Kształtowanie na zimno znajduje się na przecięciu procesu formowania na zimno, który kształtuje drut metalowy i wydajność produkcji. Jest szeroko stosowany w produkcji z zimną głowicą do wytwarzania małych, powtarzalnych komponentów - zwłaszcza standardowych i specjalistycznych elementów złącznych - poprzez kształtowanie materiału, a nie jego cięcie, co zasadniczo różni się od metod produkcji opartych na obróbce skrawaniem, takich jak toczenie.
Niniejszy przewodnik wyjaśnia, w jaki sposób proces kucia na zimno tworzy części, gdzie pasuje do nowoczesnej produkcji i gdzie załamuje się w rzeczywistych scenariuszach produkcyjnych. Koncentruje się na praktycznych czynnikach decyzyjnych, takich jak formowalność na zimno w procesach obróbki na zimno i formowania na zimno, wielkość produkcji, koszt oprzyrządowania oraz kiedy alternatywne ścieżki procesu kucia, takie jak kucie na zimno, są lepsze.
Czym jest cold heading i dlaczego ma znaczenie
Obróbka plastyczna na zimno znajduje się na przecięciu zachowania materiału, projektowania narzędzi i ekonomii produkcji. Zrozumienie, czym jest - i gdzie pasuje - pomaga wyjaśnić, dlaczego niektóre małe części metalowe są wytwarzane w ten sposób, a inne nie.
W tej sekcji wyjaśniono podstawową koncepcję obróbki plastycznej na zimno w produkcji, a następnie omówiono, czym różni się ona od powiązanych procesów i dlaczego jest szeroko stosowana w przypadku elementów złącznych i podobnych komponentów.
Co to jest zimna pozycja w produkcji?
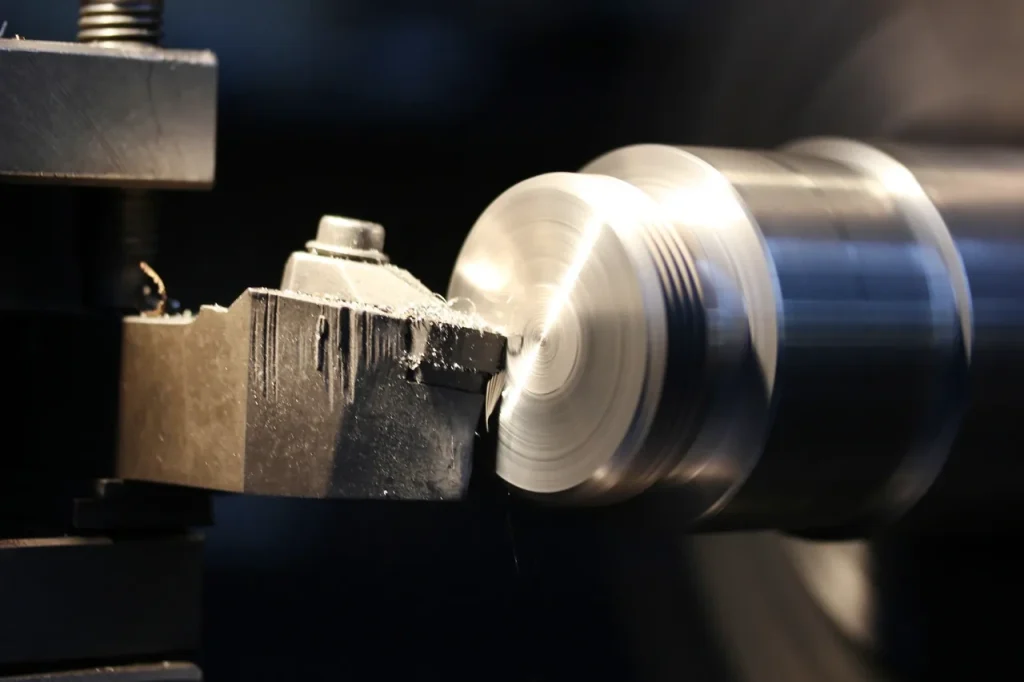
Walcowanie na zimno to proces formowania metalu, który kształtuje drut metalowy w skomplikowane elementy wykorzystywane do produkcji małych części metalowych w temperaturze pokojowej. Mówiąc prościej, materiał jest kształtowany pod wysokim ciśnieniem bez uprzedniego podgrzania, dlatego też nazywany jest również procesem formowania na zimno. Proces ten jest najczęściej wykorzystywany do produkcji elementów złącznych, takich jak wkręty, śruby, nity i kołki.
Kluczową kwestią jest to, że walcowanie na zimno nie jest procesem cięcia, ale procesem formowania, który kształtuje drut metalowy we wnęce matrycy. Materiał jest przemieszczany i formowany, a nie usuwany. Ma to znaczenie, ponieważ trasa procesu wpływa na koszty, kształt części, odpady i praktyczne cechy. W procesie walcowania na zimno, półwyrób z drutu jest cięty i podawany do maszyny do walcowania na zimno, gdzie jest uderzany wewnątrz wnęki matrycy i odkształcany do kształtu. Źródła badawcze opisują to jako szybki, napędzany ciśnieniem proces odkształcania z zachowaniem przepływu podobnym do wytłaczania dla precyzyjnych kształtów elementów złącznych.
Dla nabywców z branży inżynieryjnej obróbka plastyczna na zimno ma znaczenie, ponieważ znajduje się w określonej niszy produkcyjnej. Dobrze nadaje się do części o geometrii osiowo-symetrycznej lub prawie osiowo-symetrycznej, powtarzanych w dużych ilościach, gdzie ten sam kształt jest wykonywany wiele razy, a koszt oprzyrządowania można rozłożyć na całą produkcję. Jeśli kształt części pasuje do procesu, gięcie na zimno może wydajnie wytwarzać formy zbliżone do siatki. Jeśli kształt nie pasuje, proces staje się trudny, ryzykowny lub nieopłacalny.
Walcowanie na zimno jest często omawiane razem z walcowaniem na gorąco i kuciem. Różnica zaczyna się od temperatury. Kucie na gorąco formuje metal po jego podgrzaniu. Kształtowanie na zimno wykonuje się w stanie zimnym jako rodzaj technologii formowania na zimno, podczas gdy kształtowanie na gorąco wykorzystuje ciepło. Oznacza to, że kucie na zimno pozwala uniknąć etapu podgrzewania i jest generalnie bardziej wydajne, zapewniając stałą jakość produktów formowanych na zimno. W praktyce sprawia to, że zachowanie materiału i jakość drutu mają kluczowe znaczenie dla wykonalności.
Czym różni się gięcie na zimno od kucia na zimno małych elementów metalowych?
Kształtowanie na zimno jest często traktowane jako gałąź kucia na zimno i w przypadku małych elementów metalowych jest to właściwy sposób myślenia. Oba procesy tworzą metal poniżej temperatury rekrystalizacji i oba opierają się na odkształceniu plastycznym, a nie na obróbce skrawaniem. Różnica polega głównie na zastosowaniu, konfiguracji sprzętu i geometrii.
Obróbka plastyczna na zimno odnosi się zwykle do produkcji części z łbem walcowanym z drutu lub półwyrobów, zwłaszcza elementów złącznych. Proces ten opiera się na spęcznianiu, wytłaczaniu i kształtowaniu jednego końca lub wielu sekcji małej części w sekwencji. Kucie na zimno to szersza kategoria. Może obejmować więcej typów części, bardziej zróżnicowane układy narzędzi i geometrie wykraczające poza klasyczne formy śrub lub wkrętów.
Przy podejmowaniu decyzji praktyczne rozróżnienie jest następujące: porównując kucie na zimno z kuciem na zimno dla małych elementów metalowych, kucie na zimno jest zwykle lepszym terminem, gdy część zaczyna się jako drut, ma korpus podobny do trzpienia i wymaga głowicy lub podobnej uformowanej cechy. Jeśli kształt części jest mniej podobny do łącznika, a bardziej do ogólnego precyzyjnego kutego półfabrykatu, kucie na zimno może być bardziej dokładnym oznaczeniem procesu.
Pojęcia te pokrywają się, więc dostawcy mogą używać ich w różny sposób. Inżynierowie powinni skupić się mniej na sformułowaniach, a bardziej na tym, czy proponowana sekwencja procesu może stworzyć geometrię bez powodowania niestabilności, niedopełnienia lub pękania.
Dlaczego obróbka na zimno jest używana głównie do produkcji śrub, elementów złącznych i podobnych części?
Kształtowanie na zimno jest szczególnie stosowane w przypadku standardowych i specjalistycznych elementów złącznych, w tym wkrętów, śrub i nitów, ponieważ produkty te dobrze pasują do tego procesu. Większość elementów złącznych zaczyna się od drutu, ma symetrię obrotową i może być budowana poprzez etapowe spęczanie i wytłaczanie. Na przykład półfabrykat śruby może być wycięty z drutu, zakończony łbem, przycięty, a następnie wysłany do operacji wtórnych, takich jak walcowanie gwintów lub formowanie rowków.
To dopasowanie między typem części a procesem nie jest przypadkowe. Cięcie na zimno działa najlepiej, gdy materiał może przepływać do zwartych, powtarzalnych kształtów poprzez kontrolowaną sekwencję matryc. Śruby i wkręty są idealne, ponieważ łączą w sobie prosty surowiec, dużą wielkość produkcji i kształty, które często można podzielić na szereg etapów formowania.
Badania nad projektowaniem precyzyjnych matryc i oprzyrządowania dla części śrubowych potwierdzają ten punkt. W przypadku obróbki na zimno inżynierowie zwykle omawiają matryce, stemple, geometrię narzędzi i sekwencjonowanie stacji, a nie formy.
Innymi słowy, proces jest silny tam, gdzie rodzina produktów jest już znormalizowana, a geometria może być zaprojektowana w oparciu o znane zachowanie formowania.
Dla kupujących oznacza to, że walcowanie na zimno jest często dobrym rozwiązaniem dla standardowych lub półstandardowych elementów złącznych, ale mniej odpowiednie dla niestandardowych części o małej objętości z nietypowymi łbami, otworami krzyżowymi, przerywanymi formami lub złożonymi nieosiowo-symetrycznymi cechami.
Tabela: Walcowanie na zimno vs obróbka skrawaniem vs inne metody formowania metalu
| Proces | Najlepsze dopasowanie | Główna siła | Główne ograniczenie | Typowy przypadek użycia |
|---|---|---|---|---|
| Zimny nagłówek | Małe części z drutu lub półwyrobów, zwłaszcza elementy złączne z łbem | Formowanie na dużą skalę z niskim usuwaniem materiału | Geometria musi odpowiadać przepływowi materiału i sekwencji matrycy | Wkręty, śruby, nity, kołki |
| Obróbka skrawaniem | Części wymagające elastycznej geometrii lub ścisłej lokalnej kontroli cech | Duża swoboda projektowania i łatwe wprowadzanie zmian | Materiał jest usuwany, więc koszt części może wzrosnąć wraz ze wzrostem objętości. | Niestandardowe elementy złączne, prototypy, specjalne części toczone |
| Kucie na zimno | Małe do średnich części formowane na zimno, szersze niż kształty głowy | Dobre wykorzystanie materiału do kucia kształtów | Nadal obowiązują ograniczenia dotyczące oprzyrządowania i formowalności | Precyzyjne półfabrykaty, niektóre specjalne części formowane |
| Formowanie na gorąco lub walcowanie na gorąco | Większe odkształcenie, gdy wymagany jest podgrzewany materiał | Lepsza formowalność w przypadku niektórych trudniejszych do formowania materiałów | Ciepło zwiększa złożoność procesu i może wpływać na wykończenie | Mocno zdeformowane części głowicy poza granicami formowania na zimno |
Czy dana część może być wykonana metodą tłoczenia na zimno?
Wykonalność części w procesie kucia na zimno zależy w mniejszym stopniu od rozmiaru części, a bardziej od tego, jak geometria zachowuje się pod wpływem odkształcenia. Przed porównaniem kosztów lub wyborem dostawcy ważne jest, aby ocenić, czy sam kształt jest zgodny z procesem.
W tej sekcji opisano, w jaki sposób geometria, cechy konstrukcyjne i wielkość produkcji wpływają na to, czy część może być realistycznie wytwarzana metodą kucia na zimno i gdzie zaczynają pojawiać się praktyczne ograniczenia.
Jak geometria części wpływa na wykonalność cięcia na zimno
Geometria części jest jednym z pierwszych filtrów wykonalności obróbki plastycznej na zimno. Proces ten zależy od kontrolowanego przepływu metalu, więc kształt musi być zgodny z etapowym odkształcaniem z prostego półfabrykatu początkowego. W praktyce, to jak geometria części wpływa na wykonalność cięcia na zimno sprowadza się do kilku pytań: czy kształt może być budowany etapami, czy metal może wypełnić wnękę bez fałdowania lub pękania i czy część może zostać wyrzucona bez uszkodzeń?
Proste trzony, głowice, kołnierze i krótkie wytłaczane sekcje są zwykle bardziej wykonalne niż ostre przejścia, przesunięte formy lub głęboko zagłębione detale. Symetria pomaga, ponieważ wspiera stabilny przepływ materiału. Płynne przejścia pomagają, ponieważ zmniejszają lokalne koncentracje naprężeń. Cechy, które można dodać później poprzez walcowanie gwintów, przycinanie lub obróbkę skrawaniem, mogą również poprawić wykonalność.
Część formowana na zimno nie musi wychodzić z maszyny do formowania na zimno w pełni wykończona. W wielu przypadkach proces ten jest wykorzystywany do tworzenia wydajnego półfabrykatu zbliżonego do siatki. Ten półfabrykat jest następnie przenoszony do etapów wtórnych w celu uzyskania cech, które są trudne do bezpośredniego formowania.
Cechy konstrukcyjne, które zwiększają trudność chodzenia w niskich temperaturach
Niektóre wybory projektowe utrudniają obróbkę na zimno, nawet jeśli część wydaje się mała i prosta. Najczęstszymi cechami konstrukcyjnymi, które zwiększają trudność obróbki na zimno, są nagłe zmiany średnicy, głębokie wgłębienia, cienkie niepodparte sekcje, ostre narożniki i elementy, które przerywają normalny osiowy przepływ materiału.
Długie, niepodparte występy mogą wyginać się podczas formowania. Ostre krawędzie mogą koncentrować naprężenia i zwiększać ryzyko pęknięć. Głębokie wgłębienia mogą być trudne do wypełnienia bez nadmiernego nacisku lub słabego przepływu. Bardzo cienkie elementy przypominające kołnierze mogą odkształcać się podczas wyrzucania lub późniejszej obsługi. Formy poza środkiem są również trudne, ponieważ nie pokrywają się z normalną ścieżką siły sekwencji nagłówka.
Złożoność oprzyrządowania rośnie wraz ze złożonością geometrii. Projekt może wyglądać na mało skomplikowany na rysunku, ale jeśli wymaga dodatkowych stacji, ściślejszego wyrównania matrycy lub trudnego wypełnienia wnęki, część może wyjść poza praktyczny zakres obróbki na zimno. Jest to jeden z powodów, dla których niestandardowe, specjalistyczne elementy złączne często wymagają trasy hybrydowej, w ramach której gięcie tworzy podstawowy półfabrykat, a obróbka wykańcza specjalne cechy.
Gdy formowanie na zimno nie jest odpowiednie dla złożonej geometrii części
Istnieje punkt, w którym obróbka na zimno nie jest odpowiednia dla złożonej geometrii części: część nie zachowuje się już jak formowalny półfabrykat łącznika. Jeśli projekt zawiera skomplikowane kieszenie, elementy poprzeczne, bardzo nieregularne kształty zewnętrzne lub wymagające lokalne szczegóły w kilku kierunkach, obróbka skrawaniem lub inna metoda jest często łatwiejsza do kontrolowania.
Nie chodzi tylko o to, czy kształt można uformować raz. Chodzi o to, czy można go formować wielokrotnie ze stabilnym przepływem materiału, akceptowalną trwałością matrycy i stałymi wymiarami. Proces, który działa w przypadku jednej części próbnej, może nadal być złym wyborem produkcyjnym, jeśli geometria powoduje zużycie narzędzia, zmienność lub ryzyko pęknięcia.
Chłodzenie jest również słabym rozwiązaniem, gdy prawdopodobne są zmiany w projekcie. Ponieważ projekt matrycy ma kluczowe znaczenie dla procesu, poważne zmiany geometrii mogą oznaczać poważne zmiany oprzyrządowania. W przypadku części eksperymentalnych, części o małej objętości lub części o niepewnej dojrzałości projektu, obróbka skrawaniem zwykle oferuje większą elastyczność.
Jaka wielkość produkcji jest wymagana, aby uzasadnić produkcję na zimno?
Kształtowanie na zimno ma zwykle największy sens, gdy wielkość produkcji jest wystarczająco wysoka, aby zaabsorbować koszty oprzyrządowania i wysiłek związany z opracowaniem procesu. W przedstawionych badaniach nie ma zweryfikowanego progu międzyźródłowego, więc decyzja musi pozostać jakościowa.
Większa powtarzalna ilość zwykle poprawia uzasadnienie biznesowe dla obróbki na zimno, ale próg rentowności zależy od kosztów oprzyrządowania, wydajności materiału, stabilności procesu, operacji wtórnych i wskaźnika wymiany matryc. Kupujący powinni ocenić roczny popyt, wielkość partii, ryzyko złomowania i stabilność projektu przed założeniem, że gięcie będzie tańsze niż obróbka skrawaniem.
Logika ekonomiczna jest prosta. Oprzyrządowanie do wieloetapowego procesu wytłaczania jest specjalistyczne. Projekt matrycy, konfiguracja i walidacja zwiększają koszty, zanim produkcja się ustabilizuje. Jeśli ta sama część jest produkowana przez długi czas, ten stały koszt rozkłada się na wiele sztuk. Jeśli seria jest krótka, obciążenie związane z oprzyrządowaniem może przewyższyć wszelkie oszczędności wynikające z wydajnego formowania materiału.
Tak więc praktyczny ekran wygląda następująco: jeśli część jest znormalizowana, oczekuje się, że będzie powtarzana w dużych partiach i jest mało prawdopodobne, że wkrótce się zmieni, obróbka na zimno zasługuje na przegląd. Jeśli część jest niskoseryjna, jednorazowa lub nadal podlega rewizji projektu, obróbka skrawaniem lub inna elastyczna metoda jest często bezpieczniejsza.
Jak działa proces chodzenia na zimno
Cięcie na zimno najlepiej rozumieć jako sekwencję kontrolowanych etapów formowania, a nie pojedynczą operację. Proces ten zależy od tego, w jaki sposób materiał jest wprowadzany, kształtowany na wielu stacjach i prowadzony przez oprzyrządowanie na każdym etapie.
Proces formowania na zimno krok po kroku od drutu lub półwyrobu do uformowanej części
Cięcie na zimno jest zwykle wykonywane na maszynach do cięcia na zimno, gdzie proces rozpoczyna się od cięcia drutu i automatycznego podawania go do systemu. Średnica części, długość, styl głowicy, liczba stacji i metoda transferu wpływają na to, czy część jest praktycznym kandydatem do gięcia, czy też wymaga innej ścieżki procesu.
Materiał jest wprowadzany do maszyny, w razie potrzeby przycinany na odpowiednią długość i umieszczany w pierwszej matrycy. Następnie stempel wbija materiał we wgłębienie matrycy lub w jego kierunku, wykorzystując matryce i stemple znajdujące się wewnątrz urządzeń do tłoczenia na zimno.
Stamtąd część może przejść przez kolejne stacje. Każda stacja wykonuje ograniczoną ilość deformacji. Jeden etap może tworzyć głowicę. Inny może redukować lub wytłaczać sekcję. Kolejny może udoskonalić profil. To etapowe podejście jest ważne, ponieważ próba wymuszenia całego kształtu w jednym uderzeniu może spowodować słabe wypełnienie lub pękanie.
Po uformowaniu część jest wyrzucana i może zostać poddana przycinaniu, punktowaniu, walcowaniu gwintów, obróbce cieplnej, czyszczeniu lub powlekaniu w zależności od wymagań produktu. W przypadku śrub i wielu elementów złącznych, formowanie na zimno często wytwarza półfabrykat, a nie końcową gotową część.
Jest to również odpowiedź na pytanie, czym w praktyce jest proces kucia na zimno: kontrolowane odkształcanie małego metalowego półfabrykatu w jednej lub kilku stacjach matrycowych, zwykle z dużą prędkością, bez wstępnego podgrzewania przedmiotu obrabianego.
Wieloetapowe sekwencje formowania elementów złącznych formowanych na zimno
Formowanie wieloetapowe jest jednym z powodów, dla których formowanie na zimno sprawdza się tak dobrze w przypadku elementów złącznych. Półfabrykat elementu złącznego często wymaga więcej niż jednej zmiany kształtu, a każda zmiana może być przypisana do oddzielnej stacji. Obniża to obciążenie formowania na etap i poprawia kontrolę przepływu materiału.
Na przykład, jeden etap może zaburzyć półfabrykat, aby utworzyć objętość głowicy. Późniejszy etap może bardziej precyzyjnie zdefiniować kształt głowicy. Kolejny etap może wytłaczać lub wymiarować koniec trzpienia. Dokładna sekwencja zależy od geometrii i zachowania materiału, ale zasada pozostaje ta sama: podzielić kształt na możliwe do zarządzania etapy deformacji.
Wartość tego podejścia to nie tylko sukces formowania. Pomaga ono również zachować integralność strukturalną. Badania wskazują, że formułowanie procesu i precyzyjne projektowanie form są niezbędne do zapewnienia dokładności i solidności części w produkcji elementów złącznych z głowicami zimnogiętymi.
Projektowanie matryc do tłoczenia na zimno i rozważania dotyczące form precyzyjnych
Formowanie na zimno jest w dużym stopniu zależne od konstrukcji matrycy. Wnęka matrycy kontroluje przepływ materiału, podczas gdy stemple i sekwencja stacji kontrolują sposób, w jaki półwyrób wchodzi do każdego etapu formowania. Jeśli są one źle dopasowane do kształtu części, wynikiem może być niedopełnienie, wady zagięcia, nadmierne naprężenia lub rozrzut wymiarów.
Dlatego też projektowanie matryc do tłoczenia na zimno i rozważania dotyczące form precyzyjnych mają kluczowe znaczenie dla wykonalności. Konstrukcja matrycy musi uwzględniać geometrię części, ścieżkę deformacji i zachowanie wypełnienia wnęki. W szczególności w przypadku części typu śrubowego, badania dotyczyły optymalizacji struktury formy i formuły procesu w celu poprawy wydajności produkcji.
Z punktu widzenia nabywcy lub inżyniera projektu, oprzyrządowanie nie jest tylko szczegółem produkcyjnym. Określa ono, czy dana część może być wykonana w sposób powtarzalny. Części o wąskich oknach procesowych wymagają większej dyscypliny w zakresie projektowania matryc. Zwiększa to wysiłek związany z oprzyrządowaniem i może zmniejszyć elastyczność procesu, jeśli projekt ulegnie później zmianie.
Schemat: Przepływ materiału, wypełnianie wnęki i kolejność matryc w procesie cięcia na zimno
Prostym sposobem na wyobrażenie sobie zimnej pozycji jest myślenie o materiale przemieszczającym się przez kontrolowaną serię ograniczonych przestrzeni.
- Drut / Cut Blank (przygotowanie półfabrykatu do cięcia drutu na zimno)
- Stacja 1: Odcinanie i wstępne wzruszanie (proces chodzenia na zimno rozpoczyna się od skracania i zagęszczania materiału).
- Stacja 2: Preforma głowicy (przepływ materiału tworzący początkową głowicę w częściach formowanych na zimno)
- Stacja 3: Ostateczne formowanie głowicy / funkcja wytłaczania (metal całkowicie wypełnia wnękę matrycy, zapewniając precyzyjną geometrię).
- Stacja 4+: Wymiarowanie, przycinanie i operacje przenoszenia (kontrola wymiarów i przygotowanie do obróbki wtórnej).
- Wyjście: Półfabrykat z zimną głowicą gotowy do operacji wtórnych (np. obróbki skrawaniem, gwintowania lub wykańczania).
Głównym problemem inżynieryjnym w tym przepływie jest wypełnienie wnęki. Materiał musi przemieszczać się tam, gdzie wymaga tego matryca, bez tworzenia martwych stref, zakładek lub dużych lokalnych naprężeń. Sukces procesu zależy więc od relacji między objętością półfabrykatu, kształtem wnęki, kolejnością etapów i stanem matrycy.

Wybór materiału i ograniczenia formowalności
Zachowanie materiału wyznacza praktyczne granice obróbki plastycznej na zimno. Nawet jeśli geometria części wygląda na wykonalną, proces będzie działał niezawodnie tylko wtedy, gdy materiał wytrzyma wymagane odkształcenie bez awarii.
Jak formowalność na zimno wpływa na wybór materiału do formowania na zimno
Wybór materiału do obróbki plastycznej na zimno zaczyna się od odkształcalności. Materiał może spełniać końcowe wymagania wytrzymałościowe i nadal być złym wyborem, jeśli nie odkształca się dobrze w stanie zimnym. Dlatego właśnie to, w jaki sposób odkształcalność na zimno wpływa na wybór materiału do walcowania na zimno, jest tutaj ważniejsze niż same właściwości mechaniczne.
Obróbka plastyczna na zimno polega na płynięciu tworzywa pod ciśnieniem. Materiały o ograniczonej plastyczności w dostarczonym stanie są bardziej podatne na pękanie, opór wypełnienia lub przeciążenie oprzyrządowania. Jest to szczególnie ważne, gdy część wymaga dużej zmiany kształtu w krótkiej sekwencji. W takim przypadku zachowanie materiału podczas odkształcania może kontrolować wykonalność bardziej niż końcowe obciążenie aplikacji.
W przypadku przeglądu projektu użytecznym pytaniem nie jest po prostu “Czy ten stop może być użyty?”, ale “Czy ten stop może być formowany na zimno w tej geometrii z tej formy podawania?”. Jest to węższe i bardziej istotne dla produkcji pytanie.
Ograniczenia materiałowe związane z walcowaniem na zimno stali nierdzewnej
Stal nierdzewna może być trudniejsza do obróbki na zimno, ponieważ wybór gatunku, warunki początkowe, wrażliwość na smarowanie i szybkie utwardzanie robocze wpływają na to, jak duże odkształcenie można przenieść bez pękania lub przyspieszonego zużycia matrycy. Część ze stali nierdzewnej, która teoretycznie nadaje się do formowania, może być nadal trudna do solidnego uruchomienia w produkcji, jeśli stopień redukcji, sekwencja stacji lub stan materiału są źle dobrane.
Przedstawione badania nie podają zweryfikowanych limitów liczbowych, więc dyskusja musi pozostać jakościowa. Główną kwestią jest to, że ograniczenia materiałowe związane z walcowaniem na zimno stali nierdzewnej często objawiają się jako większe trudności w formowaniu, większe ryzyko pęknięć oraz większe wymagania dotyczące narzędzi i kontroli procesu.
Dla kupujących, stal nierdzewna nie powinna być traktowana jako automatycznie nieodpowiednia. Należy ją traktować jako bardziej wrażliwą na geometrię części, wielkość odkształcenia i jakość drutu. Kształt, który jest rutynowy w jednym materiale, może stać się trudny w stali nierdzewnej, jeśli odkształcenie koncentruje się w małym elemencie lub jeśli sekwencja wymaga, aby materiał płynął zbyt daleko w jednym etapie.
Jest to jeden z powodów, dla których materiał i geometria muszą być oceniane razem, a nie osobno.
Wpływ jakości drutu na spójność części giętych na zimno
Wpływ jakości drutu na spójność części walcowanych na zimno jest istotny, ponieważ proces rozpoczyna się od materiału wsadowego, który musi odkształcać się w powtarzalny sposób. Różnice w stanie powierzchni drutu, spójności średnicy, jakości wewnętrznej lub stanie materiału mogą objawiać się później jako różnice w wypełnieniu, kształcie główki, tendencji do pękania lub stabilności wymiarowej.
Ponieważ proces wykorzystuje ciśnienie i prędkość do przenoszenia materiału do wnęki matrycy, nawet niewielkie niespójności materiału wsadowego mogą być wzmacniane w dużych seriach produkcyjnych. Jeśli stan drutu zmienia się z partii na partię, konfiguracja matrycy, która działała wcześniej, może już nie dawać takich samych rezultatów. Może to mieć wpływ zarówno na jakość, jak i trwałość narzędzia.
W praktyce, obróbka plastyczna na zimno jest mniej tolerancyjna na niespójny surowiec niż wielu nabywców zakłada. Stabilny proces zależy nie tylko od konstrukcji matrycy, ale także od stabilnego wejścia drutu.
Jakie materiały są powszechnie stosowane do obróbki plastycznej na zimno?
Materiały stosowane do obróbki plastycznej na zimno to zazwyczaj te dostępne w postaci drutu lub półwyrobu o wystarczającej odkształcalności na zimno dla zamierzonej sekwencji odkształcenia. W praktyce często obejmuje to stale używane do produkcji elementów złącznych i powiązanych małych komponentów. Stal nierdzewna jest również używana, choć w niektórych przypadkach z większą ostrożnością przy formowaniu.
Dokładny wybór materiału zależy od geometrii, wymaganych właściwości po obróbce i tego, czy planowane są operacje wtórne. Kluczową kwestią jest to, że przydatność materiału jest zależna od procesu. Materiał, który dobrze się obrabia, może być złym wyborem do obróbki na zimno, podczas gdy materiał wybrany do obróbki na zimno może wymagać późniejszych operacji, aby osiągnąć ostateczny stan części.
Typowe materiały do obróbki plastycznej na zimno obejmują stale nisko- i średniowęglowe, wybrane stale stopowe, stale nierdzewne, stopy aluminium, stopy miedzi i inne ciągliwe druty lub materiały ślimakowe nadające się do odkształcania na zimno. Wykonalność zależy nie tylko od rodziny stopów, ale także od stanu dostaw, czystości, reakcji smarowania i wymaganej deformacji na każdym stanowisku.
Zalety i ograniczenia chodzenia na zimno
Cięcie na zimno oferuje wyraźne korzyści, ale korzyści te w dużym stopniu zależą od typu części, geometrii i skali produkcji. Właściwa ocena oznacza przyjrzenie się zarówno temu, co proces robi dobrze, jak i temu, gdzie staje się ograniczony.
Porównanie gięcia na zimno i obróbki skrawaniem elementów złącznych
Porównanie gięcia na zimno i obróbki skrawaniem elementów złącznych zaczyna się od logiki procesu. Gięcie na zimno formuje materiał w kształt. Obróbka skrawaniem usuwa materiał, aby odsłonić kształt. W przypadku elementów złącznych i części śrubopodobnych, różnica ta decyduje o większości kompromisów.
Obróbka na zimno jest zwykle lepiej dopasowana do powtarzalnej geometrii elementu złącznego, ponieważ materiał wyjściowy i forma końcowa są ze sobą ściśle powiązane. Obróbka skrawaniem oferuje większą swobodę kształtowania, zwłaszcza w przypadku specjalnych detali, ale ta elastyczność wiąże się z większą ilością usuwanego materiału i często dłuższym czasem na część.
Z tego powodu standardowe rodziny elementów złącznych są zwykle łączone, podczas gdy niestandardowe lub specjalistyczne elementy złączne mogą być obrabiane lub częściowo obrabiane po łączeniu. Im bardziej część odbiega od klasycznego kształtu łącznika opartego na drucie, tym bardziej obróbka zaczyna mieć sens.
Koszt obróbki na zimno a koszt obróbki CNC dla części o dużej objętości
W przypadku kosztów obróbki na zimno w porównaniu z kosztami obróbki CNC dla części o dużej objętości, szeroki wzorzec branżowy jest jasny, nawet bez zweryfikowanych danych źródłowych: obróbka na zimno staje się bardziej korzystna wraz ze wzrostem objętości, a geometria pozostaje odpowiednia do formowania. Obróbka CNC pozostaje bardziej atrakcyjna, gdy wolumen jest niższy, prawdopodobne są zmiany w projekcie lub geometria jest zbyt złożona dla stabilnego gięcia.
Powodem są koszty stałe w porównaniu do kosztów zmiennych. Wycinanie na zimno wiąże się z kosztami specjalistycznego oprzyrządowania i konfiguracji procesu, ale po ustaleniu procesu może on wielokrotnie wytwarzać ten sam półfabrykat przy ograniczonych stratach materiału. Obróbka CNC wymaga mniej dedykowanego oprzyrządowania dla wielu niestandardowych części, ale koszt cyklu dla każdej części i usuwanie materiału pozostają częścią ekonomii.
Koszt nie powinien być więc oceniany wyłącznie na podstawie ceny sztuki. Kupujący muszą wziąć pod uwagę zaangażowanie w oprzyrządowanie, oczekiwaną roczną ilość, ryzyko złomowania podczas uruchamiania i to, czy operacje wtórne usuwają korzyści z uformowanego półfabrykatu.
Ograniczenia dotyczące gięcia na zimno dla niestandardowych elementów złącznych
Ograniczenia obróbki na zimno niestandardowych elementów złącznych są zwykle związane ze złożonością geometrii, koncentracją tolerancji w cechach lokalnych i niską wielkością produkcji. Specjalistyczne elementy złączne często zawierają niestandardowe łby, nietypowe wgłębienia, podcięcia, elementy poprzeczne lub funkcjonalne detale, które trudno jest utworzyć za pomocą samego osiowego przepływu materiału.
W takich przypadkach głowica może nadal wytwarzać podstawowy korpus, ale do wykończenia części może być potrzebny jeden lub więcej dodatkowych etapów. Jeśli zbyt duża część części musi być później obrobiona, wartość obróbki może spaść. Ponadto, jeśli niestandardowy projekt może ulec zmianie, twarde oprzyrządowanie staje się większym ryzykiem biznesowym.
Nie oznacza to, że specjalistyczne elementy złączne nie mogą być łączone na zimno. Oznacza to, że wymagają one dokładniejszego przeglądu wykonalności niż standardowe śruby lub wkręty.
Tabela: Korzyści, ograniczenia i typowe kompromisy według typu części
| Typ części | Korzyści z chodzenia na zimno | Główne ograniczenia | Typowy kompromis |
|---|---|---|---|
| Standardowe śruby i wkręty | Dobre dopasowanie do wieloetapowego formowania z użyciem drutu | Oprzyrządowanie musi pasować do stabilnej geometrii dużych serii | Silne dopasowanie do procesu, jeśli projekt jest dojrzały |
| Nity i kołki | Wydajne kształtowanie form z łbem walcowanym lub spęczonym | Ograniczona wartość dla skomplikowanych cech lokalnych | Często praktyczne, jeśli kształt jest prosty |
| Specjalistyczne elementy złączne na zamówienie | Potrafi uformować półfabrykat zbliżony do siatki przed rozpoczęciem pracy dodatkowej | Złożone szczegóły mogą przekraczać limity procesu | Konieczna może być obróbka hybrydowa |
| Precyzyjne małe części bez łączników | Możliwe, jeśli geometria jest zwarta i podatna na formowanie | Dopasowanie procesu spada, gdy kształt staje się nieregularny | Może przesunąć się w kierunku obróbki skrawaniem lub szerszego kucia na zimno |
Typowe usterki, zagrożenia i scenariusze awarii
Wady obróbki na zimno zwykle nie są przypadkowe - są one związane z przepływem materiału, etapami procesu oraz stabilnością oprzyrządowania i warunków wejściowych w czasie. Zrozumienie tych zagrożeń pomaga powiązać widoczne problemy z częściami z ich pierwotnymi przyczynami.
Najczęstsze usterki w pozycjonowaniu na zimno i sposób ich powstawania
Wśród najczęstszych wad w procesie cięcia na zimno i sposobów ich powstawania, głównymi mechanizmami są słaby przepływ materiału, niepełne wypełnienie wnęki, zaginanie materiału i uszkodzenia związane z nadmiernym lokalnym odkształceniem. Ponieważ formowanie na zimno jest procesem odkształcania, wady często wynikają z tego, jak materiał poruszał się wewnątrz matrycy, a nie z błędów cięcia.
Jeśli objętość półfabrykatu lub sekwencja są nieprawidłowe, wnęka może nie zostać prawidłowo wypełniona. Jeśli materiał fałduje się podczas przepływu, mogą pojawić się nieciągłości powierzchniowe lub podpowierzchniowe. Jeśli zmiana kształtu jest zbyt agresywna w jednej stacji, część może pęknąć lub zniekształcić się zamiast przybrać zamierzony kształt.
Wady powinny być traktowane jako sygnały procesowe powiązane z konkretnymi przyczynami, a nie jako ogólne problemy jakościowe. Pękanie często wskazuje na nadmierne lokalne odkształcenie, zły stan materiału lub przeciążenie stacji; niedopełnienie lub zmiana kształtu może wskazywać na błąd objętości półfabrykatu, niestabilny przepływ materiału lub zużycie narzędzia; utrzymujący się dryft wymiarowy może wskazywać na zużycie matrycy, zmianę ustawień lub niespójny drut wejściowy.
Ryzyko pęknięć podczas procesu formowania na zimno
Ryzyko pęknięć podczas procesu walcowania na zimno wzrasta, gdy lokalne odkształcenia przekraczają możliwości materiału w stanie zimnym. Ostre przejścia, trudne do formowania materiały, zły stan surowca i zbyt ambitny projekt etapu zwiększają to ryzyko.
Pęknięcia mogą pojawić się podczas uderzenia głowicy, podczas przenoszenia między etapami lub później, jeśli podczas formowania wprowadzono ukryte uszkodzenia. Stal nierdzewna i inne mniej wrażliwe materiały mogą być bardziej wrażliwe, ale geometria jest tak samo ważna jak wybór stopu. Obfity kształt w twardszym materiale może formować się lepiej niż ciężki kształt w łatwiejszym materiale.
Ryzyko pęknięcia jest jednym z powodów, dla których planowanie procesu ma znaczenie. Podział deformacji na więcej etapów może pomóc, ale tylko wtedy, gdy wynikające z tego oprzyrządowanie i koszty nadal mają sens.
Przyczyny zmienności wymiarów części formowanych na zimno
Przyczyny zmienności wymiarów części formowanych na zimno zazwyczaj wiążą się ze zmiennością materiału wsadowego, zużyciem matrycy, dryftem ustawień i niestabilnym przepływem materiału. Ponieważ formowanie na zimno tworzy kształt bezpośrednio z objętości materiału, każda zmiana wymiarów lub stanu materiału wejściowego może mieć wpływ na końcową część.
Zmienność może również wynikać z wyrównania transferu między stacjami lub z wypełnienia wnęki, które jest wrażliwe na smarowanie i stan narzędzi. W stabilnym procesie źródła te są kontrolowane razem. W procesie marginalnym mogą one oddziaływać na siebie i powodować większe rozproszenie.
Ma to znaczenie dla nabywców, ponieważ zdolność do produkcji na zimno nie powinna być oceniana wyłącznie na podstawie nominalnego projektu. Powinna być oceniana na podstawie tego, jak stabilny jest proces wokół tego projektu.
Jak zużycie matrycy wpływa na jakość części formowanych na zimno
Sposób, w jaki zużycie matrycy wpływa na jakość części formowanych na zimno, jest prosty: zużyte matryce zmieniają wnękę i warunki kontaktu, więc zmienia się również kształt części. Zużycie może zmniejszyć definicję krawędzi, zmienić przepływ materiału i zwiększyć różnice między poszczególnymi częściami.
W ciężkich przypadkach zużycie może również zwiększać ryzyko wad, ponieważ materiał nie wypełnia lub nie uwalnia się z oprzyrządowania zgodnie z przeznaczeniem. Zużycie narzędzi to nie tylko kwestia konserwacji. Jest to również kwestia jakości i kosztów. Części, które wyglądają na wykonalne w momencie uruchomienia, mogą stać się niestabilne później, jeśli żywotność matrycy jest krótka dla danej geometrii lub materiału.
Z tego powodu wymagające projekty powinny być oceniane nie tylko pod kątem sukcesu pierwszej sztuki, ale także pod kątem trwałego zachowania produkcyjnego.

Koszt, tolerancja i operacje dodatkowe
Koszt, tolerancja i etapy wykańczania w procesie walcowania na zimno są ze sobą ściśle powiązane. Decyzje dotyczące oprzyrządowania, osiągalnej dokładności i dalszych operacji wpływają na to, czy proces zapewnia rzeczywistą przewagę.
Czynniki wpływające na koszt oprzyrządowania do obróbki plastycznej na zimno
Głównymi czynnikami wpływającymi na koszt oprzyrządowania do obróbki na zimno są geometria części, liczba etapów formowania, złożoność matrycy, wymagana precyzja w projektowaniu wgłębień i trudność materiału. Prosta część z głowicą wymaga mniej złożonego oprzyrządowania niż część z wieloma zmianami średnicy lub szczegółowymi formami głowicy.
Koszt oprzyrządowania wzrasta również, gdy okno procesu jest wąskie. Jeśli część wymaga starannej kontroli przepływu i wysokiej precyzji matrycy, wysiłek związany z jej opracowaniem wzrasta. Wybór materiału może się do tego przyczynić, jeśli stop kładzie większy nacisk na oprzyrządowanie lub wymaga bardziej konserwatywnego projektu etapu.
Dlatego też koszt oprzyrządowania powinien być analizowany wraz z oczekiwanym czasem życia części w produkcji. Wysoka początkowa inwestycja w narzędzia może być nadal uzasadniona w przypadku długo działającej standardowej części, ale znacznie mniej w przypadku niestandardowego projektu o niepewnym popycie.
Granice tolerancji obróbki na zimno w porównaniu z toczeniem CNC
Granice tolerancji na zimno w porównaniu z Toczenie CNC należy rozumieć w kategoriach procesu, a nie jako prosty ranking lepszy-gorszy. Toczenie CNC zapewnia bezpośrednią kontrolę nad wieloma wymiarami poprzez cięcie elementów na wymiar. W przypadku obróbki plastycznej na zimno wymiary są pochodną objętości zapasu, stanu matrycy i przepływu materiału. Źródła zmienności są więc różne.
Dostarczone badania nie potwierdzają zweryfikowanych tolerancji numerycznych, więc nie należy tutaj zakładać dokładnych wartości. Ogólnie rzecz biorąc, toczenie CNC jest bardziej elastyczne, gdy krytyczna jest ścisła lokalna kontrola cech, zwłaszcza w przypadku złożonych części niestandardowych.
Powtarzalność obróbki na zimno jest zwykle największa w przypadku cech tworzonych bezpośrednio przez stabilną geometrię matrycy, takich jak średnice trzpienia, proporcje głowicy i długość cięcia, podczas gdy ściślejsze cechy funkcjonalne są często kontrolowane w operacjach wtórnych. Krytyczne gwinty, powierzchnie łożysk, szczegóły wgłębień, współosiowość lub bardzo wąskie relacje lokalizacji mogą wymagać walcowania, przycinania, wymiarowania lub obróbki skrawaniem po wygniataniu.
W przypadku decyzji inżynieryjnych ważnym pytaniem jest, które wymiary są krytyczne i czy są one formowane, wymiarowane później lub obrabiane później.
Wtórne operacje wymagane po nagłówku na zimno
Wiele części wymaga dodatkowych operacji wymaganych po walcowaniu na zimno przed ich wykończeniem. Mogą one obejmować przycinanie, walcowanie gwintów, punktowanie, dłutowanie, wiercenie, obróbkę specjalnych elementów, obróbkę cieplną, czyszczenie lub powlekanie. Potrzeba dodatkowej pracy nie oznacza, że gięcie na zimno nie powiodło się. W wielu zastosowaniach gięcie ma na celu stworzenie wydajnej preformy lub półfabrykatu do późniejszego wykończenia.
Liczy się to, ile pozostaje po nagłówku. Jeśli operacje wtórne są ograniczone i przewidywalne, proces nadal ma sens. Jeśli do odzyskania ostatecznej geometrii potrzebna jest rozległa obróbka, ekonomia może ulec zmianie.
Jest to jedna z najważniejszych kontroli dla kupujących: czy obróbka na zimno eliminuje wystarczającą ilość usuwanego materiału i czasu cyklu, aby uzasadnić złożoność oprzyrządowania i procesu?
Kompromisy kosztowe między półfabrykatami formowanymi na zimno a częściami obrabianymi maszynowo
Kompromisy kosztowe między półfabrykatami formowanymi na zimno a częściami obrabianymi zależą od objętości, geometrii, wykorzystania materiału i dalszych etapów. Półfabrykat z zimną głowicą może zmniejszyć ilość odpadów surowca i skrócić czas późniejszej obróbki, ale tylko wtedy, gdy półfabrykat jest wystarczająco zbliżony do ostatecznego kształtu i wyprodukowany w wystarczającej ilości.
Obrabiana część może kosztować więcej za sztukę w stanie ustalonym, ale nadal być lepszym wyborem, jeśli popyt jest niepewny lub jeśli spodziewane są zmiany w projekcie. W takim przypadku unikanie specjalistycznego oprzyrządowania może przeważyć nad korzyściami płynącymi z formowanego półfabrykatu.
Tak więc praktyczne porównanie nie polega na oddzieleniu obróbki skrawaniem od obróbki skrawaniem. Jest to chodzenie plus wszystkie wymagane operacje wtórne w porównaniu z obróbką skrawaniem plus wszelkie wykończenia potrzebne po tym.
Gdzie w produkcji pasuje chodzenie na zimno
Cięcie na zimno nie jest uniwersalną metodą formowania, ale procesem, który najlepiej pasuje do określonych scenariuszy produkcyjnych. Jego wartość staje się oczywista, gdy typ części, geometria i objętość są zgodne z jego mocnymi stronami.
Elementy złączne i śruby mocowane na zimno: najczęstsze zastosowanie
Najsilniej dopasowanym zastosowaniem pozostają elementy złączne i śruby gięte na zimno. Części te pasują do tego procesu, ponieważ dobrze zaczynają się od drutu, wymagają powtarzalnych kształtów łbów i są często produkowane w dużych ilościach. Proces może skutecznie tworzyć półfabrykaty do dalszych operacji, takich jak walcowanie gwintów lub formowanie wgłębień.
To dopasowanie produkcyjne wyjaśnia, dlaczego formowanie na zimno jest tak ściśle związane z przemysłem elementów złącznych. Nie jest to uniwersalna metoda formowania metalu. Jest to proces z bardzo silnym dopasowaniem do wąskiej, ale ważnej grupy części.
Wyzwania związane z produkcją skomplikowanych komponentów metodą obróbki na zimno
Główne wyzwania związane z produkcją skomplikowanych komponentów metodą kucia na zimno wiążą się z kontrolą przepływu materiału. Skomplikowane komponenty często wymagają detali, które nie są zgodne z osiowym odkształceniem prostego półfabrykatu. Wraz ze wzrostem złożoności, liczba matryc może wzrosnąć, wypełnienie wnęki staje się trudniejsze, a ryzyko wad wzrasta.
W pewnym momencie część staje się możliwa w teorii, ale słaba w produkcji. Jest to punkt decyzyjny, który inżynierowie muszą znaleźć. Jeśli geometria wymaga zbyt wielu kompromisów w zakresie formowania lub zbyt wiele pracy związanej z czyszczeniem, zazwyczaj lepszym rozwiązaniem jest inny proces.
Czy obróbka na zimno jest odpowiednia dla części niestandardowych lub niskonakładowych?
Gięcie na zimno jest zwykle mniej odpowiednie dla części niestandardowych lub niskonakładowych, ponieważ proces ten zależy od dedykowanego oprzyrządowania i stabilnej, powtarzalnej produkcji. Nadal może mieć sens w przypadku części niestandardowych, jeśli geometria jest zbliżona do standardowych form elementów złącznych, a w przyszłości spodziewany jest wzrost wolumenu.
W przypadku prac o bardzo małej objętości, prototypów lub części podlegających aktywnym zmianom projektowym, obróbka skrawaniem jest często łatwiejsza do uzasadnienia. Proces ten jest bardziej elastyczny i mniej zależny od zaangażowania twardych narzędzi.
Lista kontrolna: Kategorie części i scenariusze produkcji, w których praktyczne jest stosowanie obróbki na zimno
Chłodzenie na zimno jest zazwyczaj praktyczne, gdy część ma większość z tych cech:
- Mały metalowy element wykonany z drutu lub zwykłego półfabrykatu
- Łeb, trzpień lub w inny sposób zbliżony do geometrii elementu złącznego
- Symetryczny lub prawie symetryczny kształt
- Materiał o odpowiedniej formowalności na zimno
- Wysoka i powtarzalna wielkość produkcji
- Ograniczone ryzyko zmiany projektu
- Operacje drugorzędne są skromne i zaplanowane, a nie szeroko zakrojone działania ratownicze
Jeśli brakuje kilku z tych warunków, wykonalność staje się słabsza.
Jak ocenić i wybrać zimny nagłówek
Wybór obróbki plastycznej na zimno jest ostatecznie decyzją balansującą między zamierzeniami projektowymi a rzeczywistością produkcyjną. Wymaga to spojrzenia na geometrię, zachowanie materiału, wielkość produkcji i dalsze wymagania jako na pojedynczy system, a nie odizolowane czynniki.
Matryca decyzyjna: geometria, materiał, objętość, tolerancja i dalsze przetwarzanie
Przydatnym sposobem oceny zimnego nagłówka jest łączne przeanalizowanie pięciu zmiennych.
| Czynnik | Lepsze dopasowanie do niskich temperatur | Znaki ostrzegawcze |
|---|---|---|
| Geometria | Głowicowy, osiowo-symetryczny, etapowy kształt | Skomplikowane, przesunięte, głęboko zagłębione elementy poprzeczne |
| Materiał | Dobra formowalność na zimno w postaci drutu lub półwyrobu | Wyższa wrażliwość na pęknięcia lub niestabilne warunki surowca |
| Objętość | Powtarzalna produkcja w długich seriach | Prototyp, niski wolumen, niepewny popyt |
| Tolerancja | Wymiary krytyczne zgodne z procesem formowania i późniejszym wymiarowaniem | Wymagana jest ścisła lokalna kontrola nad wieloma niestandardowymi funkcjami |
| Przetwarzanie niższego szczebla | Ograniczone przycinanie lub wykańczanie po nagłówku | Po formowaniu nadal wymagana jest ciężka obróbka |
Matryca jest prosta, ale odzwierciedla główną logikę inżynieryjną. Chłodzenie jest wybierane, gdy jednocześnie występuje kilka warunków sprzyjających procesowi.
Skąd wiadomo, czy chodzenie na zimno jest właściwym procesem?
Gięcie na zimno jest właściwym procesem, gdy kształt części można uzyskać poprzez stopniowe odkształcanie na zimno z drutu lub półfabrykatu, materiał może tolerować to odkształcenie, a wielkość produkcji jest wystarczająco duża, aby uzasadnić specjalistyczne oprzyrządowanie. Jest to idealne rozwiązanie dla śrub, wkrętów, nitów i podobnych części.
Zwykle nie jest to właściwy proces, gdy geometria jest skomplikowana, objętość jest niewielka lub konieczna byłaby większa obróbka wtórna.
Co kupujący i inżynierowie powinni sprawdzić przed złożeniem zapytania ofertowego lub zamówieniem narzędzi
Przed złożeniem wniosku o wycenę lub oprzyrządowanie, kupujący i inżynierowie powinni sprawdzić rysunek części pod kątem cech, które utrudniają przepływ materiału, a nie tylko cech, które wyglądają na trudne do obróbki.
Powinni oni dokonać przeglądu gatunku i stanu materiału, rocznego zużycia, wielkości partii, krytycznych wymiarów, wymagań dotyczących gwintów, obróbki cieplnej, poszycia, docelowej twardości, oczekiwań dotyczących kontroli oraz tego, które elementy muszą być formowane, a które obrabiane później. Przegląd dostawcy jest silniejszy, gdy zapytanie ofertowe określa również, czy projekt jest zamrożony, jaki poziom zatwierdzenia jest wymagany i czy podobne części z głowicami zostały już zatwierdzone.
Ważne jest również określenie, które cechy muszą być formowane w narzędziu, a które można dodać później. To rozróżnienie często decyduje o tym, czy proces jest praktyczny, czy też projekt powinien iść w kierunku obróbki skrawaniem lub innej drogi formowania.
Przydatny pakiet wstępnej wyceny zawiera stabilny rysunek, specyfikację materiałową, przewidywane roczne zapotrzebowanie oraz jasną notatkę na temat dalszego przetwarzania. Bez tego porównanie procesów staje się zgadywaniem.
Potrzebne referencje: źródła akademickie, organy normalizacyjne i raporty branżowe
Zawartość zimnej pozycji jest często omawiana w materiałach dostawców, ale podejmowanie decyzji powinno opierać się na silniejszych źródłach, jeśli to możliwe. Prace akademickie są przydatne do formułowania procesów, projektowania matryc i zachowania deformacji. Organy normalizacyjne są przydatne w zakresie wymiarów gotowych elementów złącznych i wymagań materiałowych, nawet jeśli nie opisują one pełnego procesu gięcia. Raporty branżowe mogą być pomocne w kontekście rynkowym, ale należy je dokładnie sprawdzać pod kątem niepotwierdzonych twierdzeń.
Obecna baza badawcza jest bardzo uboga. Inżynierowie powinni więc ostrożnie podchodzić do wielu praktycznych twierdzeń na rynku, chyba że są one poparte normami, recenzowanymi badaniami lub zweryfikowanymi danymi produkcyjnymi.
Wnioski
Kształtowanie na zimno to wyspecjalizowany proces formowania metalu na zimno z mocnym dopasowaniem do wkrętów, śrub, nitów, kołków i podobnych małych elementów wykonanych z drutu lub prostych półfabrykatów. Według literatura inżynierska na temat formowania metali, Gięcie na zimno pozostaje jedną z najbardziej wydajnych pod względem materiałowym metod produkcji elementów złącznych na dużą skalę ze względu na możliwość uzyskania kształtu zbliżonego do siatki. Jej wartość wynika z kształtowania materiału zamiast jego cięcia, zwłaszcza gdy geometria jest stabilna, a wielkość produkcji wysoka. Proces ten zależy od dobrego przepływu materiału, starannej konstrukcji matrycy i spójności surowca.
Główną decyzją nie jest to, czy obróbka na zimno jest wydajna w ujęciu abstrakcyjnym. Chodzi o to, czy dana część zachowuje się jak część formowana na zimno. Geometria, formowalność materiału, objętość, potrzeby tolerancji i operacje wtórne muszą się zgadzać. Jeśli tak, obróbka na zimno może być praktyczną drogą do produkcji zbliżonej do netto. Jeśli nie, obróbka skrawaniem lub inny proces jest często łatwiejszy do kontrolowania i mniej ryzykowny.
FAQ
Jeśli zastanawiasz się, co to jest formowanie na zimno, jest to metoda formowania metalu, w której materiał jest kształtowany w temperaturze pokojowej przy użyciu wysokiego ciśnienia zamiast ciepła. Technika ta jest powszechnie stosowana do produkcji części formowanych na zimno, takich jak wkręty, śruby i nity o doskonałej wytrzymałości i spójności. Ponieważ materiał nie jest podgrzewany, jego wewnętrzna struktura ziarna pozostaje nienaruszona, co poprawia trwałość. Jest powszechnie preferowana w produkcji wielkoseryjnej ze względu na szybkość, niski poziom odpadów i zdolność do tworzenia precyzyjnych, powtarzalnych komponentów.
Kluczowa różnica polega na temperaturze i zachowaniu materiału. Walcowanie na zimno formuje metal w temperaturze pokojowej, podczas gdy walcowanie na gorąco podgrzewa materiał, aby był bardziej miękki i łatwiejszy do kształtowania. Formowanie na gorąco działa lepiej w przypadku dużych lub złożonych kształtów, ale może prowadzić do powstawania zgorzeliny, utleniania i mniej precyzyjnych wykończeń. Z drugiej strony, formowanie na zimno zapewnia lepszą jakość powierzchni i wytrzymałość, choć wymaga większej siły i jest zwykle stosowane do mniejszych elementów. Porównując wydajność produkcji i jakość wyjściową, wybór często zależy od rozmiaru części, materiału i wielkości produkcji.
Kucie na zimno jest w rzeczywistości wyspecjalizowanym rodzajem kucia, skoncentrowanym na szybkiej produkcji mniejszych komponentów. Kucie samo w sobie obejmuje szeroki zakres procesów - gorących, ciepłych i zimnych - wykorzystywanych do kształtowania metalu za pomocą siły ściskającej. Tradycyjne kucie jest często stosowane w przypadku większych części i może wymagać dodatkowej obróbki, podczas gdy kucie na zimno wytwarza kształty zbliżone do siatki przy minimalnym wykończeniu. W niektórych przepływach pracy producenci mogą łączyć metody, na przykład zaczynając od uformowanych półfabrykatów i wykańczając je obróbką skrawaniem, np. obrabiając CNC półfabrykaty formowane na zimno w celu uzyskania ściślejszych tolerancji.
Walcowanie na zimno to proces formowania metalu, w którym drut lub pręty są formowane w komponenty przy użyciu wysokiego ciśnienia w temperaturze pokojowej, bez cięcia lub podgrzewania materiału.
Proces ten zazwyczaj obejmuje:
- Podawanie drutu i cięcie na precyzyjne wykroje
- Pozycjonowanie półfabrykatu wewnątrz wnęki matrycy
- Wykrawanie pod wysokim ciśnieniem, zmuszające materiał do płynięcia i przybierania kształtu
- Formowanie wieloetapowe dla bardziej złożonych geometrii, takich jak śruby lub wkręty
- Wyrzucanie i operacje wtórne, takie jak gwintowanie lub powlekanie
W planowaniu produkcji często porównuje się toczenie CNC z kosztem cięcia na zimno, ponieważ cięcie na zimno jest zwykle bardziej opłacalne w przypadku dużych ilości, prostych i średnio złożonych części, podczas gdy toczenie CNC oferuje większą elastyczność w przypadku małych ilości lub złożonych projektów.



