Das Kaltstauchen liegt an der Schnittstelle zwischen einem Kaltumformungsprozess, der Metalldraht formt, und der Fertigungseffizienz. Das Kaltstauchen wird häufig zur Herstellung kleiner, reproduzierbarer Komponenten - insbesondere Standard- und Spezialbefestigungselemente - verwendet, indem das Material geformt und nicht abgeschnitten wird, wodurch es sich grundlegend von maschinellen Fertigungsverfahren wie dem Drehen unterscheidet.
In diesem Leitfaden wird erläutert, wie durch das Kaltstauchverfahren Teile entstehen, welchen Platz es in der modernen Fertigung einnimmt und wo es in realen Produktionsszenarien versagt. Er konzentriert sich auf praktische Entscheidungsfaktoren wie die Kaltumformbarkeit in der Kaltumformung und im Kaltstauchverfahren, das Produktionsvolumen, die Werkzeugkosten und die Frage, wann alternative Schmiedeverfahren wie das Kaltschmieden besser sind.
Was Cold-Heading ist und warum es wichtig ist
Das Kaltstauchen liegt an der Schnittstelle von Materialverhalten, Werkzeugkonstruktion und Produktionswirtschaft. Zu verstehen, was es ist - und wo es hingehört - hilft zu klären, warum bestimmte kleine Metallteile auf diese Weise hergestellt werden und andere nicht.
In diesem Abschnitt wird das Grundkonzept des Kaltstauchens in der Fertigung erläutert. Anschließend wird darauf eingegangen, wie es sich von verwandten Verfahren unterscheidet und warum es für Verbindungselemente und ähnliche Bauteile weit verbreitet ist.
Was bedeutet Kaltstauchen in der Fertigung?
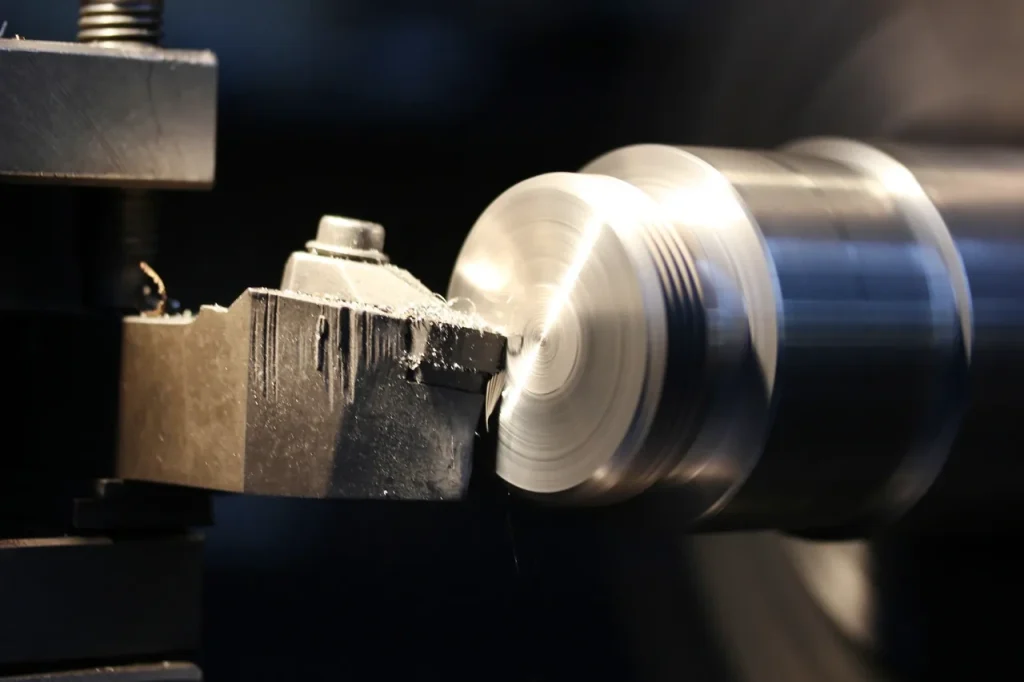
Das Kaltstauchen ist ein Metallumformungsverfahren, bei dem Metalldraht bei Raumtemperatur zu komplizierten Komponenten geformt wird, die zur Herstellung kleiner Metallteile verwendet werden. Vereinfacht ausgedrückt wird das Material unter hohem Druck geformt, ohne vorher erhitzt zu werden, weshalb es auch als Kaltumformung bezeichnet wird. Das Verfahren wird am häufigsten zur Herstellung von Verbindungselementen wie Schrauben, Bolzen, Nieten und Stiften verwendet.
Der wichtigste Punkt ist, dass das Kaltstauchen kein Schneidverfahren ist, sondern ein Umformverfahren, bei dem Metalldraht in einem Formhohlraum geformt wird. Das Material wird verdrängt und geformt, nicht entfernt. Das ist wichtig, denn der Prozessweg wirkt sich auf die Kosten, die Form des Teils, den Ausschuss und die praktischen Eigenschaften aus. Beim Kaltstauchen wird ein Drahtrohling geschnitten und einer Kaltstauchmaschine zugeführt, wo er in eine Matrize gestoßen und in Form gebracht wird. Forschungsquellen beschreiben dies als ein druckgetriebenes Hochgeschwindigkeitsverformungsverfahren mit extrusionsähnlichem Fließverhalten für Präzisionsbefestigungsformen.
Für technische Kunden ist das Kaltstauchen von Bedeutung, weil es sich in einer spezifischen Fertigungsnische befindet. Es eignet sich gut für Teile mit achsensymmetrischer oder nahezu achsensymmetrischer Geometrie, die in hohen Stückzahlen wiederholt werden, bei denen die gleiche Form viele Male hergestellt wird und die Werkzeugkosten auf die gesamte Produktion verteilt werden können. Wenn die Form des Teils zum Verfahren passt, kann das Kaltstauchen effizient endkonturnahe Formen herstellen. Wenn die Form nicht passt, wird das Verfahren schwierig, riskant oder unwirtschaftlich.
Das Kaltstauchen wird oft zusammen mit dem Warmstauchen und dem Schmieden diskutiert. Der Unterschied beginnt bei der Temperatur. Beim Warmstauchen wird das Metall nach dem Erhitzen umgeformt. Beim Kaltstauchen erfolgt die Umformung im kalten Zustand als eine Art Kaltumformungstechnologie, während beim Warmstauchen Wärme eingesetzt wird. Das bedeutet, dass beim Kaltstauchen ein Erhitzungsschritt vermieden wird und das Verfahren im Allgemeinen effizienter ist, da es gleichbleibend hochwertige Kaltstauchprodukte erzeugt. In der Praxis bedeutet dies, dass das Materialverhalten und die Drahtqualität von zentraler Bedeutung für die Machbarkeit sind.
Der Unterschied zwischen Kaltstauchen und Kaltschmieden bei kleinen Metallteilen
Das Kaltstauchen wird oft als ein Zweig des Kaltschmiedens betrachtet, und für kleine Metallteile ist das auch richtig so. Bei beiden Verfahren wird Metall unterhalb der Rekristallisationstemperatur umgeformt, und beide beruhen auf der plastischen Verformung und nicht auf der zerspanenden Bearbeitung des Materials. Der Unterschied liegt vor allem in der Anwendung, dem Aufbau der Ausrüstung und dem Schwerpunkt der Geometrie.
Unter Kaltstauchen versteht man in der Regel die Herstellung von Teilen mit Kopf aus Draht oder Rohlingen, insbesondere von Verbindungselementen. Bei diesem Verfahren wird ein Ende oder mehrere Abschnitte eines kleinen Teils nacheinander gestaucht, extrudiert und geformt. Das Kaltschmieden ist die umfassendere Kategorie. Es kann mehr Teiletypen, vielfältigere Werkzeuganordnungen und Geometrien umfassen, die über die klassischen Schrauben- oder Bolzenformen hinausgehen.
Für die Entscheidungsfindung ist die praktische Unterscheidung folgende: Beim Vergleich zwischen Kaltstauchen und Kaltschmieden für kleine Metallteile ist das Kaltstauchen in der Regel der bessere Begriff, wenn das Teil als Draht beginnt, einen schaftähnlichen Körper hat und einen Kopf oder ein ähnliches geformtes Merkmal benötigt. Wenn die Form des Teils weniger einem Verbindungselement als vielmehr einem allgemeinen geschmiedeten Präzisionsrohling ähnelt, kann Kaltstauchen die genauere Prozessbezeichnung sein.
Die Überschneidungen sind groß, so dass die Lieferanten die Begriffe unterschiedlich verwenden können. Ingenieure sollten sich weniger auf den Wortlaut als vielmehr darauf konzentrieren, ob der vorgeschlagene Prozessablauf die Geometrie erzeugen kann, ohne Instabilität, Unterfüllung oder Rissbildung zu verursachen.
Warum das Kaltstauchen hauptsächlich für Schrauben, Befestigungselemente und ähnliche Teile verwendet wird
Das Kaltstauchen wird vor allem für Standardbefestigungselemente und Spezialbefestigungselemente wie Schrauben, Bolzen und Nieten eingesetzt, da sich diese Produkte gut für das Verfahren eignen. Die meisten Verbindungselemente werden aus Draht hergestellt, sind rotationssymmetrisch und können durch gestuftes Stauchen und Strangpressen hergestellt werden. Ein Schraubenrohling kann beispielsweise aus Draht geschnitten, mit einem Kopf versehen, beschnitten und dann an sekundäre Verfahren wie Gewindewalzen oder Schlitzformen weitergeleitet werden.
Diese Übereinstimmung zwischen Teiletyp und Verfahren ist nicht zufällig. Kaltstauchen funktioniert am besten, wenn das Material in kompakte, sich wiederholende Formen durch eine kontrollierte Werkzeugfolge fließen kann. Schrauben und Bolzen sind ideal, weil sie einfaches Ausgangsmaterial, hohe Produktionsmengen und Formen kombinieren, die oft in eine Reihe von Umformschritten unterteilt werden können.
Forschungen über die Konstruktion von Präzisionswerkzeugen für Schraubenteile unterstützen diesen Punkt. Beim Kaltstauchen diskutieren die Ingenieure in der Regel eher über Matrizen, Stempel, Werkzeuggeometrie und die Reihenfolge der Stationen als über Formen.
Mit anderen Worten, der Prozess ist dort stark, wo die Produktfamilie bereits standardisiert ist und die Geometrie um das bekannte Umformverhalten herum konstruiert werden kann.
Für die Käufer bedeutet dies, dass das Kaltstauchen oft eine gute Lösung für Standard- oder Semistandard-Verbindungselemente ist, aber weniger geeignet für kundenspezifische Teile mit ungewöhnlichen Köpfen, Querbohrungen, unterbrochenen Formen oder komplexen nicht achsensymmetrischen Merkmalen.
Tabelle: Kaltstauchen vs. spanende Bearbeitung vs. andere Umformverfahren
| Prozess | Beste Passform | Hauptstärke | Wichtigste Einschränkung | Typischer Anwendungsfall |
|---|---|---|---|---|
| Kalte Überschrift | Kleinteile aus Draht oder Rohlingen, insbesondere Kopfverschlüsse | Hochvolumige Umformung mit geringem Materialabtrag | Die Geometrie muss dem Materialfluss und der Werkzeugfolge entsprechen | Schrauben, Bolzen, Nieten, Stifte |
| Bearbeitung | Teile, die eine flexible Geometrie oder eine enge lokale Kontrolle der Merkmale erfordern | Hohe Gestaltungsfreiheit und einfache Überarbeitung | Material wird entfernt, so dass die Kosten für das Teil im Volumen steigen können | Kundenspezifische Verbindungselemente, Prototypen, Spezialdrehteile |
| Kaltschmieden | Kleine bis mittlere Teile, die kalt geformt werden, breiter als kopfstehende Formen | Gute Materialausnutzung für schmiedbare Formen | Werkzeug- und Umformbarkeitsgrenzen gelten weiterhin | Präzisionsrohlinge, einige Spezialformteile |
| Warmumformung oder Warmstauchen | Größere Verformung, wenn erwärmtes Material benötigt wird | Bessere Formbarkeit für einige schwieriger zu formende Materialien | Hitze erhöht die Komplexität des Prozesses und kann das Finish beeinträchtigen | Stark verformte Kopfstücke außerhalb der Kaltverformungsgrenzen |
Kann Ihr Teil durch Kaltstauchen hergestellt werden?
Die Machbarkeit von Teilen beim Kaltstauchen hängt weniger von der Teilegröße als vielmehr davon ab, wie sich die Geometrie bei der Verformung verhält. Bevor man die Kosten vergleicht oder einen Lieferanten auswählt, ist es wichtig zu beurteilen, ob die Form selbst mit dem Verfahren übereinstimmt.
In diesem Abschnitt wird erläutert, wie Geometrie, Konstruktionsmerkmale und Produktionsvolumen beeinflussen, ob ein Teil realistischerweise durch Kaltstauchen hergestellt werden kann, und wo die praktischen Grenzen liegen.
Wie die Teilegeometrie die Durchführbarkeit des Kaltstauchens beeinflusst
Die Teilegeometrie ist einer der ersten Filter für die Machbarkeit des Kaltstauchens. Das Verfahren hängt von einem kontrollierten Metallfluss ab, so dass die Form mit einer stufenweisen Verformung aus einem einfachen Ausgangsrohling kompatibel sein muss. Wie sich die Teilegeometrie auf die Durchführbarkeit des Kaltstauchens auswirkt, hängt in der Praxis von einigen wenigen Fragen ab: Kann die Form schrittweise aufgebaut werden, kann das Metall den Hohlraum ohne Faltenbildung oder Risse ausfüllen, und kann das Teil ohne Beschädigung ausgeworfen werden?
Einfache Schenkel, Köpfe, Kragen und kurze Strangpressprofile sind in der Regel praktikabler als scharfe Übergänge, versetzte Formen oder tief eingelassene Details. Symmetrie ist hilfreich, weil sie einen stabilen Materialfluss unterstützt. Sanfte Übergänge sind hilfreich, weil sie lokale Belastungskonzentrationen verringern. Merkmale, die später durch Gewindewalzen, Beschneiden oder maschinelle Bearbeitung hinzugefügt werden können, können die Machbarkeit ebenfalls verbessern.
Ein Kaltstauchteil muss nicht vollständig fertig aus der Stauchmaschine kommen. In vielen Fällen wird das Verfahren genutzt, um einen effizienten, endkonturnahen Rohling zu erzeugen. Dieser Rohling wird dann in sekundären Schritten für Merkmale bearbeitet, die sich nur schwer direkt formen lassen.
Konstruktionsmerkmale, die den Schwierigkeitsgrad beim Kaltstart erhöhen
Einige Konstruktionsentscheidungen erschweren das Kaltstauchen, selbst wenn das Teil klein und einfach erscheint. Die häufigsten Konstruktionsmerkmale, die das Kaltstauchen erschweren, sind abrupte Durchmesseränderungen, tiefe Aussparungen, dünne freitragende Abschnitte, scharfe Ecken und Merkmale, die den normalen axialen Materialfluss unterbrechen.
Lange freitragende Vorsprünge können sich beim Umformen verbiegen. Scharfe Kanten können die Belastung konzentrieren und das Risiko von Rissen erhöhen. Tiefe Hohlräume lassen sich möglicherweise nur schwer ohne übermäßigen Druck oder schlechtes Fließen füllen. Sehr dünne flanschartige Merkmale können sich beim Auswerfen oder bei der späteren Handhabung verformen. Außermittige Formen sind ebenfalls schwierig, da sie nicht mit dem normalen Kraftverlauf einer Vorschubsequenz übereinstimmen.
Die Komplexität der Werkzeuge nimmt mit der Komplexität der Geometrie zu. Ein Design kann auf einer Zeichnung unbedeutend aussehen, aber wenn es zusätzliche Stationen, eine engere Ausrichtung der Matrize oder eine schwierige Hohlraumfüllung erfordert, kann das Teil aus dem praktischen Kaltstauchbereich herausfallen. Dies ist ein Grund dafür, dass für kundenspezifische Spezialbefestigungselemente oft ein hybrider Weg gewählt wird, bei dem durch das Stauchen der Grundrohling entsteht und die Bearbeitung die speziellen Merkmale fertigstellt.
Wenn das Kaltstauchen für komplexe Teilegeometrien nicht geeignet ist
Es gibt einen Punkt, an dem deutlich wird, wann das Kaltstauchen für komplexe Teilegeometrien nicht geeignet ist: Das Teil verhält sich nicht mehr wie ein umformbarer Rohling für Befestigungselemente. Wenn die Konstruktion komplizierte Taschen, achsübergreifende Merkmale, sehr unregelmäßige Außenformen oder anspruchsvolle lokale Details in mehreren Richtungen umfasst, ist eine maschinelle Bearbeitung oder ein anderes Verfahren oft einfacher zu steuern.
Die Frage ist nicht nur, ob die Form einmal geformt werden kann. Es geht darum, ob sie wiederholt mit stabilem Materialfluss, akzeptabler Werkzeuglebensdauer und gleichbleibenden Abmessungen geformt werden kann. Ein Verfahren, das bei einem Versuchsteil funktioniert, kann dennoch eine schlechte Wahl für die Produktion sein, wenn die Geometrie zu Werkzeugverschleiß, Abweichungen oder Rissgefahr führt.
Das Kaltstauchen ist auch eine schwache Lösung, wenn Konstruktionsänderungen zu erwarten sind. Da die Werkzeugkonstruktion im Mittelpunkt des Prozesses steht, können größere Geometrieänderungen auch größere Werkzeugänderungen bedeuten. Bei Versuchsteilen, Teilen mit geringen Stückzahlen oder Teilen mit unsicherer Konstruktionsreife bietet die spanende Bearbeitung in der Regel mehr Flexibilität.
Welches Produktionsvolumen ist erforderlich, um das Kaltstauchen zu rechtfertigen?
Das Kaltstauchen ist in der Regel am sinnvollsten, wenn das Produktionsvolumen hoch genug ist, um die Werkzeugkosten und den Aufwand für die Prozessentwicklung aufzufangen. In der vorliegenden Untersuchung gibt es keine verifizierten quellenübergreifenden Schwellenwerte, so dass die Entscheidung qualitativ bleiben muss.
Ein höheres Wiederholungsvolumen verbessert in der Regel die Wirtschaftlichkeit des Kaltstauchens, aber der Break-even-Punkt hängt von den Werkzeugkosten, der Materialausbeute, der Prozessstabilität, den sekundären Vorgängen und der Austauschrate der Werkzeuge ab. Einkäufer sollten den jährlichen Bedarf, die Losgröße, das Risiko der Einführung von Ausschuss und die Stabilität der Konstruktion bewerten, bevor sie davon ausgehen, dass das Kaltstauchen kostengünstiger ist als die Bearbeitung.
Die wirtschaftliche Logik ist einfach. Die Werkzeuge für ein mehrstufiges Stauchverfahren sind spezialisiert. Werkzeugkonstruktion, Einrichtung und Validierung verursachen zusätzliche Kosten, bevor sich die Produktion stabilisiert. Wenn ein und dasselbe Teil über einen langen Zeitraum produziert wird, verteilen sich diese Fixkosten auf viele Teile. Bei kurzen Serien können die Werkzeugkosten die Einsparungen durch die materialeffiziente Umformung aufwiegen.
In der Praxis sieht es also so aus: Wenn es sich um ein standardisiertes Teil handelt, das voraussichtlich in großen Stückzahlen produziert wird und bei dem es unwahrscheinlich ist, dass es sich bald ändert, ist das Kaltstauchen eine Überlegung wert. Handelt es sich um ein Teil mit geringen Stückzahlen, ein Einzelstück oder wird das Design noch überarbeitet, ist die maschinelle Bearbeitung oder ein anderer flexibler Weg oft sicherer.
Wie der Kaltstauchprozess funktioniert
Das Kaltstauchen lässt sich am besten als eine Abfolge von kontrollierten Umformschritten und nicht als ein einzelner Vorgang verstehen. Der Prozess hängt davon ab, wie das Material eingeführt, über mehrere Stationen geformt und in jeder Phase durch Werkzeuge gesteuert wird.
Schrittweises Kaltstauchverfahren vom Draht oder Rohling zum Formteil
Das Kaltstauchen wird in der Regel auf Kaltstauchmaschinen durchgeführt, wo der Prozess mit dem Schneiden des Drahtes beginnt, der automatisch in das System eingeführt wird. Der Durchmesser, die Länge, die Art des Kopfes, die Anzahl der Stationen und die Transfermethode beeinflussen, ob das Teil für das Kaltstauchen geeignet ist oder einen anderen Prozessweg erfordert.
Das Ausgangsmaterial wird in die Maschine befördert, bei Bedarf abgelängt und in der ersten Matrize positioniert. Ein Stempel treibt dann das Material mit Hilfe von Matrizen und Stempeln in der Kaltstauchanlage in oder gegen den Matrizenhohlraum.
Von dort aus kann das Teil weitere Stationen durchlaufen. Jede Station führt eine begrenzte Menge an Verformung durch. In einer Station kann der Kopf geformt werden. Eine andere kann einen Abschnitt reduzieren oder extrudieren. Eine andere kann das Profil verfeinern. Dieser stufenweise Ansatz ist wichtig, da der Versuch, die gesamte Form auf einen Schlag zu erzwingen, zu schlechter Füllung oder Rissen führen kann.
Nach dem Umformen wird das Teil ausgeworfen und kann je nach Produktanforderungen beschnitten, angespitzt, gewalzt, wärmebehandelt, gereinigt oder beschichtet werden. Bei Schrauben und vielen Verbindungselementen wird beim Kaltstauchen häufig der Rohling und nicht das fertige Teil hergestellt.
Dies ist auch die Antwort auf die Frage, was der Prozess des Kaltstauchens in der Praxis bedeutet: kontrollierte Verformung eines kleinen Metallrohlings in einer oder mehreren Matrizenstationen, in der Regel mit hoher Geschwindigkeit, ohne Vorwärmung des Werkstücks.
Mehrstufige Umformungssequenzen für kaltgeschlagene Verbindungselemente
Die mehrstufige Umformung ist einer der Gründe, warum sich das Kaltstauchen so gut für Verbindungselemente eignet. Ein Rohling für ein Verbindungselement erfordert oft mehr als eine Formänderung, und jede Änderung kann einer separaten Station zugewiesen werden. Dies senkt die Umformlast pro Stufe und verbessert die Steuerung des Materialflusses.
So kann beispielsweise in einem Schritt der Rohling gestaucht werden, um ein Kopfvolumen zu erzeugen. In einer späteren Stufe kann die Kopfform genauer definiert werden. In einem weiteren Schritt kann das Schaftende extrudiert oder zugeschnitten werden. Die genaue Reihenfolge hängt von der Geometrie und dem Materialverhalten ab, aber das Prinzip bleibt dasselbe: Unterteilen Sie die Form in überschaubare Verformungsschritte.
Der Wert dieses Ansatzes liegt nicht nur im Erfolg der Umformung. Er trägt auch zur Erhaltung der strukturellen Integrität bei. Die Forschung stellt fest, dass Prozessformulierung und Präzisionsformdesign notwendig sind, um die Genauigkeit und Festigkeit der Teile bei der Herstellung von Befestigungselementen mit Kaltkopf zu unterstützen.
Überlegungen zur Konstruktion von Kaltstauchwerkzeugen und Präzisionsformen
Das Kaltstauchen ist in hohem Maße von der Konstruktion der Matrize abhängig. Der Matrizenhohlraum steuert den Materialfluss, während Stempel und Stationsreihenfolge bestimmen, wie der Rohling in jeden Umformschritt eintritt. Wenn diese schlecht auf die Form des Teils abgestimmt sind, kann es zu Unterfüllung, Falzdefekten, übermäßiger Spannung oder Maßabweichungen kommen.
Aus diesem Grund sind die Konstruktion des Kaltstauchwerkzeugs und die Überlegungen zur Präzisionsform von zentraler Bedeutung für die Machbarkeit. Die Formstruktur muss die Teilegeometrie, den Verformungsweg und das Füllverhalten der Kavität berücksichtigen. Insbesondere bei schraubenartigen Teilen hat sich die Forschung mit der Optimierung der Werkzeugstruktur und der Prozessformulierung befasst, um die Produktionsleistung zu verbessern.
Aus der Sicht eines Einkäufers oder Konstrukteurs ist die Werkzeugausstattung nicht nur ein Fertigungsdetail. Sie entscheidet darüber, ob ein Teil reproduzierbar hergestellt werden kann. Teile mit engen Prozessfenstern erfordern eine stärkere Disziplin bei der Werkzeugkonstruktion. Das erhöht den Aufwand für die Werkzeugherstellung und kann die Prozessflexibilität verringern, wenn sich das Design später ändert.
Diagramm: Materialfluss, Kavitätenfüllung und Werkzeugfolge beim Kaltstauchen
Eine einfache Möglichkeit, sich den Kaltstauchvorgang vorzustellen, ist die Bewegung des Materials durch eine kontrollierte Reihe von engen Räumen.
- Draht / Zuschnitt(Drahtzuschnitt Vorbereitung für Kaltstauchen)
- Station 1: Abschneiden und Anstauchen(Der Kaltstauchprozess beginnt mit dem Kürzen und Eindicken des Materials)
- Station 2: Kopfvorformung(Materialfluss zur Bildung des ersten Kopfes bei Kaltstauchteilen)
- Station 3: Endgültige Kopfformung / Extrusion Feature(Metall füllt den Hohlraum der Matrize für eine präzise Geometrie vollständig aus)
- Station 4+: Formatieren, Beschneiden und Transferoperationen(Maßkontrolle und Vorbereitung für die Weiterverarbeitung)
- Ausgabe: Rohling mit kaltem Kopf, bereit für weitere Arbeitsgänge (z. B. Bearbeitung, Gewindeschneiden oder Endbearbeitung)
Das wichtigste technische Problem bei diesem Fluss ist die Füllung des Hohlraums. Das Material muss dorthin gelangen, wo die Form es braucht, ohne dass tote Zonen, Überlappungen oder hohe lokale Dehnungen entstehen. Der Erfolg des Prozesses hängt also von der Beziehung zwischen dem Volumen des Rohlings, der Form der Kavität, der Reihenfolge der Stufen und dem Zustand der Form ab.

Werkstoffauswahl und Verformbarkeitsgrenzen
Das Materialverhalten setzt die praktischen Grenzen des Kaltstauchens. Selbst wenn eine Teilegeometrie machbar erscheint, funktioniert das Verfahren nur dann zuverlässig, wenn das Material die geforderte Verformung ohne Versagen aushält.
Wie die Kaltverformbarkeit die Materialauswahl für das Kaltstauchen beeinflusst
Die Materialauswahl für das Kaltstauchen beginnt mit der Umformbarkeit. Ein Werkstoff kann die Anforderungen an die Endfestigkeit erfüllen und dennoch eine schlechte Wahl sein, wenn er sich im kalten Zustand nicht gut verformen lässt. Deshalb ist der Einfluss der Kaltverformbarkeit auf die Materialauswahl für das Kaltstauchen hier wichtiger als die mechanischen Eigenschaften allein.
Das Kaltstauchen beruht auf dem plastischen Fließen unter Druck. Bei Materialien mit begrenzter Duktilität im Lieferzustand ist die Wahrscheinlichkeit größer, dass sie reißen, sich der Füllung widersetzen oder die Werkzeuge überlasten. Dies ist besonders wichtig, wenn das Teil in kurzer Zeit eine große Formänderung erfahren muss. In diesem Fall kann das Materialverhalten während der Verformung die Machbarkeit stärker beeinflussen als die endgültige Anwendungslast.
Für die Entwurfsprüfung ist die nützliche Frage nicht nur “Kann diese Legierung verwendet werden?”, sondern “Kann diese Legierung in dieser Geometrie aus dieser Zuführungsform kaltgeformt werden?” Das ist eine enger gefasste und produktionsrelevantere Frage.
Werkstoffliche Grenzen des Kaltstauchens für nichtrostenden Stahl
Die Kaltumformung von rostfreiem Stahl kann schwieriger sein, da die Auswahl der Sorte, die Ausgangsbedingungen, die Empfindlichkeit der Schmierung und die schnelle Kaltverfestigung die Verformung beeinflussen, die ohne Rissbildung oder beschleunigten Werkzeugverschleiß möglich ist. Ein rostfreies Teil, das theoretisch umformbar ist, kann sich in der Produktion dennoch als schwierig erweisen, wenn der Grad der Reduzierung, die Reihenfolge der Stationen oder die Materialbeschaffenheit schlecht aufeinander abgestimmt sind.
Die vorgelegten Forschungsergebnisse enthalten keine verifizierten numerischen Grenzwerte, so dass die Diskussion qualitativ bleiben muss. Der wichtigste Punkt ist, dass sich die Materialbeschränkungen beim Kaltstauchen von rostfreiem Stahl häufig in Form von höheren Umformungsschwierigkeiten, größerem Rissrisiko und strengeren Anforderungen an die Werkzeug- und Prozesssteuerung zeigen.
Für Käufer sollte nicht automatisch davon ausgegangen werden, dass rostfreier Stahl ungeeignet ist. Es sollte als empfindlicher gegenüber der Teilegeometrie, dem Verformungsgrad und der Drahtqualität betrachtet werden. Eine Form, die bei einem Werkstoff Routine ist, kann bei rostfreiem Stahl schwierig werden, wenn sich die Verformung auf ein kleines Merkmal konzentriert oder wenn das Material in einer Phase zu weit fließen muss.
Dies ist ein Grund dafür, dass Material und Geometrie gemeinsam und nicht getrennt bewertet werden müssen.
Einfluss der Drahtqualität auf die Konsistenz von Kaltstauchteilen
Der Einfluss der Drahtqualität auf die Konsistenz von Kaltstauchteilen ist erheblich, da der Prozess mit einem Ausgangsmaterial beginnt, das sich auf wiederholbare Weise verformen muss. Schwankungen in der Oberflächenbeschaffenheit des Drahtes, der Durchmesserkonsistenz, der inneren Qualität oder der Materialbeschaffenheit können sich später als Schwankungen in der Füllung, der Kopfform, der Rissneigung oder der Dimensionsstabilität zeigen.
Da der Prozess Druck und Geschwindigkeit nutzt, um das Material in den Hohlraum der Matrize zu befördern, können sich selbst kleine Unregelmäßigkeiten im Ausgangsmaterial über große Produktionsläufe hinweg verstärken. Wenn sich der Zustand des Drahts von Charge zu Charge ändert, kann es sein, dass eine zuvor funktionierende Werkzeugeinrichtung nicht mehr das gleiche Ergebnis liefert. Dies kann sowohl die Qualität als auch die Lebensdauer der Werkzeuge beeinträchtigen.
In der Praxis ist das Kaltstauchen weniger tolerant gegenüber unbeständigem Rohmaterial, als viele Käufer annehmen. Ein stabiler Prozess hängt nicht nur von der Werkzeugkonstruktion ab, sondern auch von einer stabilen Drahtzufuhr.
Welche Materialien werden üblicherweise beim Kaltstauchen verwendet?
Beim Kaltstauchen werden in der Regel Werkstoffe verwendet, die als Draht oder Rohling erhältlich sind und eine ausreichende Kaltumformbarkeit für die vorgesehene Verformungsfolge aufweisen. In der Praxis sind dies häufig Stähle, die für Verbindungselemente und ähnliche Kleinteile verwendet werden. Auch nichtrostender Stahl wird verwendet, wenn auch in einigen Fällen mit größerer Vorsicht bei der Umformung.
Die genaue Materialwahl hängt von der Geometrie, den erforderlichen Eigenschaften nach der Bearbeitung und der geplanten Nachbearbeitung ab. Der wichtigste Punkt ist, dass die Materialeignung prozessspezifisch ist. Ein Werkstoff, der sich gut bearbeiten lässt, kann dennoch eine schlechte Wahl für das Kaltstauchen sein, während ein für das Stauchen ausgewählter Werkstoff spätere Bearbeitungen erfordern kann, um den endgültigen Zustand des Teils zu erreichen.
Zu den gängigen Kaltstauchmaterialien gehören Stähle mit niedrigem und mittlerem Kohlenstoffgehalt, ausgewählte legierte Stähle, nichtrostende Stähle, Aluminiumlegierungen, Kupferlegierungen und andere duktile Draht- oder Butzenmaterialien, die sich für die Kaltverformung eignen. Die Durchführbarkeit hängt nicht nur von der Legierungsfamilie ab, sondern auch von der Beschaffenheit des Materials, der Sauberkeit, der Schmierung und davon, wie viel Verformung an jeder Station erforderlich ist.
Vorteile und Grenzen des Kaltstauchens
Das Kaltstauchen bietet klare Vorteile, aber diese Vorteile hängen stark von der Art der Teile, der Geometrie und dem Produktionsumfang ab. Um das Verfahren richtig zu bewerten, muss man sowohl die Stärken als auch die Schwächen des Prozesses berücksichtigen.
Vergleich zwischen Kaltstauchen und spanender Bearbeitung von Verbindungselementen
Ein Vergleich zwischen Kaltstauchen und spanender Bearbeitung von Verbindungselementen beginnt mit der Prozesslogik. Beim Kaltstauchen wird das Material in Form gebracht. Bei der maschinellen Bearbeitung wird Material abgetragen, um die Form freizulegen. Bei Verbindungselementen und schraubenähnlichen Teilen macht dieser Unterschied den größten Teil des Kompromisses aus.
Das Kaltstauchen ist in der Regel besser auf die sich wiederholende Geometrie der Verbindungselemente abgestimmt, da das Ausgangsmaterial und die endgültige Form eng miteinander verbunden sind. Die spanabhebende Bearbeitung bietet mehr Freiheit bei der Formgebung, insbesondere bei speziellen Details, aber diese Flexibilität geht mit einem höheren Materialabtrag und oft auch mit mehr Zeit pro Teil einher.
Aus diesem Grund werden Standardbefestigungselemente in der Regel mit einem Kopf versehen, während kundenspezifische oder spezielle Befestigungselemente nach dem Köpfen maschinell oder teilweise maschinell bearbeitet werden können. Je mehr das Teil von der klassischen Form eines drahtbasierten Befestigungselements abweicht, desto mehr macht eine maschinelle Bearbeitung Sinn.
Kosten des Kaltstauchens im Vergleich zur CNC-Bearbeitung bei Großserienteilen
Was die Kosten des Kaltstauchens im Vergleich zur CNC-Bearbeitung bei großvolumigen Teilen angeht, so ist das allgemeine Branchenmuster auch ohne verifizierte quellenübergreifende Zahlen klar: Das Kaltstauchen wird tendenziell günstiger, wenn das Volumen steigt und die Geometrie für die Umformung geeignet bleibt. Die CNC-Bearbeitung bleibt tendenziell attraktiver, wenn das Volumen geringer ist, Konstruktionsänderungen wahrscheinlich sind oder die Geometrie für ein stabiles Stauchen zu komplex ist.
Der Grund dafür sind die Fixkosten gegenüber den variablen Kosten. Das Kaltstauchen ist mit speziellen Werkzeugkosten und Einrichtungsaufwand verbunden, aber wenn das Verfahren einmal etabliert ist, kann es denselben Rohling wiederholt mit begrenztem Materialabfall herstellen. Die CNC-Bearbeitung erfordert weniger spezielle Werkzeuge für viele kundenspezifische Teile, aber die Zykluskosten für jedes einzelne Teil und der Materialabtrag bleiben Teil der Wirtschaftlichkeit.
Die Kosten sollten also nicht allein nach dem Stückpreis beurteilt werden. Die Käufer müssen die Werkzeugverpflichtung, das erwartete Jahresvolumen, das Ausschussrisiko während der Markteinführung und die Frage berücksichtigen, ob sekundäre Operationen den Vorteil des geformten Rohlings zunichte machen.
Grenzen des Kaltstauchens für kundenspezifische Spezialverbindungselemente
Die Grenzen des Kaltstauchens für kundenspezifische Spezialverbindungselemente sind in der Regel mit der Komplexität der Geometrie, der Toleranzkonzentration bei lokalen Merkmalen und dem geringen Produktionsvolumen verbunden. Spezialbefestigungselemente umfassen oft nicht standardisierte Köpfe, ungewöhnliche Aussparungen, Hinterschneidungen, Quermerkmale oder funktionale Details, die durch axialen Materialfluss allein nur schwer zu erzeugen sind.
In diesen Fällen kann durch das Stauchen immer noch der Grundkörper hergestellt werden, aber es können ein oder mehrere sekundäre Schritte erforderlich sein, um das Teil fertigzustellen. Wenn ein zu großer Teil des Teils nachträglich bearbeitet werden muss, kann der Wert des Stauchens sinken. Und wenn sich das kundenspezifische Design wahrscheinlich ändert, wird die Herstellung von harten Werkzeugen zu einem größeren Geschäftsrisiko.
Das bedeutet nicht, dass Spezialverbindungselemente nicht kaltverformt werden können. Es bedeutet nur, dass sie einer sorgfältigeren Machbarkeitsprüfung unterzogen werden müssen als Standardschrauben oder -bolzen.
Tabelle: Vorteile, Beschränkungen und typische Kompromisse nach Teiletyp
| Teil Typ | Vorteile des Kaltstauchens | Wichtigste Zwänge | Typische Abwägung |
|---|---|---|---|
| Standardschrauben und -bolzen | Gute Eignung für die Mehrstufenumformung mit Draht | Die Werkzeuge müssen einer stabilen Geometrie für hohe Stückzahlen entsprechen | Starke Prozessanpassung, wenn das Design ausgereift ist |
| Nieten und Stifte | Effiziente Formgebung von geköpften oder gestauchten Formen | Begrenzter Wert für komplizierte lokale Merkmale | Oft praktisch, wenn die Form einfach ist |
| Kundenspezifische Spezialbefestigungen | Kann vor der sekundären Arbeit einen Fast-Netz-Rohling bilden | Komplexe Details können Prozessgrenzen überschreiten | Möglicherweise ist ein hybrider Vortrieb + Bearbeitung erforderlich |
| Präzisionskleinteile ohne Verschlüsse | Möglich, wenn die Geometrie kompakt und formbar ist | Prozesspassung sinkt, wenn die Form unregelmäßig wird | Kann sich auf die maschinelle Bearbeitung oder eine breitere Kaltumformung verlagern |
Häufige Mängel, Risiken und Fehlerszenarien
Kaltstauchdefekte sind in der Regel nicht zufällig, sondern hängen davon ab, wie das Material fließt, wie der Prozess abläuft und wie stabil das Werkzeug und die Eingangsbedingungen über die Zeit bleiben. Das Verständnis dieser Risiken hilft dabei, sichtbare Teileprobleme auf ihre Ursachen zurückzuführen.
Häufige Fehler beim Kaltstauchen und wie sie entstehen
Zu den häufigsten Defekten beim Kaltstauchen und ihrer Entstehung gehören schlechter Materialfluss, unvollständige Hohlraumfüllung, Faltenbildung und Beschädigung durch übermäßige lokale Belastung. Da es sich beim Kaltstauchen um einen Verformungsprozess handelt, sind die Fehler oft auf die Bewegung des Materials in der Matrize zurückzuführen und nicht auf Schneidfehler.
Wenn das Rohlingsvolumen oder die Reihenfolge falsch ist, wird ein Hohlraum möglicherweise nicht korrekt gefüllt. Wenn sich das Material während des Fließens über sich selbst faltet, können Unstetigkeiten an der Oberfläche oder unter der Oberfläche auftreten. Wenn die Formänderung in einer Station zu aggressiv ist, kann das Teil reißen oder sich verformen, anstatt die beabsichtigte Form anzunehmen.
Defekte sollten als Prozesssignale behandelt werden, die an bestimmte Ursachen gebunden sind, und nicht als allgemeine Qualitätsprobleme. Risse deuten oft auf eine übermäßige lokale Belastung, einen schlechten Materialzustand oder eine Überlastung an einer Station hin; Unterfüllung oder Formabweichungen können auf einen Fehler im Rohteilvolumen, einen instabilen Materialfluss oder Werkzeugverschleiß hindeuten; eine anhaltende Maßabweichung kann auf Werkzeugverschleiß, einen Einrichtungswechsel oder einen inkonsistenten Eingangsdraht hinweisen.
Risiken der Rissbildung beim Kaltstauchen
Das Risiko der Rissbildung während des Kaltstauchens steigt, wenn die lokale Dehnung das übersteigt, was das Material im kalten Zustand aushalten kann. Scharfe Übergänge, schwer verformbare Werkstoffe, schlechte Beschaffenheit des Ausgangsmaterials und eine zu ehrgeizige Stufengestaltung erhöhen dieses Risiko.
Risse können während des Stauchens, während des Transfers zwischen den Stufen oder später auftreten, wenn während der Umformung versteckte Schäden entstanden sind. Rostfreier Stahl und andere weniger nachgiebige Werkstoffe können empfindlicher sein, aber die Geometrie ist genauso wichtig wie die Wahl der Legierung. Eine großzügige Form in einem härteren Werkstoff kann sich besser verformen als eine strenge Form in einem leichteren Werkstoff.
Das Risiko der Rissbildung ist ein Grund, warum die Prozessplanung wichtig ist. Die Aufteilung der Verformung in mehrere Stufen kann helfen, aber nur, wenn die daraus resultierenden Werkzeuge und Kosten noch sinnvoll sind.
Ursachen für Maßabweichungen bei kaltgestauchten Teilen
Die Ursachen für Maßabweichungen bei Kaltstauchteilen sind in der Regel Schwankungen des Ausgangsmaterials, Werkzeugverschleiß, Einrichtungsabweichungen und instabiler Materialfluss. Da beim Kaltstauchen die Form direkt aus dem Lagervolumen geformt wird, kann sich jede Änderung der Abmessungen oder des Zustands des zugeführten Materials auf das fertige Teil auswirken.
Schwankungen können auch durch die Ausrichtung des Transfers zwischen den Stationen oder durch die Füllung der Kavitäten entstehen, die von der Schmierung und dem Zustand der Werkzeuge abhängt. In einem stabilen Prozess werden diese Quellen gemeinsam kontrolliert. In einem marginalen Prozess können sie interagieren und größere Streuungen verursachen.
Dies ist für die Käufer von Bedeutung, denn die Kaltstauchfähigkeit sollte nicht nur nach dem Nenndesign beurteilt werden. Sie sollte danach beurteilt werden, wie stabil der Prozess um dieses Design herum ist.
Wie der Werkzeugverschleiß die Qualität von Kaltstauchteilen beeinflusst
Die Auswirkungen des Werkzeugverschleißes auf die Qualität von Kaltstauchteilen sind einfach zu erklären: Verschlissene Werkzeuge verändern den Hohlraum und die Kontaktbedingungen, so dass sich auch die Form des Teils ändert. Der Verschleiß kann die Kantenschärfe verringern, den Materialfluss verändern und die Abweichungen von Teil zu Teil erhöhen.
In schwerwiegenden Fällen kann der Verschleiß auch das Fehlerrisiko erhöhen, weil sich das Material nicht mehr wie vorgesehen in das Werkzeug einfüllt oder aus ihm austritt. Werkzeugverschleiß ist nicht nur ein Wartungsproblem. Er ist auch ein Qualitäts- und Kostenproblem. Teile, die beim Start machbar erscheinen, können später instabil werden, wenn die Standzeit der Werkzeuge für diese Geometrie oder dieses Material kurz ist.
Aus diesem Grund sollten anspruchsvolle Entwürfe nicht nur auf ihren Erfolg beim ersten Stück, sondern auch auf ihr nachhaltiges Produktionsverhalten geprüft werden.

Kosten, Toleranz und sekundäre Vorgänge
Kosten, Toleranzen und Nachbearbeitungsschritte beim Kaltstauchen sind eng miteinander verbunden. Entscheidungen über die Werkzeugbestückung, die erreichbare Genauigkeit und nachgelagerte Arbeitsschritte beeinflussen, ob das Verfahren einen echten Vorteil bietet.
Faktoren, die die Werkzeugkosten beim Kaltstauchen beeinflussen
Die wichtigsten Faktoren, die sich auf die Werkzeugkosten beim Kaltstauchen auswirken, sind die Teilegeometrie, die Anzahl der Umformstufen, die Komplexität des Werkzeugs, die erforderliche Präzision bei der Gestaltung der Kavität und die Schwierigkeit des Materials. Ein einfaches Kopfteil benötigt weniger komplexe Werkzeuge als ein Teil mit mehreren Durchmesseränderungen oder detaillierten Kopfformen.
Auch die Werkzeugkosten steigen, wenn das Prozessfenster eng ist. Wenn das Teil eine sorgfältige Kontrolle des Flusses und eine hohe Präzision des Werkzeugs erfordert, steigt der Entwicklungsaufwand. Die Materialauswahl kann dazu beitragen, wenn die Legierung die Werkzeuge stärker beansprucht oder ein konservativeres Stufendesign erfordert.
Aus diesem Grund sollten die Werkzeugkosten zusammen mit der erwarteten Lebensdauer des Teils in der Produktion geprüft werden. Eine hohe anfängliche Werkzeuginvestition kann für ein langlebiges Standardteil noch vertretbar sein, für eine Sonderanfertigung mit ungewisser Nachfrage jedoch weit weniger.
Toleranzgrenzen beim Kaltstauchen im Vergleich zum CNC-Drehen
Die Toleranzgrenzen des Kaltstauchens im Vergleich zu CNC-Drehen sollte als Prozess verstanden werden, nicht als eine einfache Besser-oder-Schlechter-Einstufung. Das CNC-Drehen ermöglicht die direkte Kontrolle über viele Abmessungen durch das Zuschneiden von Merkmalen. Beim Kaltstauchen ergeben sich die Abmessungen aus dem Materialvolumen, dem Zustand der Matrize und dem Materialfluss. Die Ursachen für Abweichungen sind also unterschiedlich.
Die vorliegenden Untersuchungen unterstützen keine verifizierten numerischen Toleranzangaben, daher sollten hier keine exakten Werte angenommen werden. Im Allgemeinen ist das CNC-Drehen flexibler, wenn eine enge lokale Kontrolle der Merkmale wichtig ist, insbesondere bei komplexen kundenspezifischen Teilen.
Die Wiederholgenauigkeit beim Kaltstauchen ist in der Regel am höchsten bei Merkmalen, die direkt durch die stabile Geometrie der Matrize erzeugt werden, wie z. B. Schaftdurchmesser, Kopfproportionen und Schnittlänge, während engere funktionale Merkmale oft in sekundären Arbeitsgängen kontrolliert werden. Kritische Gewinde, Lagerflächen, Aussparungsdetails, Konzentrizität oder sehr enge Lagebeziehungen können nach dem Stauchen ein Walzen, Trimmen, Kalibrieren oder Bearbeiten erfordern.
Bei technischen Entscheidungen ist die Frage wichtig, welche Abmessungen kritisch sind und ob sie geformt, später bemessen oder nachträglich bearbeitet werden.
Nach dem Kaltstauchen erforderliche sekundäre Arbeitsgänge
Viele Teile müssen nach dem Kaltstauchen noch nachbearbeitet werden, bevor sie fertiggestellt werden. Dazu können Beschneiden, Gewindewalzen, Anspitzen, Schlitzen, Bohren, Bearbeitung von Sondermerkmalen, Wärmebehandlung, Reinigung oder Beschichtung gehören. Die Notwendigkeit von Sekundärarbeiten bedeutet nicht, dass das Kaltstauchen gescheitert ist. Bei vielen Anwendungen dient das Kaltstauchen dazu, eine effiziente Vorform oder einen Rohling für die spätere Endbearbeitung herzustellen.
Entscheidend ist, wie viel nach dem Kurs übrig bleibt. Wenn die sekundären Operationen begrenzt und vorhersehbar sind, ist das Verfahren immer noch sinnvoll. Wenn eine umfangreiche Bearbeitung erforderlich ist, um die endgültige Geometrie wiederherzustellen, kann sich die Wirtschaftlichkeit ändern.
Dies ist eine der wichtigsten Prüfungen für Käufer: Wird durch das Kaltstauchen genügend Materialabtrag und Zykluszeit eingespart, um die Werkzeug- und Prozesskomplexität zu rechtfertigen?
Kostenkompromisse zwischen Kaltstauchrohlingen und bearbeiteten Teilen
Das Kosten-Nutzen-Verhältnis zwischen Rohlingen mit kaltem Kopf und bearbeiteten Teilen hängt vom Volumen, der Geometrie, dem Materialverbrauch und den nachgeschalteten Schritten ab. Ein Rohling mit kaltem Kopf kann den Rohmaterialabfall verringern und die spätere Bearbeitungszeit verkürzen, allerdings nur, wenn der Rohling der endgültigen Form nahe genug kommt und in ausreichender Menge hergestellt wird.
Ein maschinell bearbeitetes Teil kann im Dauerbetrieb mehr pro Stück kosten, ist aber dennoch die bessere Wahl, wenn die Nachfrage ungewiss ist oder wenn Konstruktionsänderungen zu erwarten sind. In diesem Fall kann der Verzicht auf spezielle Stanzwerkzeuge den Vorteil eines geformten Rohlings aufwiegen.
Der praktische Vergleich ist also nicht das Stauchen gegenüber der Bearbeitung für sich genommen. Es geht um das Stauchen plus alle erforderlichen sekundären Arbeitsgänge im Vergleich zur maschinellen Bearbeitung plus alle danach erforderlichen Nacharbeiten.
Wo das Kaltstauchen in die Produktion passt
Das Kaltstauchen ist kein universelles Umformverfahren, sondern ein Prozess, der sich am besten für bestimmte Produktionsszenarien eignet. Sein Wert wird deutlich, wenn Teiletyp, Geometrie und Volumen mit seinen Stärken übereinstimmen.
Kaltstauchende Verbindungselemente und Schrauben: die häufigste Anwendungspassung
Am besten geeignet ist nach wie vor das Kaltstauchen von Verbindungselementen und Schrauben. Diese Teile eignen sich für das Verfahren, da sie gut aus Draht hergestellt werden können, wiederholte Kopfformen benötigen und oft in großen Mengen produziert werden. Das Verfahren kann effizient Rohlinge für Folgeoperationen wie Gewindewalzen oder Einstechformen herstellen.
Diese Produktionsanpassung erklärt, warum das Kaltstauchen so eng mit der Verbindungselementeindustrie verbunden ist. Es handelt sich nicht um eine universelle Lösung für die Metallumformung. Es handelt sich um ein Verfahren, das sehr gut zu einer kleinen, aber wichtigen Gruppe von Teilen passt.
Herausforderungen bei der Herstellung komplizierter Bauteile durch Kaltstauchen
Die größten Herausforderungen bei der Herstellung komplizierter Bauteile durch Kaltstauchen sind mit der Steuerung des Materialflusses verbunden. Komplizierte Bauteile benötigen oft Details, die sich nicht mit der axialen Verformung eines einfachen Rohlings vereinbaren lassen. Mit zunehmender Komplexität kann die Anzahl der Werkzeuge steigen, die Füllung der Kavitäten wird schwieriger und das Fehlerrisiko nimmt zu.
Irgendwann ist das Teil in der Theorie möglich, in der Produktion aber nicht. Das ist der Punkt, an dem die Ingenieure eine Entscheidung treffen müssen. Wenn eine Geometrie zu viele Kompromisse bei der Formgebung oder zu viel Nacharbeit erfordert, ist ein anderes Verfahren in der Regel der bessere Weg.
Eignet sich das Kaltstauchen für kundenspezifische Teile oder Teile in kleinen Stückzahlen?
Das Kaltstauchen eignet sich in der Regel weniger für kundenspezifische Teile oder Teile mit geringen Stückzahlen, da das Verfahren von speziellen Werkzeugen und einer stabilen Wiederholungsproduktion abhängt. Für kundenspezifische Teile kann es dennoch sinnvoll sein, wenn die Geometrie den Standardformen von Verbindungselementen nahe kommt und für die Zukunft ein höheres Volumen zu erwarten ist.
Bei sehr geringen Stückzahlen, Prototypen oder Teilen, deren Design aktiv geändert wird, ist die maschinelle Bearbeitung oft leichter zu rechtfertigen. Der Prozess ist flexibler und weniger abhängig von einer festen Werkzeugbindung.
Checkliste: Teilekategorien und Produktionsszenarien, bei denen Kaltstauchen sinnvoll ist
Das Kaltstauchen ist im Allgemeinen sinnvoll, wenn das Teil die meisten dieser Merkmale aufweist:
- Kleines Metallteil aus Draht oder einfachem Rohmaterial
- Mit Kopf, mit Schaft oder auf andere Weise nahe an der Geometrie des Verbindungselements
- Symmetrische oder nahezu symmetrische Form
- Material mit ausreichender Kaltverformbarkeit
- Hohe und wiederholbare Produktionsmengen
- Begrenztes Risiko der Entwurfsüberarbeitung
- Sekundäre Einsätze sind bescheiden und geplant, keine umfangreichen Rettungsarbeiten
Fehlen mehrere dieser Bedingungen, wird die Durchführbarkeit schwächer.
Bewertung und Auswahl von Kaltstapeleinrichtungen
Die Wahl des Kaltstauchens ist letztlich eine Abwägungsentscheidung zwischen Designabsicht und Fertigungsrealität. Sie erfordert die Betrachtung von Geometrie, Materialverhalten, Produktionsvolumen und nachgelagerten Anforderungen als ein einziges System und nicht als isolierte Faktoren.
Entscheidungsmatrix: Geometrie, Material, Volumen, Toleranz und nachgelagerte Verarbeitung
Eine nützliche Methode zur Bewertung der kalten Überschrift besteht darin, fünf Variablen zusammen zu betrachten.
| Faktor | Bessere Eignung für kalten Kurs | Warnhinweise |
|---|---|---|
| Geometrie | Geköpfte, achsensymmetrische, stufenförmige Form | Komplizierte, versetzte, tief eingelassene, achsenübergreifende Merkmale |
| Material | Gute Kaltverformbarkeit in Form von Draht oder Rohlingen | Höhere Rissempfindlichkeit oder instabiler Zustand des Ausgangsmaterials |
| Band | Wiederholte Produktion über lange Zeiträume | Prototyp, geringe Stückzahlen, unsichere Nachfrage |
| Toleranz | Kritische Abmessungen, die mit dem Umformprozess und der späteren Dimensionierung kompatibel sind | Strenge lokale Kontrolle für viele benutzerdefinierte Funktionen erforderlich |
| Nachgelagerte Verarbeitung | Begrenzter Beschnitt oder Endbearbeitung nach dem Kopf | Nach der Umformung sind noch schwere Bearbeitungen erforderlich |
Die Matrix ist einfach, aber sie spiegelt die wichtigste technische Logik wider. Kaltstauchen wird gewählt, wenn mehrere verfahrensfreundliche Bedingungen gleichzeitig vorliegen.
Woher wissen Sie, ob Kaltstauchen das richtige Verfahren ist?
Kaltstauchen ist das richtige Verfahren, wenn die Form des Teils durch stufenweise Kaltverformung aus Draht oder Rohlingen hergestellt werden kann, das Material diese Verformung verträgt und das Produktionsvolumen groß genug ist, um eine spezielle Werkzeugausrüstung zu rechtfertigen. Es eignet sich hervorragend für Schrauben, Bolzen, Nieten und ähnliche Teile.
Es ist in der Regel nicht das richtige Verfahren, wenn die Geometrie kompliziert ist, das Volumen gering ist oder eine größere Nachbearbeitung erforderlich wäre.
Was Einkäufer und Ingenieure prüfen sollten, bevor sie Angebote einholen oder Werkzeuge bestellen
Bevor sie Angebote oder Werkzeuge anfordern, sollten Einkäufer und Ingenieure die Teilezeichnung auf Merkmale prüfen, die den Materialfluss behindern, und nicht nur auf Merkmale, die schwer zu bearbeiten sind.
Sie sollten die Materialgüte und -beschaffenheit, den jährlichen Verbrauch, die Losgröße, kritische Abmessungen, Gewindeanforderungen, Wärmebehandlung, Beschichtung, Härtevorgaben, Erwartungen an die Inspektion und die Frage, welche Merkmale geformt und welche später bearbeitet werden müssen, prüfen. Eine Überprüfung durch den Lieferanten ist sinnvoller, wenn in der Anfrage auch angegeben wird, ob das Design eingefroren ist, welche Genehmigungsstufe erforderlich ist und ob ähnliche Teile mit Kopf bereits validiert wurden.
Es ist auch wichtig zu erkennen, welche Merkmale im Werkzeug geformt werden müssen und welche später hinzugefügt werden können. Diese Unterscheidung entscheidet oft darüber, ob das Verfahren praktikabel ist oder ob die Konstruktion auf eine maschinelle Bearbeitung oder eine andere Umformmethode umgestellt werden sollte.
Ein nützliches Vorab-Angebotspaket enthält eine stabile Zeichnung, eine Materialspezifikation, den erwarteten Jahresbedarf und einen klaren Hinweis auf die nachgeschaltete Verarbeitung. Ohne diese Angaben wird der Prozessvergleich zum Ratespiel.
Erforderliche Referenzen: akademische Quellen, Normungsgremien und Industrieberichte
Der Gehalt an Kaltstauchgummi wird häufig in den Unterlagen der Zulieferer erörtert, aber die Entscheidungsfindung sollte nach Möglichkeit auf solideren Quellen beruhen. Akademische Arbeiten sind nützlich für die Prozessformulierung, die Werkzeugkonstruktion und das Verformungsverhalten. Normungsgremien sind nützlich, wenn es um die Abmessungen der fertigen Verbindungselemente und die Materialanforderungen geht, auch wenn sie nicht den gesamten Stauchprozess beschreiben. Industrieberichte können den Marktkontext verdeutlichen, sollten aber sorgfältig auf unbegründete Behauptungen geprüft werden.
Die derzeitige Forschungsgrundlage, die hier zur Verfügung steht, ist dünn. Daher sollten Ingenieure viele praktische Behauptungen auf dem Markt mit Vorsicht behandeln, wenn sie nicht durch Normen, von Fachleuten geprüfte Studien oder validierte Produktionsdaten gestützt werden.
Schlussfolgerung
Das Kaltstauchen ist ein spezielles Verfahren zur Kaltumformung von Metallen mit festem Sitz für Schrauben, Bolzen, Nieten, Stifte und ähnliche Kleinteile aus Draht oder einfachen Rohlingen. Nach Fachliteratur zur Metallumformung, Das Kaltstauchen ist nach wie vor eine der materialeffizientesten Fertigungsmethoden für die Herstellung von Verbindungselementen in großen Stückzahlen, da es nahezu endkonturiert ist. Sein Wert ergibt sich aus der Formgebung des Materials, anstatt es wegzuschneiden, insbesondere wenn die Geometrie stabil ist und das Produktionsvolumen hoch ist. Das Verfahren hängt von einem guten Materialfluss, einer sorgfältigen Werkzeugkonstruktion und der Konsistenz des Ausgangsmaterials ab.
Die wichtigste Entscheidung ist nicht, ob Kaltstauchen abstrakt gesehen effizient ist. Es geht darum, ob sich das spezifische Teil wie ein Kaltstauchteil verhält. Geometrie, Materialverformbarkeit, Volumen, Toleranzanforderungen und Nachbearbeitungen müssen übereinstimmen. Wenn dies der Fall ist, kann das Kaltstauchen ein praktischer Weg für eine endkonturnahe Produktion sein. Ist dies nicht der Fall, ist die maschinelle Bearbeitung oder ein anderes Verfahren oft einfacher zu steuern und weniger riskant.
FAQ
Falls Sie sich fragen, was Kaltstauchen ist: Es handelt sich um ein Metallumformungsverfahren, bei dem das Material bei Raumtemperatur mit hohem Druck statt mit Hitze geformt wird. Diese Technik wird üblicherweise zur Herstellung von Kaltstauchteilen wie Schrauben, Bolzen und Nieten mit hervorragender Festigkeit und Konsistenz verwendet. Da das Material nicht erhitzt wird, bleibt seine innere Kornstruktur intakt, was die Haltbarkeit verbessert. Das Verfahren wird in der Großserienfertigung aufgrund seiner Schnelligkeit, seines geringen Ausschusses und seiner Fähigkeit, präzise und wiederholbare Komponenten herzustellen, weithin bevorzugt.
Der entscheidende Unterschied liegt in der Temperatur und dem Materialverhalten. Beim Kaltstauchen wird Metall bei Raumtemperatur geformt, während beim Warmstauchen das Material erwärmt wird, um es weicher und leichter formbar zu machen. Warmstauchen eignet sich besser für große oder komplexe Formen, kann aber zu Zunder, Oxidation und weniger präzisen Oberflächen führen. Die Kaltumformung hingegen bietet eine bessere Oberflächenqualität und Festigkeit, erfordert jedoch einen höheren Kraftaufwand und wird in der Regel für kleinere Bauteile verwendet. Beim Vergleich von Fertigungseffizienz und Ausgabequalität hängt die Wahl oft von der Größe des Teils, dem Material und dem Produktionsvolumen ab.
Das Kaltstauchen ist eigentlich eine spezielle Art des Schmiedens, die auf die Hochgeschwindigkeitsproduktion kleinerer Bauteile ausgerichtet ist. Das Schmieden selbst umfasst eine breite Palette von Verfahren - Heiß-, Warm- und Kaltumformung -, mit denen Metall durch Druckkraft geformt wird. Das herkömmliche Schmieden wird häufig für größere Teile verwendet und kann eine zusätzliche Bearbeitung erforderlich machen, während das Kaltstauchen endkonturnahe Formen mit minimaler Nachbearbeitung erzeugt. In einigen Arbeitsabläufen können Hersteller Methoden kombinieren, z. B. ausgehend von umgeformten Rohlingen, die dann maschinell nachbearbeitet werden, wie z. B. CNC-gefertigte Rohlinge mit Kaltstauchung für engere Toleranzen.
Das Kaltstauchen ist ein Metallumformungsverfahren, bei dem Draht oder Stangenmaterial unter hohem Druck bei Raumtemperatur zu Bauteilen geformt wird, ohne das Material zu schneiden oder zu erhitzen.
Der Prozess umfasst in der Regel Folgendes:
- Drahtvorschub und Schneiden in präzise Rohlinge
- Positionierung des Rohlings in einer Matrizenaussparung
- Stanzen unter hohem Druck, wodurch das Material zum Fließen und zur Formgebung gezwungen wird
- Mehrstufige Umformung für komplexere Geometrien wie Schrauben oder Bolzen
- Auswerfen und sekundäre Arbeitsgänge wie Gewindeschneiden oder Beschichten
In der Fertigungsplanung wird dies oft mit den Kosten für das CNC-Drehen im Vergleich zum Kaltstauchen verglichen, da das Kaltstauchen in der Regel kosteneffizienter für hochvolumige, einfach bis mittelkomplexe Teile ist, während das CNC-Drehen mehr Flexibilität für niedrigvolumige oder komplexe Designs bietet.



