冷間圧造は、金属線を成形する冷間成形プロセスと製造効率の交差点に位置します。冷間圧造は、特に標準ファスナーや特殊ファスナーなど、繰り返し使用可能な小さな部品を製造するために広く使用されており、材料を切り取るのではなく、成形することによって、旋盤加工などの機械加工に基づく製造ルートとは根本的に異なります。.
このガイドでは、冷間圧造工程がどのように部品を製造するのか、現代の製造業においてどのような位置づけにあるのか、実際の製造シナリオではどのようなところで破綻するのかを説明します。冷間加工や冷間成形工程における冷間成形性、生産量、金型費用、冷間鍛造のような代替鍛造工程ルートがより良い場合など、実用的な決定要素に焦点を当てています。.
コールドヘディングとは何か?
冷間圧造は、材料挙動、金型設計、生産経済の交差点に位置します。冷間圧造がどのようなもので、どのような用途に適しているかを理解することで、なぜ特定の小さな金属部品がこの方法で製造され、他の部品がそうでないのかを明確にすることができます。.
このセクションでは、製造業における冷間圧造の基本的な概念について説明し、次に、冷間圧造が関連工程とどのように異なるのか、なぜファスナーや同様の部品に広く使用されているのかについて説明します。.
製造業における冷間圧造とは?
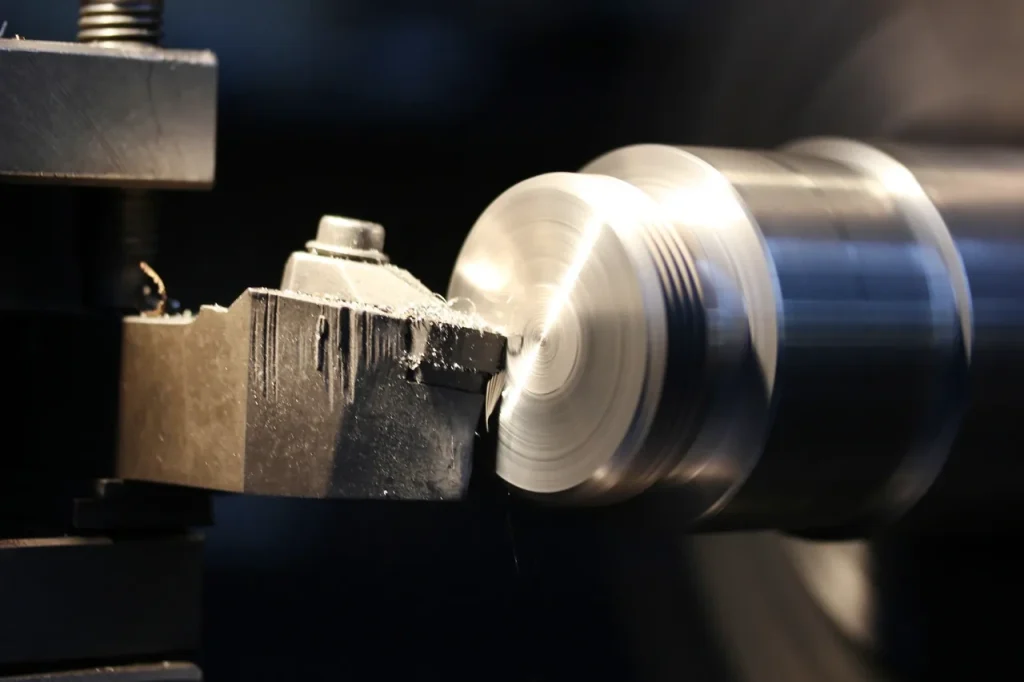
冷間圧造は、金属線を常温で小さな金属部品を作るための複雑な部品に成形する金属成形プロセスです。簡単に言えば、材料を最初に加熱することなく、高圧下で成形することであり、これが冷間成形プロセスとも呼ばれる理由である。この工程は、ネジ、ボルト、リベット、ピンなどのファスナーの製造に最もよく使われる。.
重要な点は、冷間圧造は7切削工程ではなく、ダイスキャビティ内で金属ワイヤーを成形する成形工程であるということです。材料は除去されるのではなく、移動され成形されます。工程ルートはコスト、部品形状、廃棄物、実用的な機能に影響するため、これは重要なことです。冷間圧造では、ワイヤーブランクを切断して冷間圧造機に送り込み、そこでダイスキャビティ内で叩いて形状を変形させます。研究資料では、これは精密ファスナー形状のための押出のような流動挙動を持つ、高速で圧力駆動の変形プロセスであると説明されています。.
エンジニアリング・バイヤーにとって冷間圧造が重要なのは、それが特定の製造ニッチに位置するからである。冷間圧造は、軸対称または軸対称に近い形状の部品に適しており、大量生産で同じ形状を何度も繰り返し、金型費用を生産に分散させることができます。部品の形状が工程に合っていれば、冷間圧造はニアネットフォームを効率的に生産できます。形状が合わない場合は、工程が難しくなり、リスクが高くなり、不経済になります。.
冷間圧造はしばしば熱間圧造や鍛造と一緒に議論される。その違いは温度から始まります。熱間圧造は金属を加熱して成形します。冷間圧造は冷間成形技術の一種として冷たい状態で成形を行い、熱間圧造は熱を使います。つまり、冷間圧造は加熱工程を省くことができ、一般的に効率的で、安定した品質の冷間圧造製品を生産することができます。実際には、材料の挙動とワイヤーの品質が実現可能性の中心となります。.
冷間圧造と小物金属部品の冷間鍛造との違い
冷間圧造は冷間鍛造の一分野として扱われることが多いが、小さな金属部品については、そう考えるのが妥当だろう。どちらの工程も再結晶温度以下で金属を成形し、ストックを機械で削り取るのではなく、塑性変形に頼るものです。違いは主に、用途、設備の設定、形状の焦点にある。.
冷間圧造は通常、線材またはブランク材から圧造部品を製造することを指し、特にファスナーを製造します。この工程は、小さな部品の一端または複数の部分を順番にアップセット、押し出し、成形することで構築されます。冷間鍛造はより広いカテゴリーである。冷間鍛造には、より多くの部品タイプ、より多様な金型配置、古典的なねじやボルトの形状を超える形状が含まれます。.
意思決定にとって、実際的な区別は次のようなものである。小さな金属部品について冷間圧造と冷間鍛造を比較する場合、部品が線材から始まり、シャンクのようなボディを持ち、ヘッドまたは同様の成形機能が必要な場合は、通常、冷間圧造の方が良い用語である。部品形状がファスナーのようなものではなく、一般的な精密鍛造ブランクのようなものであれば、冷間圧造の方がより正確な工程表示となります。.
重複する部分が多いので、サプライヤーは用語を使い分けるかもしれない。エンジニアは言葉遣いよりも、提案された工程順序が不安定、アンダーフィル、クラックを起こさずに形状を作り出せるかどうかに重点を置くべきである。.
冷間圧造が主にねじ、ファスナー、および同様の部品に使用される理由
冷間圧造は、ネジ、ボルト、リベットを含む標準ファスナーや特殊ファスナーに特に使用される。ほとんどのファスナーはワイヤーから始まり、回転対称性を持ち、段階的なアップセットと押し出しによって製造することができる。例えば、ねじのブランクは、ワイヤーから切断され、頭出しされ、トリミングされ、ねじ転造やスロット成形などの二次加工に送られる。.
このような部品の種類と工程の適合性は偶然のものではありません。冷間圧造が最適に機能するのは、材料が制御されたダイ・シーケンスを通じて、コンパクトな繰り返し形状に流れ込む場合である。ねじやボルトは、単純な素材、大量の生産量、多くの場合一連の成形工程に分割できる形状を兼ね備えているため、理想的です。.
ねじ部品の精密金型設計に関する研究は、この点を裏付けている。冷間圧造では、技術者は通常、金型よりもむしろダイ、パンチ、金型形状、ステーションの順序について議論する。.
言い換えれば、製品ファミリーがすでに標準化されており、既知の成形挙動を中心に形状を設計できる場合に、このプロセスは威力を発揮する。.
バイヤーにとって、冷間圧造は多くの場合、標準または準標準のファスナーには適しているが、特殊なヘッド、クロスホール、中断された形状、または複雑な非軸対称の特徴を持つ少量のカスタム部品には適していないことを意味する。.
表:冷間圧造と機械加工と他の金属成形ルートとの比較
| プロセス | ベストフィット | 主な戦力 | 主な制限 | 典型的な使用例 |
|---|---|---|---|---|
| コールドヘディング | ワイヤーまたはブランクの小部品、特に頭部ファスナー | 低材料除去での大量成形 | 形状は材料の流れやダイの順序に適していなければならない。 | ネジ、ボルト、リベット、ピン |
| 機械加工 | 柔軟なジオメトリや厳しい局所フィーチャ制御が必要な部品 | 設計の自由度が高く、修正が容易 | 材料が除去されるため、部品コストが上昇する可能性がある。 | カスタムファスナー、プロトタイプ、特殊旋盤加工部品 |
| 冷間鍛造 | 小型から中型の部品がコールドで成形され、頭付き形状よりも幅が広い。 | 鍛造可能な形状のための優れた材料利用 | 金型および成形性の制限は依然として適用される | 精密ブランク、一部の特殊成形部品 |
| 熱間成形または熱間圧造 | 加熱されたストックが必要な場合、より大きな変形が可能 | 成形が難しい素材でも成形性が向上 | 熱は工程を複雑にし、仕上がりに影響する | 冷間成形の限界外で大きく変形した頭部部品 |
部品は冷間圧造できますか?
冷間圧造における部品の実現可能性は、部品サイズよりも、形状が変形下でどのような挙動を示すかによって左右されます。コストを比較したり、サプライヤーを選択する前に、形状そのものがプロセスに合致しているかどうかを評価することが重要です。.
このセクションでは、形状、設計の特徴、生産量が、冷間圧造によって現実的に部品を生産できるかどうかにどのように影響するか、また、どこで実用的な限界が現れ始めるかについて概説します。.
部品形状が冷間圧造の実現性に与える影響
部品の形状は、冷間圧造の実現可能性における最初のフィルターの一つです。工程は制御されたメタルフローに依存するため、形状は単純な出発ブランクからの段階的変形に適合していなければなりません。実際には、部品形状が冷間圧造の実現可能性にどのように影響するかは、形状を段階的に構築できるか、折れや亀裂を発生させずに金属をキャビティに充填できるか、部品を損傷せずに排出できるか、といったいくつかの質問に集約されます。
シンプルなシャンク、ヘッド、カラー、短い押し出しセクションは、シャープなトランジション、オフセット・フォーム、深く凹んだディテールよりも、通常、実現可能性が高い。シンメトリーは、安定した材料の流れをサポートするため有効です。スムーズな移行は、局所的なひずみの集中を抑えるので有効です。ねじ転造、トリミング、機械加工によって後から追加できる特徴も、実現可能性を向上させます。.
冷間圧造部品は、圧造機から完全に仕上げられた状態で出てくる必要はありません。多くの場合、この工程は効率的なニアネットブランクを作成するために使用されます。そのブランクは、直接成形するのが難しい形状のために二次工程に移ります。.
冷間圧造の難易度を高める設計上の特徴
冷間圧造を困難にする設計上の選択もあります。冷間圧造の難易度を上げる最も一般的な設計上の特徴は、急激な直径の変化、深い凹み、支持されていない薄い部分、鋭い角、通常の軸方向の材料の流れを妨げる特徴です。.
支持されていない長い突起は、成形中に座屈することがある。鋭利なエッジはひずみを集中させ、ひび割れのリ スクを高める。深い空洞は、過度の圧力や流動不良がないと充填が困難な場合がある。非常に薄いフランジのような形状は、排出時 や後の取り扱い時に歪むことがある。また、オフセンターの成形は、圧造シーケ ンスの通常の力経路に沿わないため困難です。.
金型の複雑さは、形状の複雑さとともに増大します。図面上では些細な設計でも、余分なステーションが必要だったり、金型のアライメントが厳しかったり、キャビティへの充填が難しかったりすると、その部品は実用的な冷間圧造の範囲から外れてしまうことがあります。これが、特注の特殊ファスナーがしばしば、圧造で基本的なブランクを作り、機械加工で特殊な形状を仕上げるというハイブリッド・ルートを必要とする理由の一つです。.
冷間圧造が複雑な部品形状に適さない場合
冷間圧造が複雑な部品形状に適さない場合、部品がもはや成形可能なファスナーブランクのように振舞わなくなるという点が明らかになります。複雑なポケット、交差軸の特徴、非常に不規則な外形、または複数の方向で要求される局所的な詳細が設計に含まれている場合、機械加工または別のルートの方が制御しやすいことがよくあります。.
問題は、形状を一度成形できるかどうかだけではない。安定した材料フロー、許容可能な金型寿命、一貫した寸法で繰り返し成形できるかどうかである。1回の試作品でうまくいった加工法でも、その形状が工具の摩耗やばらつき、亀裂のリスクを引き起こすものであれば、生産には適していないかもしれません。.
冷間圧造はまた、設計の修正がありそうな場合にも適合性が弱い。金型設計が工程の中心であるため、大きな形状変更は大きな金型変更を意味します。実験的な部品、少量生産部品、設計の成熟度が不確かな部品には、通常、機械加工がより柔軟性を提供します。.
冷間圧造を正当化するために必要な生産量は?
冷間圧造は通常、生産量が金型費用と工程開発の労力を吸収できるほど多い場合に最も理にかなっている。提供された研究では、検証されたクロスソースの閾値がないため、決定は定性的なものに留まらざるを得ない。.
冷間圧造のビジネスケースは、通常、リピート数量が多いほど改善されますが、損益分岐点は、金型コスト、材料歩留まり、工程の安定性、二次加工、金型交換率によって異なります。バイヤーは、圧造が機械加工よりも低コストであると仮定する前に、年間需要、ロットサイズ、立ち上げ時のスクラップリスク、設計の安定性を評価すべきである。.
経済的な理屈は簡単です。多段階圧造工程用の金型は特殊である。金型設計、セットアップ、バリデーションは、生産が安定するまでにコストがかかる。同じ部品が長期間生産される場合、その固定費は多くの部品に分散されます。生産期間が短ければ、金型の負担は、材料効率の高い成形による節約を上回ります。.
部品が標準化されており、大量ロットで繰り返されることが予想され、すぐに変更される可能性が低い場合、冷間圧造は見直しに値する。少量生産、一品生産、設計変更中の部品であれば、機械加工や他のフレキシブルなルートの方が安全な場合が多い。.
冷間圧造の仕組み
冷間圧造は、単一の作業ではなく、制御された一連の成形工程として理解するのが最良です。この工程は、材料がどのように導入され、複数のステーションで成形され、各工程で工具によってガイドされるかに依存します。.
ワイヤーまたはブランクから成形部品まで、段階的な冷間圧造工程
冷間圧造は一般的にコールドヘッダー(冷間圧造機)で行われ、工程はワイヤーが切断され、自動的にシステムに供給されることから始まります。部品の直径、長さ、ヘッドスタイル、ステーション数、搬送方法などはすべて、その部品が実用的な圧造候補であるか、あるいは別の工程ルートが必要であるかに影響します。.
原料は機械に搬入され、必要に応じて長さに合わせて切断され、最初のダイに位置決めされます。その後、冷間圧造装置内のダイとパンチを使用して、パンチが材料をダイキャビティ内またはダイキャビティに打ち込みます。.
そこから、部品はさらに多くのステーションを通過する。各ステーションの変形量は限られている。あるステージではヘッドを成形する。別のステージでは、断面の縮小や押し出しが行われます。また別の段階では、プロファイルを改良することもある。このような段階的アプローチは重要である。なぜなら、一回で全形状を形成しようとすると、充填不良やひび割れが生じる可能性があるからである。.
成形後、部品は排出され、製品の要求に応じて、トリミング、ポインティング、ねじ転造、熱処理、洗浄、コーティングなどが行われます。ネジや多くのファスナーの場合、冷間圧造では最終的な完成品ではなく、ブランクを生産することが多い。.
これはまた、冷間圧造の工程が実際的にどのようなものであるかの答えでもあります。通常は高速で、ワークを予熱することなく、1つまたは複数のダイステーションで小さな金属ブランクを制御変形させます。.
冷間圧造ファスナーの多段成形シーケンス
多段階成形は、冷間圧造がファスナーに非常に適している理由の一つです。ファスナーのブランクは、複数の形状変更が必要な場合が多く、各変更を別々のステーションに割り当てることができます。これにより、1段当たりの成形負荷が下がり、材料の流れの制御が改善されます。.
例えば、ある段階ではブランクを動揺させてヘッドのボリュームを作ることができる。後の工程では、ヘッド形状をより正確に定義します。さらに別の工程では、シャンク端部の押し出しや寸法出しを行います。正確な順序は、形状や材料の挙動によって異なりますが、原理は同じです。.
このアプローチの価値は、成功の形成だけではない。構造的な完全性の維持にも役立ちます。冷間圧造ファスナーの生産において、部品の精度と健全性を維持するためには、工程策定と精密な金型設計が必要であるという研究結果があります。.
冷間圧造金型設計と精密金型に関する考察
冷間圧造は金型設計に大きく依存します。ダイキャビティは材料の流れを制御し、パンチとステーシ ョンはブランクが各成形工程にどのように入るかを制御します。これらが部品形状にうまく適合していないと、アンダーフィル、折れ欠陥、過剰応力、寸法ばらつきが生じます。.
このため、冷間圧造金型の設計と精密金型の考慮が、実現可能性の中心をなすのです。金型構造は部品形状、変形経路、キャビティ充填挙動を考慮する必要があります。特にスクリュータイプの部品については、生産性能を向上させるために金型構造と工程配合の最適化が研究されてきました。.
バイヤーやデザイン・エンジニアの視点から見ると、金型は単なる製造上のディテールではない。金型は、部品が繰り返し製造できるかどうかを決定する。プロセスウィンドウが狭い部品は、より強力な金型設計の規律を必要とする。それは金型製作の労力を増加させ、後に設計が変更された場合、工程の柔軟性を低下させる可能性がある。.
ダイアグラム冷間圧造における材料の流れ、キャビティへの充填、ダイの順序
冷間圧造をイメージする簡単な方法は、制御された一連の狭い空間を素材が移動していると考えることだ。.
- ワイヤー/カットブランク(冷間圧造用ワイヤーカットブランクの準備)
- ステーション1:カットオフと初期アップセット(冷間圧造工程は、材料の短縮と増粘から始まる)。
- ステーション2:ヘッドプリフォーム(冷間圧造部品の初期ヘッドを形成する材料フロー)
- ステーション3:最終ヘッド成形/押出 特徴(金属がダイスキャビティに完全に充填され、精密な形状が得られる)
- ステーション4+:サイジング、トリミング、トランスファー・オペレーション(寸法管理、二次加工準備)
- 出力:二次加工(機械加工、ねじ切り、仕上げなど)の準備ができた冷間圧造ブランク
この流れにおける主なエンジニアリング上の懸念は、キャビティ充填である。材料は、デッドゾーンやラップ、局所的な高いひずみを発生させることなく、ダイが必要とする場所に移動しなければならない。そのため、プロセスの成功は、ブランクの体積、キャビティ形状、ステージの順序、ダイの条件との関係にかかっている。.

材料の選択と成形性の限界
冷間圧造の実用的な限界は材料の挙動によって決まります。部品形状が実現可能であるように見えても、材料が故障することなく必要な変形に耐えられる場合にのみ、この工程は確実に機能します。.
冷間成形性が冷間圧造の材料選択に与える影響
冷間圧造の材料選択は成形性から始まります。ある材料が最終的な強度の要求を満たしていても、冷間状態でうまく変形しなければ、その材料は不適当な選択となります。そのため、冷間圧造用の材料選定には、バルクの機械的特性だけでなく、冷間成形性がどのように影響するかが重要になります。.
冷間圧造は圧力下での塑性流動に依存します。供給された状態での延性が限られている材料は、亀裂が入ったり、充填に抵抗したり、金型に過負荷をかけたりする可能性が高くなります。これは、部品が短いシーケンスで大きな形状変化を必要とする場合に特に重要です。その場合、最終的な適用荷重よりも変形中の材料挙動が実現可能性を左右することがあります。.
設計審査において有用な質問は、単に “この合金を使用できるか?”ではなく、“この合金をこの供給形態からこの形状に冷間圧造できるか?”である。これは、より狭く、より生産に関連した質問である。.
ステンレス鋼冷間圧造の材料限界
ステンレス鋼は、冷間圧造がより困難な場合が ある。なぜなら、鋼種の選択、加工開始条件、 潤滑剤の感受性、急速な加工硬化のすべてが、 割れや金型摩耗の促進なしに、どれだけの変 形を許容できるかに影響するからである。理論上成形可能なステンレス部品であっても、 削減度、ステーションの順序、または材料の状 態がうまく適合しなければ、生産工程で堅牢 に加工することは困難である。.
提供された研究では、検証された数値限界は示されていないため、議論は定性的なものに留まらざるを得ない。主なポイントは、ステンレス鋼の冷間圧造の材料限界は、成形難易度の高さ、亀裂リスクの高さ、金型や工程管理への厳しい要求として現れることが多いということである。.
バイヤーにとって、ステンレ スが自動的に不向きとされるべきではない。部品の形状、変形量、ワイヤー の品質により敏感であると考えるべきである。ある材料では日常的な形状でも、ひずみが小 さな特徴に集中したり、材料が一段階で流れ過ぎ るような順序になると、ステンレスでは困難にな ることがある。.
これが、素材とジオメトリーを別々に評価するのではなく、一緒に評価しなければならない理由のひとつである。.
冷間圧造部品の一貫性に及ぼすワイヤー品質の影響
冷間圧造工程は、再現性のある変形が必要な素材から始まるため、線材の品質が冷間圧造部品の一貫性に与える影響は非常に大きい。線材の表面状態、直径の均一性、内部品質、材料状態のばらつきは、充填度、頭部形状、割れ傾向、寸法安定性のばらつきとして後で現れる可能性があります。.
ダイキャビティに材料を移動させるために圧力と速度を使用するプロセスであるため、小さな供給原料の不一致であっても、大規模な生産ロットで増幅される可能性があります。ロットごとにワイヤーの状態が変わると、以前はうまくいっていたダイスのセットアップが同じ結果を出せなくなることがあります。これは、品質と工具寿命の両方に影響する可能性があります。.
実際問題として、冷間圧造は、多くのバイヤーが想定しているよりも、原料のばらつきに寛容ではありません。安定した工程は、金型設計だけでなく、安定したワイヤー投入にも依存します。.
冷間圧造によく使われる素材は何ですか?
冷間圧造に使用される材料は、通常、ワイヤーまたはブランクの形で入手でき、意図された変形順序に十分な冷間成形性を持つものである。実際には、ファスナーや関連する小型部品に使用される鋼材がこれに含まれることが多い。ステンレス鋼も使用されますが、場合によっては成形に注意が必要です。.
正確な材料の選択は、形状、加工後の要求特性、二次加工の計画の有無によって決まる。重要な点は、材料の適性は加工工程によって異なるということです。良く加工できる材料でも、冷間圧造には不向きな場合があり、また、圧造用に選択した材料でも、最終的な部品の状態に達するには、その後の加工が必要になる場合があります。.
一般的な冷間圧造材料には、低炭素鋼や中炭素鋼、厳選された合金鋼、ステンレス鋼、アルミニウム合金、銅合金、その他冷間変形に適した延性のあるワイヤー材やスラグ材があります。実現可能性は、合金の種類だけでなく、供給条件、清浄度、潤滑反応、各ステーションでどの程度の変形が必要かにも依存します。.
冷間圧造の利点と限界
冷間圧造には明確な利点がありますが、その利点は部品の種類、形状、生産規模に大きく依存します。冷間圧造を適切に評価することは、その工程が得意とする部分と、制約となる部分の両方を見ることを意味します。.
ファスナーの冷間圧造と機械加工の比較
ファスナーの冷間圧造と機械加工の比較は、プロセスの論理から始まります。冷間圧造は材料を形状に成形します。機械加工は、材料を除去して形状を明らかにします。ファスナーやネジのような部品では、この違いがトレードオフの大部分を左右します。.
冷間圧造は、通常、出発在庫と最終形状が密接に関連しているため、繰り返されるファスナーの形状によりよく適合します。機械加工は、特に特殊な細部について、より自由な形状を提供しますが、その柔軟性は、より多くの材料除去と、多くの場合、部品あたりのより多くの時間を伴います。.
このため、標準的なファスナー・ファミリーは一般的に圧造されますが、カスタム・ファスナーや特殊ファスナーは圧造後に機械加工または部分的に機械加工されることがあります。部品が古典的なワイヤーベースのファスナー形状から離れれば離れるほど、機械加工が意味を持ち始めます。.
大量生産部品の冷間圧造とCNC加工のコスト比較
大量生産部品の冷間圧造と CNC 機械加工のコスト比較については、クロスソースで検証された数値がなくても、業界の大まかなパターンは明らかである:冷間圧造は、数量が増加し、形状が成形に適したままであるほど有利になる傾向がある。CNC加工は、数量が少なく、設計変更の可能性が高く、形状が複雑で安定した圧造加工ができない場合に、より魅力的であり続ける傾向がある。.
その理由は、固定費と変動費である。冷間圧造は、専用の金型費用と工程設定に手間がかかるが、いったん工程が確立すれば、材料の無駄を抑えて同じブランクを繰り返し生産できる。CNCマシニングは、多くのカスタム部品に必要な専用工具は少なくて済みますが、部品ごとのサイクルコストと材料除去が経済性の一部であることに変わりはありません。.
従って、コストは個数価格だけで判断すべきではない。バイヤーは、金型の手配、予想される年間生産量、立ち上げ時のスクラップ・リスク、二次加工が成形ブランクの利点を消してしまうかどうかを考慮する必要がある。.
カスタム特殊ファスナーの冷間圧造限界
カスタム特殊ファスナーの冷間圧造の限界は、通常、形状の複雑さ、局所的な特徴への公差の集中、生産量の少なさに関連付けられています。特殊ファスナーには、非標準のヘッド、特殊なリセス、アンダーカット、クロス形状、または軸方向の材料フローだけでは作成が困難な機能的な細部が含まれることがよくあります。.
このような場合、圧造加工で基本的なボディはできても、部品を仕上げるために1つ以上の二次加工が必要になることがあります。もしその後に加工しなければならない部分が多ければ、ヘッディングの価値は下がってしまいます。また、カスタムデザインが変更される可能性がある場合、ハードツーリングはより大きなビジネスリスクとなります。.
これは、特殊ファスナーが冷間圧造を使用できないという意味ではない。標準的なネジやボルトよりも、より慎重に実現可能性を検討する必要があるということです。.
表:部品タイプ別の利点、制約、典型的なトレードオフ
| 部品の種類 | 冷間圧造の利点 | 主な制約 | 典型的なトレードオフ |
|---|---|---|---|
| 標準的なネジとボルト | ワイヤーベースの多段成形に適している | 金型は安定した量産形状に適合しなければならない | 設計が成熟していれば、プロセスへの適合性は高い |
| リベットとピン | 頭付きまたはアップセット形状の効率的な成形 | 入り組んだ地元の特徴に対する価値は限定的 | 形状がシンプルであれば、しばしば実用的 |
| カスタム特殊ファスナー | 二次加工前にニアネット・ブランクを形成できる | 複雑なディテールはプロセスの限界を超える可能性がある | ハイブリッド圧造+機械加工が必要な場合がある |
| 精密非ファスナー小部品 | ジオメトリーがコンパクトで成形可能であれば可能 | 形状が不規則になるにつれ、プロセス適合性が低下する | 機械加工や幅広い冷間鍛造にシフトする可能性 |
一般的な欠陥、リスク、失敗シナリオ
冷間圧造の欠陥は通常ランダムではなく、材料の流れ方、工程の段取 り方、金型や投入条件が時間と共にどの程度安定するかに関連しています。このようなリスクを理解することは、目に見える部品の問題をその根本的な原因に結びつけるのに役立ちます。.
冷間圧造における一般的な欠陥とその発生メカニズム
冷間圧造における一般的な欠陥とその発生メカニズムのうち、主なものは材料の流れ不良、キャビティへの不完全な充填、材料の折れ曲がり、過度の局所的ひずみに関連した損傷です。冷間圧造は変形プロセスであるため、不具合は切断エラーではなく、ダイ内部での材料の動き方に起因することが多い。.
ブランクの量や順序を間違えると、キャビティが正しく充填されないことがある。流動中に材料が折れ曲がると、表面や表面下の不連続面 が現れることがある。1つのステーションでの形状変化が強すぎると、部品は意図した形状にならず、割れたり歪んだりすることがある。.
欠陥は、一般的な品質問題としてではなく、特定の原因に結びついたプロセス信号として扱われるべきである。アンダーフィルや形状のばらつきは、ブランクの体積誤差、不安定な材料の流れ、または工具の摩耗を示すことがある。持続的な寸法ドリフトは、ダイの摩耗、セットアップの変更、または一貫性のない入側ワイヤーを示すことがある。.
冷間圧造工程における亀裂のリスク
冷間圧造工程で割れが発生するリスクは、冷間状態で材料が処理できるひずみを局部的 に超えると高まります。鋭利な移行部、成形しにくい材料、劣悪な原料状態、過大なステージ設計などは、すべてこのリスクを高めます。.
ひび割れは、圧造打撃の際や段間移動の際、あるいは成形中に隠れた損傷が入り込んだ場合、後になって現れることがあります。ステンレス鋼や他のあまり柔軟でない材料は、より敏感である可能性がありますが、形状は合金の選択と同じくらい重要です。硬い材料で余裕のある形状の方が、軟らかい材料で厳しい形状のものよりも良い成形ができる場合があります。.
割れのリスクは、工程計画が重要な理由のひとつである。変形をより多くの段階に分割することは助けになるが、それは結果として生じる金型とコストが依然として理にかなっている場合に限られる。.
冷間圧造部品の寸法ばらつきの原因
冷間圧造部品の寸法ばらつきの原因には、通常、原料のばらつき、ダイの摩耗、セットアップのドリフト、不安定な材料の流れなどがあります。冷間圧造は在庫量から直接形状を成形するため、入側材料の寸法や状態が変化すると、最終部品に影響を与える可能性があります。.
ばらつきは、ステーション間の搬送アライメントや、潤滑や工具の状態に敏感なキャビティ充填からも生じることがある。安定した工程では、これらのばらつき源は一緒に管理される。限界のあるプロセスでは、これらは相互に影響し合い、より広いばらつきを生じる可能性がある。.
なぜなら、冷間圧造能力は名目上の設計だけで判断すべきではないからだ。なぜなら、冷間圧造能力は公称設計だけで判断すべきではないからである。.
金型の摩耗が冷間圧造部品の品質に与える影響
金型の磨耗が冷間圧造部品の品質にどのように影響するかは簡単で、磨耗した金型はキャビティと接触条件が変化するため、部品形状も変化します。磨耗はエッジの精度を低下させ、材料の流れを変え、部品ごとのばらつきを大きくします。.
摩耗が深刻な場合、材料が意図したとおりにツーリングに充填されなくなったり、ツーリングから離脱しなくなったりするため、欠陥リスクが高まる可能性もある。工具の摩耗はメンテナンスの問題だけではない。品質の問題であり、コストの問題でもある。金型寿命がその形状や材料に対して短い場合、立ち上げ時には実現可能なように見える部品が、後になって不安定になることがあります。.
このため、難易度の高い設計は、単に最初の1個が成功するかどうかだけでなく、持続的な生産挙動についても評価されるべきである。.

コスト、公差、二次加工
冷間圧造におけるコスト、公差、仕上げ工程は密接に関連しています。金型、達成可能な精度、下流工程の決定は、その工程が真の利点をもたらすかどうかに全て影響します。.
冷間圧造における金型コストに影響する要因
冷間圧造における金型コストに影響を与える主な要因は、部品形状、成形段数、金型の複雑さ、キャビティ設計に要求される精度、材料の難易度です。単純な圧造部品は、複数の直径変更や詳細な頭部形状を持つ部品よりも複雑な金型を必要としません。.
プロセスウィンドウが狭い場合、金型コストも上昇する。部品が入念な流動制御と高い金型精度を必要とする場合、開発工数は増加する。合金が金型に大きなストレスを与えたり、より保守的な段階設計を要求する場合、材料選択はこれに拍車をかける。.
このため、金型費用は、生産で予想される部品寿命とともに検討されなければならない。高額の初期金型投資は、長期稼動する標準部品ではまだ妥当かもしれないが、需要が不確かなカスタム設計ではそうもいかない。.
CNC旋盤加工と比較した冷間圧造の許容限界
冷間圧造の許容限界は CNC旋盤加工 は、単純な良し悪しのランキングとしてではなく、プロセス用語として理解されるべきである。CNC旋盤加工は、寸法に合わせて形状を切削することで、多くの寸法を直接制御することができます。冷間圧造は、在庫量、金型の状態、材料の流れから寸法を導き出します。つまり、ばらつきの原因が異なるのです。.
提供された研究は、検証された数値公差の主張をサポートしていないため、ここでは正確な値を仮定すべきではない。一般的に、CNC旋盤加工は、特に複雑なカスタムパーツにおいて、局所的な形状制御を厳密に行うことが重要な場合、より柔軟性が高くなります。.
冷間圧造の繰り返し精度は、通常、シャンク径、ヘッド比率、切り込み長さなど、安定した金型形状によって直接作られる特徴に最も強く、より厳しい機能的特徴は、多くの場合、二次加工で制御されます。重要なネジ山、ベアリング面、リセスの詳細、同心度、非常に厳しい位置関係などは、圧造後に転造、トリミング、サイジング、機械加工が必要になる場合があります。.
技術的な決定において重要なのは、どの寸法が重要で、その寸法を成形するのか、後から寸法を決めるのか、あるいは後から機械加工するのかということである。.
冷間圧造後に必要な二次加工
多くの部品は、冷間圧造後、仕上げに必要な二次加工を必要とする。トリミング、ねじ転造、ポインティング、スロット加工、穴あけ、特殊形状の機械加工、熱処理、洗浄、コーティングなどです。二次加工が必要だからといって、冷間圧造が失敗したわけではありません。多くの用途で、圧造は後の仕上げのために効率的なプリフォームやブランクを作ることを目的としています。.
重要なのは、ヘディング後にどれだけ残っているかだ。二次加工が限定的で予測可能であれば、このプロセスはまだ理にかなっています。最終的な形状を回復するために大規模な機械加工が必要な場合は、経済性が変化する可能性があります。.
これはバイヤーにとって最も重要なチェックポイントの一つです。冷間圧造は、工具と工程の複雑さを正当化するのに十分な材料除去とサイクルタイムを削減するのでしょうか?
冷間圧造ブランクと機械加工部品のコスト・トレードオフ
冷間圧造ブランクと機械加工部品のコストトレードオフは、数量、形状、材料使用、下流工程によって異なる。冷間圧造ブランクは、原材料の無駄を減らし、後の機械加工時間を短縮する可能性があるが、それはブランクが最終形状に十分近く、十分な量を生産する場合に限られる。.
機械加工部品は、定常状態では1個あたりのコストが高くても、需要が不確かな場合や設計変更が予想される場合には、より良い選択となる場合があります。その場合、特殊な圧造工具を避けることは、成形ブランクの利点を上回ります。.
つまり、現実的な比較は、単独でのヘディング対機械加工ではない。圧造+必要な二次加工+機械加工+その後に必要な仕上げ加工です。.
生産における冷間圧造の位置づけ
冷間圧造は普遍的な成形方法ではなく、特定の生産シナリオに最も適したプロセスです。部品の種類、形状、数量が冷間圧造の長所と合致すれば、その価値は明らかになります。.
冷間圧造ファスナーとねじ:最も一般的な用途
最も適しているのは、冷間圧造のファスナーやネジです。これらの部品は、線材から加工を開始し、繰り返し頭出し形状を必要とし、大量に生産されることが多いため、このプロセスに適しています。この工程は、ねじ転造やリセス成形のような後続工程のためのブランクを効率的に作成することができます。.
冷間圧造がなぜファスナー産業と密接な関係があるのか、この生産適合性が説明する。冷間圧造は普遍的な金属成形の答えではありません。冷間圧造は、狭いながらも重要な部品群に非常に強く適合する工程なのです。.
冷間圧造による複雑な部品製造の課題
冷間圧造で複雑な部品を製造する際の主な課題は、材料の流動制御に結びつきます。複雑な部品は、単純なブランクからの軸方向変形と一致しない細部を必要とすることがよくあります。複雑さが増すと、金型数が増え、キャビティへの充填が難しくなり、欠陥のリスクが高まります。.
ある時点で、その部品は理論的には可能になるが、生産では弱くなる。それが、エンジニアが見つけなければならない決定点である。もしその形状が、多くの成形上の妥協や、あまりに多くの後始末を必要とするものであれば、通常、別の工程を選択した方がよいでしょう。.
冷間圧造は特注品や少量生産品に適していますか?
冷間圧造は通常、専用金型と安定した繰り返し生産に依存するため、カスタム部品や少量生産部品には適していません。しかし、形状が標準的なファスナー形状に近く、将来的に生産量の増加が見込まれる場合には、冷間圧造はカスタム部品に適しています。.
少量生産品、試作品、設計変更中の部品については、機械加工の方が正当化しやすい場合が多い。工程はより柔軟で、ハードツールに依存することも少ない。.
チェックリスト冷間圧造が実用的な部品カテゴリーと製造シナリオ
冷間圧造は一般的に、部品がこれらの特徴のほとんどを備えている場合に実用的です:
- ワイヤーまたは単純なブランクストックから作られた小さな金属部品
- 頭付き、シャンクベースなど、ファスナーの形状に近いもの
- 対称または対称に近い形状
- 適切な冷間成形性を持つ材料
- 再現性の高い大量生産
- 設計変更リスクは限定的
- 二次活動は控えめで計画的なもので、大規模な救助活動ではない
これらの条件がいくつか欠けると、実現性は弱くなる。.
コールドヘディングの評価と選び方
冷間圧造を選択することは、最終的には設計意図と製造の現実との間でバランスを取る決定です。そのためには、形状、材料の挙動、生産量、下流工程での要求事項を個別の要因としてではなく、一つのシステムとして見る必要があります。.
決定マトリックス:形状、材料、体積、公差、下流工程
コールドヘディングを評価する有用な方法は、5つの変数を一緒に見直すことである。.
| ファクター | コールドヘディングにより適している | 警告のサイン |
|---|---|---|
| 幾何学 | 頭付き、軸対称、段階的な形状 | 複雑な、オフセットされた、深く凹んだ、交差軸の特徴 |
| 素材 | ワイヤー状またはブランク状での良好な冷間成形性 | クラック感受性が高い、または原料の状態が不安定 |
| ボリューム | 長期にわたる反復生産 | 試作品、少量生産、不確実な需要 |
| 寛容 | 成形工程と後のサイジングに適合する重要寸法 | 多くのカスタム機能で厳しいローカル・コントロールが必要 |
| 下流工程 | ヘディング後のトリミングや仕上げは限定的 | 成形後にも重加工が必要 |
このマトリックスは単純だが、主要なエンジニアリング・ロジックを反映している。冷間圧造は、加工に適したいくつかの条件が同時に揃ったときに選択される。.
冷間圧造が正しいプロセスかどうかは、どうやって判断するのですか?
冷間圧造は、線材やブランク材からの段階的な冷間変形によって部品形状を作ることができ、材料がその変形に耐えることができ、生産量が専用工具を正当化できるほど多い場合に適した加工法です。ネジ、ボルト、リベット、および同様の部品に適しています。.
通常、形状が複雑であったり、量が少なかったり、大きな二次加工が必要な場合には、適切なプロセスではない。.
バイヤーやエンジニアが見積もりや金型製作を依頼する前に確認すべきこと
見積もりや金型製作を依頼する前に、バイヤーやエンジニアは部品図面をチェックし、機械加工が難しそうな形状だけでなく、マテリアルフローと戦うような形状をチェックすべきである。.
材料等級と状態、年間使用量、ロットサイズ、重要寸法、ねじ要件、熱処理、メッキ、目標硬度、検査の期待値、成形と後加工が必要な特徴などを確認する必要があります。RFQに、設計が凍結されているかどうか、どの程度の承認レベルが必要であるか、類似の先頭部品がすでに検証されているかどうかも記載されていれば、サプライヤーのレビューはより強力になります。.
また、どのフィーチャーを金型内で成形しなければならず、どのフィーチャーは後で追加できるかを識別することも重要である。この区別によって、その工程が実用的かどうか、あるいは設計が機械加工や別の成形ルートに向かうべきかどうかが決まることが多い。.
有用な事前見積もりパッケージには、安定した図面、材料仕様、予想される年間需要、および下流工程に関する明確な注記が含まれる。これらがなければ、工程比較は当てずっぽうになってしまう。.
必要な参考文献:学術資料、標準化団体、業界レポート
冷間圧造の含有量については、供給者の資料でよく議論され ますが、意思決定は可能な限り、より強力な情報源に頼るべきです。学問的な研究は、工程策定、金型設計、変形挙動に有用です。規格機関は、完全な圧造工程を記述していない場合でも、ファスナーの完成寸法や材料要件に有用です。業界の報告書は、市場の背景を知るのに役立ちますが、裏付けのない主張がないか注意深くチェックする必要があります。.
ここで提供されている現在の研究基盤は薄い。そのためエンジニアは、市場に出回っている多くの実用的な主張が、規格や査読を受けた研究、あるいは検証された生産データによって裏付けられていない限り、慎重に扱う必要がある。.
結論
冷間圧造は、ネジ、ボルト、リベット、ピン、およびワイヤーや単純なブランクから作られた同様の小さな部品に強くフィットする特殊な冷間金属成形プロセスである。によると 金属成形に関する工学文献, 冷間圧造は、ニアネットシェイプが可能であるため、ファスナーの大量生産において最も材料効率の高い製造方法の1つです。冷間圧造の価値は、特に形状が安定し、生産量が多い場合に、材料を切断する代わりに成形することから生まれます。このプロセスは、良好な材料フロー、入念な金型設計、供給原料の一貫性によって決まります。.
主な判断は、冷間圧造が抽象的に効率的かどうかではない。特定の部品が冷間圧造部品のように機能するかどうかです。形状、材料の成形性、体積、公差の必要性、二次加工など、すべてが整合していなければなりません。そうであれば、冷間圧造はニアネット・プロダクションのための実用的なルートになり得ます。そうでない場合は、機械加工や他の工程の方が制御しやすく、リスクも少ないことが多い。.
よくあるご質問
冷間圧造とは何かと思われる方は、熱の代わりに高圧を使用して材料を室温で成形する金属成形方法です。この技術は、ネジ、ボルト、リベットのような冷間圧造部品を、優れた強度と一貫性で製造するために一般的に使用されています。材料が加熱されないため、内部の結晶粒構造はそのまま維持され、耐久性が向上する。スピードが速く、無駄が少なく、精密で再現性のある部品を作ることができるため、大量生産で広く好まれている。.
重要な違いは、温度と材料の挙動にあります。冷間圧造は室温で金属を成形しますが、熱間圧造は材料を加熱して柔らかくし、成形しやすくします。熱間圧造は大きな形状や複雑な形状に適していますが、スケールや酸化が発生しやすく、仕上げの精度が劣ります。一方、冷間圧造は表面品質と強度に優れますが、より大きな力を必要とし、一般的に小さな部品に使用されます。製造効率と出力品質を比較する場合、その選択は部品サイズ、材料、生産量に依存することが多い。.
冷間圧造は、実際には、より小さな部品の高速生産に焦点を当てた鍛造の特殊なタイプです。鍛造自体には、圧縮力によって金属を成形するために使用される、熱間、温間、冷間の幅広いプロセスが含まれます。伝統的な鍛造は、より大きな部品に使用されることが多く、追加の機械加工を必要とする場合があります。一方、冷間圧造は、最小限の仕上げでネットに近い形状を製造します。ワークフローによっては、例えば、成形されたブランクから始めて機械加工で仕上げるなど、メーカーが方法を組み合わせることもあります。例えば、公差を厳しくするために冷間圧造されたブランクをCNC加工するなどです。.
冷間圧造は、線材や棒材を切断したり加熱したりすることなく、室温で高圧を利用して部品に成形する金属成形プロセスである。.
このプロセスには通常、以下が含まれる:
- 精密なブランクへのワイヤー供給と切断
- ダイキャビティ内でのブランクの位置決め
- 高圧パンチングで、材料を強制的に流動させ、形を整える。
- ネジやボルトのような複雑な形状のための多段成形
- 排出およびスレッディングやコーティングなどの二次加工
製造計画では、CNC旋盤加工と冷間圧造加工のコストを比較することがよくあります。冷間圧造加工は通常、大量生産で単純~中程度の複雑さの部品ではコスト効率が高く、CNC旋盤加工は少量生産や複雑な設計では柔軟性が高いからです。.



