Wybór między piaskowaniem a anodowaniem nie jest wyborem stylu. Jest to decyzja produkcyjna, która zmienia ryzyko związane z dopasowaniem, wyglądem, zachowaniem korozyjnym i opcjami przeróbki. Najtrudniejsze jest to, że oba procesy wykonują różne czynności. Obróbka strumieniowo-ścierna zmienia głównie teksturę powierzchni. Jeśli potraktujesz je jako wymienne “wykończenia”, możesz skończyć z częściami, które wyglądają niespójnie z partii na partię, mają nieoczekiwaną zmianę rozmiaru lub nie spełniają oczekiwań kosmetycznych po obsłudze.
Niniejszy artykuł został napisany z myślą o inżynierach i nabywcach technicznych, którzy muszą ocenić wykonalność i zdefiniować kolejne pytanie, jakie należy zadać warsztatowi oferującemu maszyny. Precyzyjne toczenie CNC oraz Usługi frezowania CNC, lub dedykowany dostawca wykończeń.
Śrutowanie a anodowanie: najszybszy sposób wyboru
Szybki wybór wynika z jasnego określenia głównego celu. Jeśli chcesz uzyskać kontrolowaną matową teksturę i ukryć ślady narzędzi, bezpośrednią dźwignią jest piaskowanie. Jeśli potrzebujesz wykończenia tlenkowego dla ochrony, koloru lub zachowania elektrycznego, anodowanie jest bezpośrednią dźwignią. Wiele wykończeń powierzchni aluminiowych jest stosowanych zarówno ze względu na fakturę, jak i tlenki, które rozwiązują różne problemy.
Tabela matrycy decyzyjnej: cel (wygląd, tekstura, ochrona, koszt) vs proces (piaskowanie, anodowanie)
| Cel / ograniczenie | Obróbka strumieniowo-ścierna | Anodowanie (elektrochemiczne utlenianie) |
|---|---|---|
| Redukcja widocznych śladów narzędzi na powierzchniach obrabianych CNC | Często skuteczny, ponieważ redystrybuuje światło z matową/satynową teksturą | Sama w sobie może nie ukrywać śladów narzędzi; ma tendencję do “blokowania” każdej obecnej tekstury. |
| Tworzy jednolite matowe lub satynowe wykończenie | Podstawowa siła; wybór mediów i presja wpływają na wygląd | Możliwe, ale zależy w dużej mierze od wstępnego wykończenia; samo anodowanie nie gwarantuje jednolitego współczynnika odbicia. |
| Dodanie funkcjonalnej “powłoki” powierzchniowej | Nie jest to powłoka; bardziej zmienia topografię niż chemię | Podstawowa wytrzymałość; tworzy tlenkowe wykończenie na aluminium |
| Kolor (czarny, kolory barwione) | Nie jest to metoda kolorowania sama w sobie | Powszechny powód anodowania; spójność koloru zależy od wielu zmiennych |
| Ścisłe dopasowanie i krytyczne wymiary | Ryzyko: śrutowanie może zaokrąglić ostre krawędzie i zmienić lokalne cechy | Ryzyko: anodowanie dodaje warstwę tlenku i może wpływać na pasowania, gwinty i otwory. |
| Elastyczność przeróbek | Często nadaje się do ponownego wybuchu, jeśli pozwala na to geometria | Usuwanie powłok i ponowne anodowanie jest możliwe w niektórych przypadkach, ale zwiększa ryzyko dla wymiarów i wyglądu. |
| Wrażliwość na koszty | Może być prostszy, jeśli jest używany jako jednoetapowa konsystencja kosmetyczna | Dodaje etapy procesu i kontrole; koszt zależy od maskowania, regałów i wymagań kosmetycznych |
| Wrażliwość harmonogramu | Często szybkie, gdy są wykonywane we własnym zakresie lub u lokalnego dostawcy. | Często oparte na wsadach; czas oczekiwania w kolejce i etapy obsługi mogą dominować. |
Kluczową kwestią jest to, że obróbka strumieniowo-ścierna jest zwykle wybierana w celu kontrolowania tego, co widać i czuć, podczas gdy anodowanie jest wybierane w celu kontrolowania tego, jak powierzchnia zachowuje się podczas pracy.
Lista kontrolna: pytania, które należy zadać przed dokonaniem wyboru (materiał, zastosowanie końcowe, tolerancja, pożądany wygląd, budżet, harmonogram)
Zanim wybierzesz wykończenie strumieniowo-ścierne, anodowanie lub kombinowaną trasę, potrzebujesz wystarczającej ilości danych wejściowych, aby uniknąć niespodzianek:
- Materiał i stop: Czy jest to aluminium i która rodzina stopów? Mieszane stopy w zespole mogą wyglądać inaczej po takim samym wykończeniu.
- Użytkowanie końcowe: Czy część będzie często przenoszona, pocierana lub czyszczona rozpuszczalnikami? Obsługa może sprawić, że niektóre matowe wykończenia staną się błyszczące w strefach kontaktu.
- Krytyczne wymiary i interfejsy: Czy występują pasowania wtłaczane, pasowania ślizgowe, otwory gwintowane, powierzchnie uszczelniające, uziemienia elektryczne lub otwory łożysk?
- Pożądany wygląd: Czy chcesz uzyskać matowy, satynowy czy bardziej odblaskowy wygląd? Czy wymagana jest “jednolitość na całej powierzchni”, czy też dopuszczalne są różnice?
- Potrzeby w zakresie maskowania: Czy istnieją obszary, które muszą pozostać nieobrobione lub nieanodowane (gwinty, styki elektryczne, strefy spawania, powierzchnie uszczelniające)?
- Ograniczenia budżetowe i czasowe: Czy jest to prototyp, gdzie liczy się szybkość, czy produkcja, gdzie liczy się powtarzalność?
- Plan kontroli: W jaki sposób będziesz weryfikować wymagania dotyczące wykończenia powierzchni - standard wizualny, pomiar chropowatości czy oba?
Te pytania mają znaczenie, ponieważ oba procesy mogą zmieniać krawędzie, narożniki i “odczucia”, nawet jeśli rysunek wygląda na prosty.
Kiedy używać obu razem: opcje sekwencjonowania (przygotowanie → zakończenie) (schemat)
Używanie obu jest powszechne w przypadku części CNC, gdy chcesz uzyskać kontrolowaną matową teksturę i wykończenie tlenkowe na wierzchu. Kolejność ma znaczenie.
| Opcja | Przepływ procesu | Uwagi |
|---|---|---|
| Opcja A: Śrutowanie → Anodowanie (typowe) | Maszyna CNC → Tekstura śrutowania → Czyszczenie/aktywacja → Anodowanie → Uszczelka (jeśli używana) → Kontrola | Standardowy proces zapewniający jednolite matowe anodowane wykończenie |
| Opcja B: Tylko maszyna → anodowanie | Maszyna CNC → Czyszczenie/aktywacja → Anodowanie → Kontrola | Zachowuje obrobioną teksturę; bez dodatkowego teksturowania powierzchni |
| Opcja C: Tylko wybuch | Maszyna CNC → Tekstura piaskowania → Kontrola | Wykończenie wyłącznie kosmetyczne/teksturowe; bez powłoki tlenkowej lub ochrony |
| Opcja D: Anodowanie → Podmuch (rzadkie) | Maszyna CNC → Anodowanie → Oczyszczanie strumieniowo-ścierne → Kontrola | Zwykle tylko do przeróbek; często neguje funkcjonalne korzyści anodowania |
Jeśli pytanie brzmi: “Czy przed anodowaniem powinienem poddać obróbce strumieniowo-ściernej?”, praktyczna odpowiedź brzmi: obróbka strumieniowo-ścierna jest często stosowana jako przygotowanie do anodowania z obróbką strumieniowo-ścierną, gdy potrzebna jest jednolita matowa tekstura i można zaakceptować teksturę “przechwyconą” przez warstwę anodowaną. Ale nie zawsze jest to bezpieczne w przypadku ciasnych pasowań lub ostrych krawędzi kosmetycznych.
Czy piaskowanie to to samo co anodowanie?
Oczyszczanie strumieniowo-ścierne to mechaniczny proces udarowy, który zmienia teksturę powierzchni poprzez uderzanie w nią ścierniwem przy użyciu sprężonego powietrza (lub innej metody napędu). Anodowanie to proces elektrochemiczny, w którym na powierzchni części tworzy się warstwa tlenku aluminium. Jeden z tych procesów zmienia głównie topografię; drugi zmienia chemię i strukturę powierzchni.
Co robi każdy proces (i czego nie robi)
Wiele nieporozumień wynika z nazywania obu “wykończeniem”. W praktyce rozwiązują one różne problemy i zawodzą na różne sposoby.
Podstawy obróbki strumieniowo-ściernej: obróbka strumieniowo-ścierna jako metoda przygotowania powierzchni / teksturowania (schemat procesu)
Obróbka strumieniowo-ścierna jest formą obróbki strumieniowo-ściernej. Zwykle nie ma na celu usuwania materiału w sensie obróbki skrawaniem. Celem jest stworzenie kontrolowanej tekstury i bardziej jednolitego wyglądu. Może to również pomóc w lekkim gratowaniu, ale nie jest to niezawodny sposób na usunięcie zadziorów, które wpływają na montaż.
Prosty widok procesu wygląda następująco:
| Krok | Opis procesu |
|---|---|
| 1 | Część ładunkowa |
| 2 | Maskowanie obszarów krytycznych (w razie potrzeby) |
| 3 | Wybór ścierniwa (kulki szklane, ścierniwo plastikowe, tlenek glinu, inne) |
| 4 | Ustawione ciśnienie / odległość dyszy / kąt |
| 5 | Podmuch do docelowego wyglądu/tekstury |
| 6 | Czyszczenie w celu usunięcia osadzonych nośników i kurzu |
| 7 | Sprawdź wygląd + najważniejsze cechy |
Nawet jeśli ludzie mówią “wykończenie strumieniowo-ścierne”, obróbka strumieniowo-ścierna jest najlepiej traktowana jako etap przygotowania powierzchni lub tekstury. Nie tworzy ona powłoki. Może również zmienić powierzchnię w sposób, który ma znaczenie później, na przykład zmieniając sposób, w jaki część odbija światło lub jak przyjmuje barwnik anodowy.
Powszechne nieporozumienia:
- “Obróbka strumieniowo-ścierna jest delikatna, więc nie może zmienić geometrii”. Może jednak zmieniać krawędzie i drobne elementy, zwłaszcza w narożnikach i cienkich żebrach.
- “Śrutowanie usuwa ślady narzędzi”. Może sprawić, że będą mniej widoczne, ale głębokie ślady narzędzi mogą przebijać przez matowe wykończenie.
- “Każdy środek do piaskowania jest dobry”. Wybór ścierniwa zmienia zarówno wygląd, jak i ryzyko. Drobne kulki szklane zachowują się inaczej niż ostre ścierniwo.
Podstawy anodowania: elektrochemiczna metoda wykańczania powierzchni (schemat procesu)
Anodowanie przekształca powierzchnię aluminium w warstwę tlenku aluminium za pomocą kąpieli elektrolitycznej, przy czym część działa jak anoda. Nie jest to malowanie ani galwanizacja. Jest to konwersja powierzchni w tlenek.
Uproszczony widok:
| Krok | Opis procesu |
|---|---|
| 1 | Załaduj część na stojak/urządzenie |
| 2 | Czyszczenie / odtłuszczanie |
| 3 | Wytrawianie lub odtlenianie (zależne od procesu) |
| 4 | Anodowanie w elektrolicie w kontrolowanych warunkach |
| 5 | Opcjonalny etap barwienia (dla anodowania kolorowego) |
| 6 | Uszczelnienie (zależne od procesu) |
| 7 | Płukanie / suszenie |
| 8 | Kontrola wyglądu + kontrola grubości/pokrycia (zgodnie ze specyfikacją) |
Anodowanie jest wybierane z wielu powodów: wyglądu, ochrony powierzchni i jako baza dla barwników. Może być również określone w różnych “typach” i klasach we wspólnych standardach.
Częstym pytaniem kupujących jest: “Różnica między anodowaniem typu II i typu III?”. W powszechnych specyfikacjach, typ II to konwencjonalna powłoka anodowa często stosowana tam, gdzie liczy się wygląd i ogólna ochrona, podczas gdy typ III to “twarda anodyzacja” (twarda powłoka) stosowana tam, gdzie wydajność zużycia jest ważniejsza. Oba nadal zależą od stopu, przygotowania powierzchni i kontroli procesu. Jeśli potrzebujesz typu III, powinieneś założyć ściślejszą kontrolę i większą wrażliwość na geometrię, maskowanie i definicję kontroli.
Kluczowe różnice w wydajności: zmiana tekstury a zmiana powłoki/wykończenia (tabela porównawcza)
| Charakterystyka wyjściowa | Śrutowanie | Anodowanie |
|---|---|---|
| Co zmienia się najbardziej | Topografia powierzchni (chropowatość/tekstura), współczynnik odbicia | Chemia i struktura powierzchni (warstwa tlenku) |
| Gdzie pojawiają się problemy | Nierówny mat, cieniowanie, zaokrąglenie krawędzi, zanieczyszczenie nośnika | Niedopasowanie kolorów, przepalenia/defekty, słabe pokrycie złożonych kształtów, zmiany dopasowania |
| Co “blokuje” | Tworzy ostateczną teksturę, jeśli nie ma innego wykończenia | Zachowuje znaczną część tekstury przed anodowaniem; nie usuwa historii obróbki |
| Typowa rola na trasie | Tekstura kosmetyczna, przygotowanie przed kolejnym wykończeniem | Końcowe wykończenie aluminium; czasami po obróbce strumieniowo-ściernej lub polerowaniu |
Dlatego właśnie “piaskowanie a anodowanie” jest często niewłaściwym podejściem. Wiele części wymaga obróbki strumieniowo-ściernej, aby uzyskać odpowiedni wygląd, a następnie anodowania w celu wykończenia powierzchni.
Czy piaskowanie usuwa anodowanie?
Może. Obróbka strumieniowo-ścierna może usunąć lub uszkodzić warstwę anodowaną, w zależności od rodzaju medium, ustawień piaskowania i jego agresywności. Jeśli poddajesz anodowaną część obróbce strumieniowo-ściernej w celu zmiany wyglądu, powinieneś założyć, że możesz zmniejszyć lub wyeliminować wartość funkcjonalną anodowania na piaskowanych powierzchniach i możesz stworzyć niejednolity wygląd. W przypadku przeróbek wymaga to zaplanowanego podejścia polegającego na usuwaniu i wykańczaniu, a nie piaskowaniu ad hoc.

Wygląd i wyniki tekstury powierzchni
Kosmetyka jest często prawdziwym czynnikiem decydującym o wyborze aluminiowych części CNC, nawet w przypadku produktów przemysłowych. Wyzwanie polega na tym, że “matowy” i “satynowy” nie są specyfikacjami samymi w sobie.
Język wykończenia powierzchni: matowy, satynowy, jednolity, odblaskowy (wskazówki dotyczące przykładów zdjęć)
Słowa takie jak matowy, satynowy i błyszczący opisują sposób, w jaki powierzchnia odbija światło. Dwie części mogą mieć taką samą średnią chropowatość, a mimo to wyglądać inaczej, ponieważ wzór tekstury i kierunkowość różnią się.
Przeglądając próbki lub zdjęcia pod kątem wymagań CNC dotyczących matowego i błyszczącego wykończenia, upewnij się, że porównanie jest kontrolowane:
- Używaj tego samego kąta i intensywności oświetlenia.
- Płaskie powierzchnie i krawędzie należy porównywać osobno.
- Jeśli to możliwe, dołącz kupon “znanego standardu”.
- Poszukaj wzorów kierunkowych pochodzących z obróbki skrawaniem (ścieżki narzędzia) w porównaniu do wzorów bezkierunkowych pochodzących z obróbki strumieniowo-ściernej.
Matowa powierzchnia piaskowana często wygląda bardziej jednolicie, ponieważ rozbija odbicia. Jednorodność może się jednak nie sprawdzić w kieszeniach, w pobliżu krawędzi lub tam, gdzie kąt dyszy nie może pozostać stały. W przypadku anodowania, wizualna jednorodność może się nie sprawdzić, gdy stop, przygotowanie powierzchni i warunki kąpieli różnią się w zależności od części lub partii.
Docelowa chropowatość powierzchni/tekstura: jak określić i zweryfikować wymagania dotyczące wykończenia (lista kontrolna inspekcji)
Jeśli wygląd ma znaczenie, potrzebny jest sposób na jego potwierdzenie. Same kontrole wizualne są subiektywne, ale sama metrologia może powodować defekty kosmetyczne.
Zastosuj podejście dwuczęściowe:
- Zdefiniuj standard wizualny: część referencyjna, kupon lub kontrolowany zestaw zdjęć, który wykazuje dopuszczalne odchylenia.
- Zdefiniuj wymóg mierzalnej tekstury w razie potrzeby: określ parametr chropowatości i metodę pomiaru, ale tylko wtedy, gdy jest to związane z funkcją (przyczepność, uszczelnienie, kontrola olśnienia lub dopasowanie sąsiednich części).
Lista kontrolna inspekcji czyszczenia strumieniowo-ściernego i wyglądu anodowania:
- Upewnij się, że rysunek określa zakres wykończenia (na całej powierzchni lub na wybranych powierzchniach).
- Potwierdź granice maskowania i oczekiwania dotyczące łamania krawędzi.
- Sprawdzić, czy w otworach i kieszeniach nie ma osadzonego ścierniwa lub jego pozostałości.
- Sprawdzić, czy na powierzchniach czołowych (zwłaszcza na dużych powierzchniach) nie występuje nierównomierny połysk.
- Sprawdź narożniki pod kątem niezamierzonych zaokrągleń, które zmieniają postrzeganą “ostrość”.”
- Jeśli określono chropowatość, przed rozpoczęciem produkcji należy potwierdzić typ przyrządu, ustawienia odcięcia i lokalizacje próbkowania.
- Kolor anodowania należy sprawdzać w jednolitym świetle i zgodnie z ustalonym standardem.
Dla inżynierów głównym ryzykiem jest określenie “jednolitego matowego wykończenia” bez zdefiniowania, w jaki sposób będzie ono oceniane. Staje się to sporem zamiast wymogiem.
Rozważania dotyczące koloru i spójności wizualnej (szczególnie w przypadku wykończeń anodowanych) (tabela zmiennych do kontrolowania)
Anodowanie w kolorze dodaje więcej zmiennych, niż wiele zespołów się spodziewa. Nawet jeśli ten sam numer części jest powtarzany, wygląd może się zmieniać, jeśli zmieniają się dane wejściowe. Jeśli kolor ma znaczenie, zapytaj wykonawcę, co kontroluje, a czego nie może kontrolować.
| Zmienna wpływająca na wygląd anodyzacji | Dlaczego ma znaczenie to, co widzisz |
|---|---|
| Stop i odpuszczanie | Różne stopy mogą anodować do różnych odcieni i poziomów jasności |
| Przygotowanie powierzchni (po obróbce, śrutowanie, polerowanie) | Tekstura wstępna zmienia współczynnik odbicia światła i sposób wchłaniania barwnika |
| Etapy czyszczenia i odtleniania | Niespójne przygotowanie może prowadzić do powstawania plam. |
| Punkty styku stelaża / mocowania | Ślady styków mogą być widoczne, a rozkład prądu wpływa na jednorodność |
| Geometria (głębokie kieszenie, ostre rogi, cienkie ścianki) | Gęstość prądu jest różna w różnych częściach, co może zmieniać wygląd. |
| Stabilność procesu z partii na partię | Niewielkie przesunięcia mogą być widoczne na elementach kosmetycznych |
To właśnie w tym miejscu piaskowanie i anodowanie staje się decyzją o kolejności: piaskowanie może pomóc w stworzeniu bardziej jednolitej tekstury bazowej, ale może również wprowadzić różnice, jeśli pokrycie jest nierówne. Anodowanie może zapewnić spójną “rodzinę wykończeń”, ale nie usunie różnic powstałych wcześniej.
Co jest lepsze dla części aluminiowych - piaskowanie czy anodowanie?
Żadne z nich nie jest “lepsze” bez celu. Jeśli głównym wymaganiem jest matowa lub satynowa tekstura, która ukrywa ślady narzędzi, bezpośrednią metodą jest piaskowanie. Jeśli głównym wymaganiem jest wykończenie tlenkiem aluminium (z opcjonalnym kolorem), anodowanie jest metodą bezpośrednią. W przypadku wielu aluminiowych części CNC praktyczną odpowiedzią jest obróbka strumieniowo-ścierna w celu kontroli wyglądu, a następnie anodowanie w celu ostatecznego wykończenia powierzchni - jeśli geometria i tolerancje mogą zaakceptować obie metody.
Kompromisy w zakresie wydajności, które wpływają na decyzję
Wydajność to obszar, w którym nieporozumienia stają się kosztowne. Wybór wykończenia, które wygląda dobrze pierwszego dnia, może powodować ślady użytkowania, ścieranie lub problemy z czyszczeniem w późniejszym czasie.
Oczekiwania dotyczące zużycia i obsługi: jak wybór wykończenia ma się do rzeczywistego użytkowania (przykłady scenariuszy)
Rozważmy kilka typowych scenariuszy:
Poręczna obudowa: Matowe wykończenie może początkowo ukryć odciski palców i drobne zadrapania. Z biegiem czasu, powtarzająca się obsługa może “wypolerować” strefy wysokiego kontaktu, tworząc błyszczące plamy, które wyglądają nierównomiernie. Jeśli anodujesz na piaskowanej teksturze, nadal możesz uzyskać zmiany połysku podczas obsługi, ale wykończenie tlenkowe zmienia sposób, w jaki powierzchnia oddziałuje na zużycie i czyszczenie. Kluczową decyzją staje się to, jaki rodzaj zmian wizualnych jest akceptowalny w całym okresie eksploatacji produktu.
Płyta mocująca lub element oprzyrządowania: Śrutowanie może zmniejszyć odblaski i sprawić, że powierzchnia będzie wyglądać jednolicie, ale może również zmienić sposób przylegania brudu i olejów, ponieważ powierzchnia jest bardziej teksturowana. Jeśli część jest często czyszczona, bardziej szorstka tekstura może zatrzymywać pozostałości. Anodowanie może być wybrane ze względu na zachowanie powierzchni, ale specyfikacja powinna pasować do zastosowania: czy potrzebujesz ogólnego anodowania, czy potrzebujesz twardszego typu anodowania dla obszarów zużycia?
Interfejs ślizgowy: Jeśli część ma elementy współpracujące lub ślizga się po innej powierzchni, obróbka strumieniowo-ścierna tych powierzchni może być ryzykowna, ponieważ zmienia teksturę i może zwiększyć tarcie lub zmienność zużycia. Anodowanie również zmienia zachowanie powierzchni i może wpływać na dopasowanie. W takich przypadkach pozostawienie funkcjonalnych powierzchni jako obrobionych (lub kontrolowanych przez inną metodę wykańczania) podczas wykańczania powierzchni niefunkcjonalnych jest często bezpieczniejsze.
Dopasowanie, tolerancja i kwestie wymiarowe: kiedy zmiany powierzchni mają znaczenie (notatki decyzyjne)
Dwa pytania kupujących pojawiają się wielokrotnie: “Czy piaskowanie zmienia wymiary części?” i “Czy anodowanie wpływa na dopasowanie?”.”
Obróbka strumieniowo-ścierna może zmienić geometrię funkcjonalną w zlokalizowany sposób, nawet jeśli średnia ilość usuwanego materiału jest niewielka. Najczęstsze efekty to:
- Zaokrąglenie krawędzi: ostre krawędzie stają się mniej ostre. Może to naruszyć kosmetyczne założenia projektowe lub zmienić sposób wyrównania części.
- Zmiękczenie małych elementów: cienkie żebra, małe wytłoczenia, radełkowania i drobne rowki mogą stracić definicję.
- Ryzyko związane z otworami i gwintami: obróbka strumieniowo-ścierna otworów gwintowanych może zmienić odczucia związane z montażem i uwięzić media.
Anodowanie może również wpływać na dopasowanie, ponieważ tworzy warstwę tlenku na powierzchni. Nawet jeśli tolerancje rysunkowe wyglądają na duże, ryzyko jest największe:
- Dopasowane otwory i sworznie
- Gwinty (wewnętrzne i zewnętrzne)
- Precyzyjne powierzchnie uszczelniające
- Pasowania wtłaczane i gniazda łożysk
- Elektryczne punkty uziemienia, w których wymagany jest kontakt z gołym metalem
Dobrym krokiem jest oznaczenie rysunku strefami:
- “Powierzchnie ”Kosmetyczne OK do zmiany"
- “Funkcjonalna tekstura OK, ale powierzchnie wrażliwe na rozmiar”
- “Interfejsy ”Nie zmieniaj" (maskowanie lub przetwarzanie końcowe)
Jeśli nie zrobisz tego podziału na strefy, finisher musi zgadywać. Domyślanie się jest powodem, dla którego prototypy przechodzą, a produkcja zawodzi.
Uwagi dotyczące konserwacji i cyklu życia: ścieżki czyszczenia, ponownego przetwarzania i odnawiania (schemat blokowy)
Planowanie cyklu życia ma znaczenie, gdy części będą przerabiane, agresywnie czyszczone lub odnawiane.
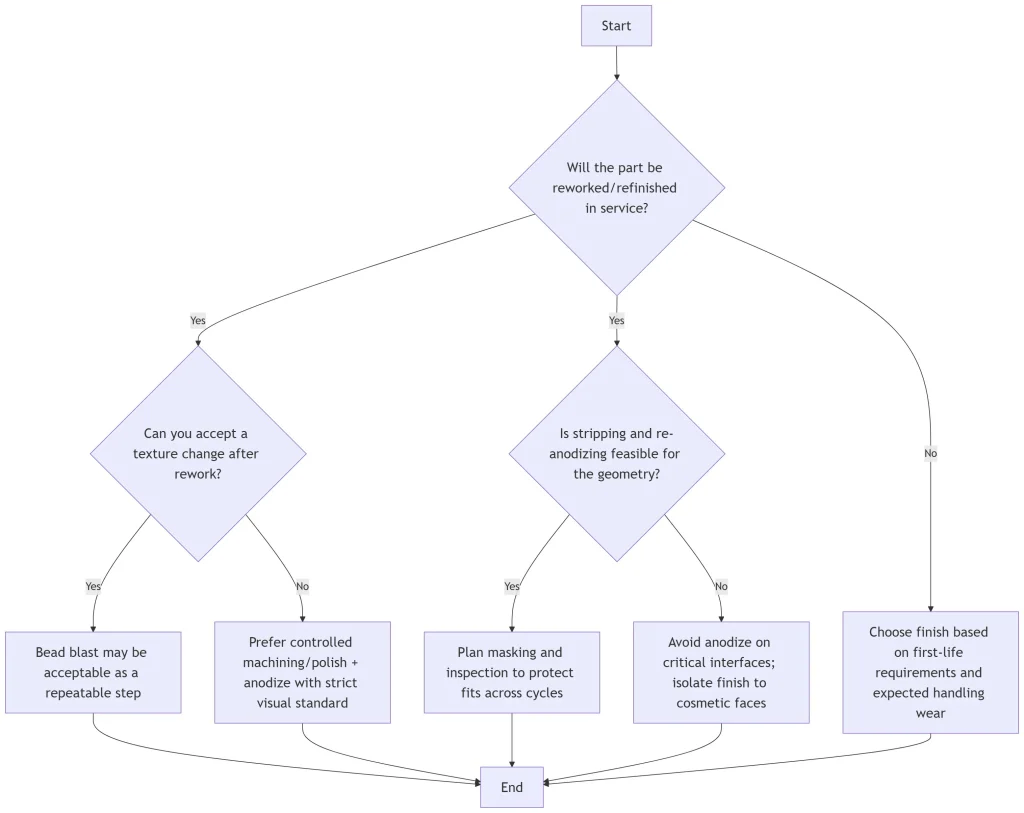
Czyszczenie jest kwestią praktyczną, a nie kosmetyczną. Lekko chropowata powierzchnia może zatrzymywać brud i oleje. Niektóre metody czyszczenia mogą również z czasem zmienić wygląd matowych powierzchni. Jeśli część musi pozostać wizualnie spójna, należy określić dopuszczalne wzorce zużycia i ograniczenia dotyczące czyszczenia jako część wymogu, a nie jako założenie.
Kiedy “wygląd kontra trwałość” jest prawdziwym kompromisem (tabela plusów i minusów)
| Kompromis | Śrutowanie | Anodowanie |
|---|---|---|
| Najlepszy w kontrolowaniu początkowej matowej tekstury | Tak | Zależy od wykończenia wstępnego |
| Najlepszy w dodawaniu wykończenia powierzchni tlenkiem aluminium | Nie | Tak |
| Ryzyko widocznych zmian obsługi w czasie | Może tworzyć błyszczące strefy zużycia | Nadal może się zmieniać, ale zachowanie zależy od rodzaju anodyzacji i zastosowania. |
| Ryzyko ciasnego dopasowania | Zaokrąglanie krawędzi i zmiękczanie elementów | Wzrost tlenku może wpływać na dopasowanie; często potrzebne jest maskowanie |
| Łatwość naprawy punktowej | Re-blast może się mieszać, ale może być trudny do dokładnego dopasowania | Naprawa punktowa jest trudna; renowacja często wymaga rozebrania i ponownego przetworzenia. |
Dlatego właśnie “najlepsze wykończenie dla aluminium CNC” zależy od tego, jakiej awarii bardziej się obawiamy: kosmetycznej czy funkcjonalnej. Właściwą odpowiedzią jest często podejście podzielone: ochrona i kontrola interfejsów funkcjonalnych, a następnie wykończenie obszarów kosmetycznych w celu uzyskania wyglądu.

Przepływ pracy procesu i wymagania przygotowawcze (ich wzajemne oddziaływanie)
Interakcja między obróbką strumieniowo-ścierną a anodowaniem jest miejscem, w którym zaczyna się większość problemów typu “nie wyszło tak jak na próbce”. Część, która anoduje się pięknie po obróbce, może wyglądać mętnie po piaskowaniu, a część, która wygląda świetnie po piaskowaniu, może wykazywać ślady po anodowaniu.
Typowe opcje przepływu pracy: tylko obróbka strumieniowo-ścierna, tylko anodowanie, obróbka strumieniowo-ścierna + anodowanie (schemat przepływu pracy)
| Przepływ pracy | Przepływ procesu |
|---|---|
| Przepływ pracy 1: Tylko oczyszczanie strumieniowo-ścierne | Maszyna → gratowanie → maskowanie w razie potrzeby → piaskowanie → czyszczenie → kontrola |
| Przepływ pracy 2: Tylko anodowanie | Maszyna → gratowanie → maskowanie w razie potrzeby → czyszczenie/aktywacja → anodowanie → kontrola |
| Przepływ pracy 3: Śrutowanie + anodowanie | Maszyna → gratowanie → maskowanie → piaskowanie → czyszczenie → aktualizacja maskowania w razie potrzeby → anodowanie → kontrola |
Połączona trasa dodaje interfejsy między etapami. Każdy interfejs to szansa na utratę spójności: odciski palców przed anodowaniem, uwięzione media lub linie maskujące widoczne na powierzchniach kosmetycznych.
Czy można anodować po piaskowaniu?
Tak, anodowanie po obróbce strumieniowo-ściernej jest powszechne i często wykonuje się je w celu uzyskania matowego anodowanego wyglądu. Główne kontrole wykonalności to geometria (czy można oczyścić wszystkie powierzchnie), maskowanie (ochrona gwintów i pasowań) oraz oczekiwania kosmetyczne (jednorodność powierzchni i partii). Traktuj to jako zdefiniowaną ścieżkę procesu, a nie nieformalny etap przygotowawczy.
Czyszczenie strumieniowo-ścierne vs piaskowanie do przygotowania anodowania?
Obie te metody są obróbką strumieniowo-ścierną, ale zachowują się inaczej, ponieważ różnią się kształtem i twardością ścierniwa. Termin “piaskowanie” jest często używany w znaczeniu agresywnego piaskowania ostrymi ścierniwami, które mogą tworzyć bardziej szorstką teksturę i większe ryzyko widocznych defektów lub wpływu na wymiary. Piaskowanie szklanymi kulkami jest często stosowane, gdy wymagane jest bardziej jednolite satynowe wykończenie z mniejszym ryzykiem wyżłobienia. Jeśli część będzie anodowana, należy wybrać ścierniwo w oparciu o docelową teksturę i tolerancję ryzyka zmiany krawędzi i drobnych elementów, a nie w oparciu o ogólne słowo “piaskowanie”.”
Punkty kontrolne kontroli jakości: etapy kontroli przed/po
Wykonalny plan kontroli jakości dla piaskowania i anodowania polega głównie na zapobieganiu “cichym awariom”, które pojawiają się późno.
Przed piaskowaniem:
- Potwierdź metodę usuwania zadziorów i jej akceptację. Śrutowanie nie powinno być głównym planem usuwania zadziorów z krawędzi funkcjonalnych.
- Potwierdź pokrycie maską gwintów, otworów i powierzchni uszczelniających.
- Potwierdź wygląd docelowy za pomocą wzorca odniesienia.
Po piaskowaniu, przed anodowaniem:
- Sprawdzić, czy nośnik został usunięty z otworów, kieszeni i kanałów wewnętrznych.
- Sprawdzić pod kątem nierównomiernego pokrycia, cieniowania i zaokrąglenia krawędzi krytycznych elementów.
- Upewnij się, że części są obsługiwane i przechowywane w sposób zapobiegający zanieczyszczeniu przed anodowaniem.
Po anodowaniu:
- Sprawdzić zgodność kolorów (jeśli są barwione) z uzgodnionym standardem i warunkami oświetlenia.
- Sprawdź ślady po zębatkach i punkty styku i potwierdź, że znajdują się one w dozwolonych strefach.
- Sprawdzić, czy zamaskowane elementy działają zgodnie z przeznaczeniem (sprawdzanie gwintów, sprawdzanie dopasowania, sprawdzanie styków elektrycznych, jeśli dotyczy).
Krótko mówiąc, plan inspekcji powinien odpowiadać trybom awarii wybranej trasy, a nie tylko jej ostatecznemu wyglądowi.
Koszt, czas realizacji i skalowalność produkcji
Koszty i czas realizacji są trudne do uogólnienia bez wprowadzenia liczb. To, co można zrobić, to zidentyfikować główne czynniki kosztotwórcze i zdecydować, które z nich mają zastosowanie do danej części.
Podział czynników kosztowych: konfiguracja, maskowanie, wielkość partii, złożoność (tabela czynników kosztowych)
| Czynnik kosztowy | Dlaczego zmienia się koszt piaskowania | Dlaczego zmienia się koszt anodowania |
|---|---|---|
| Maskowanie | Zwiększa nakład pracy i ryzyko powstania linii masek kosmetycznych | Zwiększa nakład pracy; słabe maskowanie może powodować złomowanie z powodu problemów z dopasowaniem |
| Częściowa złożoność | Głębokie kieszenie i ciasne zakamarki zwiększają ryzyko związane z czasem i niespójnością. | Złożona geometria komplikuje układanie i równomierność pokrycia |
| Wymagany poziom kosmetyczny | Wyższa poprzeczka kosmetyczna wymaga większej kontroli i inspekcji | Dopasowanie kolorów i limity defektów zwiększają potrzeby w zakresie obsługi i kontroli |
| Wielkość partii | Małe partie mogą być zdominowane przez konfigurację i obsługę | Małe partie mogą być zdominowane przez konfigurację, regały i planowanie kąpieli |
| Materiały mieszane lub stopy mieszane | Może powodować niespójny wygląd części | Może powodować widoczne różnice, zwłaszcza w kolorze anodyzacji. |
| Wrażliwość na przeróbki/złom | Ponowne piaskowanie może być możliwe, ale nie zawsze pasuje | Usuwanie powłok i ponowne anodowanie wymaga dodatkowych czynności i może mieć wpływ na wymiary. |
W przypadku nabywców technicznych najbezpieczniejszym sposobem zarządzania kosztami jest ograniczenie niejednoznaczności: określenie, które powierzchnie są kosmetyczne, które muszą być chronione i jak wygląda “dobry” produkt.
Rozważania dotyczące czasu realizacji: przetwarzanie wewnętrzne a przetwarzanie przez dostawcę i czas oczekiwania w kolejce (grafika osi czasu)
Czas realizacji jest zwykle uzależniony od wsadów, czasu oczekiwania w kolejce i wymagań dotyczących inspekcji, a nie od samego czasu wybuchu.
| Typ procesu | Typowy przebieg procesu |
|---|---|
| Wewnętrzna eksplozja | Maszyna → Usuwanie zadziorów → Wydmuchiwanie szczeliny w harmonogramie → Kontrola → Następna operacja |
| Anodowanie przez sprzedawcę | Maszyna → Gratowanie → Wysyłka/transfer → Kolejka → Regał + przetwarzanie → Kontrola → Zwrot |
Jeśli masz ograniczony harmonogram, główną dźwignią jest ograniczenie specjalnej obsługi: zminimalizowanie maskowania, uproszczenie wymagań kosmetycznych tam, gdzie to możliwe, i unikanie mieszania bardzo różnych rodzin części w jednym wymaganiu kosmetycznym.
Prototyp a seria produkcyjna: wybór najbardziej praktycznej ścieżki (drzewo decyzyjne)

Częstym błędem w prototypach jest traktowanie wykończenia wyłącznie jako kosmetyku, a następnie odkrywanie w produkcji, że maskowanie i kontrola dopasowania są dominującymi ograniczeniami.
Proste interaktywne narzędzie: “Kalkulator wyboru wykończenia (rozmiar części, ilość, poziom kosmetyki, czas realizacji)
Możesz sprawdzić wykonalność, prosząc o krótki zestaw danych wejściowych i wymuszając spójną decyzję. To nie jest kalkulator cen. Jest to “filtr ryzyka”.”
Wejścia
- Materiał i stop (pojedynczy stop lub mieszany)
- Rozmiar koperty części i klasa wagowa (mała/średnia/duża, zgodnie z wewnętrzną definicją)
- Ilość (prototyp vs niski wolumen vs produkcja)
- Poziom kosmetyczny (użytkowy, standardowy kosmetyczny, wysoki kosmetyczny ze ścisłym dopasowaniem wizualnym)
- Czy obecne są krytyczne interfejsy? (tak/nie; lista gwintów/otworów/uszczelnień/styk elektryczny)
- Złożoność geometrii (otwarte powierzchnie vs głębokie kieszenie vs wewnętrzne kanały)
- Preferowany sposób wykończenia (tylko piaskowanie, tylko anodowanie, piaskowanie + anodowanie)
- Ograniczenie czasu realizacji (normalny vs przyspieszony, zgodnie z wewnętrzną definicją)
Wyniki (podpowiedzi dotyczące decyzji)
- “Trasa mety jest możliwa do pokonania przy normalnej kontroli”
- “Wykonalne, ale wymaga planu zagospodarowania przestrzennego + maskowania”
- “Wysokie ryzyko dla jednorodności kosmetyków; wymaga zatwierdzenia próbki i określonej metody kontroli”
- “Wysokie ryzyko dopasowania; wymaga maskowania interfejsu i kontroli funkcjonalności po zakończeniu”
Ten rodzaj narzędzia pomaga podjąć świadomą decyzję na wczesnym etapie, zanim rysunek zostanie zablokowany.
Środowisko, zdrowie i zgodność z przepisami
Oba procesy wiążą się z rzeczywistymi obowiązkami w zakresie bezpieczeństwa i zgodności. Nie są to kwestie związane z papierkową robotą. Wpływają one na kontrolę procesu i wybór dostawcy.
Kwestie bezpieczeństwa w warsztacie: pył, środki ochrony indywidualnej i kontrola procesu (lista kontrolna bezpieczeństwa)
Obróbka strumieniowo-ścierna powoduje powstawanie unoszącego się w powietrzu pyłu i ryzyko odbicia. Anodowanie wykorzystuje chemikalia i sprzęt elektryczny, a także obróbkę mgły i wody płuczącej. Jeśli przeprowadzasz audyt dostawcy lub ustalasz wewnętrzne wymagania, skup się na tym, czy istnieją i są stosowane kontrole.
Lista kontrolna bezpieczeństwa (wysoki poziom):
- Oddzielenie obszaru śrutowania i kontrola zapylenia (hermetyzacja i wentylacja)
- Program ochrony dróg oddechowych, jeśli jest wymagany
- Ochrona oczu i skóry w przypadku odbicia strumieniowego i rozprysków substancji chemicznych
- Obsługa mediów i sprzątanie w celu zapobiegania poślizgnięciom i zapyleniu
- Kontrola obchodzenia się z chemikaliami na liniach anodowania (etykietowanie, przechowywanie, reagowanie na wycieki)
- Szkolenia i udokumentowane procedury dla operatorów
Kluczową kwestią jest to, że “piaskowanie” i “anodowanie” są kontrolowanymi procesami. Jeśli dostawca traktuje je jako etapy nieformalne, należy spodziewać się zmienności.
Czynniki związane z odpadami i utylizacją: media, woda płucząca i produkty uboczne (tabela porównawcza)
| Temat | Śrutowanie | Anodowanie |
|---|---|---|
| Strumień odpadów pierwotnych | Zużyte ścierniwo, pył i usunięty materiał powierzchniowy | Zarządzanie kąpielą procesową i strumieniami wody płuczącej |
| Koncentracja na ryzyku | Kontrola cząstek stałych i zanieczyszczenie mediów | Zarządzanie chemikaliami, obsługa ścieków, zarządzanie osadami/produktami ubocznymi |
| Sygnały zgodności, których należy szukać | Konserwacja odpylania, podejście do charakterystyki odpadów | Udokumentowane kontrole ścieków, rejestry konserwacji wanien, dokumentacja usuwania odpadów |
Nie trzeba być ekspertem ds. ochrony środowiska, aby poprosić o odpowiednie dokumenty i sprawdzić, czy sklep działa w sposób kontrolowany.
Pytania sprzedawców dotyczące zgodności: wymagana dokumentacja (lista kontrolna)
Poproś o dokumenty potwierdzające, że sprzedawca jest w stanie przeprowadzić proces w sposób spójny i zgodny z prawem:
- Podsumowanie programu bezpieczeństwa dotyczącego obróbki strumieniowo-ściernej i chemikaliów
- Podejście do obsługi i usuwania odpadów (jakie strumienie istnieją i kto nimi zarządza)
- Podstawowa dokumentacja kontroli procesu (etapy inspekcji, kontrole odbiorcze)
- Podejście do identyfikowalności materiałów, jeśli spójność stopu ma znaczenie dla wyglądu anodowania
- Wszelkie odpowiednie certyfikaty lub oświadczenia o zgodności wymagane przez branżę (jeśli dotyczy)
Zapytania te są również wskaźnikiem dojrzałości. Sklep, który potrafi udzielić jasnej odpowiedzi, ma zazwyczaj lepszą powtarzalność.
“Punkty decyzyjne ”bardziej ekologicznego wyboru" bez założeń (ramy decyzyjne)
“Bardziej ekologiczny” nie jest jedną odpowiedzią, ponieważ zależy to od rodzaju odpadów, energii, wody i wskaźnika przeróbek.
Praktyczne ramy decyzyjne:
- Jeśli głównym czynnikiem jest ograniczenie liczby przeróbek i odpadów, należy wybrać trasę z największą szansą na spełnienie wymagań przy pierwszym przejściu. Złom jest często największym problemem.
- Jeśli kierowca ogranicza narażenie na cząstki stałe, należy unikać agresywnego otwartego śrutowania i wymagać kontrolowanych systemów śrutowania i odpylania.
- Jeśli Twoim celem jest zmniejszenie obciążenia związanego z zarządzaniem wodą i chemikaliami, zdaj sobie sprawę, że anodowanie wymaga większej infrastruktury kontroli chemicznej niż obróbka strumieniowo-ścierna.
- Jeśli kierowca ogranicza transport, należy rozważyć, czy wykończenie można wykonać w pobliżu etapu obróbki bez dodawania dodatkowych przesyłek.
Dzięki temu decyzja opiera się na tym, co można zweryfikować, a nie na założeniach.
Rekomendacje oparte na aplikacjach (przypadki użycia i przykłady)
Przypadki użycia to miejsce, w którym teoria zamienia się w rysunki i decyzje zakupowe. Celem nie jest tutaj wskazanie, że jedno rozwiązanie jest zawsze poprawne, ale pokazanie, co należy potwierdzić przed podjęciem decyzji.
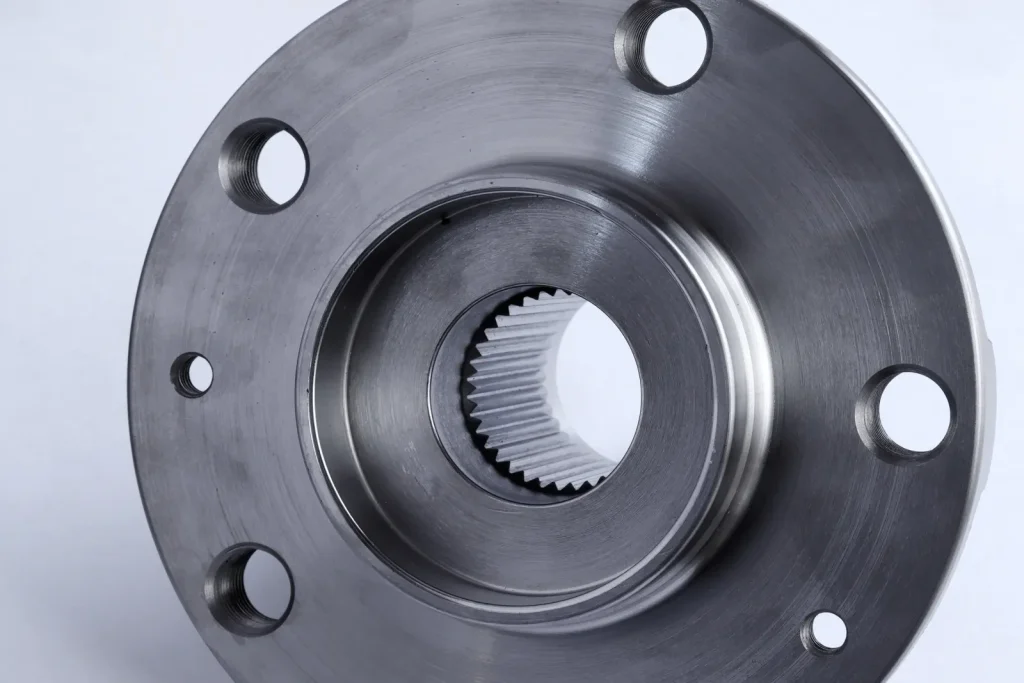
Części obrabiane CNC: wybór wykończenia zgodnie z typowymi oczekiwaniami (podpowiedzi dotyczące przypadków użycia)
W przypadku części aluminiowych obrabianych CNC powszechne oczekiwania obejmują zmniejszenie śladów narzędzi, jednolity połysk i stabilne dopasowanie.
Podpowiedzi dotyczące przypadków użycia, które prowadzą do dobrych decyzji:
- Jeśli część jest głównie kosmetyczna i często używana, czy akceptujesz, że matowe wykończenie może powodować powstawanie błyszczących punktów styku?
- Jeśli część pasuje do innej części, które powierzchnie muszą zachować obrobiony rozmiar, a które mogą zaakceptować zmianę tekstury?
- Jeśli część ma wygrawerowane znaki, mały tekst lub logo, czy mają one pozostać wyraźne po obróbce strumieniowo-ściernej i anodowaniu?
- Jeśli część ma cienkie żebra lub ostre rogi, czy dopuszczalne jest zaokrąglenie krawędzi?
Podpowiedzi te sprawiają, że “piaskowanie a anodowanie” staje się ustrukturyzowaną decyzją, a nie preferencją.
Kosmetyki konsumenckie a użyteczność przemysłowa: priorytetyzacja specyfikacji (dwutorowe drzewo decyzyjne)
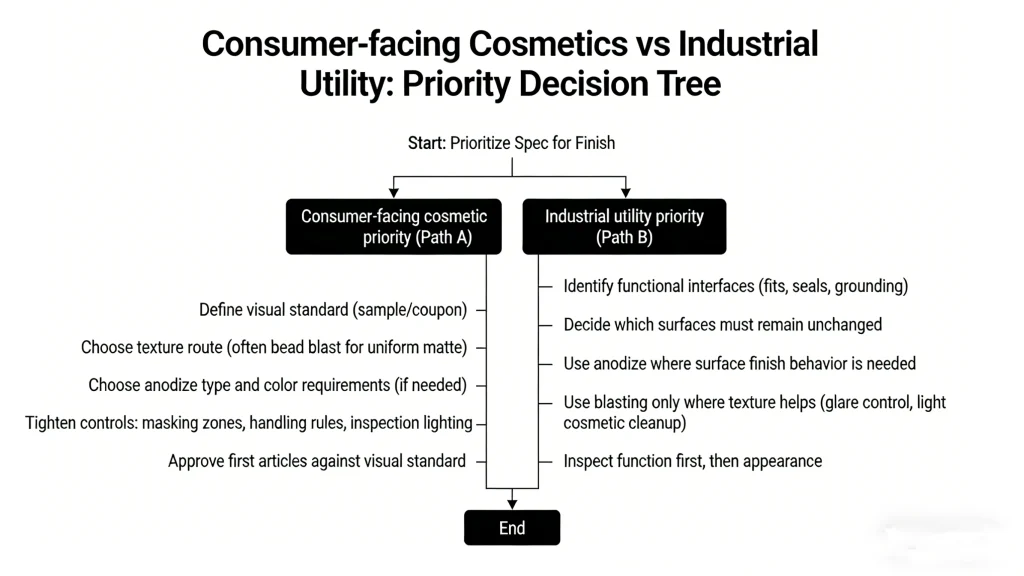
W praktyce wiele projektów znajduje się pomiędzy tymi ścieżkami. Drzewo decyzyjne nadal pomaga, ponieważ zmusza do określenia, co oznacza “dobry”.
Rozważania dotyczące materiału i stopu: co należy potwierdzić z wykonawcą przed podjęciem decyzji (szablon formularza przyjęcia)
Zmienność stopu jest częstą przyczyną niedopasowania wyglądu anodyzacji. Może również wpływać na sposób, w jaki ścierniwo wchodzi w interakcję z powierzchnią.
Użyj formularza przyjęcia, aby ograniczyć zgadywanie:
Część i materiał
- Numer części i wersja
- Specyfikacja zakupionego materiału (w tym stop i temperatura, jeśli są znane)
- Czy w jednej kompilacji dozwolonych jest wiele partii materiałów? (tak/nie)
Geometria i obszary krytyczne
- Lista krytycznych otworów, gwintów, powierzchni uszczelniających i interfejsów łożysk
- Lista powierzchni kosmetycznych (powierzchni A) i dopuszczalnych stref oznakowania stykowego
- Wszelkie cienkie ścianki, głębokie kieszenie lub wewnętrzne kanały, które są trudne do oczyszczenia.
Wymagania dotyczące wykończenia
- Obróbka strumieniowo-ścierna: preferowany typ nośnika (jeśli występuje), wygląd celu (standard wizualny) i obszary do wykluczenia.
- Anodowanie: określenie typu/klasy, wymagania dotyczące koloru w przypadku barwienia oraz obszary do wykluczenia lub zamaskowania
- Metoda kontroli: standard wizualny + dowolny pomiar funkcjonalny po zakończeniu
Dzięki temu rozmowa ma charakter techniczny. Zmniejsza to również ryzyko, że dostawca wybierze domyślny nośnik lub domyślną ścieżkę anodowania, która nie odpowiada Twoim intencjom.
Podstawy pisania specyfikacji: jak komunikować wymagania dotyczące piaskowania/anodowania (przykładowy zarys specyfikacji + tabela)
Dobra specyfikacja wykończenia określa zakres, akceptację i weryfikację. Unika niejasnych słów, takich jak “ładne wykończenie” lub “równomierne anodowanie”.”
Przykładowy zarys specyfikacji
- Zakres: które powierzchnie są uwzględnione, a które nie
- Przygotowanie: dozwolone stany wstępnego wykończenia (po obróbce, śrutowanie, polerowanie)
- Proces: wymagania dotyczące piaskowania i/lub anodowania
- Maskowanie: wyraźne strefy maskowania dla gwintów, pasowań i punktów styku elektrycznego
- Akceptacja kosmetyczna: standard wizualny i dopuszczalne odchylenia (strefy oznakowania regałów, limity odchylenia odcienia określone przez próbkę).
- Odbiór funkcjonalny: kontrole po zakończeniu pod kątem dopasowania/gwintów w razie potrzeby
- Czyszczenie i obsługa: oczekiwania dotyczące czystości, jeśli jest to konieczne do montażu
Kompaktowym sposobem umieszczenia tego w pakiecie rysunków jest tabela:
| Pozycja | Wymagania dotyczące piaskowania | Wymagania dotyczące anodowania |
|---|---|---|
| Powierzchnie w zestawie | Zdefiniuj twarze lub “wszystko oprócz...”.” | Zdefiniuj twarze lub “wszystko oprócz...”.” |
| Wyłączone powierzchnie | Gwinty, otwory, powierzchnie uszczelniające, interfejsy odniesienia (lista) | To samo, plus styki elektryczne w razie potrzeby |
| Wygląd docelowy | Matowy/satynowy zgodnie z zatwierdzonym standardem wizualnym | Kolor/naturalny zgodnie z zatwierdzonym standardem wizualnym (jeśli kosmetyczny) |
| Ograniczenia dotyczące mediów / przygotowania | Dozwolony typ nośnika; unikać agresywnego ścierniwa tam, gdzie elementy są delikatne | Wymagany stan przed wykończeniem (po obróbce mechanicznej lub strumieniowo-ściernej) |
| Kontrole akceptacji | Wizualna + integralność funkcji (stan krawędzi, czytelność tekstu) | Kontrola wizualna i funkcjonalna (gwinty, dopasowanie) |
| Uwagi | Wyczyść nośnik z otworów/kieszeni przed wykonaniem następnego kroku. | Strefy kontaktu z regałami dozwolone tylko w określonych obszarach |
Oto praktyczna odpowiedź na pytanie “Czy można anodować bez piaskowania?”. Tak. Wiele części jest anodowanych jako obrobione lub po innym przygotowaniu. Prawdziwe pytanie brzmi, czy samo anodowanie spełni wymagania dotyczące wyglądu. Jeśli celem jest jednolita, matowa tekstura, często potrzebny jest określony etap teksturowania (piaskowanie lub inna metoda) przed anodowaniem.
Zakończenie
Obróbka strumieniowo-ścierna a anodowanie to wybór między zmianą tekstury powierzchni a zmianą składu chemicznego powierzchni, a wiele wykonalnych projektów wykorzystuje obie te metody. Jeśli potrzebujesz matowego, jednolitego wyglądu, który ukrywa ślady narzędzi, zacznij od oceny obróbki strumieniowo-ściernej i jej ryzyka dla krawędzi i drobnych elementów. Jeśli potrzebujesz wykończenia tlenkowego dla części aluminiowych, zacznij od oceny typu anodowania, potrzeb maskowania i tego, jak warstwa tlenku może wpływać na pasowania i gwinty.
Podejście to jest odpowiednie, gdy można zdefiniować strefy kosmetyczne, chronić krytyczne interfejsy i uzgodnić sposób kontroli wykończenia. Staje się to ryzykowne, gdy rysunek opiera się na niejasnym języku wyglądu, gdy wąskie tolerancje znajdują się na powierzchniach, które będą piaskowane lub anodowane, lub gdy stop i etapy przygotowania nie są kontrolowane w różnych partiach.

Najczęściej zadawane pytania
Czy powinienem wypiaskować przed anodowaniem?
Jeśli chcesz uzyskać matowe, jednolite wykończenie i lepszą konsystencję niż w przypadku powierzchni po obróbce skrawaniem, przed anodowaniem często powinieneś wykonać obróbkę strumieniowo-ścierną, ponieważ wykorzystuje ona delikatne ścierniwo, które poprawia wygląd i przygotowuje powierzchnię do procesów takich jak anodowanie. Proces obróbki strumieniowo-ściernej wykorzystuje ścierniwo do usuwania śladów narzędzi i przygotowania powierzchni do anodowania, a wystarczy sprawdzić ryzyko zaokrąglenia krawędzi, dokładne oczyszczenie osadzonego ścierniwa i odpowiednie maskowanie pasowań i gwintów - kluczowe najlepsze praktyki, których należy przestrzegać, aby uzyskać optymalne wyniki. Jeśli istnieją ciasne interfejsy, ogranicz obróbkę strumieniowo-ścierną i anodowanie tylko do powierzchni kosmetycznych, aby chronić obszary funkcjonalne, ponieważ obróbka strumieniowo-ścierna jest ogólnie bezpieczna, ale wymaga ostrożności wokół krytycznych elementów, nawet w różnych branżach.
Czy piaskowanie zmienia wymiary części?
Obróbka strumieniowo-ścierna jest łagodniejsza niż ciężkie procesy ścierne lub trawienie, dlatego tworzy gładkie wykończenie bez uszkadzania powierzchni aluminiowych części CNC. Zasadniczo nie zmienia ona drastycznie wymiarów części, choć może zmieniać geometrię w zlokalizowany sposób, głównie poprzez zaokrąglanie krawędzi i zmiękczanie małych elementów, a obróbka strumieniowo-ścierna może wpływać na efektywny rozmiar gwintów i małych otworów, jeśli ścierniwo trafi w te obszary. Jeśli dokładność wymiarowa ma krytyczne znaczenie, należy zdefiniować strefy bez obróbki strumieniowo-ściernej i sprawdzić te krytyczne elementy po procesie obróbki strumieniowo-ściernej, ponieważ proces ten można dostosować do rodzajów materiałów.
Jakie jest najlepsze wykończenie aluminiowych części CNC?
Nie ma jednego najlepszego wykończenia dla aluminiowych części CNC, ponieważ idealny wybór równoważy estetykę i wydajność w oparciu o specyficzne wymagania projektu i obejmuje szereg opcji wykończenia. Obróbka strumieniowo-ścierna jest jedną z najbardziej wszechstronnych opcji uzyskania jednolitej matowej tekstury i usuwania śladów narzędzi, podczas gdy anodowanie zapewnia trwałe wykończenie tlenkowe i opcjonalny kolor; wiele usług wykończeniowych oferuje połączone rozwiązania obejmujące obróbkę strumieniowo-ścierną i anodowanie, aby uzyskać idealny wygląd i wydajność. Właściwe wykończenie powinno być dostosowane do materiału i przeznaczenia części.
Czy można anodować bez piaskowania?
Tak, można anodować bez obróbki strumieniowo-ściernej, ponieważ anodowanie może być wykonywane bezpośrednio na obrobionych powierzchniach lub po innych etapach przygotowawczych, chociaż obróbka strumieniowo-ścierna poprawia końcowy efekt anodowania, tworząc spójną bazę. Głównym ograniczeniem jest to, że samo anodowanie nie usunie śladów narzędzi ani nie stworzy jednolitego wykończenia, więc obróbka strumieniowo-ścierna tworzy bardziej spójną, profesjonalną bazę, gdy wygląd kosmetyczny jest priorytetem dla komponentów aluminiowych - zwłaszcza, że działa dobrze z procesami obejmującymi anodowanie. Niniejszy przewodnik wyjaśnia, jak wybrać najlepszą metodę przygotowania powierzchni do konkretnych potrzeb.
Referencje
https://www.osha.gov/silica-crystalline
https://nvlpubs.nist.gov/nistpubs/Legacy/HB/nbshandbook116.pdf
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36007



