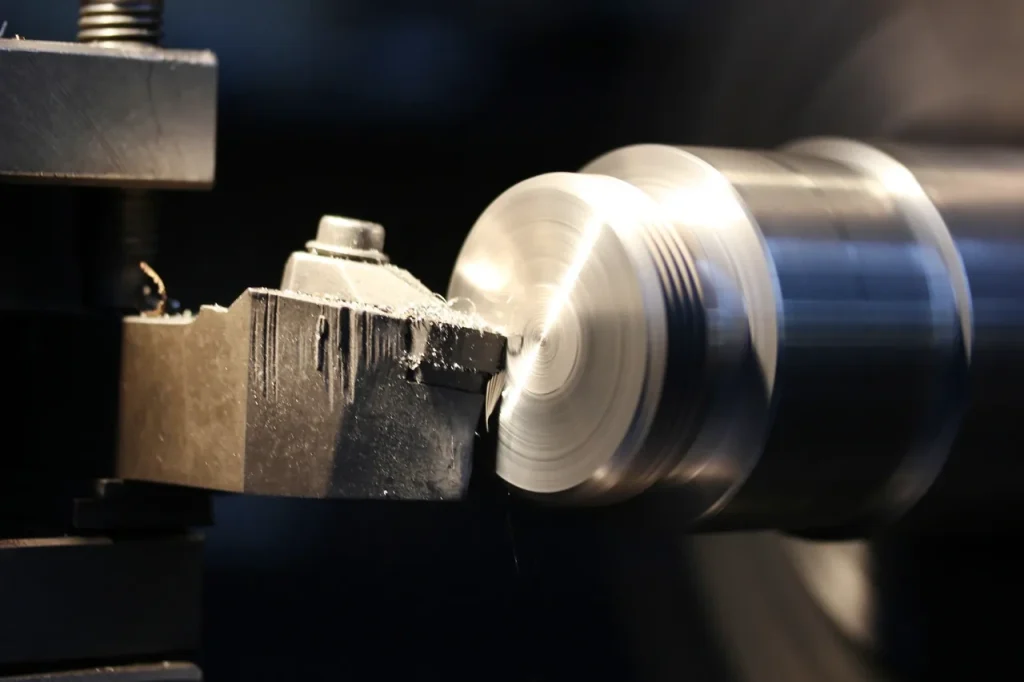
L'intestazione a freddo si trova all'intersezione tra un processo di formatura a freddo che modella il filo metallico e l'efficienza produttiva. È ampiamente utilizzato nella produzione di testa a freddo per produrre componenti piccoli e ripetibili, in particolare elementi di fissaggio standard e speciali, modellando il materiale anziché tagliarlo, il che lo rende fondamentalmente diverso dai percorsi di produzione basati sulla lavorazione, come la tornitura.
Questa guida spiega come il processo di intestazione a freddo crea i pezzi, dove si inserisce nella produzione moderna e dove si rompe in scenari di produzione reali. Si concentra su fattori decisionali pratici come la formabilità a freddo nei processi di lavorazione e formatura a freddo, il volume di produzione, il costo degli utensili e quando è meglio ricorrere a processi di forgiatura alternativi come lo stampaggio a freddo.
Cos'è l'intestazione a freddo e perché è importante
L'intestazione a freddo si trova all'intersezione tra il comportamento dei materiali, la progettazione degli utensili e l'economia di produzione. Capire cos'è e dove si colloca aiuta a chiarire perché alcuni piccoli pezzi di metallo vengono prodotti in questo modo mentre altri no.
Questa sezione illustra il concetto di base dell'intestazione a freddo nella produzione, per poi spiegare come si differenzia dai processi analoghi e perché è ampiamente utilizzata per gli elementi di fissaggio e componenti simili.
Che cos'è l'intestazione a freddo nella produzione?
L'intestazione a freddo è un processo di formatura dei metalli che modella il filo metallico in componenti intricati utilizzati per realizzare piccole parti metalliche a temperatura ambiente. In parole povere, il materiale viene modellato ad alta pressione senza essere prima riscaldato, motivo per cui viene anche chiamato processo di formatura a freddo. Questo processo è utilizzato soprattutto per la produzione di elementi di fissaggio come viti, bulloni, rivetti e perni.
Il punto chiave è che l'intestazione a freddo non è un processo di taglio, ma un processo di formatura che modella il filo metallico all'interno di una cavità dello stampo. Il materiale viene spostato e formato, non rimosso. Questo è importante perché il percorso del processo influisce sui costi, sulla forma del pezzo, sugli scarti e sulle caratteristiche pratiche. Nell'intestazione a freddo, un filo grezzo viene tagliato e alimentato in una macchina per l'intestazione a freddo, dove viene colpito all'interno di una cavità dello stampo e deformato in forma. Le fonti di ricerca descrivono questo processo come un processo di deformazione ad alta velocità, guidato dalla pressione e con un comportamento di flusso simile all'estrusione per ottenere forme di fissaggio di precisione.
Per gli acquirenti del settore metalmeccanico, l'intestazione a freddo è importante perché si colloca in una nicchia produttiva specifica. È adatta ai pezzi con geometria assialsimmetrica o quasi assialsimmetrica, ripetuti in volumi elevati, in cui la stessa forma viene realizzata più volte e i costi di attrezzaggio possono essere ripartiti sulla produzione. Se la forma del pezzo si adatta al processo, l'intestazione a freddo può produrre forme quasi nette in modo efficiente. Se la forma non è adatta, il processo diventa difficile, rischioso o antieconomico.
L'intestazione a freddo viene spesso discussa insieme all'intestazione a caldo e alla forgiatura. La differenza inizia con la temperatura. L'intestazione a caldo forma il metallo dopo averlo riscaldato. L'intestazione a freddo esegue la formatura a freddo come un tipo di tecnologia di formatura a freddo, mentre l'intestazione a caldo utilizza il calore. Ciò significa che l'intestazione a freddo evita la fase di riscaldamento ed è generalmente più efficiente, in quanto produce prodotti di qualità costante. In pratica, il comportamento del materiale e la qualità del filo sono fondamentali per la fattibilità.
Come si differenzia la deformazione a freddo dalla forgiatura a freddo per i piccoli componenti metallici
L'intestazione a freddo è spesso considerata una branca della forgiatura a freddo e, per i piccoli componenti metallici, è un modo corretto di considerarla. Entrambi i processi formano il metallo al di sotto della temperatura di ricristallizzazione ed entrambi si basano sulla deformazione plastica piuttosto che sulla lavorazione del materiale. La differenza sta soprattutto nell'applicazione, nella configurazione dell'attrezzatura e nella geometria.
L'intestazione a freddo si riferisce solitamente alla produzione di pezzi intestati a partire da filo o materiale grezzo, soprattutto per quanto riguarda gli elementi di fissaggio. Il processo si basa sul ribaltamento, l'estrusione e la sagomatura in sequenza di un'estremità o di più sezioni di un piccolo pezzo. Lo stampaggio a freddo è una categoria più ampia. Può includere un maggior numero di tipi di pezzi, disposizioni di utensili più varie e geometrie che vanno oltre le classiche forme di viti o bulloni.
Per quanto riguarda il processo decisionale, la distinzione pratica è la seguente: quando si confronta l'intestazione a freddo con la forgiatura a freddo per piccoli componenti metallici, l'intestazione a freddo è di solito il termine migliore quando il pezzo inizia come filo, ha un corpo simile a un gambo e necessita di una testa o di una caratteristica simile formata. Se la forma del pezzo è meno simile a quella di un elemento di fissaggio e più simile a un pezzo grezzo forgiato di precisione, il processo di forgiatura a freddo può essere più preciso.
La sovrapposizione è ampia, quindi i fornitori possono usare i termini in modo diverso. Gli ingegneri dovrebbero concentrarsi meno sulla formulazione e più sul fatto che la sequenza di processo proposta possa creare la geometria senza causare instabilità, sotto-riempimento o cricche.
Perché l'intestazione a freddo è utilizzata principalmente per viti, elementi di fissaggio e parti simili
L'intestazione a freddo è utilizzata soprattutto per gli elementi di fissaggio standard e per quelli speciali, tra cui viti, bulloni e rivetti, perché questi prodotti si adattano bene al processo. La maggior parte degli elementi di fissaggio parte da un filo metallico, ha una simmetria rotazionale e può essere costruita attraverso un'operazione di sollevamento ed estrusione a stadi. Un pezzo grezzo di vite, ad esempio, può essere tagliato dal filo, intestato, rifilato e quindi inviato a operazioni secondarie come la rullatura dei filetti o la formatura delle scanalature.
Questa corrispondenza tra tipo di pezzo e processo non è casuale. L'intestazione a freddo funziona meglio quando il materiale può fluire in forme compatte e ripetute attraverso una sequenza controllata di stampi. Viti e bulloni sono ideali perché combinano materie prime semplici, alti volumi di produzione e forme che spesso possono essere suddivise in una serie di fasi di formatura.
Le ricerche sulla progettazione di stampi e attrezzature di precisione per le parti a vite confermano questo punto. Nella lavorazione a freddo, gli ingegneri di solito discutono di stampi, punzoni, geometria degli utensili e sequenze di stazioni piuttosto che di stampi.
In altre parole, il processo è forte quando la famiglia di prodotti è già standardizzata e la geometria può essere progettata in base al comportamento di formatura noto.
Per gli acquirenti, ciò significa che l'intestazione a freddo è spesso adatta per elementi di fissaggio standard o semistandard, ma meno adatta per pezzi personalizzati di basso volume con teste insolite, fori trasversali, forme interrotte o caratteristiche complesse non simmetriche.
Tabella: Intestazione a freddo vs lavorazione vs altri percorsi di formatura dei metalli
| Processo | La migliore vestibilità | Punto di forza principale | Limitazione principale | Caso d'uso tipico |
|---|---|---|---|---|
| Voce fredda | Piccole parti in filo o in bianco, in particolare elementi di fissaggio intestati | Formatura di grandi volumi con bassa asportazione di materiale | La geometria deve essere adatta al flusso di materiale e alla sequenza degli stampi | Viti, bulloni, rivetti, perni |
| Lavorazione meccanica | Parti che necessitano di una geometria flessibile o di uno stretto controllo locale delle caratteristiche | Elevata libertà di progettazione e facilità di revisione | Il materiale viene rimosso, quindi il costo del pezzo può aumentare in volume | Elementi di fissaggio personalizzati, prototipi, pezzi speciali torniti |
| Forgiatura a freddo | Pezzi medio-piccoli formati a freddo, forme più larghe di quelle a testa. | Buon utilizzo del materiale per le forme forgiabili | I limiti di stampaggio e formabilità sono ancora validi | Pezzi grezzi di precisione, alcuni pezzi speciali formati |
| Formatura a caldo o filettatura a caldo | Deformazione maggiore quando è necessario riscaldare il materiale | Migliore formabilità per alcuni materiali più difficili da formare | Il calore aggiunge complessità al processo e può influire sulla finitura | Parti in testa fortemente deformate al di fuori dei limiti di deformazione a freddo |
Il vostro pezzo può essere realizzato con una lavorazione a freddo?
La fattibilità dei pezzi nell'intestazione a freddo è determinata meno dalle dimensioni del pezzo e più da come la geometria si comporta sotto la deformazione. Prima di confrontare i costi o selezionare un fornitore, è importante valutare se la forma stessa è in linea con il processo.
Questa sezione illustra come la geometria, le caratteristiche del progetto e il volume di produzione influenzino la possibilità di produrre un pezzo con la lavorazione a freddo e dove iniziano ad apparire i limiti pratici.
Come la geometria dei pezzi influisce sulla fattibilità della deformazione a freddo
La geometria del pezzo è uno dei primi filtri nella fattibilità della deformazione a freddo. Il processo dipende dal flusso controllato del metallo, quindi la forma deve essere compatibile con la deformazione a stadi a partire da un semplice grezzo di partenza. In pratica, il modo in cui la geometria del pezzo influisce sulla fattibilità dell'intestazione a freddo si riduce a poche domande: la forma può essere costruita a passi, il metallo può riempire la cavità senza piegarsi o incrinarsi e il pezzo può essere espulso senza danni?
I gambi semplici, le teste, i collari e le brevi sezioni estruse sono di solito più fattibili di transizioni brusche, forme sfalsate o dettagli profondamente incassati. La simmetria è utile perché favorisce un flusso stabile del materiale. Le transizioni morbide aiutano perché riducono le concentrazioni locali di deformazione. Anche le caratteristiche che possono essere aggiunte in un secondo momento mediante rullatura, rifilatura o lavorazione possono migliorare la fattibilità.
Un pezzo intestato a freddo non deve necessariamente uscire completamente finito dalla macchina intestatrice. In molti casi, il processo viene utilizzato per creare uno spezzone efficiente quasi netto. Lo spezzone passa poi alle fasi secondarie per le caratteristiche difficili da formare direttamente.
Caratteristiche di progettazione che aumentano le difficoltà di direzione a freddo
Alcune scelte progettuali rendono più difficile l'intestazione a freddo anche quando il pezzo sembra piccolo e semplice. Le caratteristiche progettuali più comuni che aumentano le difficoltà di lavorazione a freddo sono le brusche variazioni di diametro, le rientranze profonde, le sezioni sottili non supportate, gli angoli vivi e le caratteristiche che interrompono il normale flusso assiale del materiale.
Le lunghe sporgenze non sostenute possono piegarsi durante la formatura. Gli spigoli vivi possono concentrare le sollecitazioni e aumentare il rischio di fessurazione. Le cavità profonde possono essere difficili da riempire senza una pressione eccessiva o un flusso insufficiente. Elementi molto sottili simili a flange possono distorcersi durante l'espulsione o la successiva manipolazione. Anche le forme decentrate sono difficili da realizzare perché non si allineano con il percorso normale della forza di una sequenza di intestazione.
La complessità degli utensili aumenta con la complessità della geometria. Un progetto può sembrare di poco conto su un disegno, ma se richiede stazioni aggiuntive, un allineamento più stretto dello stampo o un difficile riempimento della cavità, il pezzo può uscire dalla gamma di lavorazioni di testa a freddo. Questo è uno dei motivi per cui i dispositivi di fissaggio speciali personalizzati spesso richiedono un percorso ibrido, in cui la filettatura crea lo spezzone di base e la lavorazione rifinisce le caratteristiche speciali.
Quando l'intestazione a freddo non è adatta alla geometria complessa dei pezzi
Quando la deformazione a freddo non è adatta alla geometria complessa dei pezzi, diventa chiaro che il pezzo non si comporta più come uno spezzone di elemento di fissaggio formabile. Se il progetto include tasche intricate, caratteristiche trasversali, forme esterne molto irregolari o dettagli locali impegnativi in diverse direzioni, spesso è più facile controllare la lavorazione o un altro percorso.
Il problema non è solo se la forma può essere formata una volta. Il problema non è solo se la forma può essere formata una volta, ma se può essere formata ripetutamente con un flusso di materiale stabile, una durata accettabile dello stampo e dimensioni costanti. Un processo che funziona in un pezzo di prova può ancora essere una scelta di produzione inadeguata se la geometria comporta usura degli utensili, variazioni o rischio di cricche.
L'intestazione a freddo è anche una soluzione debole quando sono probabili revisioni del progetto. Poiché la progettazione dello stampo è un elemento centrale del processo, modifiche importanti della geometria possono comportare cambiamenti importanti degli utensili. Per i pezzi sperimentali, per quelli a basso volume o per quelli con una maturità progettuale incerta, la lavorazione meccanica offre di solito una maggiore flessibilità.
Quale volume di produzione è necessario per giustificare la lavorazione a freddo?
L'intestazione a freddo è di solito la più sensata quando il volume di produzione è sufficientemente alto da assorbire i costi degli utensili e lo sforzo di sviluppo del processo. Nella ricerca fornita non c'è una soglia verificata di fonti incrociate, quindi la decisione deve rimanere qualitativa.
Un maggiore volume di ripetizioni di solito migliora il business case della deformazione a freddo, ma il punto di pareggio dipende dal costo degli utensili, dalla resa dei materiali, dalla stabilità del processo, dalle operazioni secondarie e dal tasso di sostituzione degli stampi. Gli acquirenti devono valutare la domanda annuale, le dimensioni dei lotti, il rischio di scarti di lancio e la stabilità del progetto prima di ipotizzare che la deformazione a freddo sia meno costosa della lavorazione.
La logica economica è semplice. Gli utensili per un processo di intestazione in più fasi sono specializzati. La progettazione, la messa a punto e la convalida degli stampi aggiungono costi prima che la produzione si stabilizzi. Se lo stesso pezzo viene prodotto per un lungo periodo, il costo fisso viene distribuito su molti pezzi. Se la tiratura è breve, l'onere dell'attrezzaggio può superare qualsiasi risparmio derivante da una formatura efficiente dal punto di vista dei materiali.
Quindi, la schermata pratica è la seguente: se il pezzo è standardizzato, si prevede che si ripeta in grandi lotti ed è improbabile che cambi presto, l'intestazione a freddo merita una revisione. Se si tratta di un pezzo a basso volume, di un pezzo unico o ancora in fase di revisione del progetto, la lavorazione meccanica o un altro percorso flessibile è spesso più sicuro.
Come funziona il processo di intestazione a freddo
L'intestazione a freddo è meglio intesa come una sequenza di fasi di formatura controllata piuttosto che come una singola operazione. Il processo si basa sul modo in cui il materiale viene introdotto, modellato in più stazioni e guidato dagli utensili in ogni fase.
Processo di intestazione a freddo passo dopo passo, dal filo o dal grezzo al pezzo formato
L'intestazione a freddo viene tipicamente eseguita su testate a freddo (macchine per l'intestazione a freddo), dove il processo inizia con il taglio del filo e l'alimentazione automatica del sistema. Il diametro, la lunghezza, il tipo di testa, il numero di stazioni e il metodo di trasferimento dei pezzi influenzano il fatto che il pezzo sia un candidato pratico per l'intestazione o che richieda un processo diverso.
Il materiale in entrata viene fatto avanzare nella macchina, tagliato a misura, se necessario, e posizionato nella prima matrice. Un punzone spinge quindi il materiale all'interno o contro la cavità dello stampo utilizzando stampi e punzoni all'interno dell'apparecchiatura di intestazione a freddo.
Da qui, il pezzo può passare attraverso altre stazioni. Ogni stazione esegue una quantità limitata di deformazioni. Uno stadio può formare la testa. Un altro può ridurre o estrudere una sezione. Un'altra può affinare il profilo. Questo approccio a stadi è importante perché cercare di forzare l'intera forma in un solo colpo può creare un riempimento insufficiente o una fessurazione.
Dopo la formatura, il pezzo viene espulso e può essere sottoposto a rifilatura, puntatura, filettatura, trattamento termico, pulizia o rivestimento, a seconda dei requisiti del prodotto. Nel caso delle viti e di molti elementi di fissaggio, l'intestazione a freddo spesso produce lo spezzone, non il pezzo finito.
Questa è anche la risposta a ciò che è il processo di intestazione a freddo in termini pratici: deformazione controllata di un piccolo pezzo grezzo di metallo in una o più stazioni di stampaggio, di solito ad alta velocità, senza preriscaldamento del pezzo.
Sequenze di formatura multistadio per elementi di fissaggio con testa a freddo
La formatura in più fasi è uno dei motivi per cui l'intestazione a freddo funziona così bene per gli elementi di fissaggio. Uno spezzone di elemento di fissaggio richiede spesso più di un cambio di forma e ogni cambio può essere assegnato a una stazione separata. Questo riduce il carico di formatura per ogni fase e migliora il controllo del flusso di materiale.
Ad esempio, una fase può sconvolgere il grezzo per creare il volume della testa. Una fase successiva può definire con maggiore precisione la forma della testa. Un altro può estrudere o dimensionare l'estremità del gambo. La sequenza esatta dipende dalla geometria e dal comportamento del materiale, ma il principio rimane lo stesso: dividere la forma in fasi di deformazione gestibili.
Il valore di questo approccio non è solo il successo di formazione. Contribuisce anche a mantenere l'integrità strutturale. La ricerca rileva che la formulazione del processo e la progettazione di stampi di precisione sono necessarie per supportare l'accuratezza e la solidità dei pezzi nella produzione di elementi di fissaggio con testa a freddo.
Progettazione di stampi a freddo e considerazioni sugli stampi di precisione
L'intestazione a freddo dipende in larga misura dalla progettazione dello stampo. La cavità dello stampo controlla il flusso del materiale, mentre i punzoni e la sequenza delle stazioni controllano il modo in cui lo spezzone entra in ogni fase di formatura. Se questi elementi non sono adeguati alla forma del pezzo, il risultato può essere un riempimento insufficiente, difetti di piega, sollecitazioni eccessive o differenze dimensionali.
Per questo motivo, la progettazione dello stampo per la lavorazione a freddo e le considerazioni sullo stampo di precisione sono fondamentali per la fattibilità. La struttura dello stampo deve tenere conto della geometria del pezzo, del percorso di deformazione e del comportamento di riempimento della cavità. In particolare, per i pezzi a vite, la ricerca ha cercato di ottimizzare la struttura dello stampo e la formulazione del processo per migliorare le prestazioni di produzione.
Dal punto di vista di un acquirente o di un ingegnere progettista, l'attrezzaggio non è solo un dettaglio di produzione. Determina se un pezzo può essere prodotto in modo ripetibile. I pezzi con finestre di processo ristrette richiedono una maggiore disciplina nella progettazione degli stampi. Questo aumenta il lavoro di attrezzaggio e può ridurre la flessibilità del processo in caso di modifiche successive al progetto.
Diagramma: Flusso di materiale, riempimento della cavità e sequenza degli stampi nell'intestazione a freddo
Un modo semplice per immaginare la direzione del freddo è quello di pensare al materiale che si muove attraverso una serie controllata di spazi confinati.
- Filo / Taglio grezzo (preparazione del filo grezzo per l'intestazione a freddo)
- Stazione 1: Cutoff e Upsetting iniziale (il processo di intestazione a freddo inizia con l'accorciamento e l'ispessimento del materiale).
- Stazione 2: Preformatura della testa (flusso di materiale che forma la testa iniziale nei pezzi stampati a freddo)
- Stazione 3: Formazione della testa finale / Estrusione Caratteristica (il metallo riempie completamente la cavità della matrice per una geometria precisa)
- Stazione 4+: Operazioni di dimensionamento, rifilatura e trasferimento (controllo dimensionale e preparazione per la lavorazione secondaria).
- Uscita: Grezzo con testa a freddo pronto per le operazioni secondarie (ad esempio, lavorazione, filettatura o finitura).
La principale preoccupazione ingegneristica in questo flusso è il riempimento della cavità. Il materiale deve spostarsi dove lo stampo ne ha bisogno, senza creare zone morte, giri o elevate deformazioni locali. Il successo del processo dipende quindi dalla relazione tra volume dello spezzone, forma della cavità, ordine delle fasi e condizioni dello stampo.

Selezione del materiale e limiti di formabilità
Il comportamento del materiale stabilisce i limiti pratici della deformazione a freddo. Anche quando la geometria di un pezzo sembra fattibile, il processo funzionerà in modo affidabile solo se il materiale è in grado di sopportare la deformazione richiesta senza cedimenti.
Come la formabilità a freddo influenza la selezione del materiale per la deformazione a freddo
La scelta del materiale per la deformazione a freddo inizia con la formabilità. Un materiale può soddisfare le esigenze di resistenza finale, ma non è comunque una buona scelta se non si deforma bene a freddo. Ecco perché il modo in cui la formabilità a freddo influenza la selezione dei materiali per l'intestazione a freddo è più importante delle sole proprietà meccaniche.
L'intestazione a freddo si basa sul flusso plastico sotto pressione. I materiali con una duttilità limitata nelle condizioni di fornitura hanno maggiori probabilità di incrinarsi, resistere al riempimento o sovraccaricare gli utensili. Questo aspetto è particolarmente importante quando il pezzo deve subire grandi cambiamenti di forma in una breve sequenza. In questo caso, il comportamento del materiale durante la deformazione può controllare la fattibilità più del carico finale dell'applicazione.
Per la revisione del progetto, la domanda utile non è solo “Si può usare questa lega?”, ma “Questa lega può essere lavorata a freddo in questa geometria da questa forma di alimentazione?”. Si tratta di una domanda più ristretta e più rilevante per la produzione.
Limiti dei materiali per l'intestazione a freddo dell'acciaio inossidabile
L'acciaio inossidabile può essere più difficile da deformare a freddo perché la scelta del tipo di acciaio, le condizioni di partenza, la sensibilità alla lubrificazione e l'indurimento rapido influiscono sulla quantità di deformazione che può essere sopportata senza che si verifichino cricche o usura accelerata dello stampo. Un pezzo di acciaio inossidabile teoricamente formabile può essere difficile da lavorare in produzione se la severità della riduzione, la sequenza delle stazioni o le condizioni del materiale non sono adeguate.
La ricerca fornita non fornisce limiti numerici verificati, quindi la discussione deve rimanere qualitativa. Il punto principale è che le limitazioni del materiale per la lavorazione a freddo dell'acciaio inossidabile si manifestano spesso come una maggiore difficoltà di formatura, un maggiore rischio di cricche e requisiti più severi per gli utensili e il controllo del processo.
Per gli acquirenti, l'inossidabile non deve essere considerato automaticamente inadatto. Dovrebbe essere considerato più sensibile alla geometria del pezzo, alla quantità di deformazione e alla qualità del filo. Una forma che è di routine in un materiale può diventare difficile nell'inossidabile se la deformazione si concentra in un piccolo elemento o se la sequenza richiede al materiale di scorrere troppo in una sola fase.
Questo è uno dei motivi per cui materiale e geometria devono essere valutati insieme, non separatamente.
L'impatto della qualità del filo sulla consistenza dei pezzi in testa a freddo
L'impatto della qualità del filo sulla consistenza dei pezzi per la deformazione a freddo è significativo perché il processo inizia con un materiale che deve deformarsi in modo ripetibile. Variazioni nelle condizioni superficiali del filo, nella consistenza del diametro, nella qualità interna o nelle condizioni del materiale possono manifestarsi successivamente come variazioni nel riempimento, nella forma della testa, nella tendenza alla cricca o nella stabilità dimensionale.
Poiché il processo utilizza la pressione e la velocità per spostare il materiale nella cavità dello stampo, anche piccole incongruenze nel materiale di alimentazione possono essere amplificate in grandi serie. Se le condizioni del filo cambiano da un lotto all'altro, la configurazione dello stampo che ha funzionato in precedenza potrebbe non produrre più lo stesso risultato. Ciò può influire sia sulla qualità che sulla durata degli utensili.
In pratica, l'intestazione a freddo è meno tollerante nei confronti di materie prime inconsistenti di quanto molti acquirenti pensino. Un processo stabile dipende non solo dalla progettazione dello stampo, ma anche da un ingresso stabile del filo.
Quali sono i materiali comunemente utilizzati per l'intestazione a freddo?
I materiali utilizzati per l'intestazione a freddo sono solitamente quelli disponibili in forma di filo o di pezzo grezzo con una formabilità a freddo sufficiente per la sequenza di deformazione prevista. In pratica, si tratta spesso di acciai utilizzati per gli elementi di fissaggio e i relativi piccoli componenti. Anche l'acciaio inossidabile viene utilizzato, anche se in alcuni casi con maggiore cautela nella formatura.
La scelta esatta del materiale dipende dalla geometria, dalle proprietà richieste dopo la lavorazione e dall'eventuale pianificazione di operazioni secondarie. Il punto chiave è che l'idoneità del materiale è specifica del processo. Un materiale che lavora bene può comunque essere una scelta sbagliata per la testa a freddo, mentre un materiale selezionato per la testa può richiedere operazioni successive per raggiungere le condizioni finali del pezzo.
I materiali comuni per la deformazione a freddo includono acciai a basso e medio tenore di carbonio, acciai legati selezionati, acciai inossidabili, leghe di alluminio, leghe di rame e altri materiali duttili a filo o a proiettile adatti alla deformazione a freddo. La fattibilità dipende non solo dalla famiglia di leghe, ma anche dalle condizioni di fornitura, dalla pulizia, dalla risposta della lubrificazione e dalla quantità di deformazione richiesta in ogni stazione.
Vantaggi e limiti dell'intestazione a freddo
L'intestazione a freddo offre chiari vantaggi, ma questi dipendono fortemente dal tipo di pezzo, dalla geometria e dalla scala di produzione. Valutare adeguatamente il processo significa esaminare sia gli aspetti positivi che quelli limitanti.
Confronto tra la deformazione a freddo e la lavorazione degli elementi di fissaggio
Il confronto tra l'intestazione a freddo e la lavorazione degli elementi di fissaggio inizia con la logica del processo. L'intestazione a freddo forma il materiale. La lavorazione rimuove il materiale per rivelare la forma. Per gli elementi di fissaggio e le parti simili alle viti, questa differenza determina la maggior parte dei compromessi.
L'intestazione a freddo è di solito più in linea con la geometria ripetuta del dispositivo di fissaggio, perché il materiale di partenza e la forma finale sono strettamente correlati. La lavorazione offre una maggiore libertà di forma, soprattutto per i dettagli speciali, ma questa flessibilità comporta una maggiore asportazione di materiale e spesso un maggior tempo per pezzo.
Per questo motivo le famiglie di elementi di fissaggio standard vengono comunemente intestate, mentre gli elementi di fissaggio personalizzati o speciali possono essere lavorati o parzialmente lavorati dopo l'intestazione. Più il pezzo si discosta dalla forma classica di un elemento di fissaggio a filo, più la lavorazione inizia ad avere senso.
Costo della lavorazione a freddo e della lavorazione CNC per pezzi di grandi dimensioni
Per quanto riguarda i costi dell'intestazione a freddo rispetto alla lavorazione CNC per i pezzi ad alto volume, il modello generale del settore è chiaro anche senza numeri verificati di fonti incrociate: l'intestazione a freddo tende a diventare più favorevole quando il volume aumenta e la geometria rimane adatta alla formatura. La lavorazione CNC tende a rimanere più interessante quando il volume è più basso, le modifiche al progetto sono probabili o la geometria è troppo complessa per la deformazione stabile.
Il motivo è il costo fisso rispetto al costo variabile. L'intestazione a freddo comporta costi di attrezzature specializzate e sforzi di impostazione del processo, ma una volta stabilito il processo, si può produrre lo stesso pezzo grezzo ripetutamente con scarti di materiale limitati. La lavorazione CNC richiede meno utensili dedicati per molti pezzi personalizzati, ma il costo del ciclo pezzo per pezzo e l'asportazione di materiale rimangono parte dell'economia.
Quindi il costo non deve essere giudicato solo in base al prezzo del pezzo. Gli acquirenti devono considerare l'impegno di attrezzaggio, il volume annuale previsto, il rischio di scarti durante il lancio e se le operazioni secondarie annullano i vantaggi del pezzo grezzo formato.
Limiti di intestazione a freddo per elementi di fissaggio speciali personalizzati
Le limitazioni della lavorazione a freddo per i dispositivi di fissaggio speciali personalizzati sono solitamente legate alla complessità della geometria, alla concentrazione delle tolleranze nelle caratteristiche locali e al basso volume di produzione. I dispositivi di fissaggio speciali spesso includono teste non standard, incavi insoliti, sottosquadri, caratteristiche trasversali o dettagli funzionali che sono difficili da creare con il solo flusso assiale del materiale.
In questi casi, l'intestazione può ancora produrre il corpo di base, ma possono essere necessarie una o più fasi secondarie per rifinire il pezzo. Se una parte eccessiva del pezzo deve essere lavorata successivamente, il valore dell'intestazione può diminuire. Inoltre, se il progetto personalizzato è destinato a cambiare, l'utensileria rigida diventa un rischio commerciale maggiore.
Ciò non significa che gli elementi di fissaggio speciali non possano essere utilizzati con l'intestazione a freddo. Significa che devono essere sottoposti a un esame di fattibilità più attento rispetto alle viti o ai bulloni standard.
Tabella: Vantaggi, vincoli e compromessi tipici per tipo di pezzo
| Tipo di parte | Benefici della lavorazione a freddo | Vincoli principali | Tipico compromesso |
|---|---|---|---|
| Viti e bulloni standard | Si adatta bene alla formatura multistadio a filo | L'utensileria deve corrispondere alla geometria stabile dei grandi volumi | Forte adattamento al processo se il progetto è maturo |
| Rivetti e perni | Sagomatura efficiente di forme intestate o rovesciate | Valore limitato per le caratteristiche locali intricate | Spesso pratico se la forma è semplice |
| Elementi di fissaggio speciali personalizzati | Può formare un vuoto quasi netto prima del lavoro secondario. | I dettagli complessi possono superare i limiti del processo | Potrebbe essere necessario un sistema ibrido di intestazione + lavorazione |
| Piccoli pezzi di precisione non fissi | Possibile se la geometria è compatta e modellabile | L'adattamento al processo diminuisce quando la forma diventa irregolare | Può orientarsi verso la lavorazione o la forgiatura a freddo in senso lato. |
Difetti, rischi e scenari di fallimento comuni
I difetti di testa a freddo di solito non sono casuali: sono legati al flusso del materiale, alla fase del processo e alla stabilità dell'utensile e delle condizioni di input nel tempo. La comprensione di questi rischi aiuta a collegare i problemi visibili dei pezzi alle loro cause principali.
Difetti comuni nell'intestazione a freddo e come si verificano
Tra i difetti più comuni dell'intestazione a freddo e il modo in cui si verificano, i meccanismi principali sono il cattivo flusso del materiale, il riempimento incompleto della cavità, la piegatura del materiale e i danni legati a un'eccessiva deformazione locale. Poiché l'intestazione a freddo è un processo di deformazione, i difetti sono spesso riconducibili al modo in cui il materiale si è mosso all'interno dello stampo piuttosto che a errori di taglio.
Se il volume o la sequenza del vuoto sono sbagliati, una cavità potrebbe non riempirsi correttamente. Se il materiale si ripiega su se stesso durante il flusso, possono comparire discontinuità superficiali o subsuperficiali. Se la modifica della forma è troppo aggressiva in una stazione, il pezzo può incrinarsi o distorcersi invece di assumere la forma desiderata.
I difetti devono essere trattati come segnali di processo legati a cause specifiche piuttosto che come problemi generici di qualità. Le cricche sono spesso indice di un'eccessiva deformazione locale, di cattive condizioni del materiale o di un sovraccarico in una stazione; un riempimento insufficiente o una variazione di forma possono indicare un errore di volume dello spezzone, un flusso di materiale instabile o l'usura dell'utensile; una deriva dimensionale persistente può indicare l'usura dello stampo, una modifica dell'impostazione o un filo in entrata incoerente.
Rischi di fessurazione durante il processo di intestazione a freddo
Il rischio di cricche durante il processo di intestazione a freddo aumenta quando la deformazione locale supera quella che il materiale può sopportare allo stato freddo. Le transizioni brusche, i materiali difficili da formare, le cattive condizioni del materiale e la progettazione di fasi troppo ambiziose aumentano questo rischio.
Le cricche possono comparire durante il colpo di testa, durante il trasferimento tra gli stadi o in un secondo momento, se durante la formatura sono stati introdotti danni nascosti. L'acciaio inox e altri materiali meno indulgenti possono essere più sensibili, ma la geometria è importante quanto la scelta della lega. Una forma generosa in un materiale più duro può formarsi meglio di una forma severa in un materiale più facile.
Il rischio di cricca è uno dei motivi per cui la pianificazione del processo è importante. La suddivisione della deformazione in più fasi può essere utile, ma solo se gli utensili e i costi che ne derivano hanno ancora senso.
Cause di variazione dimensionale nei pezzi stampati a freddo
Le cause delle variazioni dimensionali nei pezzi intestati a freddo sono solitamente riconducibili a variazioni del materiale in entrata, usura dello stampo, deriva dell'impostazione e flusso instabile del materiale. Poiché l'intestazione a freddo forma la forma direttamente dal volume del magazzino, qualsiasi variazione delle dimensioni o delle condizioni del materiale in ingresso può influire sul pezzo finale.
La variazione può derivare anche dall'allineamento del trasferimento tra le stazioni o dal riempimento della cavità, che è sensibile alla lubrificazione e alle condizioni degli utensili. In un processo stabile, queste fonti sono controllate insieme. In un processo marginale, possono interagire e produrre una dispersione più ampia.
Questo è importante per gli acquirenti, perché la capacità di intestazione a freddo non dovrebbe essere giudicata solo in base al progetto nominale. Dovrebbe essere giudicata in base alla stabilità del processo attorno a quel progetto.
Come l'usura dello stampo influisce sulla qualità dei pezzi stampati a freddo
Il modo in cui l'usura degli stampi influisce sulla qualità dei pezzi stampati a freddo è semplice: gli stampi usurati modificano la cavità e le condizioni di contatto, quindi anche la forma del pezzo. L'usura può ridurre la definizione dei bordi, modificare il flusso del materiale e aumentare le variazioni da pezzo a pezzo.
Nei casi più gravi, l'usura può anche aumentare il rischio di difetti, perché il materiale non si riempie o non si stacca più dall'utensile come previsto. L'usura degli utensili non è solo un problema di manutenzione. È un problema di qualità e di costi. I pezzi che sembrano fattibili al momento del lancio possono diventare instabili in seguito se la durata dello stampo è breve per quella geometria o quel materiale.
Per questo motivo, i progetti impegnativi devono essere valutati non solo per il successo del primo pezzo, ma anche per il comportamento di produzione duraturo.

Costo, tolleranza e operazioni secondarie
I costi, le tolleranze e le fasi di finitura della deformazione a freddo sono strettamente correlati. Le decisioni relative all'utensileria, alla precisione ottenibile e alle operazioni a valle influenzano la possibilità che il processo offra un vantaggio reale.
Fattori che influenzano il costo degli utensili nella lavorazione a freddo
I principali fattori che incidono sul costo dell'utensileria nella deformazione a freddo sono la geometria del pezzo, il numero di fasi di formatura, la complessità dello stampo, la precisione richiesta nella progettazione della cavità e la difficoltà del materiale. Un pezzo semplice da intestare richiede un'attrezzatura meno complessa rispetto a un pezzo con molteplici cambi di diametro o forme di testa dettagliate.
I costi di attrezzaggio aumentano anche quando la finestra di processo è stretta. Se il pezzo richiede un attento controllo del flusso e un'elevata precisione dello stampo, lo sforzo di sviluppo aumenta. La scelta del materiale può aumentare se la lega sottopone l'utensile a maggiori sollecitazioni o richiede una progettazione più conservativa dello stampo.
Per questo motivo, il costo degli utensili deve essere esaminato insieme alla durata prevista del pezzo in produzione. Un investimento iniziale elevato può essere ragionevole per un pezzo standard di lunga durata, ma molto meno per un progetto personalizzato con una domanda incerta.
Limiti di tolleranza dell'intestazione a freddo rispetto alla tornitura CNC
I limiti di tolleranza della testa a freddo rispetto a Tornitura CNC deve essere inteso in termini di processo, non come una semplice classifica di meglio o peggio. La tornitura CNC offre un controllo diretto su molte dimensioni, tagliando gli elementi a misura. L'intestazione a freddo deriva le dimensioni dal volume del magazzino, dalle condizioni dello stampo e dal flusso del materiale. Le fonti di variazione sono quindi diverse.
La ricerca fornita non supporta affermazioni di tolleranza numerica verificata, quindi non si devono assumere valori esatti in questa sede. In generale, la tornitura a controllo numerico è più flessibile quando il controllo locale stretto delle caratteristiche è fondamentale, soprattutto per i pezzi personalizzati complessi.
La ripetibilità dell'intestazione a freddo è di solito più forte sulle caratteristiche create direttamente dalla geometria stabile dello stampo, come i diametri del gambo, le proporzioni della testa e la lunghezza del taglio, mentre le caratteristiche funzionali più strette sono spesso controllate in operazioni secondarie. Filettature critiche, superfici di supporto, dettagli di incavo, concentricità o rapporti di posizione molto stretti possono richiedere la rullatura, la rifilatura, la calibratura o la lavorazione dopo l'intestazione.
Per le decisioni ingegneristiche, la questione importante è quali dimensioni sono critiche e se vengono formate, dimensionate in seguito o lavorate successivamente.
Operazioni secondarie necessarie dopo l'intestazione a freddo
Molti pezzi necessitano di operazioni secondarie dopo l'intestazione a freddo prima di essere finiti. Queste possono includere la rifilatura, la filettatura, la puntatura, l'asolatura, la foratura, la lavorazione di elementi speciali, il trattamento termico, la pulizia o il rivestimento. La necessità di eseguire lavorazioni secondarie non significa che l'intestazione a freddo sia fallita. In molte applicazioni, l'intestazione serve a creare una preforma o uno spezzone efficiente per la successiva finitura.
Ciò che conta è quanto rimane dopo l'intestazione. Se le operazioni secondarie sono limitate e prevedibili, il processo ha ancora senso. Se invece sono necessarie lavorazioni estese per recuperare la geometria finale, l'economia può cambiare.
Questo è uno dei controlli più importanti per gli acquirenti: la lavorazione a freddo elimina una quantità di asportazione di materiale e di tempo ciclo sufficiente a giustificare la complessità dell'utensile e del processo?
I compromessi di costo tra pezzi grezzi e pezzi lavorati a freddo
I compromessi in termini di costi tra gli spezzoni diretti a freddo e i pezzi lavorati dipendono dal volume, dalla geometria, dall'uso del materiale e dalle fasi a valle. Un pezzo grezzo con testa a freddo può ridurre gli scarti di materia prima e i tempi di lavorazione successivi, ma solo se il pezzo grezzo è abbastanza vicino alla forma finale e prodotto in quantità sufficiente.
Un pezzo lavorato può costare di più per pezzo in condizioni di stabilità, ma può essere la scelta migliore se la domanda è incerta o se si prevedono modifiche al progetto. In questo caso, evitare l'uso di utensili specializzati per la produzione di testa può superare il vantaggio del pezzo grezzo formato.
Quindi il confronto pratico non è tra intestazione e lavorazione in sé. Si tratta di intestazione più tutte le operazioni secondarie necessarie e di lavorazione più qualsiasi finitura necessaria.
Dove si inserisce la testa a freddo nella produzione
L'intestazione a freddo non è un metodo di formatura universale, ma un processo che si adatta meglio a scenari produttivi specifici. Il suo valore diventa evidente quando il tipo di pezzo, la geometria e il volume si allineano con i suoi punti di forza.
Elementi di fissaggio e viti con testa a freddo: l'applicazione più diffusa
L'applicazione più adatta rimane quella degli elementi di fissaggio e delle viti con testa a freddo. Questi pezzi si adattano al processo perché partono bene dal filo, necessitano di forme di testa ripetute e sono spesso prodotti in volumi elevati. Il processo è in grado di creare in modo efficiente gli sbozzi per le operazioni successive, come la rullatura dei filetti o la formatura degli incavi.
Questo adattamento alla produzione spiega perché l'intestazione a freddo è così strettamente associata all'industria dei dispositivi di fissaggio. Non si tratta di una risposta universale alla formatura del metallo. È un processo che si adatta molto bene a un gruppo ristretto ma importante di pezzi.
Sfide nella produzione di componenti intricati con l'intestazione a freddo
Le principali sfide nella produzione di componenti intricati con l'intestazione a freddo sono legate al controllo del flusso di materiale. I componenti complessi spesso richiedono dettagli che non si allineano con la deformazione assiale di uno spezzone semplice. Con l'aumentare della complessità, il numero di stampi può aumentare, il riempimento delle cavità diventa più difficile e il rischio di difetti aumenta.
A un certo punto, la parte diventa possibile in teoria ma debole in produzione. Questo è il punto di decisione che gli ingegneri devono trovare. Se una geometria richiede troppi compromessi di formatura o un eccessivo lavoro di pulizia, un altro processo è di solito la strada migliore.
L'intestazione a freddo è adatta a pezzi personalizzati o di basso volume?
L'intestazione a freddo è solitamente meno adatta per i pezzi personalizzati o a basso volume, perché il processo dipende da utensili dedicati e da una produzione ripetuta e stabile. Può comunque avere senso per i pezzi personalizzati se la geometria è vicina alle forme di fissaggio standard e se si prevede un aumento dei volumi futuri.
Per i volumi molto bassi, i prototipi o i pezzi in fase di modifica attiva del progetto, la lavorazione è spesso più facile da giustificare. Il processo è più flessibile e meno dipendente dall'impegno degli utensili.
Lista di controllo: Categorie di pezzi e scenari di produzione in cui l'intestazione a freddo è pratica
L'intestazione a freddo è generalmente pratica quando il pezzo presenta la maggior parte di queste caratteristiche:
- Piccolo componente metallico realizzato in filo metallico o in semplice materiale grezzo
- Con testa, con gambo o comunque vicino alla geometria del dispositivo di fissaggio
- Forma simmetrica o quasi simmetrica
- Materiale con adeguata formabilità a freddo
- Volume di produzione elevato e ripetibile
- Rischio limitato di revisione del progetto
- Le operazioni secondarie sono modeste e pianificate, non si tratta di interventi di soccorso estesi.
Se mancano diverse di queste condizioni, la fattibilità diventa più debole.
Come valutare e scegliere l'intestazione a freddo
La scelta dell'intestazione a freddo è in ultima analisi una decisione di equilibrio tra le intenzioni progettuali e la realtà produttiva. Richiede di considerare la geometria, il comportamento del materiale, il volume di produzione e i requisiti a valle come un unico sistema piuttosto che come fattori isolati.
Matrice decisionale: geometria, materiale, volume, tolleranza e lavorazione a valle
Un modo utile per valutare l'intestazione a freddo è quello di esaminare insieme cinque variabili.
| Fattore | Più adatto per la direzione del freddo | Segnali di pericolo |
|---|---|---|
| Geometria | Forma a testa, assialsimmetrica, a stadi | Elementi trasversali intricati, sfalsati, profondamente incassati |
| Materiale | Buona formabilità a freddo in forma di filo o di spezzone | Maggiore sensibilità alle cricche o condizioni instabili del feedstock |
| Volume | Produzione ripetuta su lunghe tirature | Prototipo, volumi ridotti, domanda incerta |
| Tolleranza | Dimensioni critiche compatibili con il processo di formatura e il dimensionamento successivo | È necessario uno stretto controllo locale su molte funzioni personalizzate |
| Elaborazione a valle | Rifinitura o rifinitura limitata dopo l'intestazione | Dopo la formatura sono ancora necessarie lavorazioni pesanti |
La matrice è semplice, ma riflette la logica ingegneristica principale. L'intestazione a freddo viene scelta quando si verificano contemporaneamente diverse condizioni favorevoli al processo.
Come si fa a sapere se l'intestazione a freddo è il processo giusto?
L'intestazione a freddo è il processo giusto quando la forma del pezzo può essere costruita attraverso una deformazione a freddo a partire dal filo o dal grezzo, il materiale può tollerare tale deformazione e il volume di produzione è sufficientemente alto da giustificare un'attrezzatura specializzata. È un processo adatto a viti, bulloni, rivetti e parti simili.
Di solito non è il processo giusto quando la geometria è intricata, il volume è basso o sono necessarie importanti lavorazioni secondarie.
Cosa devono verificare acquirenti e ingegneri prima di richiedere preventivi o attrezzature
Prima di richiedere preventivi o utensili, acquirenti e ingegneri dovrebbero controllare il disegno del pezzo per individuare le caratteristiche che contrastano il flusso del materiale, non solo quelle che sembrano difficili da lavorare.
Dovrebbero esaminare il tipo e la condizione del materiale, l'utilizzo annuale, la dimensione del lotto, le dimensioni critiche, i requisiti di filettatura, il trattamento termico, la placcatura, gli obiettivi di durezza, le aspettative di ispezione e quali caratteristiche devono essere formate rispetto a quelle lavorate successivamente. La revisione del fornitore è più efficace se la richiesta di offerta indica anche se il progetto è congelato, quale livello di approvazione è richiesto e se sono già stati convalidati pezzi simili.
È anche importante identificare quali caratteristiche devono essere formate in utensile e quali possono essere aggiunte successivamente. Questa distinzione spesso determina se il processo è pratico o se il progetto deve orientarsi verso la lavorazione o un'altra via di formatura.
Un utile pacchetto di pre-quotazione comprende un disegno stabile, le specifiche del materiale, la domanda annuale prevista e una nota chiara sulla lavorazione a valle. Senza questi elementi, il confronto tra i processi diventa una congettura.
Riferimenti necessari: fonti accademiche, organismi di standardizzazione e rapporti di settore.
Il contenuto di testa a freddo è spesso discusso nei materiali dei fornitori, ma il processo decisionale dovrebbe basarsi su fonti più solide, ove possibile. Il lavoro accademico è utile per la formulazione del processo, la progettazione dello stampo e il comportamento di deformazione. Gli enti normativi sono utili per le dimensioni dei dispositivi di fissaggio finiti e i requisiti dei materiali, anche se non descrivono l'intero processo di intestazione. I rapporti dell'industria possono aiutare a inquadrare il mercato, ma devono essere controllati attentamente per evitare affermazioni non supportate.
L'attuale base di ricerca fornita è scarsa. Pertanto, gli ingegneri dovrebbero considerare con cautela molte affermazioni pratiche presenti sul mercato, a meno che non siano supportate da standard, studi sottoposti a revisione paritaria o dati di produzione convalidati.
Conclusione
L'intestazione a freddo è un processo specializzato di formatura del metallo a freddo con un forte adattamento a viti, bulloni, rivetti, perni e componenti simili di piccole dimensioni realizzati in filo o in semplici pezzi grezzi. Secondo letteratura ingegneristica sulla formatura dei metalli, L'intestazione a freddo rimane uno dei metodi di produzione più efficienti dal punto di vista dei materiali per la produzione di elementi di fissaggio in grandi volumi, grazie alla sua capacità di dare forma quasi netta. Il suo valore deriva dalla possibilità di modellare il materiale invece di tagliarlo, soprattutto quando la geometria è stabile e il volume di produzione è elevato. Il processo dipende da un buon flusso di materiale, da un'attenta progettazione dello stampo e dalla consistenza del materiale di partenza.
La decisione principale non è se l'intestazione a freddo sia efficiente in astratto. Si tratta di stabilire se il pezzo specifico si comporti come un pezzo intestato a freddo. Geometria, formabilità del materiale, volume, esigenze di tolleranza e operazioni secondarie devono essere in linea. Se è così, l'intestazione a freddo può essere una via pratica per una produzione quasi netta. In caso contrario, la lavorazione o un altro processo è spesso più facile da controllare e meno rischioso.
FAQ
Se vi state chiedendo cosa sia l'intestazione a freddo, si tratta di un metodo di formatura dei metalli in cui il materiale viene modellato a temperatura ambiente utilizzando l'alta pressione anziché il calore. Questa tecnica è comunemente utilizzata per produrre componenti con testa a freddo come viti, bulloni e rivetti con un'eccellente resistenza e consistenza. Poiché il materiale non viene riscaldato, la struttura interna della grana rimane intatta, migliorando la durata. È ampiamente preferita nella produzione di grandi volumi grazie alla sua velocità, ai bassi scarti e alla capacità di creare componenti precisi e ripetibili.
La differenza principale sta nella temperatura e nel comportamento del materiale. L'intestazione a freddo forma il metallo a temperatura ambiente, mentre l'intestazione a caldo riscalda il materiale per renderlo più morbido e facile da modellare. L'intestazione a caldo funziona meglio per forme grandi o complesse, ma può portare a incrostazioni, ossidazioni e finiture meno precise. La formatura a freddo, invece, offre una migliore qualità superficiale e una maggiore resistenza, anche se richiede una forza maggiore ed è tipicamente utilizzata per componenti più piccoli. Quando si confrontano l'efficienza produttiva e la qualità del prodotto, la scelta dipende spesso dalle dimensioni del pezzo, dal materiale e dal volume di produzione.
L'intestazione a freddo è in realtà un tipo di forgiatura specializzato nella produzione ad alta velocità di componenti più piccoli. La forgiatura in sé comprende un'ampia gamma di processi - a caldo, a caldo e a freddo - utilizzati per modellare il metallo attraverso la forza di compressione. La forgiatura tradizionale è spesso utilizzata per pezzi più grandi e può richiedere una lavorazione aggiuntiva, mentre l'intestazione a freddo produce forme quasi nette con una finitura minima. In alcuni flussi di lavoro, i produttori possono combinare i metodi, ad esempio partendo da pezzi grezzi formati e rifinendoli con la lavorazione, come i pezzi grezzi lavorati a freddo con CNC per ottenere tolleranze più strette.
L'intestazione a freddo è un processo di formatura dei metalli in cui il filo o il tondino vengono modellati in componenti utilizzando un'alta pressione a temperatura ambiente, senza tagliare o riscaldare il materiale.
Il processo comprende tipicamente:
- Alimentazione del filo e taglio in spazi precisi
- Posizionamento della fustella all'interno della cavità dello stampo
- Punzonatura ad alta pressione, che costringe il materiale a fluire e prendere forma
- Formatura multistadio per geometrie più complesse come viti o bulloni
- Espulsione e operazioni secondarie come filettatura o rivestimento
Nella pianificazione della produzione, viene spesso confrontato con il costo della tornitura a CNC rispetto a quello dell'intestazione a freddo, perché l'intestazione a freddo è di solito più efficiente in termini di costi per i pezzi di volume elevato e di complessità semplice o media, mentre la tornitura a CNC offre maggiore flessibilità per i progetti di volume ridotto o complessi.



