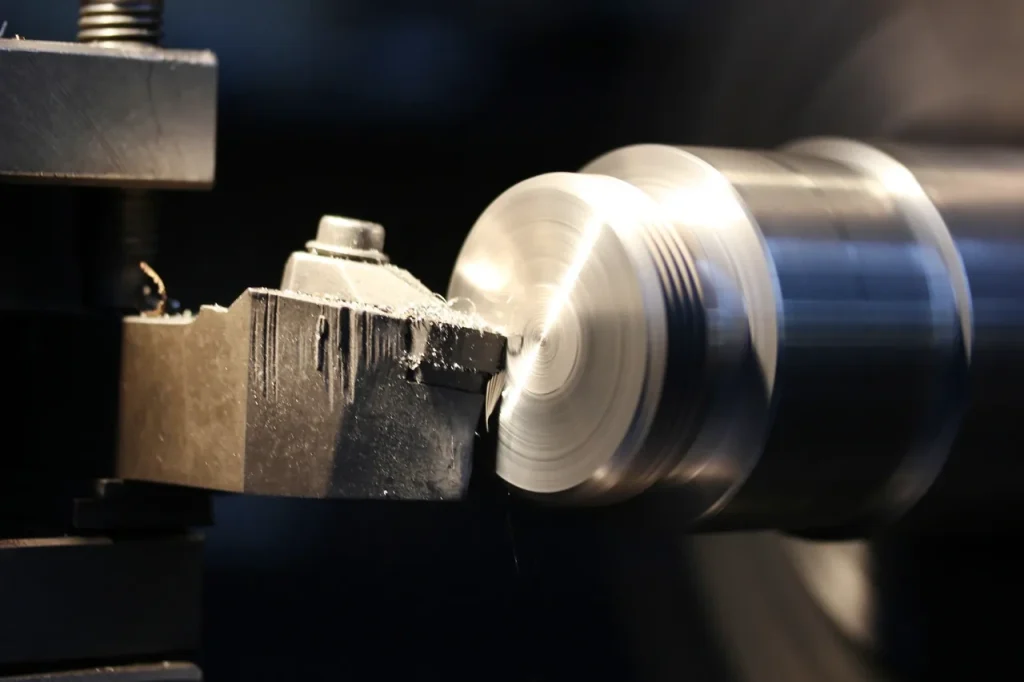
La frappe à froid se situe à l'intersection d'un processus de formage à froid qui façonne le fil métallique et de l'efficacité de la fabrication. Elle est largement utilisée dans la fabrication à froid pour produire de petits composants reproductibles, en particulier des fixations standard et des fixations spéciales, en façonnant le matériau plutôt qu'en le coupant, ce qui la rend fondamentalement différente des méthodes de fabrication basées sur l'usinage, telles que le tournage.
Ce guide explique comment le processus de frappe à froid crée des pièces, où il s'insère dans la fabrication moderne et où il s'effondre dans des scénarios de production réels. Il met l'accent sur des facteurs de décision pratiques tels que la formabilité à froid dans les procédés de déformation et de formage à froid, le volume de production, le coût de l'outillage et les cas où il est préférable de recourir à d'autres procédés de forgeage, comme le forgeage à froid.
Qu'est-ce que l'approche à froid et pourquoi est-elle importante ?
La frappe à froid se situe à l'intersection du comportement des matériaux, de la conception des outils et de l'économie de la production. Comprendre ce qu'elle est - et où elle s'inscrit - permet de comprendre pourquoi certaines petites pièces métalliques sont fabriquées de cette manière et d'autres non.
Cette section explique le concept de base de la frappe à froid dans la fabrication, puis explique en quoi elle diffère des processus connexes et pourquoi elle est largement utilisée pour les fixations et les composants similaires.
Qu'est-ce que la frappe à froid dans l'industrie manufacturière ?
La frappe à froid est un procédé de formage des métaux qui permet de façonner des fils métalliques en composants complexes utilisés pour fabriquer de petites pièces métalliques à température ambiante. En termes simples, le matériau est façonné sous haute pression sans être chauffé au préalable, c'est pourquoi on l'appelle aussi un procédé de formage à froid. Ce procédé est le plus souvent utilisé pour la production d'éléments de fixation tels que les vis, les boulons, les rivets et les goupilles.
L'essentiel est que la frappe à froid n'est pas un processus de découpe, mais un processus de formage qui façonne le fil métallique dans une cavité de la matrice. La matière est déplacée et formée, et non enlevée. C'est important car le processus de fabrication influe sur le coût, la forme de la pièce, les déchets et les caractéristiques pratiques. Dans la frappe à froid, une ébauche de fil métallique est coupée et introduite dans une machine de frappe à froid, où elle est frappée à l'intérieur d'une cavité de matrice et déformée. Les sources de recherche décrivent ce procédé comme un processus de déformation à grande vitesse, sous pression, avec un comportement d'écoulement semblable à celui de l'extrusion pour des formes d'attaches de précision.
Pour les acheteurs d'ingénierie, la frappe à froid est importante parce qu'elle occupe un créneau de fabrication spécifique. Elle est bien adaptée aux pièces à géométrie axisymétrique ou quasi axisymétrique, répétées en grande quantité, lorsque la même forme est fabriquée plusieurs fois et que le coût de l'outillage peut être réparti sur l'ensemble de la production. Si la forme de la pièce est adaptée au procédé, la frappe à froid peut produire efficacement des formes proches du filet. Si la forme n'est pas adaptée, le processus devient difficile, risqué ou non rentable.
La frappe à froid est souvent associée à la frappe à chaud et au forgeage. La différence commence avec la température. La frappe à chaud forme le métal après l'avoir chauffé. La frappe à froid effectue le formage à froid en tant que technologie de formage à froid, tandis que la frappe à chaud utilise la chaleur. Cela signifie que la frappe à froid évite une étape de chauffage et est généralement plus efficace, produisant des produits de frappe à froid de qualité constante. Dans la pratique, le comportement du matériau et la qualité du fil sont donc essentiels pour la faisabilité.
En quoi la frappe à froid diffère-t-elle du forgeage à froid pour les petites pièces métalliques ?
La frappe à froid est souvent considérée comme une branche du forgeage à froid et, pour les petites pièces métalliques, c'est une bonne façon de voir les choses. Les deux procédés forment du métal à une température inférieure à la température de recristallisation et s'appuient sur la déformation plastique plutôt que sur l'usinage de la matière. La différence réside principalement dans l'application, la configuration de l'équipement et l'orientation de la géométrie.
La frappe à froid fait généralement référence à la production de pièces à tête à partir de fils ou d'ébauches, en particulier d'éléments de fixation. Le processus repose sur le refoulement, l'extrusion et la mise en forme d'une extrémité ou de plusieurs sections d'une petite pièce en séquence. Le forgeage à froid est la catégorie la plus large. Elle peut inclure davantage de types de pièces, des dispositions d'outillage plus variées et des géométries allant au-delà des formes classiques de vis ou de boulons.
Pour la prise de décision, la distinction pratique est la suivante : lorsque l'on compare la frappe à froid et le forgeage à froid pour de petites pièces métalliques, la frappe à froid est généralement le meilleur terme lorsque la pièce commence sous forme de fil, qu'elle a un corps en forme d'étrier et qu'elle a besoin d'une tête ou d'une caractéristique formée similaire. Si la forme de la pièce ressemble moins à un élément de fixation qu'à une pièce brute forgée de précision, le forgeage à froid peut être le terme le plus approprié.
Le chevauchement est important et les fournisseurs peuvent donc utiliser les termes différemment. Les ingénieurs doivent se concentrer moins sur la formulation que sur la question de savoir si la séquence de processus proposée peut créer la géométrie sans causer d'instabilité, de sous-remplissage ou de fissuration.
Pourquoi la frappe à froid est-elle utilisée principalement pour les vis, les attaches et les pièces similaires ?
La frappe à froid est particulièrement utilisée pour les fixations standard et les fixations spécialisées, notamment les vis, les boulons et les rivets, car ces produits s'adaptent bien au processus. La plupart des fixations partent d'un fil, ont une symétrie de rotation et peuvent être fabriquées par refoulement et extrusion. Une ébauche de vis, par exemple, peut être découpée dans du fil, étêtée, ébarbée, puis soumise à des opérations secondaires telles que le roulage de filets ou le formage de fentes.
Cette adéquation entre le type de pièce et le processus n'est pas accidentelle. La frappe à froid donne les meilleurs résultats lorsque le matériau peut s'écouler en formes compactes et répétées à travers une séquence de matrices contrôlée. Les vis et les boulons sont idéaux car ils combinent des matières premières simples, des volumes de production élevés et des formes qui peuvent souvent être divisées en une série d'étapes de formage.
Les recherches sur la conception de matrices et d'outillages de précision pour les pièces de vissage confirment ce point. Dans le domaine de la frappe à froid, les ingénieurs discutent généralement des matrices, des poinçons, de la géométrie de l'outillage et de l'enchaînement des stations plutôt que des moules.
En d'autres termes, le processus est efficace lorsque la famille de produits est déjà normalisée et que la géométrie peut être conçue en fonction d'un comportement de formage connu.
Pour les acheteurs, cela signifie que la frappe à froid est souvent une bonne solution pour les fixations standard ou semi-standard, mais qu'elle est moins adaptée aux pièces personnalisées de faible volume présentant des têtes inhabituelles, des trous transversaux, des formes interrompues ou des caractéristiques complexes non axisymétriques.
Tableau : Tronçonnage à froid vs usinage vs autres procédés de formage des métaux
| Processus | Meilleure adéquation | Principale force | Principale limitation | Cas d'utilisation typique |
|---|---|---|---|---|
| Cap froid | Petites pièces en fil ou en métal brut, en particulier les attaches à tête | Formage de grands volumes avec un faible enlèvement de matière | La géométrie doit être adaptée au flux de matériaux et à la séquence des matrices | Vis, boulons, rivets, goupilles |
| Usinage | Pièces nécessitant une géométrie flexible ou un contrôle étroit des caractéristiques locales | Grande liberté de conception et révision aisée | Le matériau est enlevé, ce qui permet d'augmenter le coût de la pièce en volume. | Fixations sur mesure, prototypes, pièces tournées spéciales |
| Forgeage à froid | Petites et moyennes pièces formées à froid, plus larges que les formes de tête | Bonne utilisation des matériaux pour les formes forgeables | Les limites de l'outillage et de la formabilité restent d'actualité | Ébauches de précision, certaines pièces formées spéciales |
| Façonnage à chaud ou tôlerie à chaud | Déformation plus importante lorsqu'un stock chauffé est nécessaire | Meilleure formabilité pour certains matériaux plus difficiles à former | La chaleur rend le processus plus complexe et peut affecter la finition | Pièces de tête fortement déformées en dehors des limites de la déformation à froid |
Votre pièce peut-elle être fabriquée par frappe à froid ?
La faisabilité des pièces dans la frappe à froid dépend moins de la taille des pièces que de la façon dont la géométrie se comporte sous l'effet de la déformation. Avant de comparer les coûts ou de sélectionner un fournisseur, il est important d'évaluer si la forme elle-même s'aligne sur le processus.
Cette section explique comment la géométrie, les caractéristiques de conception et le volume de production influencent la possibilité de produire une pièce par frappe à froid, et où les limites pratiques commencent à apparaître.
Comment la géométrie des pièces affecte-t-elle la faisabilité de la frappe à froid ?
La géométrie de la pièce est l'un des premiers filtres de faisabilité de la frappe à froid. Le processus dépend d'un flux de métal contrôlé, de sorte que la forme doit être compatible avec une déformation par étapes à partir d'une simple ébauche de départ. En pratique, l'influence de la géométrie de la pièce sur la faisabilité de la frappe à froid se résume à quelques questions : la forme peut-elle être construite par étapes, le métal peut-il remplir la cavité sans plier ni se fissurer, et la pièce peut-elle être éjectée sans dommage ?
Les queues, têtes, cols et courtes sections extrudées simples sont généralement plus faciles à réaliser que les transitions brusques, les formes décalées ou les détails profondément encastrés. La symétrie est utile parce qu'elle favorise la stabilité du flux de matière. Les transitions douces sont utiles car elles réduisent les concentrations locales de déformation. Les caractéristiques qui peuvent être ajoutées ultérieurement par roulage, ébarbage ou usinage peuvent également améliorer la faisabilité.
Une pièce étêtée à froid n'a pas besoin de sortir complètement finie de la machine à étêter. Dans de nombreux cas, le processus est utilisé pour créer une ébauche efficace presque nette. Ce flan passe ensuite à des étapes secondaires pour les caractéristiques difficiles à former directement.
Caractéristiques de conception qui augmentent la difficulté de la frappe à froid
Certains choix de conception rendent la frappe à froid plus difficile, même lorsque la pièce semble petite et simple. Les caractéristiques de conception les plus courantes qui augmentent la difficulté de la frappe à froid sont les changements brusques de diamètre, les évidements profonds, les sections minces non soutenues, les angles vifs et les caractéristiques qui interrompent l'écoulement axial normal de la matière.
Les longues saillies non soutenues peuvent se déformer pendant le formage. Les arêtes vives peuvent concentrer les tensions et augmenter le risque de fissuration. Les cavités profondes peuvent être difficiles à remplir sans une pression excessive ou un mauvais écoulement. Les caractéristiques très fines ressemblant à des rebords peuvent se déformer lors de l'éjection ou de la manipulation ultérieure. Les formes décentrées sont également difficiles à réaliser parce qu'elles ne s'alignent pas sur la trajectoire de la force normale d'une séquence d'enlèvement.
La complexité de l'outillage augmente avec la complexité de la géométrie. Une conception peut sembler mineure sur un dessin, mais si elle nécessite des stations supplémentaires, un alignement plus serré de la matrice ou un remplissage difficile de la cavité, la pièce peut sortir de la gamme pratique de la frappe à froid. C'est l'une des raisons pour lesquelles les fixations spéciales sur mesure nécessitent souvent un parcours hybride, où la frappe crée l'ébauche de base et l'usinage termine les caractéristiques spéciales.
Lorsque la frappe à froid n'est pas adaptée à la géométrie complexe des pièces
Il y a un moment où il devient évident que la frappe à froid n'est pas adaptée à la géométrie des pièces complexes : la pièce ne se comporte plus comme une ébauche de fixation façonnable. Si la conception comprend des poches complexes, des caractéristiques transversales, des formes extérieures très irrégulières ou des détails locaux exigeants dans plusieurs directions, l'usinage ou une autre méthode est souvent plus facile à contrôler.
La question n'est pas seulement de savoir si la forme peut être formée une fois. Il s'agit de savoir si elle peut être formée de manière répétée avec un flux de matière stable, une durée de vie acceptable de l'outil et des dimensions cohérentes. Un procédé qui fonctionne sur une pièce d'essai peut s'avérer un mauvais choix pour la production si la géométrie entraîne une usure de l'outil, une variation ou un risque de fissure.
La frappe à froid ne convient pas non plus lorsque des modifications de la conception sont probables. La conception des matrices étant au cœur du processus, les modifications importantes de la géométrie peuvent entraîner des changements majeurs au niveau de l'outillage. Pour les pièces expérimentales, les pièces de faible volume ou les pièces dont la maturité de la conception est incertaine, l'usinage offre généralement plus de flexibilité.
Quel est le volume de production nécessaire pour justifier l'abattage à froid ?
La frappe à froid est généralement la plus judicieuse lorsque le volume de production est suffisamment élevé pour absorber le coût de l'outillage et l'effort de développement du processus. La recherche fournie ne fait état d'aucun seuil vérifié de sources croisées, de sorte que la décision doit rester qualitative.
L'augmentation des volumes répétés améliore généralement l'analyse de rentabilité de la frappe à froid, mais le seuil de rentabilité dépend du coût de l'outillage, du rendement des matériaux, de la stabilité du processus, des opérations secondaires et du taux de remplacement des matrices. Les acheteurs doivent évaluer la demande annuelle, la taille des lots, le risque de rebut au lancement et la stabilité de la conception avant de supposer que la frappe à froid sera moins coûteuse que l'usinage.
La logique économique est simple. L'outillage pour un processus d'étêtage en plusieurs étapes est spécialisé. La conception, la configuration et la validation des matrices augmentent les coûts avant que la production ne se stabilise. Si la même pièce est produite pendant une longue période, ce coût fixe est réparti sur de nombreuses pièces. Si la production est courte, la charge d'outillage peut l'emporter sur les économies réalisées grâce à un formage économe en matériaux.
L'écran pratique est donc le suivant : si la pièce est standardisée, qu'elle est destinée à être répétée en grandes séries et qu'il est peu probable qu'elle change bientôt, la frappe à froid mérite d'être examinée. S'il s'agit d'une pièce de faible volume, d'une pièce unique ou d'une pièce dont la conception est encore en cours de révision, l'usinage ou un autre procédé flexible est souvent plus sûr.
Comment fonctionne le processus d'abattage à froid ?
La frappe à froid est mieux comprise comme une séquence d'étapes de formage contrôlées plutôt que comme une opération unique. Le processus dépend de la manière dont le matériau est introduit, façonné sur plusieurs stations et guidé par l'outillage à chaque étape.
Processus de frappe à froid étape par étape, du fil ou de l'ébauche à la pièce formée
La frappe à froid est généralement réalisée sur des têtes froides (machines de frappe à froid), où le processus commence par la coupe du fil et son introduction automatique dans le système. Le diamètre et la longueur de la pièce, le type de tête, le nombre de stations et la méthode de transfert sont autant d'éléments qui déterminent si la pièce se prête à la frappe à froid ou si elle doit être traitée différemment.
La matière première est avancée dans la machine, coupée à la longueur si nécessaire, et placée dans la première matrice. Un poinçon enfonce ensuite le matériau dans ou contre la cavité de la matrice en utilisant des matrices et des poinçons à l'intérieur de l'équipement de frappe à froid.
À partir de là, la pièce peut passer par d'autres stations. Chaque station effectue une déformation limitée. Une étape peut former la tête. Une autre peut réduire ou extruder une section. Une autre peut affiner le profil. Cette approche par étapes est importante car le fait d'essayer de forcer la forme entière en une seule fois peut entraîner un mauvais remplissage ou des fissures.
Après le formage, la pièce est éjectée et peut être ébarbée, pointée, filetée, traitée thermiquement, nettoyée ou revêtue en fonction des exigences du produit. Dans le cas des vis et de nombreux éléments de fixation, la frappe à froid produit souvent l'ébauche et non la pièce finie.
C'est également la réponse à la question de savoir en quoi consiste concrètement le processus de frappe à froid : la déformation contrôlée d'une petite pièce métallique dans un ou plusieurs postes de frappe, généralement à grande vitesse, sans préchauffage de la pièce à usiner.
Séquences de formage en plusieurs étapes pour les fixations à tête froide
Le formage en plusieurs étapes est l'une des raisons pour lesquelles la frappe à froid fonctionne si bien pour les fixations. Une pièce brute de fixation nécessite souvent plus d'un changement de forme, et chaque changement peut être assigné à une station distincte. Cela permet de réduire la charge de formage par étape et d'améliorer le contrôle du flux de matériau.
Par exemple, une étape peut bouleverser l'ébauche pour créer le volume de la tête. Une étape ultérieure peut définir plus précisément la forme de la tête. Une autre étape peut extruder ou tailler l'extrémité de la tige. La séquence exacte dépend de la géométrie et du comportement du matériau, mais le principe reste le même : diviser la forme en étapes de déformation gérables.
La valeur de cette approche ne se limite pas à la réussite de la formation. Elle contribue également au maintien de l'intégrité structurelle. Les recherches montrent que la formulation des processus et la conception de moules de précision sont nécessaires pour assurer la précision et la solidité des pièces dans la production d'attaches à froid.
Conception de la matrice de frappe à froid et considérations relatives aux moules de précision
La frappe à froid dépend fortement de la conception de la matrice. La cavité de la matrice contrôle le flux de matière, tandis que les poinçons et la séquence des stations contrôlent la manière dont la pièce brute entre dans chaque étape de formage. Si ces éléments sont mal adaptés à la forme de la pièce, il peut en résulter un remplissage insuffisant, des défauts de pliage, des contraintes excessives ou une dispersion dimensionnelle.
C'est pourquoi la conception de la matrice de frappe à froid et les considérations relatives aux moules de précision sont essentielles à la faisabilité. La structure du moule doit tenir compte de la géométrie de la pièce, de la trajectoire de déformation et du comportement de remplissage de la cavité. Pour les pièces à vis en particulier, la recherche a porté sur l'optimisation de la structure du moule et de la formulation du processus afin d'améliorer les performances de production.
Du point de vue de l'acheteur ou de l'ingénieur concepteur, l'outillage n'est pas seulement un détail de fabrication. Il détermine si une pièce peut être fabriquée de manière répétée. Les pièces dont les fenêtres de processus sont étroites nécessitent une discipline plus stricte en matière de conception des matrices. Cela augmente l'effort d'outillage et peut réduire la flexibilité du processus en cas de modification ultérieure de la conception.
Diagramme : Flux de matériaux, remplissage des cavités et séquence des matrices dans la frappe à froid
Une façon simple de se représenter la tête froide est d'imaginer le matériau se déplaçant à travers une série contrôlée d'espaces confinés.
- Fil / Découpe(préparation de la découpe du fil pour la frappe à froid)
- Station 1 : Découpage et premier bouleversement(le processus d'enlèvement à froid commence par le raccourcissement et l'épaississement du matériau).
- Station 2 : Préformation de la tête(material flow forming the initial head in cold head parts) (flux de matériaux formant la tête initiale des pièces découpées à froid)
- Station 3 : Formation de la tête finale / Extrusion Caractéristique(métal remplit entièrement la cavité de la filière pour une géométrie précise)
- Station 4+ : Opérations de dimensionnement, d'ébarbage et de transfert(dimensionnelles et préparation à l'usinage secondaire)
- Résultat : Ébauche de tête froide prête pour les opérations secondaires (par exemple, l'usinage, le filetage ou la finition).
La principale préoccupation technique dans ce flux est le remplissage de la cavité. Le matériau doit se déplacer là où la matrice en a besoin, sans créer de zones mortes, de retassures ou de déformations locales importantes. La réussite du processus dépend donc de la relation entre le volume de l'ébauche, la forme de la cavité, l'ordre des étapes et l'état de la matrice.

Sélection des matériaux et limites de formabilité
Le comportement du matériau fixe les limites pratiques de la frappe à froid. Même si la géométrie d'une pièce semble réalisable, le processus ne fonctionnera de manière fiable que si le matériau peut supporter la déformation requise sans défaillance.
Comment la formabilité à froid influence-t-elle le choix des matériaux pour la frappe à froid ?
La sélection des matériaux pour la frappe à froid commence par la formabilité. Un matériau peut répondre aux besoins de résistance finale et être un mauvais choix s'il ne se déforme pas bien à l'état froid. C'est pourquoi l'influence de la formabilité à froid sur la sélection des matériaux pour la frappe à froid est plus importante que les seules propriétés mécaniques.
La frappe à froid repose sur l'écoulement plastique sous pression. Les matériaux dont la ductilité est limitée à l'état fourni sont plus susceptibles de se fissurer, de résister au remplissage ou de surcharger l'outillage. Ceci est particulièrement important lorsque la pièce doit subir un changement de forme important dans un court laps de temps. Dans ce cas, le comportement du matériau pendant la déformation peut contrôler la faisabilité plus que la charge d'application finale.
Pour l'examen de la conception, la question utile n'est pas seulement “Cet alliage peut-il être utilisé ?” mais “Cet alliage peut-il être transformé à froid en cette géométrie à partir de cette forme d'alimentation ?”. Il s'agit d'une question plus restreinte et plus pertinente pour la production.
Limites matérielles de la frappe à froid pour l'acier inoxydable
L'acier inoxydable peut être plus difficile à déformer à froid parce que le choix de la nuance, les conditions de départ, la sensibilité à la lubrification et l'écrouissage rapide sont autant de facteurs qui influencent l'ampleur de la déformation qui peut être supportée sans fissuration ou usure accélérée de la matrice. Une pièce en acier inoxydable qui est théoriquement formable peut néanmoins être difficile à mettre en œuvre en production si la sévérité de la réduction, la séquence des stations ou l'état du matériau sont mal adaptés.
La recherche fournie ne donne pas de limites numériques vérifiées, de sorte que la discussion doit rester qualitative. L'essentiel est que les limites matérielles de la frappe à froid pour l'acier inoxydable se traduisent souvent par une plus grande difficulté de formage, un plus grand risque de fissure et des exigences plus strictes en matière d'outillage et de contrôle des processus.
Pour les acheteurs, l'acier inoxydable ne doit pas être considéré comme automatiquement inadapté. Il doit être considéré comme plus sensible à la géométrie de la pièce, à l'ampleur de la déformation et à la qualité du fil. Une forme qui est routinière dans un matériau peut devenir difficile dans l'acier inoxydable si la déformation se concentre dans une petite partie ou si la séquence demande au matériau de s'écouler trop loin en une seule étape.
C'est l'une des raisons pour lesquelles le matériau et la géométrie doivent être évalués ensemble, et non séparément.
Impact de la qualité du fil sur la consistance des pièces de frappe à froid
L'impact de la qualité du fil sur la régularité des pièces de frappe à froid est important car le processus commence avec une matière première qui doit se déformer de manière reproductible. Les variations de l'état de surface du fil, de la consistance du diamètre, de la qualité interne ou de l'état du matériau peuvent se manifester ultérieurement par des variations du remplissage, de la forme de la tête, de la tendance à la fissuration ou de la stabilité dimensionnelle.
Étant donné que le processus utilise la pression et la vitesse pour déplacer le matériau dans la cavité d'une matrice, même de petites incohérences dans les matières premières peuvent être amplifiées sur de grandes séries de production. Si l'état du fil change d'un lot à l'autre, la configuration de la matrice qui fonctionnait auparavant peut ne plus produire le même résultat. Cela peut affecter la qualité et la durée de vie de l'outil.
En pratique, la frappe à froid est moins tolérante à l'égard d'une matière première irrégulière que ne le pensent de nombreux acheteurs. La stabilité du processus dépend non seulement de la conception de la filière, mais aussi de la stabilité de l'alimentation en fil.
Quels sont les matériaux couramment utilisés dans la frappe à froid ?
Les matériaux utilisés dans la frappe à froid sont généralement ceux qui sont disponibles sous forme de fils ou de flans et qui présentent une aptitude au formage à froid suffisante pour la séquence de déformation prévue. Dans la pratique, il s'agit souvent d'aciers utilisés pour les attaches et les petits composants connexes. L'acier inoxydable est également utilisé, mais avec plus de précautions de formage dans certains cas.
Le choix exact du matériau dépend de la géométrie, des propriétés requises après le traitement et de l'éventualité d'opérations secondaires. Le point essentiel est que l'adéquation du matériau est spécifique au processus. Un matériau qui s'usine bien peut néanmoins être un mauvais choix pour la frappe à froid, tandis qu'un matériau sélectionné pour la frappe peut nécessiter des opérations ultérieures pour atteindre l'état final de la pièce.
Les matériaux courants pour la frappe à froid comprennent les aciers à faible et moyen carbone, certains aciers alliés, les aciers inoxydables, les alliages d'aluminium, les alliages de cuivre et d'autres matériaux ductiles à base de fil ou de lopin adaptés à la déformation à froid. La faisabilité dépend non seulement de la famille d'alliages, mais aussi des conditions d'approvisionnement, de la propreté, de la réaction à la lubrification et de l'ampleur de la déformation requise à chaque poste.
Avantages et limites de la frappe à froid
La frappe à froid offre des avantages évidents, mais ces avantages dépendent fortement du type de pièce, de la géométrie et de l'échelle de production. Pour l'évaluer correctement, il faut examiner à la fois ce que le procédé fait bien et les points sur lesquels il se heurte à des contraintes.
Comparaison entre la frappe à froid et l'usinage pour les éléments de fixation
La comparaison entre la frappe à froid et l'usinage pour les fixations commence par la logique du processus. La frappe à froid donne une forme au matériau. L'usinage enlève la matière pour révéler la forme. Pour les fixations et les pièces de type vis, c'est cette différence qui détermine l'essentiel du compromis.
La frappe à froid est généralement mieux adaptée à la géométrie des fixations répétées, car le matériau de départ et la forme finale sont étroitement liés. L'usinage offre une plus grande liberté de forme, en particulier pour les détails spéciaux, mais cette flexibilité s'accompagne d'un enlèvement de matière plus important et souvent d'un temps plus long par pièce.
C'est pourquoi les familles de fixations standard sont généralement étêtées, tandis que les fixations personnalisées ou spécialisées peuvent être usinées ou partiellement usinées après l'étêtage. Plus la pièce s'écarte de la forme classique d'une fixation à fil, plus l'usinage prend tout son sens.
Coût de la frappe à froid ou de l'usinage CNC pour les pièces de grande taille
En ce qui concerne le coût de la frappe à froid par rapport à celui de l'usinage CNC pour les pièces de grand volume, la tendance générale de l'industrie est claire, même sans chiffres vérifiés de sources croisées : la frappe à froid tend à devenir plus favorable à mesure que le volume augmente et que la géométrie reste adaptée au formage. L'usinage CNC tend à rester plus intéressant lorsque le volume est plus faible, que des changements de conception sont probables ou que la géométrie est trop complexe pour une frappe à froid stable.
La raison en est le coût fixe par rapport au coût variable. La frappe à froid implique des coûts d'outillage spécialisés et des efforts de mise en place du processus, mais une fois que le processus est établi, il peut produire la même ébauche de manière répétée avec un gaspillage de matière limité. L'usinage CNC nécessite moins d'outillage spécialisé pour de nombreuses pièces personnalisées, mais le coût du cycle pièce par pièce et l'enlèvement de matière font toujours partie de l'économie.
Le coût ne doit donc pas être évalué uniquement en fonction du prix de la pièce. Les acheteurs doivent tenir compte de l'engagement en matière d'outillage, du volume annuel prévu, du risque de rebut lors du lancement et de la possibilité que des opérations secondaires effacent l'avantage de la pièce brute formée.
Limites de la frappe à froid pour les fixations spéciales sur mesure
Les limites de la frappe à froid pour les fixations spéciales personnalisées sont généralement liées à la complexité de la géométrie, à la concentration des tolérances dans les caractéristiques locales et au faible volume de production. Les fixations spéciales comportent souvent des têtes non standard, des évidements inhabituels, des contre-dépouilles, des caractéristiques transversales ou des détails fonctionnels qu'il est difficile de créer par le seul flux axial de la matière.
Dans ces cas, l'enlèvement de copeaux peut encore produire le corps de base, mais une ou plusieurs étapes secondaires peuvent être nécessaires pour terminer la pièce. Si une trop grande partie de la pièce doit être usinée par la suite, la valeur de l'enlèvement de copeaux peut diminuer. En outre, si la conception personnalisée est susceptible d'être modifiée, l'outillage dur devient un risque commercial plus important.
Cela ne signifie pas que les fixations spéciales ne peuvent pas utiliser la frappe à froid. Cela signifie qu'elles doivent faire l'objet d'un examen de faisabilité plus minutieux que les vis ou les boulons standard.
Tableau : Avantages, contraintes et compromis typiques par type de pièce
| Type de pièce | Avantages de l'abattage à froid | Principales contraintes | Compromis typique |
|---|---|---|---|
| Vis et boulons standard | Bonne adaptation au formage multi-étapes à base de fil | L'outillage doit correspondre à une géométrie stable de grand volume | Forte adéquation au processus si la conception est mûre |
| Rivets et goupilles | Façonnage efficace des formes à tête ou renversées | Valeur limitée pour les caractéristiques locales complexes | Souvent pratique si la forme est simple |
| Fixations spéciales sur mesure | Peut former une ébauche de filet avant le travail secondaire | Les détails complexes peuvent dépasser les limites du processus | Une tête hybride + usinage peut être nécessaire |
| Petites pièces de précision sans fixation | Possible si la géométrie est compacte et formable | L'ajustement du processus diminue lorsque la forme devient irrégulière | Possibilité de passer à l'usinage ou à un forgeage à froid plus large |
Défauts, risques et scénarios d'échec courants
Les défauts de frappe à froid ne sont généralement pas dus au hasard : ils sont liés à la façon dont les matériaux circulent, à l'échelonnement du processus et à la stabilité de l'outillage et des conditions d'entrée au fil du temps. Comprendre ces risques permet de relier les problèmes de pièces visibles à leurs causes profondes.
Défauts courants de la frappe à froid et leur origine
Parmi les défauts courants de la frappe à froid et la manière dont ils se produisent, les principaux mécanismes sont un mauvais écoulement du matériau, un remplissage incomplet de la cavité, le pliage du matériau et les dommages liés à une déformation locale excessive. La frappe à froid étant un processus de déformation, les défauts sont souvent liés à la façon dont le matériau s'est déplacé à l'intérieur de la matrice plutôt qu'à des erreurs de coupe.
Si le volume ou l'ordre des ébauches est incorrect, une cavité peut ne pas se remplir correctement. Si le matériau se replie sur lui-même pendant l'écoulement, des discontinuités superficielles ou souterraines peuvent apparaître. Si un changement de forme est trop agressif dans une station, la pièce peut se fissurer ou se déformer au lieu de prendre la forme prévue.
Les défauts doivent être traités comme des signaux de processus liés à des causes spécifiques plutôt que comme des problèmes de qualité génériques. Les fissures indiquent souvent une déformation locale excessive, un mauvais état du matériau ou une surcharge au niveau d'une station ; un remplissage insuffisant ou une variation de forme peut indiquer une erreur de volume du flan, un flux de matériau instable ou l'usure de l'outillage ; une dérive dimensionnelle persistante peut indiquer une usure de la matrice, un changement de configuration ou un fil entrant incohérent.
Risques de fissuration au cours du processus de frappe à froid
Les risques de fissuration au cours du processus de frappe à froid augmentent lorsque la déformation locale dépasse ce que le matériau peut supporter à l'état froid. Les transitions abruptes, les matériaux difficiles à former, le mauvais état des matières premières et une conception trop ambitieuse des étapes augmentent tous ce risque.
Les fissures peuvent apparaître lors de la frappe de la tête, pendant le transfert entre les étapes, ou plus tard si des dommages cachés ont été introduits pendant le formage. L'acier inoxydable et d'autres matériaux moins tolérants peuvent être plus sensibles, mais la géométrie est tout aussi importante que le choix de l'alliage. Une forme généreuse dans un matériau plus dur peut se former mieux qu'une forme sévère dans un matériau plus facile.
Le risque de fissuration est l'une des raisons pour lesquelles la planification des processus est importante. La division de la déformation en plusieurs étapes peut être utile, mais seulement si l'outillage et le coût qui en résultent restent raisonnables.
Causes de la variation dimensionnelle dans les pièces obtenues par déformation à froid
Les causes de la variation dimensionnelle des pièces obtenues par frappe à froid sont généralement liées à la variation de la matière première, à l'usure de la matrice, à la dérive des réglages et à l'instabilité du flux de matière. Étant donné que la frappe à froid façonne la forme directement à partir du volume du stock, toute modification des dimensions ou de l'état du matériau entrant peut avoir une incidence sur la pièce finale.
La variation peut également provenir de l'alignement du transfert entre les stations ou du remplissage de la cavité qui est sensible à la lubrification et à l'état de l'outillage. Dans un processus stable, ces sources sont contrôlées ensemble. Dans un processus marginal, elles peuvent interagir et produire une plus grande dispersion.
Cela est important pour les acheteurs, car la capacité de traitement à froid ne doit pas être jugée uniquement sur la base d'une conception nominale. Elle doit être jugée en fonction de la stabilité du processus autour de cette conception.
Comment l'usure des matrices affecte-t-elle la qualité des pièces découpées à froid ?
L'impact de l'usure des matrices sur la qualité des pièces découpées à froid est simple : les matrices usées modifient la cavité et les conditions de contact, ce qui modifie également la forme de la pièce. L'usure peut réduire la définition des bords, modifier le flux de matière et accroître les variations d'une pièce à l'autre.
Dans les cas les plus graves, l'usure peut également accroître le risque de défaut, car le matériau ne se remplit plus ou ne se détache plus de l'outil comme prévu. L'usure des outils n'est pas seulement un problème de maintenance. C'est un problème de qualité et de coût. Les pièces qui semblent réalisables au moment du lancement peuvent devenir instables plus tard si la durée de vie de l'outil est courte pour cette géométrie ou ce matériau.
C'est pourquoi les conceptions difficiles doivent être évaluées non seulement en fonction de la réussite de la première pièce, mais aussi en fonction du comportement durable de la production.

Coût, tolérance et opérations secondaires
Le coût, la tolérance et les étapes de finition de la frappe à froid sont étroitement liés. Les décisions relatives à l'outillage, à la précision réalisable et aux opérations en aval influencent toutes la question de savoir si le processus offre un avantage réel.
Facteurs affectant le coût de l'outillage dans la frappe à froid
Les principaux facteurs qui influencent le coût de l'outillage dans la frappe à froid sont la géométrie de la pièce, le nombre d'étapes de formage, la complexité de l'outil, la précision requise dans la conception de la cavité et la difficulté du matériau. Une pièce à tête simple nécessite un outillage moins complexe qu'une pièce présentant de multiples changements de diamètre ou des formes de tête détaillées.
Le coût de l'outillage augmente également lorsque la fenêtre du processus est étroite. Si la pièce nécessite un contrôle minutieux du flux et une grande précision de la matrice, l'effort de développement augmente. Le choix du matériau peut ajouter à cela si l'alliage exerce une plus grande pression sur l'outillage ou exige une conception d'étape plus conservatrice.
C'est pourquoi le coût de l'outillage doit être examiné en même temps que la durée de vie prévue de la pièce en production. Un investissement initial élevé en outillage peut encore être raisonnable pour une pièce standard à longue durée de vie, mais beaucoup moins pour une conception personnalisée dont la demande est incertaine.
Limites de tolérance de la frappe à froid par rapport au tournage CNC
Les limites de tolérance de la frappe à froid par rapport à Tournage CNC doit être compris en termes de processus, et non comme un simple classement meilleur ou pire. Le tournage CNC permet de contrôler directement de nombreuses dimensions en découpant les caractéristiques sur mesure. La frappe à froid dérive les dimensions du volume du stock, de l'état de la matrice et du flux de matière. Les sources de variation sont donc différentes.
Les recherches fournies n'étayent pas les déclarations de tolérance numérique vérifiées, de sorte qu'aucune valeur exacte ne doit être supposée ici. En général, le tournage CNC est plus flexible lorsqu'un contrôle étroit des caractéristiques locales est essentiel, en particulier pour les pièces personnalisées complexes.
La répétabilité de la frappe à froid est généralement la plus forte sur les caractéristiques créées directement par la géométrie stable de la matrice, telles que les diamètres de la tige, les proportions de la tête et la longueur de coupe, tandis que les caractéristiques fonctionnelles plus étroites sont souvent contrôlées lors d'opérations secondaires. Les filetages critiques, les surfaces d'appui, les détails des évidements, la concentricité ou les relations d'emplacement très serrées peuvent nécessiter un laminage, un ébarbage, un calibrage ou un usinage après la frappe.
Pour les décisions d'ingénierie, la question importante est de savoir quelles sont les dimensions critiques et si elles sont formées, dimensionnées ultérieurement ou usinées par la suite.
Opérations secondaires nécessaires après la frappe à froid
De nombreuses pièces nécessitent des opérations secondaires après la frappe à froid avant d'être finies. Il peut s'agir d'ébarbage, de roulage de filets, de pointage, de rainurage, de perçage, d'usinage de caractéristiques spéciales, de traitement thermique, de nettoyage ou de revêtement. La nécessité d'un travail secondaire ne signifie pas que la frappe à froid a échoué. Dans de nombreuses applications, la frappe à froid a pour but de créer une préforme ou une ébauche efficace en vue d'une finition ultérieure.
Ce qui compte, c'est la quantité qui reste après l'en-tête. Si les opérations secondaires sont limitées et prévisibles, le processus a encore du sens. Si un usinage important est nécessaire pour retrouver la géométrie finale, l'aspect économique peut changer.
C'est l'une des vérifications les plus importantes pour les acheteurs : la frappe à froid élimine-t-elle suffisamment d'enlèvement de matière et de temps de cycle pour justifier la complexité de l'outillage et du processus ?
Compromis de coût entre les ébauches découpées à froid et les pièces usinées
Les compromis en matière de coûts entre les ébauches étêtées à froid et les pièces usinées dépendent du volume, de la géométrie, de l'utilisation des matériaux et des étapes en aval. Une ébauche étêtée à froid peut réduire les déchets de matières premières et le temps d'usinage ultérieur, mais uniquement si l'ébauche est suffisamment proche de la forme finale et si elle est produite en volume suffisant.
Une pièce usinée peut coûter plus cher par pièce en régime permanent, tout en restant le meilleur choix si la demande est incertaine ou si des changements de conception sont prévus. Dans ce cas, le fait d'éviter l'utilisation d'un outillage de coupe spécialisé peut l'emporter sur les avantages d'une pièce brute formée.
La comparaison pratique n'est donc pas entre l'enlèvement et l'usinage pris isolément. Il s'agit de l'enlèvement et de toutes les opérations secondaires nécessaires par rapport à l'usinage et à toutes les finitions nécessaires par la suite.
La place de la frappe à froid dans la production
La frappe à froid n'est pas une méthode de formage universelle, mais un processus qui s'adapte le mieux à des scénarios de production spécifiques. Sa valeur devient évidente lorsque le type de pièce, la géométrie et le volume s'alignent sur ses points forts.
Fixations et vis pour la frappe à froid : les applications les plus courantes
L'application la mieux adaptée reste les fixations et les vis à froid. Ces pièces correspondent au procédé parce qu'elles partent bien du fil, nécessitent des formes de tête répétées et sont souvent produites en grandes quantités. Le procédé permet de créer efficacement des ébauches pour des opérations ultérieures telles que le roulage de filets ou le formage d'évidements.
Cette adaptation de la production explique pourquoi la frappe à froid est si étroitement associée à l'industrie des fixations. Il ne s'agit pas d'une solution universelle pour le formage des métaux. Il s'agit d'un procédé très bien adapté à un groupe de pièces étroit mais important.
Défis liés à la production de composants complexes par la frappe à froid
Les principales difficultés rencontrées dans la production de pièces complexes par frappe à froid sont liées au contrôle du flux de matière. Les composants complexes nécessitent souvent des détails qui ne s'alignent pas sur la déformation axiale d'une simple pièce brute. À mesure que la complexité augmente, le nombre de matrices peut augmenter, le remplissage des cavités devient plus difficile et le risque de défaut s'accroît.
À un moment donné, la pièce devient possible en théorie, mais faible en production. C'est le point de décision que les ingénieurs doivent trouver. Si une géométrie exige trop de compromis en matière de formage ou trop de travail de nettoyage, un autre procédé est généralement la meilleure solution.
La frappe à froid est-elle adaptée aux pièces sur mesure ou de faible volume ?
La frappe à froid est généralement moins adaptée aux pièces personnalisées ou de faible volume, car le processus dépend d'un outillage dédié et d'une production répétitive stable. Elle peut néanmoins s'avérer utile pour les pièces personnalisées si la géométrie est proche des formes de fixations standard et si l'on s'attend à ce que le volume augmente à l'avenir.
Pour les travaux de très faible volume, les prototypes ou les pièces dont la conception est en cours de modification, l'usinage est souvent plus facile à justifier. Le processus est plus souple et moins dépendant de l'engagement de l'outillage.
Liste de contrôle : Catégories de pièces et scénarios de production pour lesquels la frappe à froid est pratique
La frappe à froid est généralement pratique lorsque la pièce présente la plupart de ces caractéristiques :
- Petite pièce métallique fabriquée à partir de fil de fer ou d'une simple pièce brute
- Tête, tige ou toute autre géométrie proche de celle de l'élément de fixation
- Forme symétrique ou quasi-symétrique
- Matériau présentant une bonne aptitude à la déformation à froid
- Volume de production élevé et reproductible
- Risque limité de révision de la conception
- Les opérations secondaires sont modestes et planifiées, il ne s'agit pas d'opérations de sauvetage de grande envergure.
Si plusieurs de ces conditions sont absentes, la faisabilité devient plus faible.
Comment évaluer et choisir l'enlèvement à froid
Le choix de la frappe à froid est en fin de compte une décision d'équilibre entre l'intention de la conception et la réalité de la fabrication. Il faut considérer la géométrie, le comportement du matériau, le volume de production et les exigences en aval comme un système unique plutôt que comme des facteurs isolés.
Matrice de décision : géométrie, matériau, volume, tolérance et traitement en aval
Une façon utile d'évaluer le cap froid est de passer en revue cinq variables ensemble.
| Facteur | Meilleure adaptation au froid | Signes d'alerte |
|---|---|---|
| Géométrie | Tête, axisymétrique, forme étagée | Caractéristiques complexes, décalées, profondément encastrées, dans l'axe transversal |
| Matériau | Bonne aptitude au formage à froid sous forme de fil ou de flan | Sensibilité accrue aux fissures ou état instable de la matière première |
| Volume | Production répétée sur de longues séries | Prototype, faible volume, demande incertaine |
| Tolérance | Dimensions critiques compatibles avec le processus de formage et le dimensionnement ultérieur | Un contrôle local étroit est nécessaire pour de nombreuses fonctionnalités personnalisées |
| Traitement en aval | Limitation du rognage ou de la finition après l'épiage | Un usinage lourd est encore nécessaire après le formage |
La matrice est simple, mais elle reflète la logique principale de l'ingénierie. La frappe à froid est choisie lorsque plusieurs conditions favorables au processus sont réunies en même temps.
Comment savoir si l'abattage à froid est le bon procédé ?
La frappe à froid est le bon procédé lorsque la forme de la pièce peut être construite par déformation à froid progressive à partir d'un fil ou d'une ébauche, que le matériau peut tolérer cette déformation et que le volume de production est suffisamment élevé pour justifier l'utilisation d'un outillage spécialisé. Ce procédé convient parfaitement aux vis, aux boulons, aux rivets et aux pièces similaires.
Ce n'est généralement pas le bon procédé lorsque la géométrie est complexe, que le volume est faible ou qu'un usinage secondaire important est nécessaire.
Ce que les acheteurs et les ingénieurs doivent vérifier avant de demander des devis ou de l'outillage
Avant de demander des devis ou de l'outillage, les acheteurs et les ingénieurs doivent vérifier sur le dessin de la pièce les caractéristiques qui entravent le flux de matière, et pas seulement celles qui semblent difficiles à usiner.
Ils doivent examiner la qualité et l'état du matériau, l'utilisation annuelle, la taille du lot, les dimensions critiques, les exigences en matière de filetage, le traitement thermique, le placage, les objectifs de dureté, les attentes en matière d'inspection et les caractéristiques qui doivent être formées plutôt qu'usinées ultérieurement. L'examen du fournisseur est plus solide lorsque l'appel d'offres indique également si la conception est gelée, quel est le niveau d'approbation requis et si des pièces à en-tête similaires ont déjà été validées.
Il est également important d'identifier les caractéristiques qui doivent être formées dans l'outil et celles qui peuvent être ajoutées ultérieurement. Cette distinction détermine souvent si le processus est pratique ou si la conception doit s'orienter vers l'usinage ou une autre voie de formage.
Un devis préalable utile comprend un dessin stable, une spécification des matériaux, la demande annuelle prévue et une note claire sur le traitement en aval. Sans ces éléments, la comparaison des procédés devient une devinette.
Références nécessaires : sources universitaires, organismes de normalisation et rapports de l'industrie
Le contenu de la frappe à froid est souvent abordé dans les documents des fournisseurs, mais la prise de décision doit s'appuyer sur des sources plus solides dans la mesure du possible. Les travaux universitaires sont utiles pour la formulation du processus, la conception de la matrice et le comportement de la déformation. Les organismes de normalisation sont utiles pour les dimensions des fixations finies et les exigences en matière de matériaux, même s'ils ne décrivent pas l'ensemble du processus de frappe à froid. Les rapports de l'industrie peuvent aider à situer le marché, mais il convient de vérifier attentivement s'ils ne contiennent pas d'affirmations non étayées.
La base de recherche actuelle fournie ici est mince. Les ingénieurs doivent donc faire preuve de prudence face à de nombreuses affirmations pratiques sur le marché, à moins qu'elles ne soient étayées par des normes, des études évaluées par des pairs ou des données de production validées.
Conclusion
La frappe à froid est un procédé spécialisé de formage à froid du métal qui permet d'obtenir des vis, des boulons, des rivets, des goupilles et d'autres petites pièces similaires fabriquées à partir de fils ou de simples ébauches. Selon la norme littérature technique sur le formage des métaux, La frappe à froid reste l'une des méthodes de fabrication les plus efficaces en termes de matériaux pour la production de fixations en grande quantité, grâce à sa capacité à obtenir une forme proche de celle d'un filet. Sa valeur réside dans le fait qu'elle façonne la matière au lieu de la découper, en particulier lorsque la géométrie est stable et que le volume de production est élevé. Le processus dépend d'un bon flux de matériaux, d'une conception minutieuse des matrices et de l'homogénéité des matières premières.
La décision principale n'est pas de savoir si l'étêtage à froid est efficace dans l'abstrait. Il s'agit de savoir si la pièce spécifique se comporte comme une pièce découpée à froid. La géométrie, la formabilité du matériau, le volume, les besoins de tolérance et les opérations secondaires doivent tous être alignés. Si c'est le cas, la frappe à froid peut être une solution pratique pour une production quasi nette. Dans le cas contraire, l'usinage ou un autre procédé est souvent plus facile à contrôler et moins risqué.
FAQ
Si vous vous demandez ce qu'est la frappe à froid, sachez qu'il s'agit d'une méthode de formage du métal qui consiste à façonner le matériau à température ambiante en utilisant une pression élevée plutôt que la chaleur. Cette technique est couramment utilisée pour produire des pièces à tête froide telles que des vis, des boulons et des rivets d'une résistance et d'une consistance excellentes. Comme le matériau n'est pas chauffé, sa structure interne reste intacte, ce qui améliore sa durabilité. Cette technique est largement préférée pour la fabrication en grande série en raison de sa rapidité, du peu de déchets qu'elle génère et de sa capacité à créer des composants précis et reproductibles.
La différence essentielle réside dans la température et le comportement du matériau. La frappe à froid façonne le métal à température ambiante, tandis que la frappe à chaud chauffe le matériau pour le rendre plus souple et plus facile à façonner. La frappe à chaud est plus efficace pour les formes complexes ou de grande taille, mais elle peut entraîner la formation de calamine, l'oxydation et des finitions moins précises. Le formage à froid, quant à lui, offre une meilleure qualité de surface et une plus grande résistance, mais il nécessite plus de force et est généralement utilisé pour des composants plus petits. Lorsque l'on compare l'efficacité de la fabrication et la qualité de la production, le choix dépend souvent de la taille de la pièce, du matériau et du volume de production.
La frappe à froid est en fait un type de forgeage spécialisé, axé sur la production à grande vitesse de petites pièces. Le forgeage proprement dit comprend un large éventail de procédés - à chaud, à tiède et à froid - utilisés pour façonner le métal par la force de compression. Le forgeage traditionnel est souvent utilisé pour des pièces plus grandes et peut nécessiter un usinage supplémentaire, tandis que la frappe à froid produit des formes presque nettes avec une finition minimale. Dans certains flux de travail, les fabricants peuvent combiner les méthodes, par exemple en commençant par des pièces brutes formées et en les finissant par usinage, comme des pièces brutes à froid usinées par CNC pour des tolérances plus serrées.
La frappe à froid est un procédé de formage des métaux qui consiste à façonner des fils ou des barres en utilisant une pression élevée à température ambiante, sans couper ni chauffer le matériau.
Le processus comprend généralement
- Alimentation en fil et découpe de flans précis
- Positionnement de l'ébauche à l'intérieur de la cavité d'une filière
- Poinçonnage à haute pression, forçant le matériau à s'écouler et à prendre forme
- Formage en plusieurs étapes pour des géométries plus complexes comme les vis ou les boulons
- Ejection et opérations secondaires telles que le filetage ou le revêtement
Dans la planification de la fabrication, on compare souvent le coût du tournage CNC à celui de la frappe à froid, car la frappe à froid est généralement plus rentable pour les gros volumes de pièces de complexité simple à moyenne, tandis que le tournage CNC offre plus de souplesse pour les faibles volumes ou les conceptions complexes.



