ビーズブラストと陽極酸化のどちらを選択するかは、スタイルの選択ではありません。それは、フィット感、外観、腐食挙動、再加工のオプションにおけるリスクを変える製造上の決定である。難しいのは、2つの工程が異なることを行うことです。ビーズブラストは主に表面の質感を変える。アルマイト処理は、主に酸化被膜を成長させることで表面の化学的性質を変化させます。この2つの処理を互換性のある「仕上げ」として扱うと、ロットごとに外観に一貫性がなかったり、予期しないサイズの変化があったり、取り扱い後に外観上の期待に反したりする部品ができあがります。.
この記事は、実現可能性を判断し、機械工場に次の質問をする必要があるエンジニアや技術バイヤーのために書かれている。 精密CNC旋盤加工 そして CNCフライス加工サービス, または仕上げ専門業者。.
ビーズブラストと陽極酸化の比較:最速の選択方法
迅速な選択は、第一の目標を明確にすることから生まれる。コントロールされたマットな質感が必要で、工具の跡を隠したい場合は、ビーズブラストが直接のレバーとなります。保護、色、電気的特性のために酸化仕上げが必要な場合は、陽極酸化が直接のレバーです。多くのアルミニウム表面仕上げは、質感と酸化物成長の異なる問題を解決するため、両方が使用されます。.
決定マトリックス表:目標(外観、質感、保護、コスト)対工程(ビーズブラスト、陽極酸化処理)
| 目標/制約 | ビーズブラスト(メディアブラスト) | 陽極酸化処理(電気化学的酸化処理) |
|---|---|---|
| CNC加工面の目に見えるツールマークを低減 | マット/サテンの質感で光を再分配するため、しばしば効果的。 | ツールマークはそれ自体では隠せないかもしれない。 |
| 均一なマットまたはサテンのような仕上がりを作る | 第一の強さ;メディアの選択と圧力が見た目を左右する | 陽極酸化処理だけでは均一な反射率は保証されない。 |
| 機能的な表面「コーティング」動作を加える | コーティングではなく、化学的な変化よりも地形の変化の方が大きい。 | アルミニウムに酸化皮膜を形成する。 |
| カラー(黒、染めた色) | それ自体は着色法ではない | アルマイト処理を行う一般的な理由。色の一貫性は多くの変数に依存する。 |
| タイトなフィットと重要な寸法 | リスク:ブラストは鋭利なエッジを丸め、地域の特徴を変える可能性がある。 | リスク:陽極酸化処理によって酸化皮膜が形成され、はめあい、ねじ山、内径に影響を及ぼす可能性がある。 |
| リワークの柔軟性 | 形状が許せば、しばしば再ブラスト可能 | 剥離と再陽極酸化は可能な場合もあるが、寸法と外観にリスクが伴う。 |
| コスト感度 | ワンステップ化粧品のテクスチャーとして使用する場合は、よりシンプルにすることができる。 | マスキング、ラッキング、化粧品の要件によってコストは異なる。 |
| スケジュール感度 | 社内または地元のベンダーで行う場合、多くの場合速い | 多くの場合、バッチ駆動型であり、待ち行列の時間と処理手順が大部分を占めることがある。 |
重要な点は、ブラストは通常、目で見て感じるものをコントロールするために選択されるのに対し、アルマイト処理は使用中の表面の挙動をコントロールするために選択されるということです。.
チェックリスト:選ぶ前にすべき質問(素材、最終用途、許容範囲、希望する外観、予算、スケジュール)
ビーズブラスト仕上げ、陽極酸化処理、またはその複合ルートを選択する前に、驚きを避けるために十分なインプットが必要です:
- 素材と合金:アルミニウムですか?アセンブリー内の混合合金は、同じ仕上げでも異なって見えることがあります。.
- 最終用途での取り扱い:その部品は頻繁に扱われたり、擦られたり、溶剤で洗浄されたりしますか?ハンドリングによって、マット仕上げが接触部分で光沢を帯びることがあります。.
- 重要な寸法とインターフェース:プレスフィット、スライディングフィット、ネジ穴、シール面、電気アース、ベアリングボアはあるか?
- ご希望の外観:マット、サテン、それとも反射のあるルック?顔全体の均一性」は必要か、それともばらつきは許容範囲か?
- マスキングの必要性:ブラストまたは陽極酸化処理を施さない必要のある部分(ネジ山、電気接点、溶接ゾーン、シール面)はありますか?
- 予算とスケジュールの制約:スピードが重要なプロトタイプなのか、再現性が重要なプロダクションなのか。
- 検査計画:目視、粗さ測定、またはその両方。
これらの質問は重要である。なぜなら、どちらのプロセスも、単純に見える図面であっても、エッジ、コーナー、そして “感触 ”を変えてしまう可能性があるからだ。.
両者を併用する場合:シーケンスオプション(準備→仕上げ)(図)
CNC部品では、艶消しの質感と酸化皮膜の質感をコントロールしたい場合、両方を使うのが一般的だ。順番は重要です。.
| オプション | プロセスの流れ | 備考 |
|---|---|---|
| オプションA:ブラスト→アルマイト(共通) | CNCマシン → ビーズブラスト加工 → クリーニング/活性化 → 陽極酸化処理 → シール(使用されている場合) → 検査 | 均一な艶消しアルマイト仕上げの標準プロセス |
| オプションB:機械→陽極酸化処理のみ | CNCマシン→洗浄/活性化→陽極酸化→検査 | 機械加工されたままのテクスチャーを維持。 |
| オプションC:ブラストのみ | CNCマシン→ビーズブラスト・テクスチャー→検査 | 化粧仕上げ/テクスチャー仕上げのみで、酸化皮膜や保護膜はない。 |
| 選択肢D:陽極酸化 → ブラスト(アンコモン) | CNCマシン → アルマイト処理 → ブラスト処理(テクスチャー除去) → 検査 | 通常、再加工のみ。機能的アルマイトの利点はしばしば否定される。 |
もし「アルマイト処理前にビーズブラストを行うべきか」という質問であれば、現実的な答えは次のとおりです。ビーズブラストは、均一なマットな質感が必要で、アルマイト層によって「捕捉」される質感を受け入れることができる場合に、ブラストによるアルマイト処理の前処理としてよく使用されます。しかし、タイトフィットや鋭利な化粧品のエッジには必ずしも安全ではありません。.
ビーズブラストは陽極酸化処理と同じですか?
ビーズ ブラストは、圧縮空気 (またはその他の推進方法) を使用してブラスト媒体で表面を叩くことにより、表面の質感を変える機械的衝撃プロセスです。陽極酸化は、部品表面に酸化アルミニウム層を成長させる電気化学プロセスです。アルマイト処理とは、部品表面に酸化アルミニウム層を成長させる電気化学的処理のことで、主に地形を変化させる処理と、表面の化学的性質や構造を変化させる処理があります。.
各プロセスが何をするのか(そして何をしないのか)
両者を “仕上げ ”と呼ぶことで、多くの混乱が生じる。実際には、両者は異なる問題を解決し、異なる方法で失敗する。.
ビーズ ブラストの基本:表面処理/テクスチャ形成方法としてのメディア ブラスト(工程図)
ビーズブラストは研磨ブラストの一形態です。通常の目的は、機械加工の意味での材料除去ではありません。制御されたテクスチャとより均一な外観を作成するためです。軽いバリ取りにも役立ちますが、組み立てに影響するバリを除去する確実な方法ではありません。.
単純なプロセス・ビューは次のようになる:
| ステップ | プロセス説明 |
|---|---|
| 1 | 負荷部分 |
| 2 | 重要なエリアをマスクする(必要な場合) |
| 3 | ブラスト媒体の選択(ガラスビーズ、プラスチック媒体、酸化アルミニウム、その他) |
| 4 | 設定圧力/ノズル距離/角度 |
| 5 | 目標ルック/テクスチャーへのブラスト |
| 6 | 埋め込まれたメディアやほこりを取り除くためのクリーニング |
| 7 | 外観+重要な特徴の検査 |
ブラスト仕上げ」と言われても、ビーズブラスト作業は表面処理またはテクスチャーの段階として扱うのが最善です。コーティングを作成するわけではありません。また、部品が光をどのように反射するか、または陽極酸化染料をどのように取り込むかを変えるなど、後で問題となる方法で表面を変化させることもあります。.
よくある誤解:
- “「ビーズブラストは穏やかなので、形状を変えることはできません。エッジや小さな特徴、特にコーナーや薄いフィンを変えることができます。.
- “ビーズブラストはツールマークを除去する”目立たなくすることはできますが、深いツールマークは艶消し仕上げに伝わります。.
- “「ブラスト媒体は何でもいいメディアの選択により、見た目もリスクも変わります。微細なガラスビーズは鋭利な研磨媒体とは挙動が異なります。.
陽極酸化の基礎:電気化学的表面仕上げ法(工程図)
陽極酸化は、電解浴を使用してアルミニウムの表面を酸化アルミニウム層に変えるもので、部品が陽極として機能します。これは塗装でもメッキでもありません。表面を酸化物に変えるのです。.
単純化した見方
| ステップ | プロセス説明 |
|---|---|
| 1 | 部品をラック/冶具に積み込む |
| 2 | 洗浄/脱脂 |
| 3 | エッチングまたは脱酸(プロセスによる) |
| 4 | 管理された条件下で電解液中で陽極酸化する。 |
| 5 | オプションの染色工程(カラーアルマイト用) |
| 6 | シール(プロセス依存) |
| 7 | すすぎ/乾燥 |
| 8 | 外観検査+厚さ/カバー率検査(規定通り) |
アルマイト処理は、外観、表面保護、染料の下地など、さまざまな理由で選ばれている。また、一般的な規格では、さまざまな「タイプ」やクラスで指定することができます。.
バイヤーからのよくある質問に、“タイプIIとタイプIIIのアルマイトの違いは?”というものがある。一般的な仕様では、タイプIIは、外観や一般的な保護が重要な場合によく使用される従来の陽極酸化皮膜であり、タイプIIIは、摩耗性能がより重要な場合に使用される「ハード陽極酸化」(ハードコート)です。どちらも合金、表面処理、工程管理に依存する。タイプIIIが必要な場合は、より厳しい管理と、形状、マスキング、検査定義に対するより高い感度を想定する必要がある。.
主なアウトプットの違い:テクスチャーの変化とコーティング/仕上げの変化(比較表)
| 出力特性 | ビーズブラスト | 陽極酸化処理 |
|---|---|---|
| 何が最も変わったか | 表面地形(粗さ/テクスチャー)、反射率 | 表面化学と構造(酸化膜) |
| 問題が現れる場所 | マットムラ、シャドーイング、エッジラウンド、メディア汚染 | 色の不一致、焼き付き/欠陥、複雑な形状のカバー不良、フィット感の変化 |
| 何を “閉じ込める ”か” | 他の仕上げがない場合は、最終的なテクスチャーを作る。 | アルマイト処理前の質感の多くを維持し、加工履歴を消すことはない。 |
| ルートにおける典型的な役割 | 化粧品の質感、別の仕上げの前の準備 | アルミニウムの最終仕上げ。ブラストや研磨の後に行うこともある。 |
このため、「ビーズブラスト対陽極酸化処理」はしばしば誤ったフレーミングとなります。多くの部品は、外観を得るためにブラスト工程を必要とし、その後、表面仕上げの動作のためにアルマイト工程を必要とします。.
ビーズブラストは陽極酸化を除去しますか?
可能性があります。研磨ブラストは、媒体の種類、ブラスト設定、およびブラストの強さによって、陽極酸化層を除去または損傷する可能性があります。外観を変更するために陽極酸化部品をブラストする場合、ブラストされた表面の陽極酸化の機能的価値が低下または消失し、斑点のある外観になる可能性があることを想定する必要があります。再加工の場合は、その場限りのブラストではなく、計画的な剥離と再仕上げのアプローチが必要です。.

外観と表面の質感の成果
アルミCNC部品は、工業製品であっても美観が真の原動力となることが多い。課題は、「つや消し」や「サテン」は、それだけでは仕様にならないことです。.
表面仕上げ言語:マット、サテン、均一性、反射率(写真例ガイダンス)
マット、サテン、光沢といった言葉は、表面が光をどのように反射するかを表している。2つの部品が同じ平均粗さを持つことはあり得るが、それでも異なって見えるのは、テクスチャーのパターンと方向性が異なるからである。.
マット仕上げと光沢仕上げのCNCの要件についてサンプルや写真を確認する際には、比較がコントロールされていることを確認してください:
- 照明の角度と照度を同じにする。.
- 平らな面とエッジを別々に比較する。.
- 可能な限り、「既知の標準」クーポンを含める。.
- 機械加工による方向性のあるパターン(ツールパス)と、ブラスト加工による方向性のないパターンを探します。.
マットなビーズブラスト表面は、反射を分解するため、より均一に見えることが多い。しかし、均一性は、ポケット、エッジの近く、またはノズルの角度が一定に保てない場所で失敗することがあります。陽極酸化処理では、合金、表面処理、浴条件が部品全体またはバッチ間で異なる場合、見た目の均一性が損なわれることがあります。.
表面粗さ/テクスチャーの目標:仕上げ要件の指定と検証方法(検査チェックリスト)
外観が重要なら、それを確認する方法が必要だ。目視チェックだけでは主観的だが、計量だけでは外観上の欠陥が生じる可能性がある。.
2部構成のアプローチを使う:
- ビジュアル・スタンダードの定義:許容可能なばらつきを示す基準部品、クーポン、または管理された写真セット。.
- 必要に応じて測定可能なテクスチャ要件を定義する:粗さパラメータと測定方法を指定するが、機能(グリップ、シール、グレアコントロール、隣接する部品とのマッチング)に関連する場合に限る。.
ビードブラストとアルマイト外観の検査チェックリスト:
- 図面で仕上げの範囲(全面か選択面か)を確認する。.
- マスキングの境界とエッジブレーキングの予想を確認する。.
- 穴やポケットにブラスト媒体が埋め込まれていないか、または残留物がないかを確認します。.
- フェース全体に一貫性のない光沢がないかチェックする(特に大きなフラット)。.
- 知覚される “鮮明さ ”を変えるような意図しない丸みがコーナーにないかチェックする。”
- 粗さが指定されている場合は、製造前に装置のタイプ、カットオフ設定、サンプリング位置が合意されていることを確認する。.
- アルマイトの色については、一定の光の下で、合意された基準と照らし合わせて確認する。.
エンジニアにとって主なリスクは、それをどう判断するかを定義せずに「均一なマット仕上げ」と指定することだ。それは要求ではなく、論争になってしまう。.
色と見た目の一貫性の考慮(特にアルマイト仕上げの場合)(管理すべき変数の表)
カラーアルマイトは、多くのチームが予想するよりも多くの変数を追加します。同じ品番を繰り返しても、インプットが変われば見た目も変わる。カラーが重要な場合は、フィニッシャーに何を管理し、何を管理できないかを尋ねてください。.
| アルマイトの外観に影響する変数 | 何を見るかが重要な理由 |
|---|---|
| 合金とテンパー | 異なる合金は、異なる色合いと明るさのレベルに陽極酸化することができます。 |
| 表面処理ルート(機械加工、ビーズブラスト、研磨) | プレテクスチャは、反射率と染料の取り込み挙動を変化させる。 |
| 洗浄・脱酸工程 | 一貫性のないプレパレーションは、しみの原因となる。 |
| ラッキング/フィクスチャリング接点 | コンタクトマークが見えることがあり、電流分布が均一性に影響する。 |
| ジオメトリー(深いポケット、鋭いコーナー、薄い壁) | 電流密度が部品によって異なるため、外観が変化する可能性がある。 |
| バッチ間のプロセス安定性 | 化粧部品に小さなずれが見られることがある |
ここで、ビーズブラストとアルマイト処理の順序を決めることになります。ブラスト処理は、より均一な下地の質感を作るのに役立ちますが、適用範囲が不均一な場合、ばらつきが生じる可能性もあります。ブラスト処理は、より均一な下地の質感を作るのに役立ちますが、カバーにムラがある場合は、ばらつきが生じる可能性もあります。アルマイト処理は、一貫した「仕上げファミリー」を与えることはできますが、先に生じた違いを消すことはできません。.
アルミニウム部品には、ビーズブラストと陽極酸化処理のどちらが適していますか?
どちらも目標がなければ「より良い」とは言えない。主な要件が、ツールマークを隠すマットまたはサテンの質感である場合、ビーズブラストは直接的な方法です。主な要件が酸化アルミニウム仕上げ(オプションで色付き)の場合は、陽極酸化が直接的な方法です。多くのアルミニウムCNC部品では、実用的な答えは、外観制御のためにビーズブラストを行い、最終的な表面仕上げのために陽極酸化を行うことです。.
決断を促すパフォーマンスのトレードオフ
性能は、誤解が高くつくところである。初日に見栄えの良い仕上げを選択しても、後にハンドリングマークや磨耗、クリーニングの問題を引き起こす可能性がある。.
摩耗とハンドリングへの期待:仕上げの選択と実際の使用との関係(シナリオ例)
よくあるシナリオをいくつか考えてみよう:
手のひらサイズのエンクロージャー:ビーズブラスト仕上げのマット仕上げは、最初のうちは指紋や小さな傷を隠すことができます。時間が経つにつれて、繰り返されるハンドリングが接触性の高いゾーンを「研磨」し、不均一に見える光沢のあるパッチを作成することができます。ブラスト処理されたテクスチャーの上にアルマイト処理を施すと、ハンドリングによる光沢の変化は生じますが、酸化処理によって表面の摩耗やクリーニングとの相互作用が変化します。重要な決定は、製品寿命にわたってどのような視覚的変化を許容できるかということになります。.
固定プレートまたは工具部品:ブラストはまぶしさを抑え、表面を均一に見せることができますが、表面のテクスチャがより粗くなるため、汚れや油の付着の仕方も変わります。部品を頻繁に洗浄する場合、粗いテクスチャは残留物を保持する可能性があります。アルマイト処理は、表面性状のために選択されるかもしれませんが、仕様は用途に合わせる必要があります:一般的なアルマイト処理が必要なのか、摩耗部分にはより硬いアルマイト処理が必要なのか。
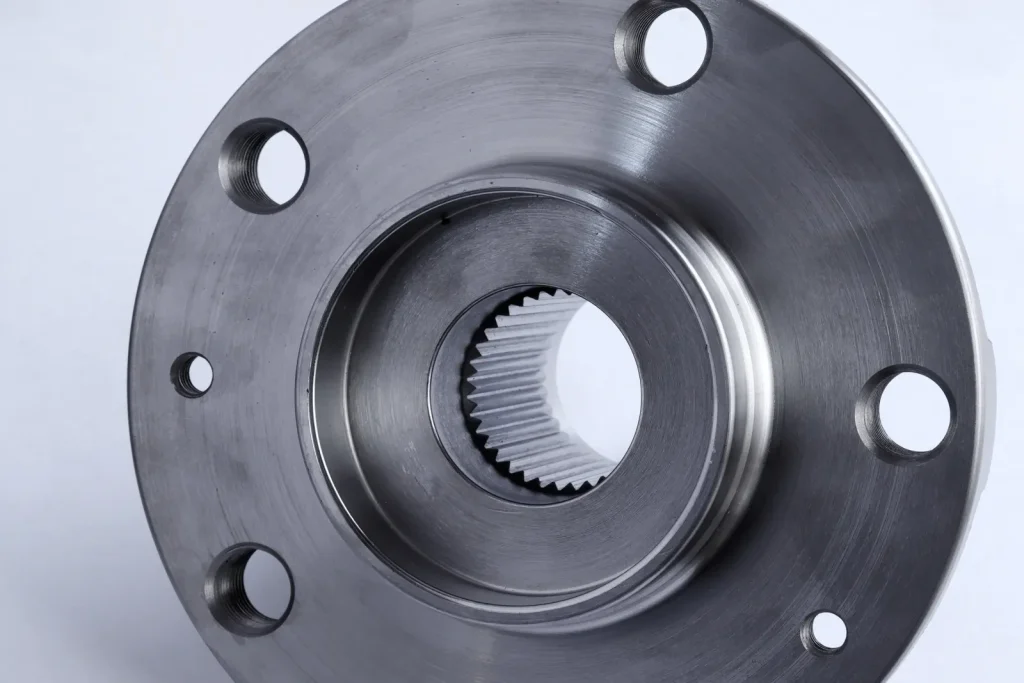
摺動界面:部品に嵌合形状がある場合、または他の表面と摺動する場合、それらの表面のブラスト処理は、テクスチャを変化させ、摩擦や摩耗のばらつきを増加させる可能性があるため、危険な場合があります。陽極酸化処理も表面の挙動を変化させ、適合性に影響を与える可能性があります。このような場合、機能的な面はそのまま加工し(または別の仕上げ方法で管理し)、機能的でない面は仕上げ加工する方が安全な場合が多くあります。.
フィット、公差、寸法に関する懸念:表面の変化が問題となる場合(決定メモ)
2つのバイヤーの質問が繰り返し表示されます:“ビーズブラストは部品の寸法を変えますか?” と “アルマイト処理はフィット感に影響しますか?” です。”
ビーズブラストは、平均的な材料の除去量が少ない場合でも、機能的な形状を局所的に変化させることがあります。最も一般的な影響は次のとおりです:
- エッジの丸み:シャープなエッジがシャープでなくなる。エッジが鋭利になることで、外観上のデザイン意図が損なわれたり、パーツの位置合わせが変わってしまうことがあります。.
- 小さな特徴の軟化:細いリブ、小さなエンボスマーク、刻み目、細かい溝は鮮明さを失うことがある。.
- 穴とねじ山のリスク:ねじ穴へのブラストは、組み立ての感触を変え、媒体を閉じ込める可能性があります。.
アルマイト処理は、表面に酸化被膜を形成するため、はめあいにも影響します。図面の公差が寛大に見えても、リスクは最も高い:
- 密着したボアとピン
- スレッド(内部および外部)
- 精密シール面
- 圧入とベアリングシート
- 裸の金属接触が必要な電気接地ポイント
実現可能性を高める良いステップは、図面をゾーンごとにマークアップすることだ:
- “化粧直しOK ”のサーフェス
- “「機能的な質感はOKだが、サイズに敏感な」サーフェス
- “変更しない ”インターフェース(マスクまたは後処理)
もし、このゾーニングを行わなければ、フィニッシャーは推測しなければならない。推測は、プロトタイプが合格し、プロダクションが失敗するところである。.
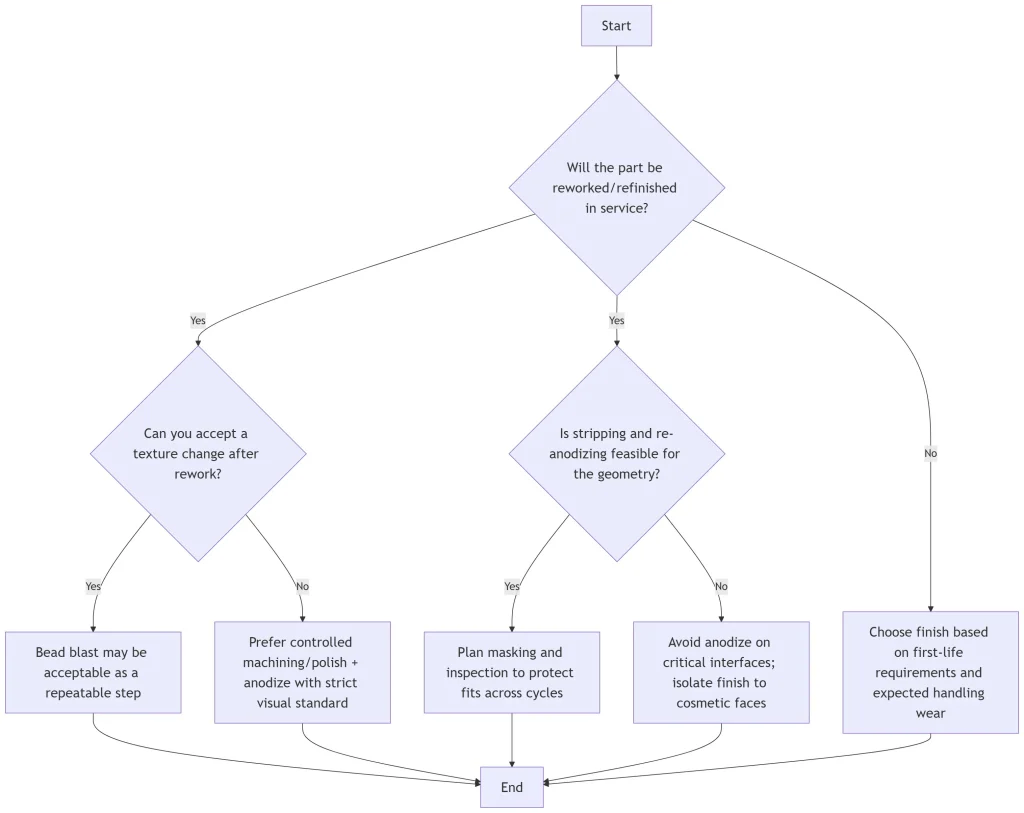
メンテナンスとライフサイクルの考慮事項:洗浄、再加工性、再仕上げパス(フローチャート)
ライフサイクル計画は、部品が再加工される場合、積極的に洗浄される場合、あるいは再生される場合に重要である。.
クリーニングは実用的な問題であり、美容的な問題ではない。少しざらついた表面は、汚れや油分を保持することができる。また、洗浄方法によっては、時間の経過とともにマットな表面の外観が変化することがあります。部品の外観を一定に保つ必要がある場合は、許容可能な摩耗パターンとクリーニングの制約を、前提としてではなく、要求事項の一部として指定してください。.
ルックス対耐久性」が本当のトレードオフである場合(長所/短所表)
| トレードオフ | ビーズブラスト | 陽極酸化処理 |
|---|---|---|
| 初期のマットな質感のコントロールに最適 | はい | 仕上げ前による |
| 酸化アルミニウムの表面仕上げに最適 | いいえ | はい |
| 時間の経過とともに取り扱いが目に見えて変化するリスク | 光沢のある摩耗ゾーンができる | アルマイトの種類や用途によって異なる。 |
| タイトフィットのリスク | エッジの丸みと特徴のソフト化 | 酸化物の成長がフィッティングに影響する可能性がある。 |
| スポット修理のしやすさ | 再ブラストはなじむかもしれないが、正確に合わせるのは難しい。 | スポット補修は難しく、再仕上げには剥離と再加工が必要になることが多い。 |
このため、「アルミニウムCNCに最適な仕上げ」は、外観上のドリフトと機能上のドリフト、どちらの失敗をより恐れるかによって決まるのです。正解は、機能的な界面の保護と制御、そして外観のための仕上げという2つのアプローチを取ることです。.

プロセスワークフローと準備要件(それらがどのように相互作用するか)
ブラスト処理とアルマイト処理の相互作用は、「サンプルのように仕上がらなかった」という問題の多くが始まる場所です。機械加工したままでは美しくアルマイト処理される部品が、ブラスト処理すると曇って見えることがあります。.
代表的なワークフローオプション:ビーズブラストのみ、陽極酸化処理のみ、ビーズブラスト+陽極酸化処理(ワークフロー図)
| ワークフロー | プロセスの流れ |
|---|---|
| ワークフロー1:ビーズブラストのみ | 機械 → バリ取り → 必要に応じてマスク → ビーズブラスト → 清掃 → 点検 |
| ワークフロー2:陽極酸化処理のみ | 機械→バリ取り→必要に応じてマスク→洗浄/活性化→陽極酸化→検査 |
| ワークフロー3:ビーズブラスト+陽極酸化処理 | 機械→バリ取り→マスク→ビーズブラスト→クリーニング→必要に応じてマスク更新→陽極酸化→検査 |
複合ルートは、各工程間にインターフェイスを追加する。アルマイト前の指紋、引っかかったメディア、化粧面に現れるマスキングラインなど、あらゆる界面が一貫性を失うチャンスとなる。.
ビーズブラスト後に陽極酸化処理できますか?
はい、ビーズブラスト後に陽極酸化処理することは一般的で、つや消し陽極酸化の外観を得るために行われることがよくあります。主な実現可能性のチェックは、形状(すべての表面をブラストして洗浄できるか)、マスキング(ねじ山と嵌合の保護)、外観の期待(面全体およびバッチ全体の均一性)です。これは、非公式な準備段階ではなく、定義された工程ルートとして扱います。.
陽極酸化処理におけるビーズブラストとサンドブラストの比較
どちらも研磨ブラストですが、媒体の形状と硬度が異なるため、挙動が異なります。「サンドブラスト」は、鋭利なメディアを使用した攻撃的なブラストという意味で使用されることが多く、より粗いテクスチャを作成し、目に見える欠陥や寸法に影響を与えるリスクが高くなります。ガラスビーズブラストは、より均一なサテンのような仕上げが必要な場合によく使用されます。部品が陽極酸化される場合は、一般的な「サンドブラスト」という言葉ではなく、目標とする質感とエッジや微細な特徴の変化に対するリスク許容度に基づいてブラスト媒体を選択します。“
品質管理チェックポイント:検査前後のステップ
ビーズブラスト対アルマイトの実用的なQC計画は、遅発的に現れる「サイレント・フェイル」を防ぐことにある。.
発破をかける前に
- バリの除去方法と受け入れを確認する。ブラストは、機能的なエッジの主なバリ取り計画であってはならない。.
- スレッド、ボア、シール面のマスキング範囲を確認する。.
- リファレンス・スタンダードでターゲット・ルックを確認する。.
ブラスト後、陽極酸化処理前:
- 穴、ポケット、内部チャンネルからメディアが取り除かれていることを確認する。.
- 重要なフィーチャーに不均一なカバー、影、エッジの丸みがないか検査する。.
- アルマイト処理前に、部品が汚染されないように取り扱われ、保管されていることを確認する。.
アルマイト処理後:
- 染色されている場合)合意された標準と照明条件との色の一致を検査する。.
- ラッキングマークと接点を点検し、許容ゾーン内であることを確認する。.
- マスキングされた部分が意図したとおりに機能することを確認する(該当する場合は、ねじ山測定、はめあいチェック、電気接触チェック)。.
要するに、検査計画は、最終的な外観だけでなく、選択したルートの故障モードに合致したものでなければならない。.
コスト、リードタイム、生産の拡張性
コストとリードタイムは、数字を導入せずに一般化するのは難しい。あなたができることは、主なコストドライバーを特定し、どれがあなたの部品に当てはまるかを決めることです。.
コストドライバーの内訳:セットアップ、マスキング、バッチサイズ、複雑さ(コスト要因表)
| コストドライバー | ビーズブラストのコストが変わる理由 | アルマイトのコストが変わる理由 |
|---|---|---|
| マスキング | 手間と化粧品マスクのシワのリスクが増える | マスキングが不十分だと、フィッティングの問題でスクラップが発生する可能性がある。 |
| パート・コンプレックス | 深い懐と狭いコーナーが、時間と一貫性のリスクを高める | 複雑な形状は、ラッキングとカバレッジの均一性を複雑にする |
| 化粧品レベルが必要 | より高い化粧品のハードルは、より多くの管理と検査を必要とする | カラーマッチングと欠陥制限により、ハンドリングと検査の必要性が高まる |
| バッチサイズ | 小ロットの場合、セットアップとハンドリングが中心となる可能性がある | 小ロットは、セットアップ、ラッキング、入浴のスケジューリングに支配されるかもしれない。 |
| 混合材料または混合合金 | 部品間で一貫性のない外観を引き起こす可能性がある | 特にカラーアルマイトでは、目に見えるばらつきが生じることがある。 |
| リワーク/スクラップ感度 | 再ブラストが可能な場合もあるが、必ずしも適合するとは限らない。 | 剥離と再陽極酸化は工程を増やし、寸法に影響を与える可能性がある。 |
テクニカル・バイヤーにとって、コストを管理する最も安全な方法は、曖昧さを減らすことである。どの面が化粧品で、どの面が保護されなければならないか、そして「良い」とはどのようなものかを定義することである。.
リードタイムの検討:社内処理とベンダー処理、待ち時間(タイムライングラフィック)
リードタイムは通常、ブラスト時間そのものよりも、バッチ処理、待ち行列時間、検査要件によって左右される。.
| プロセスタイプ | 典型的なプロセスフロー |
|---|---|
| インハウス・ブラスト | 機械 → バリ取り → スケジュール内のブラスト・スロット → 検査 → 次の作業 |
| ベンダーのアルマイト | 機械→バリ取り→出荷・搬送→キュー→ラック+加工→検査→返却 |
スケジュールが限られている場合は、マスキングを最小限に抑え、可能な限り化粧品要件を簡素化し、1つの化粧品要件に非常に異なる部品ファミリーが混在しないようにすることで、特殊な取り扱いを減らすことが主な手段となります。.
試作と量産:最も現実的な道を選ぶ(デシジョンツリー)

よくある試作の失敗は、仕上げを外見的なものとしてしか扱わず、生産時にマスキングとフィットチェックが支配的な制約であることを発見することである。.
シンプルな対話型ツール:「仕上がりセレクター」電卓入力(部品サイズ、数量、外観レベル、納期)
短いインプット・セットを求め、一貫した決断を迫ることで、実現可能性をスクリーニングすることができる。これは価格計算機ではない。これは “リスクフィルター ”である。”
インプット
- 材質と合金(単一合金と混合合金)
- 部品封筒のサイズと重量クラス(社内定義による小/中/大)
- 数量(プロトタイプ vs 少量生産 vs 生産)
- 化粧品レベル(ユーティリティ、標準的な化粧品、視覚的にマッチした高い化粧品)
- 重要なインターフェースがあるか?(ある/なし;ネジ山/穴/シーリング/電気接点を挙げる)
- 形状の複雑さ(オープンフェース対ディープポケット対内部チャンネル)
- 仕上げルートの希望(ブラストのみ、アルマイト処理のみ、ブラスト+アルマイト処理)
- ターンアラウンドの制約(社内定義による通常と迅速の比較)
アウトプット(意思決定プロンプト)
- “完走ルートは通常のコントロールで可能”
- “「実現可能だが、ゾーニング+マスキング計画が必要”
- “化粧品の均一性のリスクが高い。サンプルの承認と明確な検査方法が必要”
- “「適合のリスクが高い。界面のマスキングと仕上げ後の機能チェックが必要”
この種のツールは、図面がロックされる前の早い段階で、十分な情報に基づいた決断を下すのに役立つ。.
環境、健康、コンプライアンスへの配慮
どちらのプロセスにも、実際の安全性とコンプライアンス上の義務が伴う。これらは書類上の問題ではない。工程管理やベンダーの選択に影響する。.
店舗の安全に関する考慮事項:粉塵、PPE、工程管理(安全チェックリスト)
研磨ブラストは、空気中の粉塵とリバウンドの危険を生じます。陽極酸化処理では、化学薬品と電気機器を使用し、さらにミストとすすぎ水の処理も行います。サプライヤーを監査する場合、または社内要件を設定する場合は、管理が存在し、使用されているかどうかに重点を置いてください。.
安全チェックリスト(ハイレベル):
- 発破エリアの分離および粉塵管理(封じ込めおよび換気)
- 呼吸器保護プログラムが必要な場合
- ブラストの反発や化学物質の飛散に対する目と皮膚の保護
- メディアの取り扱いと、スリップや粉塵の危険を防ぐためのハウスキーピング
- 陽極酸化処理ラインにおける化学物質の取り扱い管理(ラベリング、保管、流出対応)
- オペレーターに対するトレーニングと文書化された手順
重要な点は、「ブラスト」と「陽極酸化処理」はどちらも管理された工程であるということです。サプライヤーがこれらを非公式な工程として扱う場合、ばらつきが生じることを予期する必要があります。.
廃棄物および処分要因:媒体、すすぎ水、副産物(比較表)
| トピック | ビーズブラスト | 陽極酸化処理 |
|---|---|---|
| 一次廃棄物の流れ | 使用済みブラスト媒体、粉塵、除去された表面材料 | プロセス槽の管理とすすぎ水の流れ |
| リスク・フォーカス | 粒子制御とメディア汚染 | 化学物質管理、廃水処理、汚泥/副産物管理 |
| コンプライアンスに関するシグナル | 集塵メンテナンス、廃棄物の特性評価アプローチ | 文書化された排水管理、浴槽のメンテナンス記録、廃棄物処理に関する文書 |
環境の専門家でなくても、適切な書類を要求し、店舗が管理された方法で運営されているかどうかを確認することはできる。.
コンプライアンスに関するベンダーの質問:要求する書類(チェックリスト)
ベンダーが一貫して合法的にプロセスを実行できることを示す書類を求める:
- ブラストおよび化学物質の取り扱いに関連する安全プログラムの概要
- 廃棄物の処理と処分のアプローチ(どのような流れが存在し、誰がそれを管理しているか)
- 基本的な工程管理の文書化(検査ステップ、受入チェック)
- アルマイトの外観に合金の一貫性が重要な場合、材料トレーサビリティのアプローチ
- 業界で必要とされる関連認証またはコンプライアンス声明(該当する場合)
これらのリクエストは成熟度の代用でもある。明確に答えることができるショップは、通常、再現性が高い。.
“「より環境に優しい選択」前提なしの意思決定ポイント(意思決定フレームワーク)
“「廃棄物の種類、エネルギー、水、再加工率など、境界線によって異なるからだ。.
実践的な決断の枠組み
- 再加工やスクラップの削減を第一に考えるのであれば、最初のパスで要件を満たす可能性が最も高いルートを選択する。スクラップはしばしば最大の足跡となる。.
- 運転手が粒子状物質の暴露を減らす場合は、積極的なオープンブラストを避け、制御されたブラストシステムと集塵を必要とします。.
- 水と化学薬品管理の負担を軽減することが原動力であれば、陽極酸化処理にはブラスト処理よりも多くの化学薬品管理インフラが必要であることを認識してください。.
- ドライバーが輸送を減らしているのであれば、余分な出荷を増やすことなく、加工工程の近くで仕上げができるかどうかを検討する。.
こうすることで、思い込みではなく、検証可能なことに根拠を置いた意思決定が可能になる。.
アプリケーションベースの推奨(使用例と事例)
ユースケースとは、理論が図面のメモや購入の決断に変わるところである。ここでのゴールは、1つの仕上げが常に正しいと言うことではなく、コミットする前に確認すべきことを示すことである。.
CNC加工部品:典型的な期待に応える仕上げの選択(ユースケースのプロンプト)
CNC加工されたアルミニウム部品に一般的に期待されるのは、ツールマークの減少、一貫した光沢、安定したフィット感などである。.
良い決断を導くユースケース・プロンプト:
- もしその部品がほとんど化粧品で、頻繁に扱われるものであるなら、マット仕上げが接点にテカリを発生させる可能性があることを受け入れられますか?
- 部品が他の部品と嵌合する場合、どの面が加工寸法を維持し、どの面がテクスチャの変更を受け入れることができますか?
- 部品に刻印、小さな文字、ロゴがある場合、ブラストと陽極酸化処理後も鮮明な状態を維持する必要がありますか?
- 部品に薄いフィンや鋭い角がある場合、エッジの丸みは許容されますか?
これらのプロンプトは、「ビーズブラスト対陽極酸化処理」を好みではなく、構造化された決定とする。.
消費者向け化粧品と産業用ユーティリティの比較:スペックの優先順位付け(二経路決定ツリー)
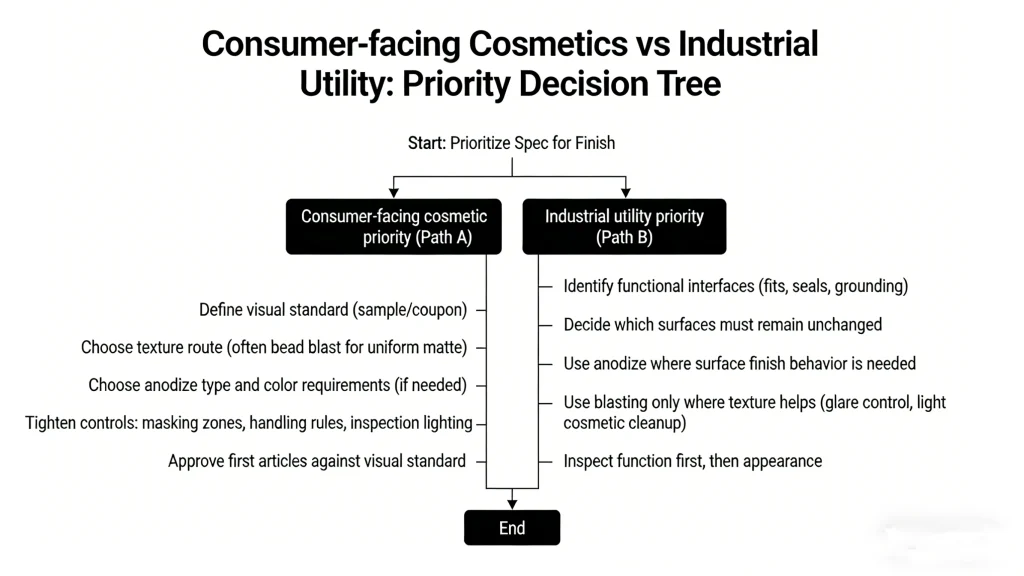
実際には、多くのプロジェクトはこの中間に位置する。デシジョンツリーは、“良い ”が何を意味するのかを明示させるので、今でも役に立っている。.
材料と合金の考慮点:契約前にフィニッシャーに確認すべきこと(インテークフォームのテンプレート)
合金のばらつきは、陽極酸化外観の不一致の一般的な根本原因です。また、ブラスト媒体と表面との相互作用にも影響します。.
推測を減らすために、インテークフォームを使用する:
部品と素材
- 部品番号とリビジョン
- 購入時の材料仕様(合金とテンパーが分かればそれも含む)
- 1つのビルドで複数の素材ロットを使用できますか?(はい/いいえ)
ジオメトリーとクリティカル・エリア
- 重要なボア、スレッド、シール面、およびベアリング界面のリスト
- コスメティック・フェイス(Aサーフェス)と許容コンタクトマーク・ゾーンのリスト
- ブラスト/クリーニングが困難な薄い壁、深いポケット、内部溝がある場合
仕上げの要件
- ビーズブラスト:メディアの種類の好み(ある場合)、ターゲットの外観(視覚的基準)、除外する領域
- 陽極酸化処理:種類/クラスの表示、染色の場合は色の要件、除外またはマスクする部分
- 検査方法:目視基準+仕上げ後のあらゆる機能検査
これにより、会話は技術的なものになります。また、サプライヤーがデフォルトのメディアやデフォルトのアルマイト処理ルートを選択し、それがお客様の意図に合わないというリスクも減らすことができます。.
仕様書作成の要点:ビーズブラスト/陽極酸化の要件をどのように伝えるか(仕様書のアウトラインと表のサンプル)
良い仕上げ仕様書は、範囲、受け入れ、検証について具体的である。“素晴らしい仕上げ ”や “均一な陽極酸化 ”といった曖昧な表現は避ける。”
仕様概要のサンプル
- スコープ:どの面が含まれ、どの面が含まれないか。
- 準備:仕上げ前の状態(機械加工、ビーズブラスト、研磨)が可能。
- 工程:ビーズブラスト要件および/または陽極酸化要件
- マスキング:ネジ山、はめあい、電気接点の明確なマスクゾーン
- 化粧品受入:目視基準および許容されるばらつき(ラッキングマークゾーン、サンプルで定義された色合いのばらつき限界)
- 機能検収:必要に応じて、仕上げ後のフィット/スレッドのチェック
- 洗浄と取り扱い:組み立てに必要な場合、清浄度の期待値
これを図面パッケージにコンパクトにまとめる方法が表である:
| 項目 | ビーズブラスト要件 | 陽極酸化処理 |
|---|---|---|
| サーフェスを含む | “顔 ”か "全身 "か?” | “顔 ”か "全身 "か?” |
| サーフェスを除く | ネジ山、内径、シール面、データムインターフェース(リスト) | 同上、必要に応じて電気接点 |
| 目標外観 | 承認されたビジュアル・スタンダードによるマット/サテン調 | 承認された視覚的基準による色/自然(化粧品の場合) |
| メディア/準備の制約 | メディアの種類は問わないが、形状が壊れやすい場所では攻撃的な研磨剤は避ける。 | 必要な仕上げ前の状態(機械加工とブラストの比較) |
| 受入検査 | 視覚+特徴の完全性(エッジの状態、テキストの読みやすさ) | 目視+機能チェック(スレッド、フィッティング) |
| 備考 | 次のステップに進む前に、穴やポケットからメディアを取り除く。 | ラッキング・コンタクト・ゾーンは定義されたエリアでのみ許可される |
これは、“ビーズブラストなしで陽極酸化処理できるか?”に対する実際的な答えである。はい。多くの部品は、機械加工したまま、または他の前処理を行った後にアルマイト処理されます。本当の問題は、アルマイト処理だけでお客様が考えている外観要件を満たすことができるかどうかです。目標が均一なつや消しの質感である場合、アルマイト処理の前に明確な質感の段階(ビーズブラストまたは他の方法)が必要になることがよくあります。.
エンディング
ビーズブラストとアルマイトの比較は、表面の質感を変えるか、表面の化学的性質を変えるかの選択であり、実現可能な設計の多くは両方を使用します。ツールマークを隠すマットで均一な外観が必要な場合は、ビーズブラストとそのエッジや微細な特徴に対するリスクを評価することから始めます。アルミニウム部品に酸化仕上げが必要な場合は、陽極酸化の種類、マスキングの必要性、酸化皮膜がはめあいやねじ山に与える影響の評価から始めます。.
このアプローチは、外観ゾーンを定義し、重要な界面を保護し、仕上げの検査方法に合意できる場合に適しています。図面が曖昧な外観の表現に依存している場合や、ブラストやアルマイト処理が施される表面に厳しい公差がある場合、あるいは合金や前処理工程がバッチ間で管理されていない場合は、この方法は危険となります。.

よくあるご質問
アルマイト処理前にビーズブラストをかけるべきか?
ビーズブラストは、外観を向上させ、アルマイト処理などの工程のために表面を準備する穏やかなメディアを使用するため、つや消しで均一な仕上げと、機械加工されたままの表面よりも優れた一貫性が必要な場合は、アルマイト処理前にビーズブラストを行うことがよくあります。ビーズブラスト工程では、ビーズメディアを使用してツールマークを除去し、陽極酸化のための表面を準備します。エッジの丸みのリスク、埋め込まれたメディアの徹底的な洗浄、およびはめあいやスレッドの適切なマスキングを確認するだけでよく、最適な結果を得るために従うべき重要なベストプラクティスです。ビーズブラストは一般的に安全ですが、さまざまな業界にわたっても、重要な特徴の周辺では注意が必要です。.
ビーズブラストによって部品の寸法は変わりますか?
ビーズブラストは重研磨またはエッチング工程よりも穏やかなため、アルミニウムCNC部品の表面を損傷することなく滑らかな仕上げを作成できます。一般に、部品の寸法を大幅に変更することはありませんが、主にエッジを丸くしたり、小さなフィーチャを柔らかくしたりすることによって、局所的な方法で形状を変更することがあります。寸法精度が重要な場合は、このプロセスは材料の種類に適応できるため、ノーブラストゾーンを定義し、ビーズブラスト工程後にそれらの重要な特徴を検査します。.
アルミニウムCNC部品に最適な仕上げは?
理想的な選択は、お客様のプロジェクトの特定の要件に基づいて美観と性能のバランスをとり、さまざまな仕上げオプションにまたがるためです。ビーズブラストは、均一なマットな質感を実現し、ツールマークを除去するための最も汎用性の高いオプションの1つです。一方、陽極酸化は、耐久性のある酸化仕上げとオプションのカラーを提供します。多くの仕上げサービスは、理想的な外観と性能を得るために、ビーズブラストと陽極酸化を含む複合ソリューションを提供しています。多くの仕上げサービスでは、理想的な外観と性能を得るために、ビーズブラストとアルマイト処理を組み合わせたソリューションを提供しています。適切な仕上げは、部品の材質と使用目的に合わせて行う必要があります。.
ビーズブラストなしで陽極酸化処理できますか?
ビーズブラストは、一貫した下地を作ることによって最終的なアルマイト処理結果を向上させますが、アルマイト処理は、機械加工されたままの表面に直接、または他の前処理工程の後に行うことができるため、ビーズブラストなしでアルマイト処理を行うことは可能です。主な制限は、アルマイト処理だけでは、ツールマークを除去したり、均一な仕上げを作成したりできないことです。そのため、ビーズブラストは、アルミニウム部品の外観を優先する場合に、より一貫性のあるプロフェッショナルな下地を作成します。このガイドでは、特定のニーズに最適な表面処理方法を選択する方法を説明します。.
参考文献
https://www.osha.gov/silica-crystalline
https://nvlpubs.nist.gov/nistpubs/Legacy/HB/nbshandbook116.pdf
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36007



