcej rowków i stabilna geometria dla wykończenia powierzchni.
- Ramping/wiercenie spiralne: geometria cięcia centralnego i dobre usuwanie wiórów.
Możliwości maszyny
- Obroty wrzeciona: wysokie obroty sprzyjają narzędziom o małych średnicach i wysokiej spirali.
- Moc/moment obrotowy: więcej rowków i większe średnice wymagają większej mocy.
- Sztywność: mniej sztywne setupy wymagają krótszego stickoutu, mniejszego stepoveru i narzędzi o zmiennym skoku.
- Chłodziwo: suche/powietrzne/MQL/powódź wpływa na wybór powłoki i kontrolę wiórów.
Najlepszy wybór (konfiguracja startowa)
- Geometria: płaska/kwadratowa końcówka do powierzchni płaskich i rowków; końcówka kulista do powierzchni 3D; promień naroża dla zwiększenia wytrzymałości; ząbkowana końcówka do szybkiego usuwania materiału.
- Liczba fletów: 2-3 dla gumy/nieżelaznych; 4-6 dla stali i superstopów.
- Spirala: wysoka spirala (45°-55°) dla aluminium; zmienna 35°-45° dla stali.
- Materiał narzędzia: węglik spiekany do większości prac CNC; HSS/kobalt do frezarek ręcznych lub miękkich materiałów przy niskich obrotach.
- Powłoka: TiAlN/AlTiN dla żelaza przy wysokiej temperaturze; DLC/ZrN dla aluminium; diament dla materiałów ściernych i węglików spiekanych.
- Posuwy/prędkości: użyj poniższej tabeli startowej, a następnie dostosuj do dźwięku, obciążenia i wykończenia.
Wskazówka: Tworzenie prostego arkusza konfiguracji. Zapisz materiał, narzędzie, powłokę, średnicę, liczbę rowków, liczbę obrotów na minutę, posuw na ząb, stepdown/stepover, tryb chłodziwa i typ uchwytu. Aktualizuj na podstawie tego, co działa.
Szybkie wybieranie według typowych scenariuszy
- Aluminium i metale nieżelazne: 2-3 rowki wiórowe, wysoka spirala 45°-55°, niepowlekane lub ZrN/DLC. Większe obciążenie wiórami z ostrymi krawędziami. Adaptacyjne oczyszczanie błyszczy tutaj.
- Stal stopowa: 4-5 rowków, zmienna spirala, AlTiN/TiAlN. Umiarkowane zaangażowanie promieniowe. Powietrze lub zalewanie w zależności od usuwania wiórów i stabilności.
- Stal nierdzewna: 4-6 rowków, zmienna podziałka, AlTiN/TiAlN o wysokiej smarowności. Niższa prędkość powierzchniowa. Utrzymanie posuwu na ząb w celu uniknięcia utwardzenia.
- Azotek tytanu: 4-6 rowków z mocnym rdzeniem, TiAlN/AlTiN nano. Niski SFM, MQL lub powietrze. Utrzymuj wióry w czystości i niską temperaturę.
- Formy z węglików spiekanych: frezy kuliste z powłoką diamentową. Lekki krok w dół, mały krok do przodu. Może zastąpić EDM dla niektórych funkcji.
Unikaj tych błędów wyboru
- Zbyt wiele rowków w gumowatych materiałach: wióry zbijają się, krawędzie się ścierają i powstaje narośl na krawędzi (BUE).
- Niewłaściwa powłoka dla wysokiej temperatury: TiN w przypadku cięcia stali o wysokiej temperaturze szybko się zużyje; wybierz AlTiN/TiAlN.
- Nadmierne przyleganie lub słabe bicie: drgania, odpryski na krawędziach i słabe wykończenie.
- Używanie diamentu na stali: diament reaguje z żelazem pod wpływem ciepła; należy go używać do węglików spiekanych, grafitu i materiałów ściernych.
Podstawy frezowania: Co to jest frez walcowo-czołowy i jak działa
Frezy walcowo-czołowe to coś więcej niż zwykłe wiertła obrotowe - to wszechstronne narzędzia, które mogą ciąć w wielu kierunkach, obsługiwać różne materiały i wykonywać szeroki zakres operacji. Zanim zagłębimy się w temat rowków wiórowych, kątów pochylenia linii śrubowej i materiałów narzędziowych, wyjaśnijmy sobie, czym jest frez trzpieniowy, jak działa i dlaczego jego cechy konstrukcyjne mają znaczenie dla każdego zadania frezowania.
Co to jest frezarka górnowrzecionowa?
Frez trzpieniowy to rodzaj narzędzia tnącego szeroko stosowanego we wszechstronnych procesach obróbki skrawaniem. Wybór odpowiedniego frezu trzpieniowego zależy od materiału i rodzaju operacji. Frezy trzpieniowe służą do wydajnego usuwania metalu, plastiku i innych materiałów. Rowki zapewniają ostre krawędzie tnące i odprowadzają wióry podczas każdej operacji frezowania. W przeciwieństwie do wiertła, które tnie tylko prosto w dół (osiowo), frez trzpieniowy może ciąć zarówno osiowo, jak i promieniowo. Oznacza to, że dzięki odpowiedniej geometrii można frezować rowki, profile, kieszenie, powierzchnie czołowe, rampy, a nawet wiercić spiralnie. Właśnie dlatego frezy trzpieniowe znajdują się w centrum operacji frezowania CNC i frezowania trzpieniowego.
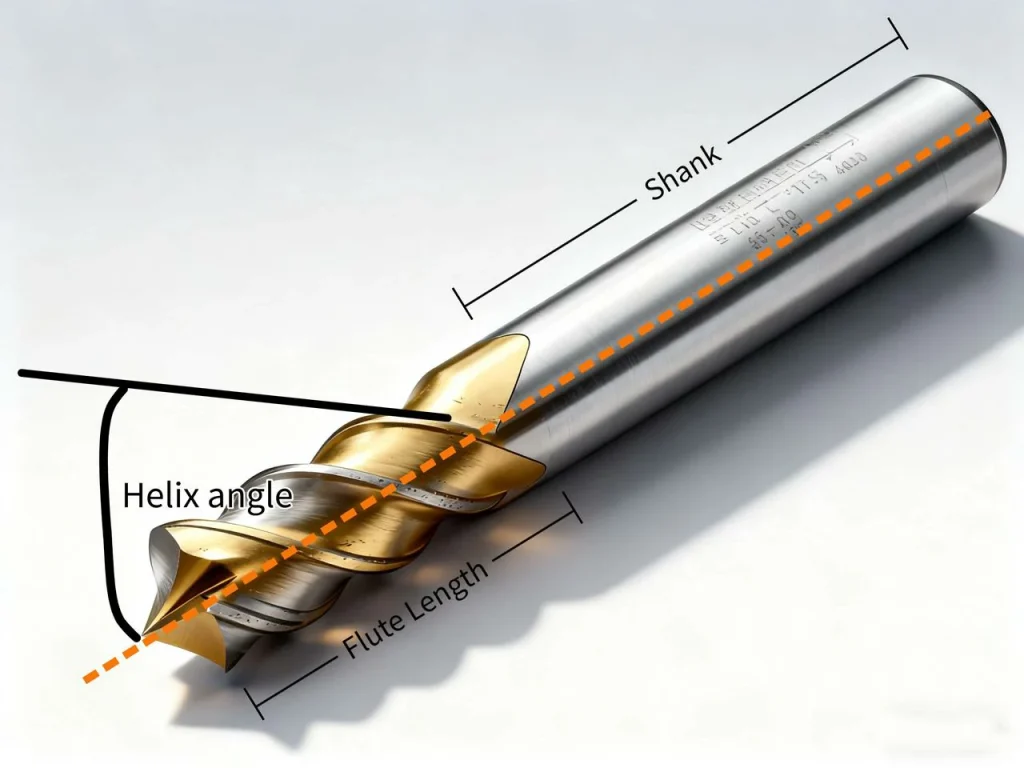
Anatomia: rowki, rdzeń, środnik, pochylenie/relief, spirala, trzpień, przygotowanie narożnika
Frez końcowy wygląda prosto, ale każda jego cecha ma znaczenie:
- Rowki: rowki, które tworzą ostre krawędzie tnące i odprowadzają wióry.
- Rdzeń/pajęczyna: solidny środek, który nadaje narzędziu wytrzymałość.
- Zbieżność i odciążenie: kąty, które określają sposób, w jaki krawędź zagłębia się i usuwa z cięcia.
- Kąt spirali: spirala rowków; wyższa spirala szybciej wyciąga wióry i umożliwia gładsze cięcie miękkich metali.
- Trzon: prosta część, która pasuje do uchwytu. Typowe trzpienie to proste i Weldon (z płaską powierzchnią na śruby ustalające).
- Przygotowanie narożnika: kwadrat, promień narożnika lub fazowanie. Promień łagodzi naprężenia i zwiększa trwałość.
Materiały: węglik vs. HSS vs. kobalt (M42)
Oto porównanie popularnych materiałów narzędziowych. Stal szybkotnąca (HSS) jest wytrzymała i wybaczająca błędy, idealna do frezarek ręcznych i frezarek o niskich obrotach. NIST testy właściwości materiału. Stopy stali kobaltowej lub HSS mogą być używane do zastosowań o umiarkowanej prędkości, w których węglik nie jest praktyczny.
Węglik
- Mocne strony: bardzo twardy, odporny na zużycie, utrzymuje krawędź w wysokiej temperaturze; idealny do stali, stali nierdzewnej, tytanu, stopów niklu i cięć z dużą prędkością.
- Ograniczenia: bardziej kruche niż HSS; wymaga sztywnych ustawień.
- Najlepsze dopasowanie: większość prac CNC, zwłaszcza małe narzędzia i twarde metale.
Stal szybkotnąca (HSS)
- Mocne strony: wytrzymały i wybaczający błędy; dobry do niskich obrotów i młynów ręcznych; niższy koszt.
- Ograniczenia: mięknie przy wysokiej temperaturze; mniejsza prędkość cięcia.
- Najlepsze dopasowanie: miękkie materiały, jednorazowe, treningowe lub maszyny o niskiej mocy.
Stal kobaltowa (często M42)
- Mocne strony: twardsze na gorąco niż HSS; lepsze do twardszych stali przy umiarkowanych prędkościach.
- Ograniczenia: nadal nie jest tak odporny na zużycie jak węglik.
- Najlepsze dopasowanie: rozwiązanie pośrednie, gdy węglik nie jest praktyczny.
Czy frez trzpieniowy może ciąć bocznie i wgłębnie jak wiertło?
Tak, frezy mogą ciąć na boki, a jeśli są to frezy walcowo-czołowe, mogą się zagłębiać. Wiele kwadratowych frezów trzpieniowych z dwoma lub trzema ostrzami tnie centralnie i może zagłębiać się lub wiercić otwory spiralnie. Narzędzia niecentrycznie tnące powinny wchodzić z rampą lub spiralą, a nie z prostym zagłębianiem.
Frez czołowy a frez walcowo-czołowy: Różnice i zastosowania w frezowaniu CNC
Podczas pracy z frezowaniem CNC zrozumienie różnicy między frezem walcowo-czołowym a frezem trzpieniowym jest niezbędne do wyboru odpowiedniego narzędzia. Frez czołowy wykorzystuje przede wszystkim płaską powierzchnię frezu do usuwania materiału, dzięki czemu idealnie nadaje się do dużych, płaskich powierzchni i dużej szybkości usuwania materiału. Z kolei frez walcowo-czołowy tnie za pomocą końcówki i boków, umożliwiając obróbkę szczelin, kieszeni, konturów, a nawet złożonych powierzchni 3D.
Kluczowe różnice dotyczą kierunku skrawania, wykończenia powierzchni i wszechstronności. Frezowanie czołowe jest głównie osiowe, tworząc szerokie, gładkie powierzchnie, podczas gdy frezowanie końcowe może ciąć zarówno osiowo, jak i promieniowo, zapewniając precyzję w przypadku skomplikowanych elementów. Dla operatorów CNC wybór odpowiedniego narzędzia oznacza uwzględnienie materiału, geometrii i pożądanego wykończenia. Znajomość różnych typów frezów trzpieniowych - takich jak kwadratowe, kuliste lub o promieniu naroża - może dodatkowo zoptymalizować wydajność i żywotność narzędzia.
Podsumowując, chociaż oba narzędzia są niezbędne w obróbce CNC, decyzja o wyborze frezu walcowo-czołowego zależy od kształtu części i wymagań dotyczących wykończenia. Właściwy dobór narzędzia zapewnia lepszą wydajność, czystsze powierzchnie i mniejsze zużycie narzędzia.
Rodzaje frezów palcowych i ich geometrie do frezowania CNC
Typowe rodzaje frezów palcowych obejmują frezy palcowe kwadratowe, frezy palcowe kuliste, frezy palcowe z promieniem naroża, frezy palcowe stożkowe i frezy palcowe zgrubne. Te frezy są dostępne w kilku geometriach końcówek, aby dopasować je do różnych operacji frezowania.
Frezy walcowo-czołowe płaskie, kuliste i o promieniu naroża
- Płaski (kwadratowy) koniec: pozostawia płaskie dno i chrupiące ścianki. Doskonały do szczelin i kieszeni.
- Końcówka kulista: ma zaokrągloną końcówkę do powierzchni 3D. Idealna do form i kształtów organicznych.
- Promień naroża: kwadratowa końcówka z małym promieniem na czubku. Promień ten zmniejsza liczbę odprysków i wydłuża żywotność, szczególnie w przypadku twardszych materiałów.

Narzędzia do obróbki zgrubnej i wykańczającej; zmienna konstrukcja rowka wiórowego/helisy
Narzędzia do obróbki zgrubnej (często ząbkowane frezy do kolb kukurydzy) rozbijają wióry i usuwają duże ilości materiału przy mniejszej sile skrawania. Następnie narzędzie wykańczające z gładką krawędzią wykonuje lekkie przejście w celu oczyszczenia powierzchni. Wiele nowoczesnych frezów wykorzystuje zmienne odstępy między rowkami wiórowymi i zmienne kąty pochylenia linii śrubowej w celu tłumienia drgań. Eliminuje to drgania i poprawia jakość wykończenia.
Liczba rowków wiórowych i kąt pochylenia linii śrubowej według materiału
Liczba rowków wiórowych określa przestrzeń na wióry i potencjał posuwu:
- Aluminium i metale nieżelazne: 2-3 rowki z wysoką spiralą (45°-55°). Więcej miejsca na wióry i szybka ewakuacja zapobiegają BUE.
- Stal, stal nierdzewna, tytan: 4-6 rowków ze zmienną linią śrubową około 35°-45°. Więcej krawędzi dzieli obciążenie przy wolniejszym SFM.
- Mikronarzędzia: małe średnice wymagają bardzo wysokich obrotów i mniejszego obciążenia wiórami, niezależnie od materiału.
Chwyty, zasięg i kontrola bicia
Trzymanie narzędzia jest równie ważne jak samo narzędzie. Krótsze przyleganie zmniejsza ugięcie. Wyważone, sztywne uchwyty ułatwiają obróbkę z dużymi prędkościami. W przypadku ciężkich cięć z obciążeniem bocznym, uchwyty Weldon są odporne na wyrywanie. W przypadku precyzyjnych wykończeń, wysokiej jakości tuleje zaciskowe lub oprawki termokurczliwe zmniejszają bicie. Nawet bicie 0,01 mm może skrócić żywotność narzędzia, ponieważ jeden rowek wykonuje większość pracy.
Powłoki i obróbka powierzchni
Powłoki frezów walcowo-czołowych wpływają na trwałość narzędzia i spływ wiórów. Wybór odpowiedniej powłoki zapewnia ostre cięcie i płynną pracę podczas frezowania. Od TiN ogólnego zastosowania po ultra twardy diament, każda obróbka powierzchni wpływa na odporność na ciepło, spływ wiórów i trwałość narzędzia. Zrozumienie, która powłoka pasuje do danego materiału - aluminium, stali, tytanu lub kompozytów - pomaga zmniejszyć zużycie, zapobiegać narastaniu krawędzi, a w niektórych przypadkach nawet zastąpić bardziej złożone procesy, takie jak EDM.
TiN, TiAlN/AlTiN, DLC, diament: kiedy i dlaczego?
- TiN: ogólne zastosowanie; niższa odporność na ciepło niż w przypadku nowoczesnych powłok.
- TiAlN/AlTiN: wysoka odporność na ciepło i utlenianie; błyszczy w stalach na sucho lub MQL. Aluminium w powłoce tworzy warstwę ochronną pod wpływem ciepła.
- DLC/ZrN: bardzo gładka; redukuje narastanie krawędzi w aluminium i innych materiałach nieżelaznych. Utrzymuje ostre krawędzie i odprowadza wióry.
- Diament (CVD lub PCD): ekstremalna odporność na zużycie w przypadku materiałów ściernych, grafitu, a nawet obróbki węglika spiekanego. Unikać stopów żelaza przy wysokiej temperaturze skrawania.

Szybka matryca dopasowania powłoki (bezpośrednie porównanie)
- Aluminium i metale nieżelazne: niepowlekane, polerowane, ZrN lub DLC.
- Stale i stale nierdzewne: Rodzina AlTiN/TiAlN.
- Stopy tytanu i niklu: Nanowarstwy AlTiN/TiAlN; mocne rdzenie.
- Kompozyty/grafit/materiały ścierne: diament.
- Tworzywa sztuczne: niepowlekane ostre narzędzia w celu uniknięcia wysokiej temperatury.
Studium przypadku: frez trzpieniowy z powłoką diamentową zastępuje EDM w węglikach spiekanych
Jeden z warsztatów użył frezu kulistego z powłoką diamentową o średnicy 1,00 mm na elemencie obrabianym z węglika spiekanego o super mikroziarnistości około 92,5 HRA. Obróbka zgrubna i wykańczająca sześciokątnego kształtu zajęła 39 minut. Rezultat odpowiadał potrzebom w zakresie wykończenia i skrócił czas, konfiguracje i obróbkę końcową, które wymagałyby EDM dla tego samego elementu. Metoda zadziałała, ponieważ twardość powłoki była odporna na zużycie, a ścieżka narzędzia utrzymywała siły na niskim poziomie z niewielkimi krokami w górę i w dół. Krótko mówiąc, przy odpowiedniej geometrii i powłoce diamentowej, frezowanie końcowe może poradzić sobie z częściami, które kiedyś wymagały obróbki elektroerozyjnej lub szlifowania.
Czy potrzebuję powłoki do aluminium, czy powinienem wybrać niepowlekaną?
W przypadku aluminium, ostre, niepowlekane, polerowane narzędzie często działa świetnie. Jeśli zauważysz BUE lub lepkie wióry, przejdź na ZrN lub DLC. Zachowaj AlTiN/TiAlN dla metali żelaznych, gdzie ciepło pomaga powłoce.
Praktyczne wskazówki dotyczące powlekania
- Nie używaj diamentu do stali. Przy wysokiej temperaturze cięcia rozbija się o żelazo.
- Używaj AlTiN/TiAlN, gdy musisz ciąć stale na gorąco i szybko. Suche powietrze lub MQL często przewyższają tutaj zalewanie.
- W przypadku aluminium krawędzie powinny być ostre jak brzytwa. Unikaj powłok, które stępiają krawędź.
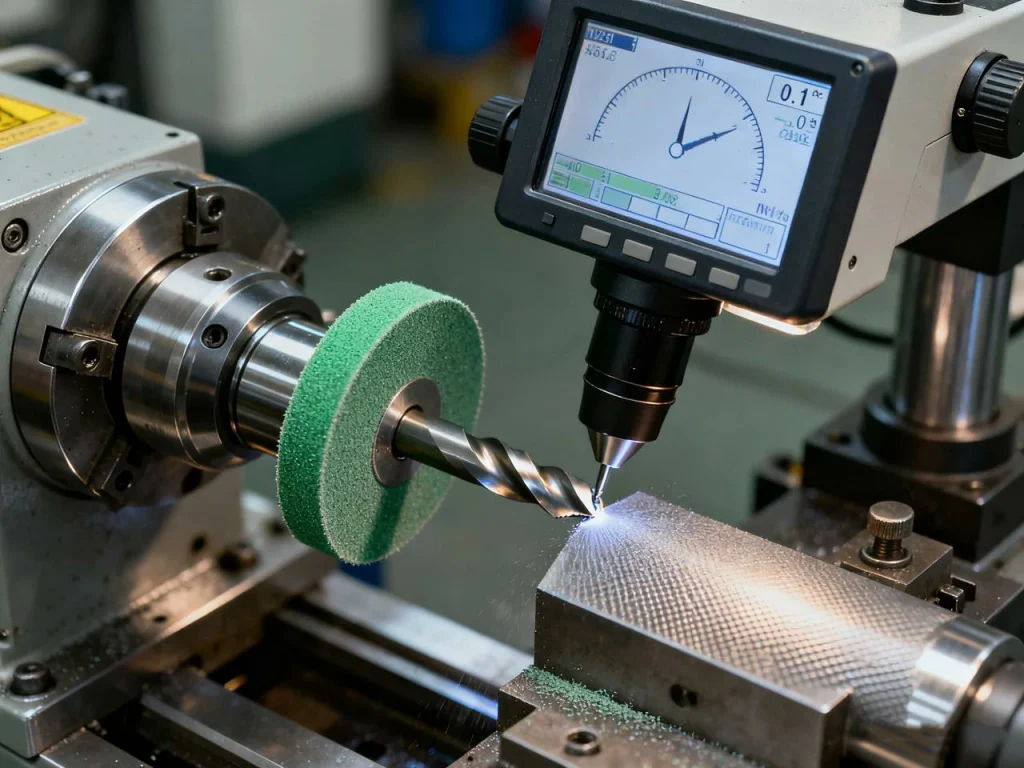
Produkcja i jakość: Od półfabrykatu do narzędzia
Od surowych półfabrykatów z węglików spiekanych po precyzyjnie szlifowane frezy trzpieniowe, proces produkcyjny kształtuje wydajność, zanim jeszcze narzędzie dotknie metalu. Każdy etap - szlifowanie rowków, polerowanie krawędzi, dodawanie powłok i ścisła kontrola - zapewnia wąskie tolerancje, spójną geometrię i długą żywotność narzędzia. Zrozumienie tej drogi pomaga docenić, dlaczego jakość i precyzja mają znaczenie na hali produkcyjnej.
Dla tych, którzy szukają precyzyjna obróbka CNC U-Need oferuje zaawansowane rozwiązania w zakresie frezowania CNC i produkcji części, które spełniają rygorystyczne tolerancje i branżowe standardy jakości. Ich doświadczenie wypełnia lukę między projektem a produkcją, zapewniając dokładność i spójność każdej obrabianej części.
Jak powstają frezy z węglików spiekanych
Frezy trzpieniowe z węglików spiekanych są wytwarzane z litego pręta ("półfabrykatu") z cząstek węglika wolframu z dodatkiem kobaltu. Pręt jest przycinany na odpowiednią długość, a wieloosiowa szlifierka CNC formuje rowki wiórowe, geometrię końcówki i trzpień. Po obróbce zgrubnej następuje obróbka wykańczająca, szlifowanie pięty i promienia oraz polerowanie w celu uzyskania dokładności i jakości powierzchni. Można dodać powłokę, a następnie lekkie przygotowanie krawędzi po nałożeniu powłoki zapewnia spójność krawędzi tnących.
Precyzyjne parametry i kontrola
Ostatnie przejścia szlifowania mają znaczenie. Prędkości ściernic wykańczających mogą osiągać około 25 m/s przy wolnym posuwie dla uzyskania czystej powierzchni. Niewielkie zmiany w przygotowaniu krawędzi mogą zmienić sposób zużywania się narzędzia. Narzędzia kontrolne, takie jak lasery i systemy optyczne, sprawdzają średnicę, długość, promień naroża i bicie. Kontrole te pozwalają utrzymać rzeczywiste krawędzie skrawające w miejscu określonym przez model.
Kluczowe tolerancje wpływające na wydajność:
- Średnica: rozmiar kontroluje szerokość szczeliny i dopasowanie.
- Bicie: ogranicza, który rowek jest najbardziej obciążony.
- Promień narożnika: ustawia siłę na końcówce.
- Średnica i zaokrąglenie trzpienia: wpływa na chwyt i wyrównanie uchwytu.
Doskonałość produkcji i zrównoważony rozwój
Wielu producentów odzyskuje obecnie złom i ponownie szlifuje zużyte narzędzia. Wolfram i kobalt są krytycznymi materiałami, więc pętle recyklingu mają znaczenie. Niektóre programy odzyskują znaczną część węglików spiekanych i utrzymują je w użyciu. Zmniejsza to wpływ na środowisko i stabilizuje podaż.
Jakie tolerancje mają największe znaczenie dla trwałości narzędzia i wykończenia?
Bicie i przygotowanie narożnika mają duże znaczenie. Wysokie bicie powoduje nadmierny posuw jednej krawędzi i jej przedwczesne wyszczerbienie. Ostry, ale kontrolowany promień naroża pozwala uniknąć kruchych narożników i poprawia wykończenie, szczególnie w przypadku stali.
Posuwy, prędkości i optymalizacja żywotności narzędzi
Ustawienie prawidłowej prędkości skrawania i sprzężenia końcówki tnącej zapewnia płynną pracę i wydłuża żywotność narzędzia. Prawidłowe ustawienie prędkości powierzchniowej, obciążenia wiórami i posuwu na ząb - oraz dostosowanie do materiału, chłodziwa i sprzężenia narzędzia - pozwala uniknąć tarcia, kontrolować zużycie, zmniejszyć drgania i zapewnić płynne cięcie. Zrozumienie tych podstaw pomaga zoptymalizować każde przejście frezowania bez zgadywania.
Ustawienie SFM, RPM, obciążenia wiórami i posuwu na ząb
Aby szybko rozpocząć pracę, skorzystaj z poniższych wzorów i zakresów początkowych. Następnie dostosuj dźwięk, obciążenie wrzeciona i wykończenie.
Formuły (krok po kroku)
- Prędkość powierzchniowa (SFM) na RPM:
- RPM = (SFM × 3,82) / średnica narzędzia w calach
- Dla danych metrycznych: RPM = (Vc w m/min × 1000) / (π × średnica w mm)
- Prędkość podawania (IPM):
- IPM = Obciążenie wiórami na ząb × Liczba rowków × RPM
- Przerzedzanie wiórów:
- Jeśli promieniowy skok jest mniejszy niż 50% średnicy, efektywny wiór jest mniejszy. Zwiększ posuw na ząb o 10-40%, aby wióry były formowane, a nie ścierane.
Starter SFM według materiału (bezpośrednie porównanie)
- Stopy aluminium: 600-1000 SFM z węglikiem spiekanym
- Stal niskostopowa: 150-300 SFM z węglikiem spiekanym
- Stal nierdzewna: 120-220 SFM z węglikiem spiekanym
- Stopy tytanu: 80-160 SFM z węglikiem spiekanym
- Tworzywa sztuczne: 400-800 SFM z ostrymi, niepowlekanymi narzędziami
- Kompozyty/grafit: postępuj zgodnie ze wskazówkami producenta narzędzi; odsysanie pyłu jest kluczowe
Zawsze zaczynaj od niskiego ustawienia i zwiększaj prędkość, aby osiągnąć stabilne cięcie. Należy dążyć do utrzymania jasnego koloru wiórów i czystych krawędzi. Jeśli usłyszysz pisk, dostosuj sprzęgło lub obroty, aby zejść z rezonansu.
Jaka jest zasada skrawania dla frezów walcowo-czołowych? Tnij z wiórem. Nie trzeć. Oznacza to utrzymywanie rzeczywistego obciążenia wiórami na ząb, nawet jeśli trzeba w tym celu zwolnić obroty. Operacja frezowania, która powoduje tarcie, wytwarza ciepło, tępi narzędzie i rujnuje wykończenie.
Tryby zużycia i diagnostyka
Typowe rodzaje zużycia:
- Zużycie boczne: stopniowa utrata krawędzi; normalny koniec okresu eksploatacji.
- Zużycie kraterowe: uszkodzenie cieplne na powierzchni natarcia; zmniejszenie SFM lub poprawa chłodzenia.
- Wyszczerbienie krawędzi: od uderzenia, twardego kamienia lub uderzenia; skróć stickout lub zmień wejście.
- Pękanie termiczne: cykliczne zmiany temperatury; wypróbuj bardziej stabilne chłodziwo lub wysusz stal za pomocą AlTiN.
- Wbudowana krawędź (BUE): aluminium przykleja się do krawędzi; użyj DLC/ZrN lub zwiększ obciążenie chipa.
Zwróć uwagę na rosnące obciążenie wrzeciona, pogarszające się wykończenie lub nagłe zmiany tonu. Ostrzegają one przed awarią narzędzia.
Chłodziwo, MQL i odprowadzanie wiórów
Używaj odpowiedniego trybu chłodzenia do danego zadania:
- Aluminium i stopy gumowate: zalewanie lub MQL w celu zatrzymania BUE i odprowadzenia wiórów.
- Stal z AlTiN: często lepiej na sucho lub z powietrzem; ciepło pomaga powłoce utworzyć barierę.
- Głębokie szczeliny i kieszenie: silny nadmuch powietrza plus ruchy dziobania lub ścieżki narzędzia usuwające wióry.
- Narzędzia do chłodzenia przelotowego: pomoc w głębokich kieszeniach lub lepkich materiałach.
Strategie ścieżki narzędzia, takie jak adaptacyjne oczyszczanie (wysokowydajne frezowanie), wykorzystują małe promieniowe kroki i głębsze cięcia osiowe. Utrzymuje to siły na stałym poziomie i redukuje skoki temperatury.
Kontrola drgań i zarządzanie ugięciem
Drgania to samowzbudne wibracje, które niszczą wykończenie i krawędzie. Kontroluj je poprzez:
- Skrócenie stickoutu i użycie sztywniejszych uchwytów.
- Korzystanie z narzędzi o zmiennym skoku/helisy.
- Przeniesienie obrotów do stabilnego "płata", w którym drgania zanikają.
- Zmniejszenie zaangażowania promieniowego lub regulacja ruchów wejściowych.
- Wyważenie narzędzia/uchwytu w przypadku bardzo wysokich obrotów.

Podręczniki aplikacji i rzeczywiste konfiguracje
Prawdziwe frezowanie w profesjonalnych usługach frezowania CNC to nie tylko wybór narzędzia - to dopasowanie geometrii, rowków i posuwów do używanej operacji i materiału. Od frezowania rowków i kieszeni po ramping i wiercenie spiralne, zrozumienie strategii krok po kroku i ustawień specyficznych dla materiału pomaga ciąć szybciej, wydłużyć żywotność narzędzia, a nawet zastąpić bardziej złożone procesy, takie jak EDM.
Szczelinowanie, wgłębianie, pochylanie i wiercenie spiralne
Dłutowanie krok po kroku (bezpośrednie instrukcje)
- Wybierz mniejszą liczbę rowków (2-3 w przypadku metali nieżelaznych; 3-4 w przypadku stali), aby zapewnić miejsce na wióry.
- Ogranicz głębokość osiową w pierwszym przejściu; użyj 0,5-1,0×D jako wartości początkowej, w oparciu o sztywność.
- Użyj rampy lub spiralnego wejścia, aby uniknąć uderzenia całą krawędzią w materiał.
- Usunąć wióry za pomocą powietrza lub płynu chłodzącego; wprowadzić ponownie z krótkim wyprzedzeniem.
- Pozostaw niewielką ilość materiału do wyczyszczenia obu stron.
Kieszonkowe/adaptacyjne
- Używaj lekkiego promieniowego przejścia (5-20% średnicy) i głębszych cięć osiowych.
- Narzędzie należy uruchamiać płynnie; należy unikać ostrych zakrętów i ruchów trochoidalnych.
- Większa liczba rowków może pomóc, ponieważ każdy rowek pobiera mniejszy wiór.
Ramping i wiercenie spiralne
- Używaj narzędzi do cięcia centralnego.
- Rampa 1-3° lub spirala przy 1-2× średnicy narzędzia z mocowaniem promieniowym 10-20%.
- Gdy znajdziesz się na głębokości, przełącz się na stałą kieszeń lub profil.
Receptury specyficzne dla materiału
Aluminium
- 2-3 rowki, wysoka spirala. Niepowlekane, polerowane, ZrN lub DLC.
- Wysokie obroty i duże obciążenie wiórami. Unikać tarcia; do usuwania wiórów używać powietrza lub zalewania.
- W przypadku wykańczania, bardzo lekki WOC i wysoki posuw mogą pozostawić lustrzane wykończenie.
Stale i stal nierdzewna
- 4-6 rowków, zmienna spirala. AlTiN/TiAlN.
- Umiarkowana SFM ze stałym posuwem na ząb w celu uniknięcia utwardzenia.
- Spróbuj wysuszyć stal powietrzem, jeśli powłoka na to pozwala; utrzymuj przepływ wiórów.
Stopy tytanu i niklu
- 4-6 fletów z mocnym rdzeniem i przygotowaniem krawędzi.
- Niska SFM, wyższy posuw na ząb i małe promieniowe WOC.
- Używaj MQL lub powietrza; redukuj ciepło za pomocą ostrych narzędzi i adaptacyjnych ścieżek narzędzia.
Kompozyty i tworzywa sztuczne
- Specjalne geometrie (cięcie w górę / w dół, ściskanie) w celu kontroli zadziorów i rozwarstwień.
- Niska temperatura. Ostre narzędzia i odpowiednie obciążenie wiórami. Odsysanie pyłu i włókien.
Najważniejsze wydarzenia i kluczowe wskaźniki efektywności
Pokryte diamentem narzędzie z końcówką kulistą o średnicy 1,00 mm obrobiło element formy z węglików spiekanych (około 92,5 HRA) w 39 minut, zarówno z obróbką zgrubną, jak i wykańczającą. Warsztat ograniczył użycie EDM, połączył etapy w jedną konfigurację i utrzymał przepływ pracy we własnym zakresie. Kluczem do sukcesu była niewielka ilość kroków w dół, mała ilość kroków w górę i stabilna ścieżka narzędzia, która zapobiegała wstrząsom.
Migawka KPI (bezpośrednie porównanie)
- Czas cyklu: 39 minut
- Wykończenie powierzchni (Ra): wystarczająco dokładne, aby pominąć EDM dla tej funkcji
- Żywotność narzędzia: wydłużona w stosunku do niepowlekanych lub niediamentowych opcji z węglików spiekanych
- Konfiguracje: mniej, z płynniejszym planowaniem

Czy szybka obróbka skrawaniem może zmniejszyć zużycie narzędzi i skrócić czas cyklu?
Tak - jeśli używasz lekkiego zaangażowania promieniowego, głębszych cięć osiowych oraz odpowiednich posuwów i prędkości. Przenosisz ciepło do wióra, utrzymujesz stałe siły i unikasz tarcia. Skraca to czas cyklu i często zwiększa trwałość narzędzia.
Neutralne dla marki porównania i porady dotyczące zakupu
Wybór odpowiedniego frezu walcowo-czołowego wykracza poza nazwy marek - wydajność, kompatybilność materiałowa, ograniczenia maszyny i tolerancje mają większe znaczenie. Zrozumienie zależności między węglikami spiekanymi a HSS, sprawdzenie specyfikacji bicia i promienia naroża oraz zrównoważenie budżetu za pomocą narzędzi premium pomaga podejmować mądre, opłacalne decyzje przy jednoczesnym zachowaniu wysokiej jakości i trwałości narzędzia.
Węglik spiekany a HSS: wydajność, koszt i ograniczenia maszyny
- Węglików spiekanych należy używać w przypadku wysokiej wydajności, małych średnic, twardych metali i większości prac CNC. Utrzymuje krawędzie w wysokiej temperaturze.
- Używaj HSS lub kobaltu, gdy twoja maszyna ma niskie obroty / moc, gdy potrzebujesz twardych krawędzi przy niskiej prędkości lub do miękkich materiałów i krótkich serii.
- Frezarki ręczne lub starsze maszyny często korzystają z HSS, ponieważ nie są w stanie wystarczająco szybko obracać małym narzędziem z węglików spiekanych.
Tolerancje, powłoki i spójność między markami
Przeczytaj arkusze specyfikacji dla:
- Tolerancja średnicy i tolerancja promienia narożnika.
- Kontrola bicia na długości cięcia.
- Typ i grubość powłoki dostosowane do materiału.
- Spójność wsadowa i dostępne programy przemiału.
Niewielkie różnice w biciu lub przygotowaniu narożników znacznie zmieniają żywotność. Jeśli wykończenie lub ciasne elementy mają znaczenie, należy dążyć do ściślejszych specyfikacji średnicy i bicia.
Strategie budżetowe a strategie premium
Mądrym podejściem w wielu warsztatach jest obróbka zgrubna narzędziami wysokiej jakości i wykańczanie narzędziami klasy premium. Pozwala to obniżyć koszty przy jednoczesnym zachowaniu krytycznych wykończeń i wymiarów. Należy śledzić koszt części, a nie cenę narzędzia. Jeśli narzędzie pozwala na szybszą obróbkę lub uniknięcie dodatkowej operacji, często jest to prawdziwa okazja.
Czy warto używać tanich frezów do prototypowania?
Często tak w przypadku miękkich materiałów lub jednorazowych części, o ile akceptujesz krótszą żywotność lub wolniejsze posuwy. W przypadku wąskich tolerancji, twardych metali lub długich cykli, ukryte koszty pęknięć i przeróbek niwelują wszelkie oszczędności.
Najczęściej zadawane pytania
Frez trzpieniowy to zasadniczo narzędzie tnące używane we frezarkach do usuwania materiału z przedmiotu obrabianego. W przeciwieństwie do wiertła, które porusza się tylko prosto w dół, frez trzpieniowy może ciąć w wielu kierunkach - na boki, po przekątnej, a nawet w skomplikowanych konturach. Doskonale nadaje się do tworzenia szczelin, kieszeni, otworów i skomplikowanych kształtów w metalu, plastiku lub drewnie. To bardzo wszechstronne narzędzie rzeźbiarskie dla maszyn - nie tylko wierci otwory, ale kształtuje obrabiany przedmiot dokładnie tak, jak chcesz.
Termin "frezarka" może więc oznaczać kilka rzeczy. Ogólnie rzecz biorąc, odnosi się do samej maszyny, takiej jak frezarka, która utrzymuje narzędzie i przesuwa je po obrabianym przedmiocie. Z drugiej strony "frez trzpieniowy" to rzeczywiste narzędzie tnące, które umieszcza się w maszynie. Można o tym myśleć jak o wiertarce i wiertle: wiertarka jest maszyną, a wiertło jest tym, co faktycznie wykonuje cięcie. Frez porusza się i napędza frez końcowy, podczas gdy frez końcowy kształtuje materiał.
Frezowanie czołowe i frezowanie końcowe to dwa różne sposoby użycia frezu. Frezowanie czołowe wykorzystuje płaską powierzchnię frezu do usuwania materiału, zwykle w celu uzyskania płaskiej powierzchni na górze przedmiotu obrabianego. Z kolei frezowanie czołowe wykorzystuje końcówkę lub krawędzie frezu do cięcia w dowolnym kierunku, co doskonale sprawdza się w przypadku szczelin, kieszeni lub szczegółowych kształtów. Prosty sposób na zapamiętanie: frezowanie czołowe = spłaszczanie góry, frezowanie końcowe = rzeźbienie kształtów lub krawędzi.
Frezy walcowo-czołowe mają kilka "złotych zasad", jeśli chodzi o cięcie. Po pierwsze, należy dopasować prędkość i posuw do materiału - zbyt duża prędkość spowoduje zużycie narzędzia, a zbyt mała - spalenie metalu. Po drugie, należy wybrać odpowiednią liczbę rowków: mniej rowków = lepsze odprowadzanie wiórów, więcej rowków = gładsze wykończenie. Po trzecie, zawsze upewnij się, że masz odpowiednią głębokość skrawania; zbyt głębokie skrawanie w jednym przejściu może złamać narzędzie. Zasadniczo traktuj frezarkę jak precyzyjny instrument - działa najlepiej, gdy jest używany prawidłowo.
W rzeczywistości jest ich całkiem sporo! Dostępne są frezy walcowo-czołowe, frezy walcowo-czołowe z czołem kulistym, frezy walcowo-czołowe z promieniem naroża, frezy walcowo-czołowe do obróbki zgrubnej i inne. Każdy z nich ma inne przeznaczenie: kwadratowe do szczelin i kieszeni, kuliste do krzywych i powierzchni 3D, zgrubne do szybkiego usuwania dużej ilości materiału. Można je również sklasyfikować według materiału, powłoki, liczby rowków wiórowych lub typu trzpienia. Może się to wydawać przytłaczające, ale gdy już wiesz, jakiego kształtu cięcia potrzebujesz, wybór odpowiedniego staje się łatwiejszy.
Wybór odpowiedniego frezu trzpieniowego zależy od kilku czynników: rodzaju ciętego materiału, pożądanego kształtu i szybkości cięcia. Na przykład, aluminium wymaga mniejszej liczby rowków i ostrych krawędzi, podczas gdy stal może wymagać większej liczby rowków i powlekanego narzędzia dla zapewnienia trwałości. Należy również wziąć pod uwagę głębokość i szerokość cięcia - długie, wąskie szczeliny wymagają innych narzędzi niż szerokie kieszenie. Nie należy też zapominać o powłokach: TiN, TiAlN i inne powłoki mogą mieć duży wpływ na żywotność i wydajność narzędzia. Tak naprawdę chodzi o dopasowanie narzędzia do projektu, a nie tylko wybranie tego, co wygląda dobrze.
Jeśli chodzi o aluminium, 2 lub 3 rowki zwykle działają lepiej niż więcej. Dlaczego? Aluminium generuje dużo wiórów, a mniejsza liczba rowków daje tym wiórom więcej miejsca na ucieczkę, zapobiegając zatykaniu. Frez 2-ostrzowy jest często wybierany do ogólnego cięcia, podczas gdy 3-ostrzowy może zapewnić nieco gładsze wykończenie bez poświęcania zbyt dużego prześwitu na wióry. Zasadniczo, myśl o tym jako o równoważeniu prędkości, kontroli wiórów i wykończenia powierzchni - w przypadku aluminium mniej często znaczy więcej.



