Volba mezi tryskáním a eloxováním není volbou stylu. Jde o výrobní rozhodnutí, které mění riziko v oblasti uložení, vzhledu, korozního chování a možností přepracování. Těžké je, že tyto dva procesy dělají různé věci. Otryskávání korálky mění především strukturu povrchu. Eloxování mění hlavně chemii povrchu tím, že na něm roste vrstva oxidu.“ Pokud s nimi budete zacházet jako se zaměnitelnými ”povrchovými úpravami", můžete skončit s díly, které budou vypadat nekonzistentně v jednotlivých sériích, budou mít neočekávanou změnu velikosti nebo po manipulaci nesplní kosmetická očekávání.
Tento článek je určen inženýrům a technickým nákupčím, kteří potřebují posoudit proveditelnost a definovat další otázku, kterou mají položit strojírenské firmě nabízející strojní zařízení. přesné CNC soustružení a CNC frézování, nebo specializovaný dodavatel dokončovacích prací.
Tryskání vs. eloxování: nejrychlejší způsob výběru
Rychlá volba vychází z toho, že si ujasníte hlavní cíl. Pokud chcete získat kontrolovanou matnou strukturu a skrýt stopy po nástrojích, je tryskání korálky přímou pákou. Pokud potřebujete oxidovou povrchovou úpravu kvůli ochraně, barvě nebo elektrickému chování, je přímou volbou eloxování. Mnoho povrchových úprav hliníku se používá obojí, protože textura a růst oxidu řeší různé problémy.
Rozhodovací tabulka: cíl (vzhled, textura, ochrana, náklady) vs. proces (tryskání, eloxování)
| Cíl / omezení | Tryskání kuličkami (tryskání médiem) | Eloxování (elektrochemický oxid) |
|---|---|---|
| Snížení viditelných stop po nástrojích na CNC obráběných plochách | Často je účinný, protože přerozděluje světlo s matnou/saténovou strukturou | Sám o sobě nemusí skrýt stopy po nástroji; má tendenci “uzamknout” jakoukoli přítomnou texturu. |
| Vytvoření jednotného matného nebo saténového povrchu | Primární síla; výběr médií a tlak určují vzhled | Možné, ale do značné míry závisí na předfinální povrchové úpravě; samotná eloxace nezaručuje rovnoměrnou odrazivost. |
| Přidání funkčního chování “povlaku” povrchu | Není to nátěr; mění spíše topografii než chemii. | Primární pevnost; na hliníku vytváří oxidový povrch |
| Barva (černá, barvené barvy) | Sama o sobě není metodou barvení | Běžný důvod pro eloxování; konzistence barvy závisí na mnoha proměnných. |
| Těsné uložení a kritické rozměry | Riziko: otryskávání může zaoblit ostré hrany a změnit místní rysy | Riziko: eloxování přidává vrstvu oxidu a může ovlivnit uložení, závity a otvory. |
| Flexibilita přepracování | Pokud to geometrie dovoluje, lze často znovu otryskávat | V některých případech je možné odstranění a opětovné eloxování, ale zvyšuje riziko pro rozměry a vzhled. |
| Citlivost na náklady | Může být jednodušší, pokud se používá jako jednofázová kosmetická textura | Přidává další kroky procesu a kontroly; náklady závisí na požadavcích na maskování, regály a kosmetické úpravy. |
| Citlivost plánu | Často rychlé, pokud se provádí ve firmě nebo u místního dodavatele. | Často dávkově řízené; čas fronty a manipulační kroky mohou být dominantní. |
Klíčovým bodem je, že tryskání se obvykle volí proto, abyste měli kontrolu nad tím, co vidíte a cítíte, zatímco eloxování se volí proto, abyste měli kontrolu nad tím, jak se povrch chová v provozu.
Kontrolní seznam: otázky, které je třeba položit před výběrem (materiál, konečné použití, tolerance, požadovaný vzhled, rozpočet, časový plán).
Než si vyberete povrchovou úpravu tryskáním, eloxováním nebo kombinovanou cestu, potřebujete dostatek vstupních informací, abyste se vyhnuli překvapením:
- Materiál a slitina: Je to hliník a jaká je to slitina? Smíšené slitiny v sestavě mohou po stejné povrchové úpravě vypadat různě.
- Manipulace při konečném použití: Bude se s dílem často manipulovat, bude se třít nebo čistit rozpouštědly? Při manipulaci se mohou některé matné povrchové úpravy v kontaktních zónách lesknout.
- Kritické rozměry a rozhraní: Jsou zde lisovaná uložení, posuvná uložení, závitové otvory, těsnicí plochy, elektrické uzemnění nebo otvory pro ložiska?
- Požadovaný vzhled: Chcete matný, saténový nebo více reflexní vzhled? Potřebujete “jednotnost napříč plochami”, nebo jsou přijatelné odchylky?
- Potřeba maskování: Jsou oblasti, které musí zůstat neotryskané nebo neanodizované (závity, elektrické kontakty, zóny svarů, těsnicí plochy)?
- Rozpočtová a časová omezení: Je to prototyp, kde záleží na rychlosti, nebo výroba, kde záleží na opakovatelnosti?
- Plán kontrol: Jak budete ověřovat požadavek na kvalitu povrchu - vizuálně, měřením drsnosti nebo obojím?
Tyto otázky jsou důležité, protože oba procesy mohou změnit hrany, rohy a “pocit”, i když kresba vypadá jednoduše.
Kdy použít oba postupy dohromady: možnosti pořadí (příprava → dokončení) (schéma)
U CNC dílů se běžně používá obojí, pokud chcete mít kontrolovanou matnou strukturu a nahoře oxidový povrch. Záleží na pořadí.
| Možnost | Průběh procesu | Poznámky |
|---|---|---|
| Možnost A: Tryskání → eloxování (běžné) | CNC stroj → tryskání → čištění/aktivování → eloxování → těsnění (pokud je použito) → kontrola | Standardní proces pro jednotný matný eloxovaný povrch |
| Možnost B: Strojní → pouze eloxování | CNC stroj → Vyčistit/aktivovat → Eloxovat → Zkontrolovat | Zachovává strukturu jako při obrábění; žádné další texturování povrchu |
| Možnost C: Pouze výbuch | CNC stroj → tryskání korálkovou strukturou → kontrola | Pouze kosmetická/texturová úprava; bez oxidového povlaku nebo ochrany |
| Možnost D: Anodizace → Výbuch (neobvyklé) | CNC obrábění → eloxování → tryskání pro odstranění/texturování → kontrola | Obvykle pouze pro přepracování; často neguje výhody funkční eloxace. |
Pokud otázka zní: “Měl bych před eloxováním otryskat korálky?”, praktická odpověď zní: otryskání korálky se často používá jako příprava na eloxování otryskáním, pokud potřebujete rovnoměrnou matnou strukturu a můžete akceptovat, že struktura je “zachycena” eloxovací vrstvou. Není však vždy bezpečné pro těsné uložení nebo ostré kosmetické hrany.
Je tryskání stejný proces jako eloxování?
Ne. Tryskání kuličkami je mechanický nárazový proces, který mění strukturu povrchu úderem tryskacího média pomocí stlačeného vzduchu (nebo jiné hnací metody). Eloxování je elektrochemický proces, při kterém na povrchu dílu narůstá vrstva oxidu hlinitého. Jeden z nich mění převážně topografii, druhý mění chemii a strukturu povrchu.
Co jednotlivé procesy dělají (a co nedělají)
Mnoho nejasností vzniká, když se oběma pojmům říká “dokončovací”. V praxi řeší různé problémy a selhávají různými způsoby.
Základy tryskání kuličkami: tryskání jako metoda přípravy povrchu / texturování (procesní schéma)
Tryskání kuličkami je druh abrazivního tryskání. Obvyklým záměrem není odstraňování materiálu ve smyslu obrábění. Jde o vytvoření kontrolované struktury a jednotnějšího vzhledu. Může také pomoci při lehkém odstraňování otřepů, ale není to spolehlivý způsob odstraňování otřepů, které ovlivňují montáž.
Jednoduché zobrazení procesu vypadá takto:
| Krok | Popis procesu |
|---|---|
| 1 | Načítací část |
| 2 | Maskovat kritické oblasti (pokud je to nutné) |
| 3 | Výběr tryskacího média (skleněné kuličky, plastové médium, oxid hlinitý, jiné). |
| 4 | Nastavení tlaku / vzdálenosti trysek / úhlu |
| 5 | Výbuch na cílový vzhled/texturu |
| 6 | Čištění pro odstranění usazených médií a prachu |
| 7 | Kontrola vzhledu + kritické vlastnosti |
Přestože se říká “tryskání”, tryskání kuliček je nejlepší považovat za přípravu povrchu nebo za krok k vytvoření textury. Nevytváří povrchovou úpravu. Může také změnit povrch způsobem, který má význam později, například změnit způsob, jakým díl odráží světlo nebo jak přijímá eloxovací barvivo.
Častá nedorozumění:
- “Tryskání kuličkami je šetrné, takže nemůže změnit geometrii.” Může změnit hrany a drobné prvky, zejména v rozích a tenkých žebrech.
- “Tryskání kuličkami odstraňuje stopy po nástrojích.” Může je učinit méně viditelnými, ale hluboké stopy po nástrojích mohou pronikat skrz matný povrch.
- “Jakékoli tryskací médium je v pořádku.” Výběr média mění vzhled i riziko. Jemné skleněné kuličky se chovají jinak než ostrá abrazivní média.
Základy eloxování: elektrochemická metoda povrchové úpravy (schéma procesu)
Při eloxování se hliníkový povrch převede na vrstvu oxidu hlinitého pomocí elektrolytické lázně, přičemž součást slouží jako anoda. Nejedná se o lakování ani pokovování. Jedná se o přeměnu povrchu na oxid.
Zjednodušený pohled:
| Krok | Popis procesu |
|---|---|
| 1 | Naložení dílu do stojanu/přípravku |
| 2 | Čištění / odmašťování |
| 3 | Leptání nebo dezoxidace (v závislosti na procesu) |
| 4 | eloxování v elektrolytu za kontrolovaných podmínek |
| 5 | Volitelný krok barvení (pro barevný elox) |
| 6 | Těsnění (v závislosti na procesu) |
| 7 | Opláchnutí / osušení |
| 8 | Kontrola vzhledu + kontrola tloušťky/pokrytí (podle zadání) |
Eloxování se volí z mnoha důvodů: vzhled, ochrana povrchu a jako podklad pro barvy. V běžných normách může být také specifikována v různých “typech” a třídách.
Častá otázka kupujících zní: “Rozdíl mezi eloxováním typu II a typu III?” Podle běžných specifikací je typ II běžný anodický povlak, který se často používá tam, kde záleží na vzhledu a obecné ochraně, zatímco typ III je “tvrdá anodizace” (tvrdý povlak), která se používá tam, kde je důležitější výkon při opotřebení. Oba typy stále závisí na slitině, přípravě povrchu a řízení procesu. Pokud potřebujete typ III, měli byste předpokládat přísnější kontrolu a vyšší citlivost na geometrii, maskování a definici kontroly.
Klíčové rozdíly ve výstupu: změna textury vs. změna povrchové úpravy (srovnávací tabulka)
| Výstupní charakteristika | Tryskání kuličkami | Eloxování |
|---|---|---|
| Co se nejvíce mění | Topografie povrchu (drsnost/textura), odrazivost | Chemie a struktura povrchu (oxidová vrstva) |
| Kde se objevují problémy | Nerovnoměrný mat, stínování, zaoblení okrajů, znečištění média | Nesoulad barev, vypalování/defekty, špatné pokrytí složitých tvarů, změny v lícování |
| Co “uzamkne” | Vytváří konečnou texturu, pokud nenásleduje žádná další povrchová úprava. | Zachovává velkou část struktury před eloxováním; nevymaže historii obrábění. |
| Typická role na trase | Kosmetická textura, příprava před další povrchovou úpravou | Konečná povrchová úprava hliníku; někdy po tryskání nebo leštění |
Proto se často špatně rámuje “otryskání kuličkami vs. eloxování”. Mnoho dílů potřebuje pro získání vzhledu krok tryskání a poté krok eloxování pro chování povrchu.
Odstraňuje tryskání kuliček eloxování?
Může. Abrazivní tryskání může odstranit nebo poškodit eloxovanou vrstvu v závislosti na typu média, nastavení tryskání a agresivitě tryskání. Pokud otryskáváte eloxovaný díl za účelem změny vzhledu, měli byste počítat s tím, že můžete snížit nebo odstranit funkční hodnotu eloxu na otryskaných plochách a můžete vytvořit nejednotný vzhled. Pro přepracování je třeba plánovaný přístup k odstranění a zušlechtění, nikoliv ad hoc tryskání.

Výsledky vzhledu a struktury povrchu
Kosmetika je často skutečnou hnací silou pro hliníkové CNC díly, a to i pro průmyslové výrobky. Problémem je, že “matný” a “saténový” nejsou samy o sobě specifikací.
Jazyk povrchové úpravy: matný, saténový, rovnoměrný, odrazivost (příklady fotografií)
Slova jako matný, saténový a lesklý popisují způsob, jakým povrch odráží světlo. Dva díly mohou mít stejnou průměrnou drsnost, a přesto mohou vypadat odlišně, protože se liší struktura a směrovost.
Když si prohlížíte vzorky nebo fotografie požadavků na matný a lesklý povrch CNC, ujistěte se, že je srovnání kontrolované:
- Použijte stejný úhel a intenzitu osvětlení.
- Ploché plochy a hrany porovnávejte zvlášť.
- Pokud je to možné, přiložte “známý standardní” kupón.
- Hledejte směrové vzory, které pocházejí z obrábění (dráhy nástroje), oproti nesměrovým vzorům z tryskání.
Matný povrch otryskaný kuličkami často vypadá jednotněji, protože rozbíjí odlesky. Rovnoměrnost však může selhat v kapsách, v blízkosti okrajů nebo tam, kde úhel trysky nemůže zůstat stejný. U eloxování může vizuální rovnoměrnost selhat, pokud se slitina, příprava povrchu a podmínky lázně liší v rámci dílu nebo šarží.
Cílové hodnoty drsnosti/texturace povrchu: jak specifikovat a ověřit požadavky na povrchovou úpravu (kontrolní seznam)
Pokud záleží na vzhledu, je třeba ho nějak potvrdit. Samotná vizuální kontrola je subjektivní, ale samotná metrologie může způsobit kosmetické vady.
Použijte dvoudílný přístup:
- Definujte vizuální standard: referenční díl, kupón nebo kontrolovaný soubor fotografií, který vykazuje přijatelnou odchylku.
- V případě potřeby definujte měřitelný požadavek na texturu: zadejte parametr drsnosti a metodu měření, ale pouze pokud souvisí s funkcí (přilnavost, těsnění, kontrola odlesků nebo sladění sousedních dílů).
Kontrolní seznam pro kontrolu vzhledu otryskání kuličkami a eloxování:
- Zkontrolujte, zda je na výkrese uveden rozsah povrchové úpravy (celoplošně vs. vybrané plochy).
- Potvrzení hranic maskování a očekávaného narušení okrajů.
- Zkontrolujte, zda v otvorech a kapsách nejsou usazené otryskávací prostředky nebo zbytky.
- Zkontrolujte, zda se plochy (zejména velké plochy) nestejnoměrně lesknou.
- Zkontrolujte rohy, zda nejsou nechtěně zaoblené, což mění vnímanou “ostrost”.”
- Pokud je specifikována drsnost, ověřte, zda jsou typ přístroje, nastavení řezu a místa odběru vzorků dohodnuty před výrobou.
- Barvu eloxování kontrolujte při stálém osvětlení a podle dohodnutého standardu.
Pro konstruktéry je hlavním rizikem zadání “jednotné matné povrchové úpravy”, aniž by bylo definováno, jak se bude posuzovat. To se stává sporem namísto požadavku.
Úvahy o barvě a vizuální konzistenci (zejména u eloxovaných povrchových úprav) (tabulka proměnných, které je třeba kontrolovat)
Barevný elox přidává více proměnných, než mnoho týmů očekává. I když se opakuje stejné číslo dílu, vzhled se může měnit, pokud se mění vstupy. Pokud vám na barvě záleží, zeptejte se svého finišera, co má pod kontrolou a co ne.
| Proměnná, která ovlivňuje vzhled eloxu | Proč záleží na tom, co vidíte |
|---|---|
| Slitina a temperace | Různé slitiny se mohou eloxovat do různých odstínů a úrovní jasu. |
| Příprava povrchu (opracovaný, otryskaný, leštěný) | Předtextura mění odrazivost a chování při absorpci barviva. |
| Čištění a odkyselování | Nedůsledná příprava může vést ke skvrnitému vzhledu |
| Kontaktní body pro zavěšení a upevnění | Stopy po kontaktu mohou být viditelné a rozložení proudu ovlivňuje rovnoměrnost. |
| Geometrie (hluboké kapsy, ostré rohy, tenké stěny) | Hustota proudu se napříč dílem mění, což může změnit vzhled. |
| Stabilita procesu mezi jednotlivými šaržemi | Na kosmetických dílech mohou být patrné drobné posuny. |
V tomto případě se rozhoduje o pořadí tryskání a eloxování: tryskání může pomoci vytvořit rovnoměrnější základní strukturu, ale může také vnést odchylky, pokud je pokrytí nerovnoměrné. Eloxování může vytvořit konzistentní “rodinu povrchových úprav”, ale nesmaže rozdíly vzniklé dříve.
Co je lepší pro hliníkové díly - tryskání kuličkami nebo eloxování?
Ani jedno není “lepší” bez cíle. Pokud je hlavním požadavkem matná nebo saténová textura, která skryje stopy po nástroji, je tryskání korálky přímou metodou. Pokud je hlavním požadavkem povrchová úprava oxidem hliníku (s volitelnou barvou), je přímou metodou eloxování. U mnoha hliníkových CNC dílů je praktickou odpovědí tryskání korálků pro kontrolu vzhledu a poté eloxování pro konečnou povrchovou úpravu - pokud geometrie a tolerance umožňují obojí.
Kompromisy v oblasti výkonu, které vedou k rozhodnutí
Výkonnost je místo, kde se nedorozumění prodraží. Volba povrchové úpravy, která první den vypadá dobře, může později způsobit stopy po manipulaci, opotřebení nebo problémy s čištěním.
Očekávané opotřebení a manipulace: jak souvisí výběr povrchové úpravy s reálným použitím (příklady scénářů)
Vezměme si několik běžných scénářů:
Příruční kryt: Matná povrchová úprava tryskáním může zpočátku skrýt otisky prstů a drobné škrábance. Opakované zacházení může časem “vyleštit” kontaktní zóny a vytvořit lesklé skvrny, které vypadají nerovnoměrně. Pokud eloxujete povrch s tryskanou strukturou, stále můžete dosáhnout změn lesku při manipulaci, ale oxidová úprava změní způsob, jakým povrch reaguje na opotřebení a čištění. Vaším klíčovým rozhodnutím se stane, jaký druh vizuální změny je v průběhu životnosti výrobku přijatelný.
Upínací deska nebo součást nástroje: Otryskání může snížit odlesky a sjednotit povrch, ale může také změnit ulpívání nečistot a olejů, protože povrch má větší strukturu. Pokud je díl často čištěn, může drsnější textura zadržovat zbytky. Anodizace může být zvolena kvůli chování povrchu, ale specifikace by měla odpovídat použití: potřebujete obecnou anodizaci, nebo potřebujete tvrdší typ anodizace pro oblasti opotřebení?
Posuvné rozhraní: Pokud má díl styčné prvky nebo klouže po jiném povrchu, může být tryskání těchto povrchů riskantní, protože mění strukturu a může zvýšit tření nebo variabilitu opotřebení. Eloxování také mění chování povrchu a může ovlivnit jeho uložení. V těchto případech je často bezpečnější ponechat funkční plochy ve stejném stavu (nebo kontrolované jinou metodou dokončování), zatímco nefunkční plochy je třeba dokončit.
Shoda, tolerance a rozměrové problémy: když záleží na změnách povrchu (poznámky k rozhodování)
Opakovaně se objevují dvě otázky kupujících: “Mění tryskání rozměry dílu?” a “Ovlivní eloxování jeho lícování?”.”
Tryskání kuličkami může lokálně změnit funkční geometrii, i když je průměrný úběr materiálu malý. Nejčastějšími účinky jsou:
- Zaoblení hran: ostré hrany jsou méně ostré. To může narušit kosmetický záměr designu nebo změnit zarovnání dílů.
- Změkčení drobných prvků: tenká žebra, drobné reliéfní značky, vroubky a jemné drážky mohou ztratit ostrost.
- Riziko otvorů a závitů: tryskání do závitových otvorů může změnit pocit z montáže a může zachytit média.
Eloxování může také ovlivnit lícování, protože na povrchu vzniká vrstva oxidu. I když vaše výkresové tolerance vypadají velkoryse, riziko je nejvyšší v:
- Těsně přiléhající otvory a čepy
- Závity (vnitřní a vnější)
- Přesné těsnicí plochy
- Lisovaná uložení a ložisková sedla
- Elektrické uzemňovací body, kde je vyžadován kontakt s holým kovem
Dobrým krokem k provedení je rozdělení výkresu na zóny:
- “Kosmetické povrchy pro změnu v pořádku”
- “Funkční textura OK, ale citlivé na velikost” povrchy
- “Rozhraní ”Neměnit" (maska nebo následné zpracování)
Pokud toto zónování neprovedete, musí finišer hádat. Hádání je místem, kde prototypy procházejí a výroba selhává.
Údržba a životní cyklus: způsoby čištění, přepracování a zušlechtění (vývojový diagram)
Plánování životního cyklu je důležité, pokud se díly přepracovávají, agresivně čistí nebo renovují.
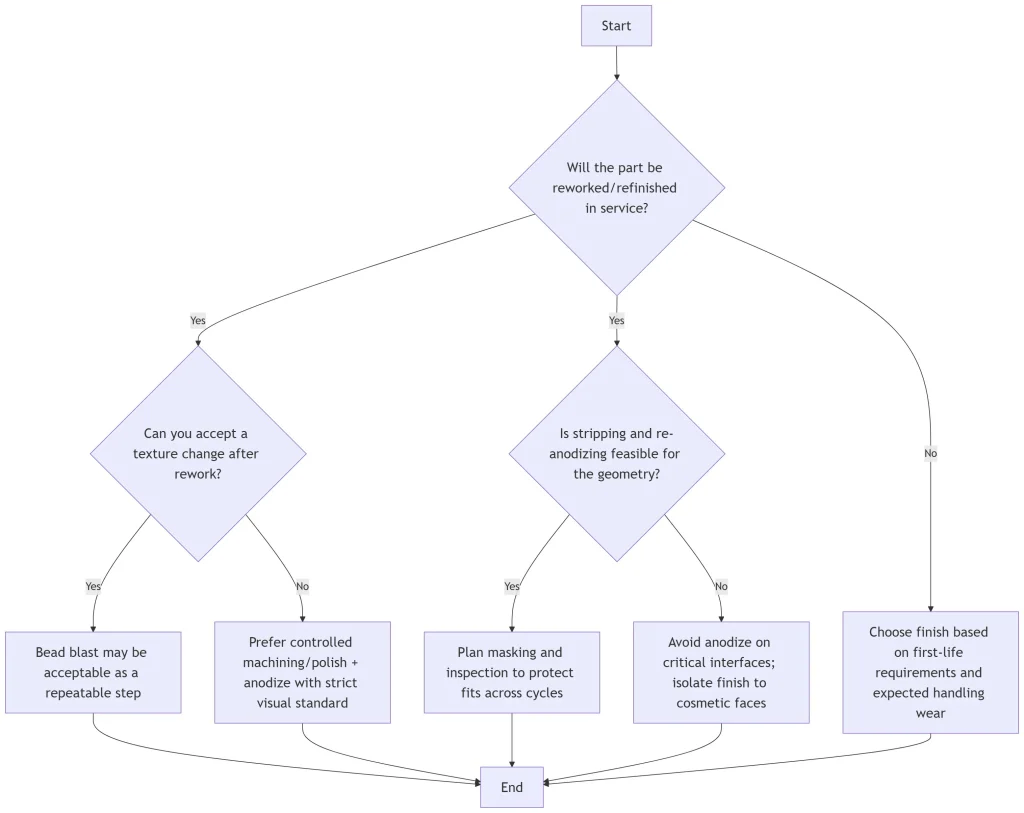
Čištění je praktická, nikoli kosmetická záležitost. Mírně zdrsněný povrch může zadržovat nečistoty a oleje. Některé metody čištění mohou také časem změnit vzhled matných povrchů. Pokud musí díl zůstat vzhledově stálý, specifikujte přijatelné vzory opotřebení a omezení čištění jako součást požadavku, nikoli jako předpoklad.
Kdy je skutečným kompromisem “vzhled vs. trvanlivost” (tabulka pro/proti)
| Výměna | Tryskání kuličkami | Eloxování |
|---|---|---|
| Nejlepší při kontrole počáteční matné textury | Ano | Záleží na předfinální úpravě |
| Nejlepší při přidávání povrchové úpravy oxidem hliníku | Ne | Ano |
| Riziko viditelných manipulačních změn v průběhu času | Mohou se vytvořit lesklé zóny opotřebení | Může se ještě změnit, ale chování závisí na typu eloxování a použití. |
| Riziko těsného uložení | Zaoblení hran a změkčení prvků | Růst oxidů může ovlivnit uložení; často je nutné maskování |
| Snadná oprava na místě | Opětovné otryskání může být smíšené, ale může být obtížné ho přesně přizpůsobit. | Bodová oprava je obtížná; renovace často vyžaduje odstranění a opětovné zpracování. |
Proto “nejlepší povrchová úprava pro hliníkové CNC” závisí na tom, jakého selhání se obáváte více: kosmetického nebo funkčního. Správnou odpovědí je často rozdělený přístup: chránit a kontrolovat funkční rozhraní a poté dokončit kosmetické oblasti kvůli vzhledu.

Pracovní postupy a požadavky na přípravu (jejich vzájemná interakce)
Většina problémů typu “nevyšlo to jako vzorek” začíná interakcí mezi tryskáním a eloxováním. Díl, který se po opracování krásně eloxuje, může po otryskání vypadat zakalený a díl, který po otryskání vypadá skvěle, může po eloxování vykazovat stopy po vrypech.
Typické možnosti pracovního postupu: pouze tryskání, pouze eloxování, tryskání + eloxování (schéma pracovního postupu)
| Pracovní postupy | Průběh procesu |
|---|---|
| Pracovní postup 1: Pouze tryskání kuličkami | Strojní obrábění → Odjehlení → Případná maska → Tryskání → Čištění → Kontrola |
| Pracovní postup 2: Pouze eloxování | Stroj → Odstraňte otřepy → V případě potřeby maskujte → Vyčistěte/aktivujte → Eloxujte → Zkontrolujte |
| Pracovní postup 3: Tryskání korálky + eloxování | Obrábění → Odjehlování → Maskování → Tryskání → Čištění → Případná aktualizace masky → Eloxování → Kontrola |
Kombinovaná trasa přidává rozhraní mezi jednotlivé kroky. Každé rozhraní je příležitostí ke ztrátě konzistence: otisky prstů před eloxováním, zachycená média nebo maskovací linie, které se projevují na kosmetických plochách.
Lze eloxovat po otryskání kuličkami?
Ano, po otryskání korálky se běžně provádí eloxování, které se často provádí za účelem získání matného eloxovaného vzhledu. Hlavními kontrolami proveditelnosti jsou geometrie (zda lze otryskat a vyčistit všechny povrchy), maskování (ochrana závitů a uložení) a kosmetická očekávání (jednotnost napříč plochami a šaržemi). Přistupujte k tomu jako k definované procesní cestě, nikoli jako k neformálnímu přípravnému kroku.
Tryskání kuličkami vs. pískování pro přípravu na eloxování?
V obou případech se jedná o abrazivní tryskání, ale chová se odlišně, protože se liší tvar a tvrdost média. Pod pojmem “pískování” se často rozumí agresivní tryskání s ostřejšími médii, které může vytvářet drsnější strukturu a vyšší riziko viditelných defektů nebo rozměrových zásahů. Tryskání skleněnými kuličkami se často používá v případě, kdy je potřeba dosáhnout rovnoměrnějšího saténového povrchu s nižším rizikem vzniku rýh. Pokud bude díl eloxován, vybírejte tryskací médium na základě cílové textury a tolerance rizika změny hran a jemných rysů, nikoli na základě obecného slova “pískování”.”
Kontrolní body kontroly kvality: kroky před/po kontrole
Funkční plán kontroly kvality pro tryskání kuličkami vs. eloxování je hlavně o prevenci “tichých selhání”, která se objevují pozdě.
Před odstřelem:
- Ověřte způsob odstranění otřepů a jejich přijetí. Tryskání by nemělo být hlavním plánem odstraňování otřepů na funkčních hranách.
- Zkontrolujte krytí závitů, otvorů a těsnicích ploch.
- Ověřte cílový vzhled pomocí referenčního standardu.
Po tryskání, před eloxováním:
- Zkontrolujte, zda jsou média odstraněna z otvorů, kapes a vnitřních kanálů.
- Zkontrolujte, zda není nerovnoměrné pokrytí, stínování a zaoblení hran kritických prvků.
- Zkontrolujte, zda se s díly před eloxováním manipuluje a zda jsou skladovány tak, aby nedošlo ke kontaminaci.
Po eloxování:
- Zkontrolujte shodu barev (pokud jsou barvené) s dohodnutým standardem a podmínkami osvětlení.
- Zkontrolujte, zda se na nich nacházejí značky a kontaktní body, a ověřte, zda jsou v povolených zónách.
- Ověřte, zda maskované prvky fungují, jak mají (měření závitů, kontrola uložení, případně kontrola elektrických kontaktů).
Stručně řečeno, plán kontrol by měl odpovídat způsobům poruch na zvolené trase, nikoli pouze konečnému vzhledu.
Náklady, doba realizace a škálovatelnost výroby
Náklady a dobu realizace lze těžko zobecnit bez uvedení čísel. To, co můžete udělat, je identifikovat hlavní nákladové faktory a rozhodnout, které z nich se vztahují na váš díl.
Rozdělení nákladových faktorů: nastavení, maskování, velikost dávky, složitost (tabulka nákladových faktorů)
| Hnací síla nákladů | Proč se mění náklady na tryskání kuličkami | Proč se mění náklady na eloxování |
|---|---|---|
| Maskování | Přidává práci a riziko kosmetických linií masky | Přidává práci; špatné maskování může způsobit zmetky kvůli problémům s uložením. |
| Složitost části | Hluboké kapsy a úzká zákoutí zvyšují riziko časové náročnosti a nekonzistence. | Složitá geometrie komplikuje rovnoměrnost ukládání a pokrytí |
| Požadovaná kosmetická úroveň | Vyšší kosmetická laťka vyžaduje větší kontrolu a inspekci | Shoda barev a omezení vad zvyšují nároky na manipulaci a kontrolu |
| Velikost dávky | U malých šarží může převažovat nastavení a manipulace. | U malých šarží může převažovat nastavení, regály a plánování koupelí. |
| Smíšené materiály nebo směsné slitiny | Může způsobit nekonzistentní vzhled jednotlivých částí | Může způsobit viditelné odchylky, zejména v barvě eloxu. |
| Citlivost na přepracování/odpad | Opětovné otryskání je možné, ale ne vždy je možné jej provést. | Odstraňování a opětovné eloxování přidává další kroky a může ovlivnit rozměry. |
Pro technické nákupčí je nejbezpečnějším způsobem, jak řídit náklady, omezit nejednoznačnost: definovat, které obličeje jsou kosmetické, které je třeba chránit a jak vypadá “dobrý”.
Zohlednění doby přípravy: vlastní zpracování vs. zpracování dodavatelem a doba čekání ve frontě (grafická časová osa)
Doba přípravy je obvykle dána spíše dávkováním, dobou čekání ve frontě a požadavky na kontrolu než samotnou dobou tryskání.
| Typ procesu | Typický průběh procesu |
|---|---|
| Interní výbuch | Stroj → Odjehlení → Otryskání drážky v plánu → Kontrola → Další operace |
| eloxování prodejce | Stroj → Odstraňování otřepů → Přeprava/přenos → Fronta → Regál + zpracování → Kontrola → Vrácení |
Pokud máte omezený časový plán, je vaší hlavní pákou omezení speciální manipulace: minimalizujte maskování, zjednodušte kosmetické požadavky, pokud je to možné, a vyhněte se míchání velmi odlišných rodin dílů v jednom kosmetickém požadavku.
Prototyp vs. výrobní série: volba nejpraktičtější cesty (rozhodovací strom)

Častým selháním prototypů je, že se povrchová úprava považuje pouze za kosmetickou záležitost a ve výrobě se pak zjistí, že dominantním omezením je maskování a kontrola lícování.
Jednoduchý interaktivní nástroj: vstupy pro kalkulačku “výběr povrchové úpravy” (velikost dílu, množství, kosmetická úroveň, doba obratu)
Proveditelnost můžete prověřit tak, že požádáte o krátký soubor vstupů a vynutíte si konzistentní rozhodnutí. Nejedná se o cenovou kalkulačku. Je to “filtr rizik”.”
Vstupy
- Materiál a slitina (jednoduchá slitina vs. smíšená)
- Velikost a hmotnostní třída obálky dílu (malá/střední/velká, podle vaší interní definice).
- Množství (prototyp vs. malosériová výroba vs. výroba)
- Kosmetická úroveň (užitná, standardní kosmetická, vysoká kosmetická s těsnou vizuální shodou)
- Jsou přítomna kritická rozhraní? (ano/ne; seznam závitů/otvorů/těsnění/elektrických kontaktů)
- Složitost geometrie (otevřené plochy vs. hluboké kapsy vs. vnitřní kanály)
- Preference způsobu povrchové úpravy (pouze tryskání, pouze eloxování, tryskání + eloxování)
- Omezení týkající se lhůty (normální vs. zrychlená, podle vaší interní definice)
Výstupy (podněty k rozhodnutí)
- “Cílová trasa je proveditelná s běžnými kontrolami”
- “Proveditelné, ale vyžaduje územní plán + plán maskování”
- “Vysoké riziko pro kosmetickou jednotnost; vyžadují schválení vzorku a definovanou kontrolní metodu.”
- “Vysoké riziko pro montáž; vyžaduje maskování rozhraní a kontrolu funkčnosti po dokončení”
Tento druh nástroje vám pomůže učinit informované rozhodnutí včas, ještě před uzamčením výkresu.
Ochrana životního prostředí, zdraví a dodržování předpisů
Oba procesy jsou spojeny se skutečnými povinnostmi v oblasti bezpečnosti a dodržování předpisů. Nejedná se o papírové záležitosti. Mají vliv na řízení procesů a výběr dodavatele.
Bezpečnostní hlediska v dílně: prach, osobní ochranné prostředky a kontrola procesu (bezpečnostní kontrolní seznam)
Při abrazivním tryskání vzniká prach ve vzduchu a nebezpečí odrazu. Při eloxování se používají chemikálie a elektrická zařízení a navíc se manipuluje s mlhou a oplachovou vodou. Pokud provádíte audit dodavatele nebo stanovujete interní požadavky, zaměřte se na to, zda existují a jsou používány kontrolní mechanismy.
Bezpečnostní kontrolní seznam (vysoká úroveň):
- Oddělení prostoru tryskání a kontrola prašnosti (uzavření a větrání)
- Program ochrany dýchacích cest, pokud je vyžadován
- Ochrana očí a pokožky při otryskávání a stříkajících chemikáliích
- Manipulace s médii a úklid, aby se předešlo nebezpečí uklouznutí a prachu.
- Kontrola manipulace s chemikáliemi pro eloxovací linky (označování, skladování, reakce na únik)
- Školení a dokumentované postupy pro provozovatele
Klíčové je, že tryskání i eloxování jsou řízené procesy. Pokud k nim dodavatel přistupuje jako k neformálním krokům, měli byste očekávat variabilitu.
Odpady a faktory likvidace: média, oplachová voda a vedlejší produkty (srovnávací tabulka)
| Téma | Tryskání kuličkami | Eloxování |
|---|---|---|
| Primární proud odpadu | Použitá tryskací média, prach a odstraněný povrchový materiál | Řízení procesní lázně a proudy oplachové vody |
| Zaměření na rizika | Kontrola částic a kontaminace médií | nakládání s chemickými látkami, nakládání s odpadními vodami, nakládání s kaly/vedlejšími produkty |
| Signály shody, které je třeba sledovat | Údržba sběru prachu, přístup k charakterizaci odpadu | Zdokumentované kontroly odpadních vod, záznamy o údržbě lázní, dokumentace o likvidaci odpadu |
Nemusíte být odborníkem na životní prostředí, abyste si vyžádali správné dokumenty a zjistili, zda obchod funguje kontrolovaně.
Otázky prodejce týkající se shody: dokumentace, kterou je třeba vyžádat (kontrolní seznam)
Vyžádejte si dokumenty, které prokazují, že prodejce dokáže proces provádět důsledně a legálně:
- Shrnutí bezpečnostního programu pro trhací práce a manipulaci s chemickými látkami
- Přístup k nakládání s odpady a jejich likvidaci (jaké toky existují a kdo s nimi nakládá)
- Základní dokumentace řízení procesu (kontrolní kroky, přejímací kontroly)
- Přístup k dohledatelnosti materiálu, pokud je konzistence slitiny důležitá pro vzhled eloxování
- Veškeré příslušné certifikace nebo prohlášení o shodě vyžadované vaším odvětvím (pokud je to relevantní).
Tyto požadavky jsou také ukazatelem vyspělosti. Obchod, který umí jasně odpovědět, má obvykle lepší opakovatelnost.
“Rozhodovací body ”ekologičtější volby" bez předpokladů (rozhodovací rámec)
“Ekologičtější” není jediná odpověď, protože závisí na vašich hranicích: typ odpadu, energie, voda a míra přepracování.
Praktický rozhodovací rámec:
- Pokud je vaším hlavním cílem snížení počtu nedodělků a zmetků, vyberte trasu s největší šancí splnit požadavek při prvním průchodu. Šrot často představuje největší zátěž.
- Pokud váš řidič snižuje expozici částicím, vyhněte se agresivnímu otevřenému tryskání a vyžadujte řízené tryskací systémy a odlučování prachu.
- Pokud je vaším cílem snížit zátěž spojenou s hospodařením s vodou a chemikáliemi, uvědomte si, že eloxování vyžaduje více infrastruktury pro kontrolu chemikálií než tryskání.
- Pokud váš řidič snižuje přepravu, zvažte, zda lze dokončovací práce provádět v blízkosti kroku obrábění, aniž by bylo nutné přidávat další zásilky.
Díky tomu je rozhodnutí založeno na tom, co můžete ověřit, a ne na předpokladech.
Doporučení založená na aplikacích (případy použití a příklady)
Případy použití jsou místem, kde se teorie mění v poznámky a rozhodnutí o nákupu. Cílem zde není říci, že jedna meta je vždy správná, ale ukázat, co je třeba potvrdit předtím, než se rozhodnete.
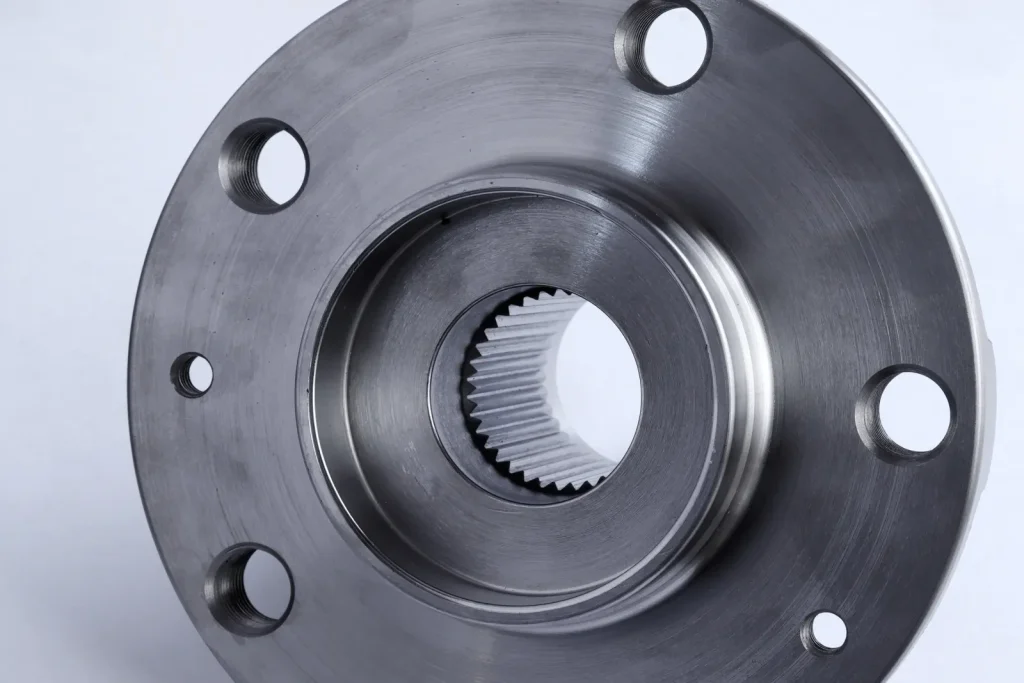
CNC obráběné díly: výběr povrchové úpravy pro typická očekávání (příklady použití)
U CNC obráběných hliníkových dílů se obvykle očekává snížení stop po nástrojích, stálý lesk a stabilní uložení.
Podněty pro případy použití, které vedou ke správným rozhodnutím:
- Pokud je díl převážně kosmetický a často se s ním manipuluje, připouštíte, že se na matném povrchu mohou objevit lesklá kontaktní místa?
- Pokud se díl páruje s jiným dílem, které plochy musí zachovat obrobenou velikost a které plochy mohou přijmout změnu textury?
- Pokud jsou na dílu vyryté značky, drobný text nebo loga, potřebujete, aby zůstaly ostré i po otryskání a eloxování?
- Pokud díl obsahuje tenká žebra nebo ostré rohy, je přípustné zaoblení hran?
Díky těmto podnětům je tryskání vs. eloxování spíše strukturovaným rozhodnutím než preferencí.
Kosmetika pro spotřebitele vs. průmyslová užitkovost: stanovení priorit specifikace (dvoucestný rozhodovací strom)
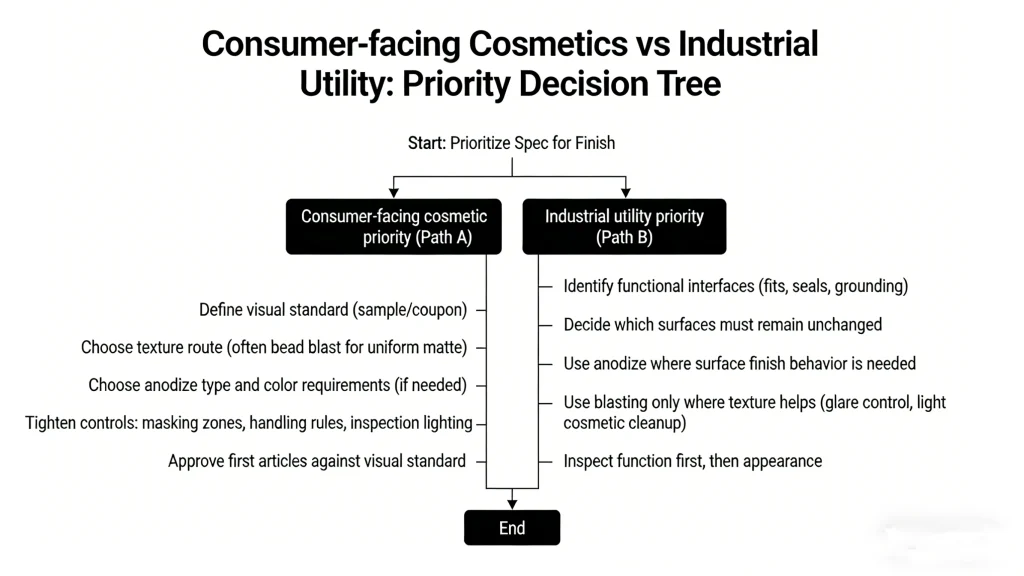
V praxi se mnoho projektů pohybuje mezi těmito cestami. Rozhodovací strom přesto pomáhá, protože vás nutí stanovit, co znamená “dobrý”.
Materiál a slitiny: co je třeba potvrdit u vašeho finišera předtím, než se k něčemu zavážete (šablona formuláře pro příjem)
Běžnou příčinou nesouladu vzhledu eloxovaných povrchů jsou odchylky slitin. Může také ovlivnit interakci tryskacího média s povrchem.
Použijte přijímací formulář, abyste snížili počet odhadů:
Část a materiál
- Číslo dílu a revize
- Specifikace zakoupeného materiálu (včetně slitiny a temperace, pokud jsou známy)
- Je v jedné sestavě povoleno více šarží materiálu? (ano/ne)
Geometrie a kritické oblasti
- Seznam kritických otvorů, závitů, těsnicích ploch a rozhraní ložisek
- Seznam kosmetických ploch (ploch A) a přijatelných zón kontaktních značek
- Tenké stěny, hluboké kapsy nebo vnitřní kanály, které se obtížně otryskávají/čistí.
Požadavky na povrchovou úpravu
- Tryskání kuličkami: preferovaný typ média (pokud existuje), vzhled cíle (vizuální standard) a oblasti, které se mají vyloučit.
- eloxování: typ/třída, požadavky na barvu, pokud je barvená, a oblasti, které je třeba vyloučit nebo zamaskovat.
- Metoda kontroly: vizuální standard + případné funkční měření po dokončení
Konverzace tak zůstává technická. Snižuje také riziko, že dodavatel zvolí výchozí médium nebo výchozí způsob eloxování, který neodpovídá vašemu záměru.
Základy psaní specifikací: jak sdělit požadavky na tryskání/anodizování (vzorová osnova specifikace + tabulka)
Dobrá specifikace dokončování je specifická, pokud jde o rozsah, přejímku a ověřování. Vyhýbá se vágním slovům jako “pěkná povrchová úprava” nebo “rovnoměrná eloxace”.”
Vzorová osnova specifikace
- Rozsah: které povrchy jsou zahrnuty a které ne
- Příprava: povolený stav před finální úpravou (opracováno, otryskáno, leštěno)
- Proces: požadavky na otryskání a/nebo eloxování
- Maskování: výslovné maskování zón pro závity, uložení a elektrická kontaktní místa.
- Kosmetická přejímka: vizuální standard a povolené odchylky (zóny značek na stojánku, limity odchylek odstínu definované vzorkem).
- Funkční přejímka: kontrola po dokončení, zda se hodí/nehodí.
- Čištění a manipulace: požadavky na čistotu, pokud je to nutné pro montáž
Kompaktní způsob, jak to zaznamenat do výkresového balíčku, je tabulka:
| Položka | Požadavek na tryskání kuličkami | Požadavek na eloxování |
|---|---|---|
| Zahrnuté povrchy | Definujte tváře nebo “všude kromě...” | Definujte tváře nebo “všude kromě...” |
| Vyloučené povrchy | Závity, otvory, těsnicí plochy, vztažná rozhraní (seznam) | Totéž, v případě potřeby navíc elektrické kontakty |
| Cílový vzhled | Matný/satinový podle schválené vizuální normy | Barva/přírodní podle schválené vizuální normy (pokud je kosmetická) |
| Omezení médií / přípravy | Povolený typ média; vyhněte se agresivnímu abrazivu tam, kde jsou prvky křehké. | Požadovaný stav před finální úpravou (opracovaný vs. otryskaný) |
| Přijímací kontroly | Vizuální integrita + integrita prvků (stav okrajů, čitelnost textu) | Vizuální + funkční kontroly (závity, uložení) |
| Poznámky | Před dalším krokem vyčistěte otvory/kapsy od médií. | Kontaktní zóny regálů jsou povoleny pouze ve vymezených oblastech |
Toto je praktická odpověď na otázku “Lze eloxovat bez tryskání?”. Ano. Mnoho dílů se eloxuje po opracování nebo po jiné přípravě. Skutečnou otázkou je, zda samotné eloxování splní požadavky na vzhled, které máte na mysli. Pokud je cílem rovnoměrná matná textura, je často třeba před eloxováním provést definovaný krok texturování (tryskání korálků nebo jiná metoda).
Ukončení
Tryskání kuličkami vs. eloxování je volba mezi změnou struktury povrchu a změnou chemického složení povrchu a mnoho proveditelných návrhů využívá obojí. Pokud potřebujete matný, jednolitý vzhled, který skryje stopy po nástrojích, začněte vyhodnocením tryskání korálky a jeho rizik pro hrany a jemné prvky. Potřebujete-li oxidový povrch pro hliníkové díly, začněte vyhodnocením typu eloxování, potřeby maskování a toho, jak může vrstva oxidu ovlivnit uložení a závity.
Tento přístup je vhodný, pokud můžete definovat kosmetické zóny, chránit kritická rozhraní a dohodnout se na způsobu kontroly povrchové úpravy. Rizikovým se stává, když se výkres opírá o vágní formulace o vzhledu, když na povrchy, které budou otryskány nebo eloxovány, sedí přísné tolerance nebo když se slitina a přípravné kroky nekontrolují napříč šaržemi.

Nejčastější dotazy
Měl bych před eloxováním otryskat korálky?
Pokud chcete získat matný, rovnoměrný povrch a lepší konzistenci, než jakou poskytují opracované povrchy, měli byste před eloxováním často použít tryskání kuliček, které zlepšuje vzhled a připravuje povrch na procesy, jako je eloxování. Proces tryskání kuliček používá kuličková média k odstranění stop po nástrojích a přípravě povrchu na eloxování a stačí zkontrolovat riziko zaoblení hran, důkladné vyčištění usazených médií a správné maskování uložení a závitů - to jsou klíčové osvědčené postupy, které je třeba dodržovat pro dosažení optimálních výsledků. Pokud existují těsná rozhraní, omezte tryskání a eloxování pouze na kosmetické plochy, abyste ochránili funkční oblasti, protože tryskání kuličkami je obecně bezpečné, ale vyžaduje opatrnost v okolí kritických prvků, a to i v různých odvětvích.
Mění tryskání kuliček rozměry dílů?
Tryskání je šetrnější než těžké abrazivní nebo leptací procesy, a proto vytváří hladký povrch bez poškození povrchu hliníkových CNC dílů. Obecně se při něm nijak drasticky nemění rozměry dílů, ačkoli může lokálně změnit geometrii, zejména zaoblením hran a změkčením malých prvků, a tryskání korálky může ovlivnit efektivní velikost závitů a malých otvorů, pokud se do těchto oblastí dostanou korálková média. Pokud je rozměrová přesnost kritická, vymezte zóny bez otryskávání a po otryskání korálky tyto kritické prvky zkontrolujte, protože tento proces je přizpůsobitelný různým typům materiálů.
Jaká je nejlepší povrchová úprava hliníkových CNC dílů?
Neexistuje jediná nejlepší povrchová úprava pro hliníkové CNC díly, protože ideální volba vyvažuje estetiku a výkon na základě konkrétních požadavků vašeho projektu a zahrnuje celou řadu možností povrchových úprav. Tryskání korálky je jednou z nejuniverzálnějších možností, jak dosáhnout jednotné matné struktury a odstranit stopy po nástrojích, zatímco eloxování poskytuje odolnou oxidovou povrchovou úpravu a volitelnou barvu; mnoho dokončovacích služeb nabízí kombinovaná řešení zahrnující tryskání korálky a eloxování pro dosažení ideálního vzhledu a výkonu. Správná povrchová úprava by měla být přizpůsobena materiálu a zamýšlenému použití dílu.
Lze eloxovat bez tryskání?
Ano, eloxovat můžete i bez otryskávání, protože eloxování lze provádět přímo na opracované povrchy nebo po dalších přípravných krocích, ačkoli otryskávání zlepšuje konečný výsledek eloxování vytvořením konzistentního podkladu. Hlavním omezením je, že samotné eloxování neodstraní stopy po nástroji ani nevytvoří jednotný povrch, takže tryskání korálků vytváří konzistentnější, profesionálnější základ, pokud je kosmetický vzhled vašich hliníkových součástí prioritou - zejména proto, že dobře funguje s procesy včetně eloxování. Tento průvodce vysvětluje, jak vybrat nejlepší metodu přípravy povrchu pro vaše konkrétní potřeby.
Odkazy
https://www.osha.gov/silica-crystalline
https://nvlpubs.nist.gov/nistpubs/Legacy/HB/nbshandbook116.pdf
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36007



