Die Entscheidung zwischen Perlstrahlen und Eloxieren ist keine Stilentscheidung. Es ist eine Fertigungsentscheidung, die das Risiko in Bezug auf Passform, Aussehen, Korrosionsverhalten und Nachbearbeitungsmöglichkeiten verändert. Das Schwierige daran ist, dass die beiden Verfahren unterschiedliche Dinge bewirken. Beim Perlstrahlen wird hauptsächlich die Oberflächenstruktur verändert. Wenn Sie beide Verfahren als austauschbare “Oberflächenbehandlungen” betrachten, können Sie Teile erhalten, die von Charge zu Charge uneinheitlich aussehen, unerwartete Größenänderungen aufweisen oder nach der Bearbeitung die kosmetischen Erwartungen nicht erfüllen.
Dieser Artikel richtet sich an Ingenieure und technische Einkäufer, die die Durchführbarkeit beurteilen und die nächste Frage definieren müssen, die sie einem Maschinenbauer stellen können. Präzisions-CNC-Drehen und CNC-Fräsdienstleistungen, oder einen speziellen Anbieter für die Endbearbeitung.
Perlstrahlen vs. Eloxieren: der schnellste Weg zur Wahl
Eine schnelle Entscheidung ist möglich, wenn man sich über das primäre Ziel im Klaren ist. Wenn Sie eine kontrollierte matte Textur wünschen und Werkzeugspuren verbergen wollen, ist Perlstrahlen der direkte Hebel. Wenn Sie eine Oxidschicht für Schutz, Farbe oder elektrisches Verhalten benötigen, ist Eloxieren der direkte Hebel. Viele Aluminiumoberflächen werden beides verwendet, weil Textur und Oxidbildung unterschiedliche Probleme lösen.
Tabelle mit Entscheidungsmatrix: Ziel (Aussehen, Textur, Schutz, Kosten) vs. Verfahren (Perlstrahlen, Eloxieren)
| Ziel/Zwangslage | Perlenstrahlen (Medienstrahlen) | Eloxieren (elektrochemisches Oxid) |
|---|---|---|
| Reduzieren Sie sichtbare Werkzeugspuren auf CNC-bearbeiteten Oberflächen | Häufig wirksam, weil es das Licht mit einer matten/satinierten Textur umverteilt | Verbirgt Werkzeugspuren möglicherweise nicht von selbst; neigt dazu, jede vorhandene Textur “einzuschließen”. |
| Erzeugt ein gleichmäßiges mattes oder satinartiges Finish | Primäre Stärke; Medienauswahl und Druck bestimmen das Aussehen | Möglich, hängt aber stark von der Vorbehandlung ab; Eloxieren allein garantiert keine gleichmäßige Reflektivität |
| Hinzufügen einer funktionalen Oberflächen-“Beschichtung” | Keine Beschichtung; sie verändert die Topographie mehr als die Chemie | Primäre Festigkeit; bildet eine Oxidschicht auf Aluminium |
| Farbe (schwarz, gefärbte Farben) | Keine eigenständige Färbemethode | Häufiger Grund zum Eloxieren; die Farbkonsistenz hängt von vielen Variablen ab |
| Enge Passungen und kritische Abmessungen | Risiko: Sprengungen können scharfe Kanten abrunden und lokale Merkmale verändern | Risiko: Eloxieren fügt eine Oxidschicht hinzu und kann Passungen, Gewinde und Bohrungen beeinträchtigen |
| Flexibilität bei der Nacharbeit | Oftmals wieder sprengbar, wenn es die Geometrie erlaubt | Abbeizen und erneutes Eloxieren ist in einigen Fällen möglich, birgt aber Risiken für die Abmessungen und das Aussehen. |
| Kostensensibilität | Kann einfacher sein, wenn es als kosmetische Textur in einem Schritt verwendet wird | Zusätzliche Prozessschritte und Kontrollen; die Kosten hängen von den Anforderungen an Abdeckungen, Regale und Kosmetik ab |
| Sensibilität des Zeitplans | Oft schnell, wenn sie intern oder bei einem lokalen Anbieter durchgeführt werden | Häufig Batch-gesteuert; Warteschlangenzeit und Bearbeitungsschritte können dominieren |
Der entscheidende Punkt ist, dass das Strahlen in der Regel gewählt wird, um zu kontrollieren, was man sieht und fühlt, während das Eloxieren gewählt wird, um zu kontrollieren, wie sich die Oberfläche im Betrieb verhält.
Checkliste: Fragen, die vor der Auswahl zu stellen sind (Material, Verwendungszweck, Toleranz, gewünschtes Aussehen, Budget, Zeitrahmen)
Bevor Sie sich für Perlstrahlen, Eloxieren oder eine kombinierte Variante entscheiden, benötigen Sie genügend Informationen, um Überraschungen zu vermeiden:
- Material und Legierung: Handelt es sich um Aluminium und welche Legierungsfamilie? Gemischte Legierungen in einer Baugruppe können bei gleichem Finish unterschiedlich aussehen.
- Handhabung bei der Endanwendung: Wird das Teil häufig gehandhabt, gerieben oder mit Lösungsmitteln gereinigt? Die Handhabung kann einige matte Oberflächen in den Kontaktzonen glänzend machen.
- Kritische Abmessungen und Schnittstellen: Gibt es Presspassungen, Schiebesitze, Gewindebohrungen, Dichtflächen, elektrische Anschlüsse oder Lagerbohrungen?
- Gewünschtes Aussehen: Möchten Sie einen matten, satinierten oder einen eher reflektierenden Look? Benötigen Sie “Gleichmäßigkeit auf allen Flächen” oder sind Abweichungen akzeptabel?
- Maskierungsbedarf: Gibt es Bereiche, die ungestrahlt oder uneloxiert bleiben müssen (Gewinde, elektrische Kontakte, Schweißzonen, Dichtflächen)?
- Budget- und Zeitvorgaben: Handelt es sich um einen Prototyp, bei dem es auf Geschwindigkeit ankommt, oder um eine Produktion, bei der Wiederholbarkeit wichtig ist?
- Inspektionsplan: Wie werden Sie die Anforderungen an die Oberflächengüte überprüfen - visueller Standard, Rauheitsmessung oder beides?
Diese Fragen sind wichtig, weil beide Verfahren Kanten, Ecken und “Gefühl” verändern können, selbst wenn die Zeichnung einfach aussieht.
Wann beides zusammen verwendet werden sollte: Sequenzierungsoptionen (Vorbereitung → Fertigstellung) (Diagramm)
Die Verwendung beider Verfahren ist bei CNC-Teilen üblich, wenn Sie eine kontrollierte matte Textur und eine Oxidschicht auf der Oberfläche wünschen. Die Reihenfolge ist wichtig.
| Option | Prozessablauf | Anmerkungen |
|---|---|---|
| Option A: Strahlen → Eloxieren (üblich) | CNC-Maschine → Perlstrahlen der Textur → Reinigen/Aktivieren → Eloxieren → Versiegeln (falls verwendet) → Prüfen | Standardverfahren für eine einheitliche matte Eloxaloberfläche |
| Option B: Maschine → Nur eloxieren | CNC-Maschine → Reinigen/Aktivieren → Eloxieren → Prüfen | Behält die unbearbeitete Textur bei; keine zusätzliche Oberflächenstrukturierung |
| Option C: Nur Sprengung | CNC-Maschine → Perlstrahltextur → Inspektion | Nur kosmetische/texturelle Oberfläche; keine Oxidschicht oder Schutz |
| Option D: Eloxieren → Explosion (Uncommon) | CNC-Bearbeitung → Eloxieren → Strahlen zum Entfernen/Texturieren → Prüfen | Normalerweise nur für Nacharbeiten; hebt oft die Vorteile der funktionellen Eloxierung auf |
Auf die Frage “Soll ich vor dem Eloxieren perlstrahlen?” lautet die praktische Antwort: Perlstrahlen wird oft als Eloxiervorbereitung mit Strahlen verwendet, wenn Sie eine gleichmäßige matte Textur benötigen und Sie akzeptieren können, dass die Textur von der Eloxalschicht “eingefangen” wird. Aber es ist nicht immer sicher für enge Passungen oder scharfe kosmetische Kanten.
Ist Perlstrahlen das Gleiche wie Eloxieren?
Nein. Perlstrahlen ist ein mechanisches Schlagverfahren, bei dem die Oberflächenbeschaffenheit durch Auftreffen von Strahlmitteln mit Druckluft (oder einer anderen Antriebsmethode) verändert wird. Eloxieren ist ein elektrochemisches Verfahren, bei dem eine Aluminiumoxidschicht auf der Oberfläche des Teils wächst. Bei dem einen Verfahren wird hauptsächlich die Topografie verändert, bei dem anderen die Oberflächenchemie und -struktur.
Was die einzelnen Prozesse bewirken (und was sie nicht bewirken)
Es stiftet viel Verwirrung, wenn man beide als “Veredelung” bezeichnet. In der Praxis lösen sie unterschiedliche Probleme und scheitern auf unterschiedliche Weise.
Grundlagen des Perlstrahlens: Strahlen als Oberflächenvorbereitung / Texturierungsverfahren (Verfahrensschema)
Perlstrahlen ist eine Form des Strahlens. In der Regel geht es dabei nicht um Materialabtrag im Sinne einer maschinellen Bearbeitung. Es geht darum, eine kontrollierte Textur und ein einheitlicheres Aussehen zu erzeugen. Es kann auch beim leichten Entgraten helfen, ist aber kein zuverlässiges Mittel, um Grate zu entfernen, die die Montage beeinträchtigen.
Eine einfache Prozessansicht sieht wie folgt aus:
| Schritt | Prozessbeschreibung |
|---|---|
| 1 | Teil laden |
| 2 | Abdecken kritischer Bereiche (falls erforderlich) |
| 3 | Auswahl der Strahlmittel (Glasperlen, Kunststoff, Aluminiumoxid, andere) |
| 4 | Einstelldruck / Düsenabstand / Winkel |
| 5 | Sprengung zur Zieloptik/Textur |
| 6 | Reinigen, um eingebettete Medien und Staub zu entfernen |
| 7 | Aussehen + kritische Merkmale prüfen |
Auch wenn man von “Strahlen” spricht, ist Perlstrahlen am besten als Oberflächenvorbereitung oder Texturierungsschritt zu verstehen. Es wird keine Beschichtung erzeugt. Außerdem kann es die Oberfläche in einer Weise verändern, die später von Bedeutung ist, z. B. wie ein Teil Licht reflektiert oder wie es Eloxalfarbe aufnimmt.
Häufige Missverständnisse:
- “Perlstrahlen ist sanft und kann daher die Geometrie nicht verändern.” Es kann Kanten und kleine Merkmale verändern, insbesondere an Ecken und dünnen Rippen.
- “Perlstrahlen entfernt Werkzeugspuren.” Es kann sie weniger sichtbar machen, aber tiefe Werkzeugspuren können durch eine matte Oberfläche durchschimmern.
- “Jedes Strahlmittel ist gut.” Die Wahl des Strahlmittels verändert sowohl das Aussehen als auch das Risiko. Feine Glasperlen verhalten sich anders als scharfe Strahlmittel.
Grundlagen des Eloxierens: ein elektrochemisches Oberflächenveredelungsverfahren (Verfahrensschema)
Beim Eloxieren wird die Aluminiumoberfläche mit Hilfe eines elektrolytischen Bades in eine Aluminiumoxidschicht umgewandelt, wobei das Teil als Anode dient. Dies ist keine Farbe und keine Beschichtung. Es handelt sich um eine Umwandlung der Oberfläche in Oxid.
Eine vereinfachte Darstellung:
| Schritt | Prozessbeschreibung |
|---|---|
| 1 | Teil in Gestell/Halterung laden |
| 2 | Reinigen / Entfetten |
| 3 | Ätzen oder Desoxidieren (prozessabhängig) |
| 4 | Anodisieren in Elektrolyt unter kontrollierten Bedingungen |
| 5 | Optionaler Färbeschritt (für farbige Eloxierung) |
| 6 | Dichtung (prozessabhängig) |
| 7 | Abspülen / Trocknen |
| 8 | Prüfung des Aussehens + Prüfung der Dicke/Deckung (wie angegeben) |
Das Eloxieren wird aus vielen Gründen gewählt: Aussehen, Oberflächenschutz und als Grundlage für Farbstoffe. Es kann auch in verschiedenen “Typen” und Klassen in gemeinsamen Normen angegeben werden.
Eine häufige Käuferfrage lautet: “Unterschied zwischen Typ II und Typ III Eloxierung?” Typ II ist eine herkömmliche Eloxalschicht, die häufig dort verwendet wird, wo Aussehen und allgemeiner Schutz wichtig sind, während Typ III eine “harte Eloxalschicht” ist, die verwendet wird, wenn die Verschleißfestigkeit eine größere Rolle spielt. Beide hängen von der Legierung, der Oberflächenvorbereitung und der Prozesskontrolle ab. Wenn Sie Typ III benötigen, sollten Sie von einer strengeren Kontrolle und einer höheren Empfindlichkeit in Bezug auf Geometrie, Maskierung und Kontrolldefinition ausgehen.
Wichtigste Leistungsunterschiede: Änderung der Textur gegenüber Änderung der Beschichtung/des Finishs (Vergleichstabelle)
| Ausgangscharakteristik | Perlstrahlen | Eloxieren |
|---|---|---|
| Was sich am meisten ändert | Oberflächentopographie (Rauheit/Textur), Reflexionsvermögen | Oberflächenchemie und -struktur (Oxidschicht) |
| Wo Probleme auftauchen | Ungleichmäßige Mattierung, Schattenbildung, Kantenabrundung, Medienverschmutzung | Farbabweichungen, Verbrennungen/Defekte, schlechte Abdeckung komplexer Formen, Passformänderungen |
| Was sie “einschließt” | Es schafft die endgültige Textur, wenn keine andere Verarbeitung folgt | Die Textur vor der Eloxierung bleibt weitgehend erhalten; die Bearbeitungsgeschichte wird nicht gelöscht. |
| Typische Rolle in einer Route | Kosmetische Textur, Vorbereitung vor einem weiteren Finish | Endbearbeitung für Aluminium; manchmal nach dem Strahlen oder Polieren |
Aus diesem Grund ist “Perlstrahlen vs. Eloxieren” oft der falsche Ansatz. Viele Teile benötigen einen Strahlschritt, um das Aussehen zu erhalten, und dann einen Eloxierschritt für das Oberflächenverhalten.
Entfernt das Perlstrahlen die Eloxierung?
Es kann. Abrasives Strahlen kann eine Eloxalschicht entfernen oder beschädigen, je nach Art des Strahlmittels, der Strahleinstellungen und der Aggressivität des Strahlens. Wenn Sie ein eloxiertes Teil strahlen, um das Aussehen zu verändern, sollten Sie davon ausgehen, dass Sie den funktionalen Wert der Eloxierung auf den gestrahlten Oberflächen verringern oder beseitigen und ein fleckiges Aussehen erzeugen können. Für Nacharbeiten ist ein geplantes Abtragen und Nachbearbeiten erforderlich, nicht ein Ad-hoc-Strahlen.

Erscheinungsbild und Oberflächenbeschaffenheit
Kosmetische Aspekte sind oft der entscheidende Faktor für CNC-Teile aus Aluminium, selbst für Industrieprodukte. Die Herausforderung besteht darin, dass “matt” und “satiniert” für sich genommen keine Spezifikationen sind.
Sprache der Oberflächenbeschaffenheit: matt, satiniert, gleichmäßig, reflektierend (Fotobeispiele zur Orientierung)
Begriffe wie "matt", "satiniert" und "glänzend" beschreiben, wie die Oberfläche das Licht reflektiert. Zwei Teile können die gleiche durchschnittliche Rauheit haben und trotzdem unterschiedlich aussehen, weil sich das Texturmuster und die Richtungsabhängigkeit unterscheiden.
Wenn Sie Muster oder Fotos für matte und glänzende CNC-Anforderungen prüfen, achten Sie darauf, dass der Vergleich kontrolliert wird:
- Verwenden Sie denselben Beleuchtungswinkel und dieselbe Beleuchtungsstärke.
- Vergleichen Sie ebene Flächen und Kanten getrennt.
- Fügen Sie nach Möglichkeit einen “bekannten Standard”-Coupon bei.
- Achten Sie auf gerichtete Muster, die von der Bearbeitung stammen (Werkzeugwege), im Gegensatz zu ungerichteten Mustern vom Strahlen.
Eine matt gestrahlte Oberfläche sieht oft gleichmäßiger aus, weil sie Reflexionen aufbricht. Die Gleichmäßigkeit kann jedoch in Taschen, in der Nähe von Kanten oder dort, wo der Düsenwinkel nicht konstant bleibt, beeinträchtigt werden. Bei der Eloxierung kann die optische Gleichmäßigkeit beeinträchtigt werden, wenn die Legierung, die Oberflächenvorbereitung und die Badbedingungen bei einem Teil oder bei verschiedenen Chargen variieren.
Zielvorgaben für die Oberflächenrauheit/-struktur: Festlegung und Überprüfung der Oberflächenanforderungen (Checkliste für die Inspektion)
Wenn das Aussehen eine Rolle spielt, brauchen Sie eine Möglichkeit, es zu bestätigen. Visuelle Kontrollen allein sind subjektiv, aber die Messtechnik allein kann kosmetische Mängel verursachen.
Verwenden Sie einen zweiteiligen Ansatz:
- Definieren Sie einen visuellen Standard: ein Referenzteil, einen Coupon oder einen kontrollierten Fotosatz, der akzeptable Abweichungen aufweist.
- Definieren Sie bei Bedarf eine messbare Texturanforderung: Geben Sie einen Rauheitsparameter und ein Messverfahren an, aber nur, wenn dies mit der Funktion zusammenhängt (Griffigkeit, Abdichtung, Blendschutz oder Anpassung an benachbarte Teile).
Inspektionscheckliste für das Erscheinungsbild von Perlstrahlen und Eloxieren:
- Vergewissern Sie sich, dass in der Zeichnung der Endbearbeitungsumfang angegeben ist (alle Flächen bzw. ausgewählte Flächen).
- Bestätigen Sie die Erwartungen bezüglich der Maskierungsgrenzen und der Kantenbrechung.
- Prüfen Sie auf eingebettete Strahlmittel oder Rückstände in Löchern und Taschen.
- Prüfen Sie auf ungleichmäßigen Glanz auf den Oberflächen (insbesondere bei großen Flächen).
- Überprüfen Sie die Ecken auf unbeabsichtigte Abrundungen, die die wahrgenommene “Schärfe” verändern.”
- Wenn die Rauheit spezifiziert ist, müssen der Gerätetyp, die Abschneideeinstellungen und die Probenahmestellen vor der Produktion vereinbart werden.
- Die Eloxalfarbe ist unter gleichmäßigem Licht und anhand einer vereinbarten Norm zu prüfen.
Für die Ingenieure besteht die größte Gefahr darin, dass sie eine “einheitliche matte Oberfläche” vorgeben, ohne zu definieren, wie diese beurteilt werden soll. Das wird zu einem Streitfall statt zu einer Anforderung.
Überlegungen zu Farbe und visueller Konsistenz (insbesondere bei Eloxaloberflächen) (Tabelle der zu kontrollierenden Variablen)
Farbige Eloxierung bringt mehr Variablen mit sich, als viele Teams erwarten. Selbst wenn dieselbe Teilenummer wiederholt wird, kann sich das Aussehen ändern, wenn sich die Eingaben ändern. Wenn die Farbe eine Rolle spielt, fragen Sie Ihren Veredler, was er kontrollieren kann und was er nicht kontrollieren kann.
| Variable, die das Aussehen der Eloxierung beeinflusst | Warum es wichtig ist, was Sie sehen |
|---|---|
| Legierung und Vergütung | Verschiedene Legierungen können in unterschiedlichen Schattierungen und Helligkeitsgraden eloxiert werden |
| Oberflächenvorbereitung (unbearbeitet, perlgestrahlt, poliert) | Die Vortextur verändert das Reflexionsvermögen und das Farbstoffaufnahmeverhalten |
| Reinigung und Desoxidation | Inkonsistente Vorbereitung kann zu fleckigem Aussehen führen |
| Kontaktstellen für Gestelle und Befestigungen | Kontaktspuren können sichtbar sein, und die Stromverteilung beeinträchtigt die Gleichmäßigkeit |
| Geometrie (tiefe Taschen, scharfe Ecken, dünne Wände) | Die Stromdichte variiert über das Teil, was das Aussehen verändern kann. |
| Prozessstabilität von Charge zu Charge | Kleine Verschiebungen können an kosmetischen Teilen sichtbar sein |
Hier wird das Perlstrahlen gegenüber dem Eloxieren zu einer Entscheidung über die Reihenfolge: Durch das Strahlen kann eine einheitlichere Grundstruktur geschaffen werden, aber es kann auch zu Abweichungen führen, wenn die Abdeckung ungleichmäßig ist. Eloxieren kann eine konsistente “Finish-Familie” schaffen, aber es wird die zuvor entstandenen Unterschiede nicht auslöschen.
Was ist besser für Aluminiumteile - Perlstrahlen oder Eloxieren?
Keines von beiden ist “besser” ohne ein Ziel. Wenn die Hauptanforderung eine matte oder satinierte Textur ist, die Werkzeugspuren verdeckt, ist Perlstrahlen die direkte Methode. Wenn die Hauptanforderung eine Aluminiumoxid-Oberfläche (mit optionaler Farbe) ist, ist Eloxieren die direkte Methode. Für viele CNC-Teile aus Aluminium ist die praktische Lösung das Perlstrahlen zur Kontrolle des Aussehens und dann das Eloxieren für die endgültige Oberflächenbeschaffenheit - wenn die Geometrie und die Toleranzen beides zulassen.
Leistungsabwägungen, die die Entscheidung beeinflussen
Die Leistung ist der Punkt, an dem Missverständnisse teuer werden. Eine Lackierung, die am ersten Tag gut aussieht, kann später Bearbeitungsspuren, Abnutzungserscheinungen oder Reinigungsprobleme verursachen.
Erwartungen an Verschleiß und Handhabung: Wie sich die Wahl der Oberfläche auf die reale Nutzung auswirkt (Beispiele für Szenarien)
Betrachten Sie einige gängige Szenarien:
Ein handgehaltenes Gehäuse: Eine perlgestrahlte matte Oberfläche kann anfangs Fingerabdrücke und kleine Kratzer verbergen. Im Laufe der Zeit kann wiederholte Handhabung hohe Kontaktzonen “polieren”, wodurch glänzende Flecken entstehen, die ungleichmäßig aussehen. Wenn Sie eine gestrahlte Textur eloxieren, kann sich der Glanz bei der Handhabung zwar immer noch ändern, aber die Oxidoberfläche reagiert anders auf Abnutzung und Reinigung. Die wichtigste Entscheidung ist, welche Art von visueller Veränderung während der Lebensdauer des Produkts akzeptabel ist.
Eine Vorrichtungsplatte oder eine Werkzeugkomponente: Strahlen kann die Blendwirkung verringern und die Oberfläche gleichmäßiger aussehen lassen, aber es kann auch die Anhaftung von Schmutz und Ölen verändern, da die Oberfläche stärker strukturiert ist. Wenn das Teil häufig gereinigt wird, kann eine rauere Struktur Rückstände festhalten. Die Eloxierung kann aufgrund des Oberflächenverhaltens gewählt werden, aber die Spezifikation sollte dem Verwendungszweck entsprechen: Benötigen Sie eine allgemeine Eloxierung oder einen härteren Eloxaltyp für Verschleißbereiche?
Eine Gleitfläche: Wenn ein Teil Passungsmerkmale aufweist oder gegen eine andere Oberfläche gleitet, kann das Strahlen dieser Oberflächen riskant sein, da es die Textur verändert und die Reibung oder Verschleißvariabilität erhöhen kann. Auch das Eloxieren verändert das Oberflächenverhalten und kann die Passung beeinträchtigen. In diesen Fällen ist es oft sicherer, die funktionalen Flächen so zu belassen, wie sie bearbeitet wurden (oder mit einer anderen Endbearbeitungsmethode zu bearbeiten), während die nicht funktionalen Flächen endbearbeitet werden.
Passgenauigkeit, Toleranz und Maßhaltigkeit: Wenn Oberflächenänderungen wichtig sind (Entscheidungshinweise)
Zwei Fragen von Käufern tauchen immer wieder auf: “Verändert das Perlstrahlen die Abmessungen des Teils?” und “Beeinträchtigt das Eloxieren die Passform?”
Perlstrahlen kann die Funktionsgeometrie lokal verändern, auch wenn der durchschnittliche Materialabtrag gering ist. Die häufigsten Auswirkungen sind:
- Kantenabrundung: Scharfe Kanten werden weniger scharf. Das kann eine kosmetische Designabsicht zerstören oder die Ausrichtung von Teilen verändern.
- Aufweichung kleiner Merkmale: Dünne Rippen, kleine Prägungen, Rändelungen und feine Rillen können an Schärfe verlieren.
- Loch- und Gewinderisiko: Das Strahlen in Gewindelöcher kann das Gefühl für die Montage verändern und Medien einschließen.
Auch das Eloxieren kann die Passgenauigkeit beeinträchtigen, da sich eine Oxidschicht auf der Oberfläche bildet. Selbst wenn Ihre Zeichnungstoleranzen großzügig aussehen, ist das Risiko am größten:
- Eng anliegende Bohrungen und Stifte
- Gewinde (intern und extern)
- Präzise Dichtflächen
- Presssitze und Lagersitze
- Elektrische Erdungspunkte, bei denen ein blanker Metallkontakt erforderlich ist
Ein guter Schritt zur Durchführbarkeit ist die Einteilung der Zeichnung in Zonen:
- “Kosmetisches OK zum Ändern” Oberflächen
- “Funktionelle Textur OK, aber größenempfindliche” Oberflächen
- “Schnittstellen ”nicht verändern" (maskieren oder nachbearbeiten)
Wenn Sie diese Zonierung nicht vornehmen, muss der Fertiger raten. Raten ist der Grund, warum Prototypen bestehen und die Produktion scheitert.
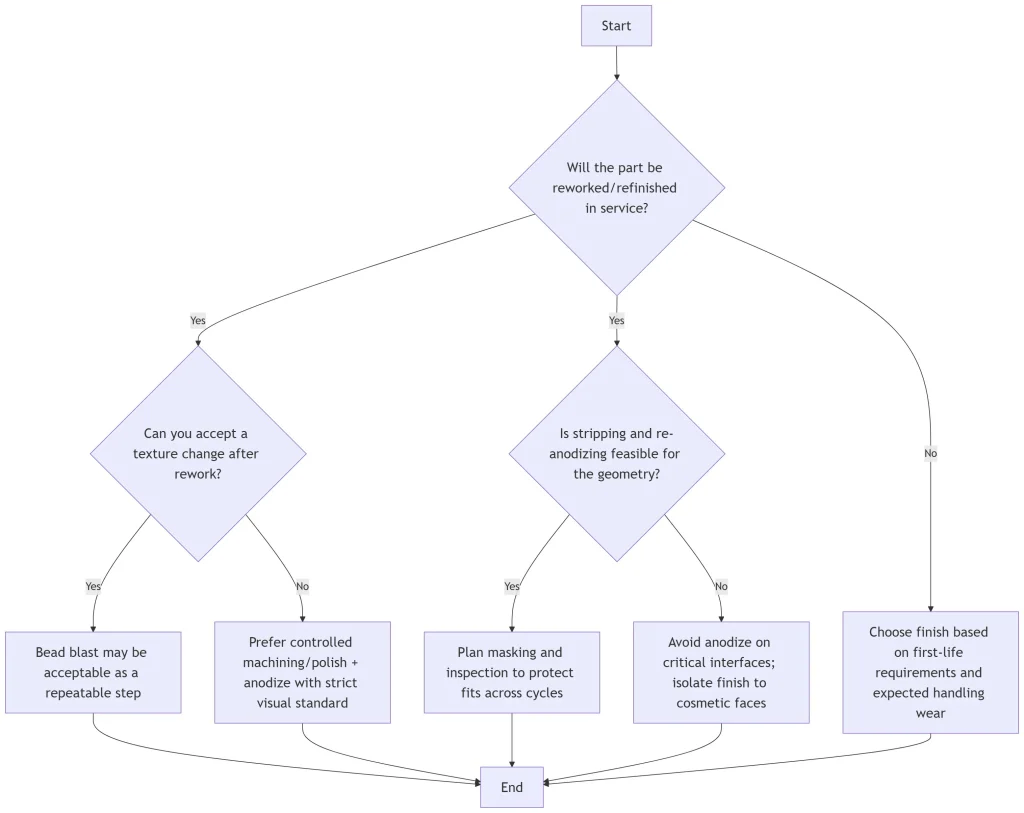
Überlegungen zur Wartung und zum Lebenszyklus: Reinigung, Aufarbeitbarkeit und Nachbearbeitungspfade (Flussdiagramm)
Die Lebenszyklusplanung ist wichtig, wenn Teile nachbearbeitet, aggressiv gereinigt oder aufgearbeitet werden.
Die Reinigung ist eine praktische Frage, keine kosmetische. Auf einer leicht aufgerauten Oberfläche können sich Schmutz und Öle festsetzen. Einige Reinigungsmethoden können auch das Aussehen von matten Oberflächen mit der Zeit verändern. Wenn das Teil optisch konsistent bleiben muss, sollten Sie akzeptable Abnutzungsmuster und Reinigungseinschränkungen als Teil der Anforderung angeben, nicht als Annahme.
Wenn “Aussehen gegen Haltbarkeit” ein echter Kompromiss ist (Pro/Contra-Tabelle)
| Kompromiss | Perlstrahlen | Eloxieren |
|---|---|---|
| Am besten zur Kontrolle der anfänglichen matten Textur | Ja | Abhängig von der Vorbehandlung |
| Am besten geeignet zum Hinzufügen einer Aluminiumoxid-Oberfläche | Nein | Ja |
| Risiko einer sichtbaren Veränderung der Handhabung im Laufe der Zeit | Kann glänzende Verschleißzonen entwickeln | Kann sich noch ändern, aber das Verhalten hängt von der Eloxalart und der Verwendung ab |
| Risiko von Festsitzungen | Kantenabrundung und Abschwächen von Merkmalen | Oxidwachstum kann Passungen beeinträchtigen; oft ist eine Maskierung erforderlich |
| Leichte Reparatur vor Ort | Wiederholtes Strahlen kann sich vermischen, aber es kann schwierig sein, genau zu entsprechen. | Punktuelle Reparaturen sind schwierig; die Nachbesserung erfordert oft Abbeizen und Wiederaufbereitung |
Deshalb hängt die Frage nach dem besten Finish für Aluminium-CNCs davon ab, welches Versagen Sie mehr fürchten: kosmetische oder funktionale Abweichungen. Die richtige Antwort ist oft ein zweigeteilter Ansatz: Schutz und Kontrolle der funktionalen Schnittstellen, dann die kosmetischen Bereiche für das Erscheinungsbild.

Prozessablauf und Vorbereitungsanforderungen (wie sie zusammenwirken)
Die Wechselwirkung zwischen Strahlen und Eloxieren ist der Punkt, an dem die meisten Probleme mit “es ist nicht so geworden wie das Muster” beginnen. Das Teil, das im unbearbeiteten Zustand schön eloxiert ist, kann nach dem Strahlen trüb aussehen, und das Teil, das gestrahlt gut aussieht, kann nach dem Eloxieren Risse aufweisen.
Typische Arbeitsablaufoptionen: nur Perlstrahlen, nur Eloxieren, Perlstrahlen + Eloxieren (Arbeitsablaufdiagramm)
| Arbeitsablauf | Prozessablauf |
|---|---|
| Arbeitsablauf 1: Nur Perlstrahlen | Maschine → Entgraten → Maske, falls erforderlich → Perlstrahlen → Reinigen → Inspizieren |
| Arbeitsablauf 2: Nur Eloxieren | Bearbeiten → Entgraten → Abdecken, falls erforderlich → Reinigen/Aktivieren → Eloxieren → Inspizieren |
| Arbeitsablauf 3: Perlstrahlen + Eloxieren | Maschine → Entgraten → Maske → Perlstrahlen → Reinigen → Maske aktualisieren, falls erforderlich → Eloxieren → Prüfen |
Die kombinierte Route fügt Schnittstellen zwischen den Schritten hinzu. Jede Schnittstelle ist eine Chance, die Konsistenz zu verlieren: Fingerabdrücke vor dem Eloxieren, eingeklemmte Medien oder Maskierungslinien, die sich auf kosmetischen Oberflächen zeigen.
Kann man nach dem Perlstrahlen eloxieren?
Ja, es ist üblich, nach dem Perlstrahlen zu eloxieren, und es wird oft gemacht, um ein mattes Eloxalbild zu erhalten. Die wichtigsten Prüfungen der Durchführbarkeit sind die Geometrie (können Sie alle Oberflächen strahlen und reinigen), die Maskierung (Schutz von Gewinden und Passungen) und die kosmetischen Erwartungen (Gleichmäßigkeit über Flächen und Chargen hinweg). Betrachten Sie dies als eine definierte Prozessroute, nicht als einen informellen Vorbereitungsschritt.
Perlstrahlen vs. Sandstrahlen zur Eloxalvorbereitung?
Beides sind Strahlmittel, die sich jedoch aufgrund der unterschiedlichen Form und Härte des Strahlmittels unterschiedlich verhalten. Mit “Sandstrahlen” ist oft aggressives Strahlen mit schärferen Strahlmitteln gemeint, das eine rauere Textur und ein höheres Risiko sichtbarer Defekte oder Dimensionsänderungen mit sich bringen kann. Glasperlenstrahlen wird häufig verwendet, wenn eine gleichmäßigere, satinähnliche Oberfläche mit geringerem Risiko von Fugenbildung gewünscht wird. Wenn das Teil eloxiert werden soll, wählen Sie das Strahlmittel auf der Grundlage der angestrebten Textur und der Risikotoleranz für wechselnde Kanten und feine Merkmale aus, nicht auf der Grundlage des allgemeinen Begriffs “Sandstrahlen”.”
Kontrollpunkte der Qualitätskontrolle: Schritte vor und nach der Prüfung
Ein praktikabler Qualitätssicherungsplan für das Perlstrahlen im Vergleich zum Eloxieren zielt vor allem darauf ab, die “stillen Fehler” zu verhindern, die erst spät auftreten.
Vor der Sprengung:
- Bestätigen Sie die Methode der Gratentfernung und die Akzeptanz. Das Strahlen sollte nicht das primäre Entgratungsverfahren für Funktionskanten sein.
- Überprüfen Sie die Abdeckung von Gewinden, Bohrungen und Dichtflächen.
- Bestätigen Sie das Zielbild mit einem Referenzstandard.
Nach dem Strahlen, vor dem Eloxieren:
- Überprüfen Sie, ob die Medien aus den Löchern, Taschen und internen Kanälen entfernt wurden.
- Prüfen Sie auf ungleichmäßige Abdeckung, Schattenbildung und Kantenabrundung bei kritischen Merkmalen.
- Vergewissern Sie sich, dass die Teile vor dem Eloxieren so gehandhabt und gelagert werden, dass eine Verunreinigung vermieden wird.
Nach dem Eloxieren:
- Prüfen Sie die Farbübereinstimmung (falls eingefärbt) mit dem vereinbarten Standard und den Lichtverhältnissen.
- Prüfen Sie, ob die Abdrücke und Kontaktpunkte innerhalb der zulässigen Bereiche liegen.
- Prüfen Sie, ob die maskierten Merkmale wie vorgesehen funktionieren (Gewindemessung, Passformprüfung, ggf. Prüfung der elektrischen Kontakte).
Kurz gesagt, der Inspektionsplan sollte auf die Fehlerarten der gewählten Strecke abgestimmt sein, nicht nur auf das endgültige Aussehen.
Kosten, Vorlaufzeit und Skalierbarkeit der Produktion
Kosten und Durchlaufzeiten lassen sich nur schwer verallgemeinern, ohne dass Zahlen genannt werden. Was Sie tun können, ist, die wichtigsten Kostentreiber zu ermitteln und zu entscheiden, welche davon auf Ihr Teil zutreffen.
Aufschlüsselung der Kostentreiber: Einrichtung, Maskierung, Losgröße, Komplexität (Tabelle der Kostenfaktoren)
| Kostentreiber | Warum sich die Kosten für Perlstrahlen ändern | Warum sich die Kosten für das Eloxieren ändern |
|---|---|---|
| Maskierung | Erhöht den Arbeitsaufwand und das Risiko von kosmetischen Maskenfalten | Erhöht den Arbeitsaufwand; schlechtes Abdecken kann zu Ausschuss aufgrund von Passungsproblemen führen |
| Teilkomplexität | Tiefe Taschen und enge Kurven erhöhen das Risiko von Zeitverlust und Inkonsistenz | Komplexe Geometrie erschwert Regalierung und Gleichmäßigkeit der Abdeckung |
| Kosmetisches Niveau erforderlich | Höhere kosmetische Anforderungen erfordern mehr Kontrolle und Inspektion | Farbabstimmung und Fehlergrenzen erhöhen die Anforderungen an Handhabung und Kontrolle |
| Größe der Charge | Kleine Lose können durch Aufbau und Handhabung dominiert werden | Bei kleinen Losen können Rüst-, Regal- und Badplanung eine große Rolle spielen. |
| Gemischte Materialien oder gemischte Legierungen | Kann zu einem uneinheitlichen Aussehen der Teile führen | Kann zu sichtbaren Abweichungen führen, insbesondere bei der Farbanodisierung |
| Empfindlichkeit für Nacharbeit/Verschrottung | Erneutes Strahlen kann möglich sein, ist aber nicht immer anpassbar. | Das Abbeizen und erneute Eloxieren erfordert zusätzliche Arbeitsschritte und kann die Abmessungen beeinflussen. |
Für technische Einkäufer ist der sicherste Weg, die Kosten zu kontrollieren, die Verringerung der Unklarheiten: Definieren Sie, welche Flächen kosmetisch sind, welche geschützt werden müssen und wie “gut” aussieht.
Überlegungen zur Vorlaufzeit: interne Bearbeitung vs. Bearbeitung durch den Lieferanten und Wartezeit (Zeitplan-Grafik)
Die Vorlaufzeit wird in der Regel durch die Dosierung, die Wartezeit und die Prüfanforderungen bestimmt und nicht durch die eigentliche Strahlzeit.
| Prozess-Typ | Typischer Prozessablauf |
|---|---|
| Interne Sprengung | Maschine → Entgraten → Strahlen im Zeitplan → Prüfen → Nächster Arbeitsgang |
| Anbieter eloxieren | Maschine → Entgraten → Versand/Transfer → Warteschlange → Gestell + Bearbeitung → Inspektion → Rückgabe |
Wenn Sie einen engen Zeitplan haben, besteht Ihr wichtigster Hebel in der Reduzierung der Sonderbehandlung: Minimieren Sie die Maskierung, vereinfachen Sie die kosmetischen Anforderungen, wo immer dies möglich ist, und vermeiden Sie die Vermischung sehr unterschiedlicher Teilefamilien in einer einzigen kosmetischen Anforderung.
Prototyp vs. Produktionsläufe: Wahl des praktischsten Weges (Entscheidungsbaum)

Ein häufiger Fehler bei Prototypen besteht darin, dass die Endbearbeitung als rein kosmetisch betrachtet wird und man dann in der Produktion feststellt, dass Maskierung und Passformkontrolle die vorherrschenden Zwänge sind.
Einfaches interaktives Werkzeug: “Finish Selector”-Rechner mit Eingaben (Teilegröße, Menge, kosmetisches Niveau, Durchlaufzeit)
Sie können die Durchführbarkeit prüfen, indem Sie eine kurze Reihe von Eingaben anfordern und eine einheitliche Entscheidung erzwingen. Dies ist kein Preiskalkulator. Es ist ein “Risikofilter”.”
Eingaben
- Material und Legierung (einzelne Legierung oder gemischt)
- Größe und Gewichtsklasse des Teilumschlags (klein/mittel/groß, nach Ihrer internen Definition)
- Menge (Prototyp vs. Kleinserie vs. Produktion)
- Kosmetisches Niveau (Nutzwert, Standardkosmetik, hohe Kosmetik mit enger visueller Übereinstimmung)
- Kritische Schnittstellen vorhanden? (ja/nein; Gewinde/Bohrungen/Dichtungen/elektrischer Kontakt auflisten)
- Komplexität der Geometrie (offene Flächen vs. tiefe Taschen vs. interne Kanäle)
- Gewünschte Oberflächenbehandlung (nur Strahlen, nur Eloxieren, Strahlen + Eloxieren)
- Durchlaufbeschränkung (normal vs. beschleunigt, nach Ihrer internen Definition)
Outputs (Entscheidungsanregungen)
- “Zielstrecke ist mit normalen Kontrollen machbar”
- “Durchführbar, aber erfordert Bebauungsplan und Abdeckungsplan”.”
- “Hohes Risiko für die kosmetische Gleichmäßigkeit; erfordert die Genehmigung von Mustern und eine definierte Prüfmethode”.”
- “Hohes Risiko für die Passgenauigkeit; Schnittstellenabdeckung und Funktionsprüfungen nach der Fertigstellung erforderlich”
Diese Art von Instrument hilft Ihnen, frühzeitig eine fundierte Entscheidung zu treffen, bevor die Zeichnung abgeschlossen ist.
Überlegungen zu Umwelt, Gesundheit und Einhaltung von Vorschriften
Beide Prozesse sind mit echten Sicherheits- und Compliance-Pflichten verbunden. Dabei geht es nicht um Papierkram. Sie betreffen die Prozesssteuerung und die Wahl des Lieferanten.
Sicherheitsaspekte in der Werkstatt: Staub, PSA und Prozesskontrollen (Sicherheitscheckliste)
Beim Strahlen entsteht Staub in der Luft und es besteht die Gefahr von Rückstößen. Beim Eloxieren kommen Chemikalien und elektrische Geräte zum Einsatz, außerdem wird Nebel- und Spülwasser verwendet. Wenn Sie einen Zulieferer auditieren oder interne Anforderungen festlegen, achten Sie darauf, ob Kontrollen vorhanden sind und angewendet werden.
Sicherheitscheckliste (hohe Stufe):
- Abtrennung des Strahlbereichs und Staubkontrolle (Eindämmung und Belüftung)
- Atemschutzprogramm, sofern erforderlich
- Augen- und Hautschutz bei Strahlenrückprall und Chemikalienspritzern
- Umgang mit Medien und Haushaltsführung zur Vermeidung von Rutsch- und Staubgefahren
- Kontrolle des Umgangs mit Chemikalien für Eloxalanlagen (Kennzeichnung, Lagerung, Reaktion auf Verschüttungen)
- Schulung und dokumentierte Verfahren für Bediener
Der entscheidende Punkt ist, dass “Strahlen” und “Eloxieren” beides kontrollierte Prozesse sind. Wenn ein Lieferant sie als informelle Schritte behandelt, sollten Sie mit Schwankungen rechnen.
Abfall- und Entsorgungsfaktoren: Medien, Spülwasser und Nebenerzeugnisse (Vergleichstabelle)
| Thema | Perlstrahlen | Eloxieren |
|---|---|---|
| Primärer Abfallstrom | Verbrauchtes Strahlmittel, Staub und entferntes Oberflächenmaterial | Prozessbadmanagement und Spülwasserströme |
| Schwerpunkt Risiko | Partikelkontrolle und Medienkontamination | Chemikalienmanagement, Abwasserbehandlung, Management von Schlämmen/Nebenprodukten |
| Zu beachtende Compliance-Signale | Wartung der Staubabsaugung, Ansatz zur Abfallcharakterisierung | Dokumentierte Abwasserkontrollen, Badwartungsprotokolle, Abfallentsorgungsdokumentation |
Man muss kein Umweltexperte sein, um nach den richtigen Dokumenten zu fragen und zu sehen, ob ein Geschäft kontrolliert arbeitet.
Fragen des Anbieters zur Einhaltung der Vorschriften: anzufordernde Unterlagen (Checkliste)
Verlangen Sie Dokumente, die belegen, dass der Verkäufer den Prozess konsequent und rechtmäßig durchführen kann:
- Zusammenfassung des Sicherheitsprogramms für das Sprengen und den Umgang mit Chemikalien
- Abfallbehandlung und -entsorgung (welche Abfallströme gibt es und wer verwaltet sie)
- Grundlegende Dokumentation der Prozesskontrolle (Prüfschritte, Abnahmeprüfungen)
- Ansatz zur Materialrückverfolgung, wenn die Konsistenz der Legierung für das Aussehen der Eloxierung wichtig ist
- Alle relevanten Zertifizierungen oder Konformitätserklärungen, die von Ihrer Branche verlangt werden (falls zutreffend)
Diese Anfragen sind auch ein Indikator für den Reifegrad. Ein Geschäft, das klare Antworten geben kann, hat in der Regel eine bessere Wiederholbarkeit.
“Entscheidungspunkte der ”grüneren Wahl" ohne Annahmen (Entscheidungsrahmen)
“Grüner” ist keine einheitliche Antwort, denn es hängt von den Rahmenbedingungen ab: Abfallart, Energie, Wasser und Nachbearbeitungsrate.
Ein praktischer Entscheidungsrahmen:
- Wenn es Ihnen in erster Linie um die Reduzierung von Nacharbeit und Ausschuss geht, wählen Sie den Weg, der die besten Chancen bietet, die Anforderungen beim ersten Durchgang zu erfüllen. Ausschuss ist oft der größte Fußabdruck.
- Wenn Ihr Fahrer die Partikelexposition reduziert, vermeiden Sie aggressives offenes Strahlen und verlangen Sie kontrollierte Strahlsysteme und Staubabsaugung.
- Wenn es Ihnen darum geht, die Belastung durch Wasser und Chemikalien zu reduzieren, sollten Sie bedenken, dass das Eloxieren mehr Infrastruktur zur Chemikalienkontrolle erfordert als das Strahlen.
- Wenn Ihr Fahrer den Transport reduziert, überlegen Sie, ob die Endbearbeitung in der Nähe des Bearbeitungsschritts durchgeführt werden kann, ohne dass zusätzliche Transporte anfallen.
Auf diese Weise stützt sich die Entscheidung auf nachprüfbare Fakten und nicht auf Annahmen.
Anwendungsbezogene Empfehlungen (Anwendungsfälle und Beispiele)
Anhand von Anwendungsfällen wird die Theorie in Zeichnungen und Kaufentscheidungen umgesetzt. Das Ziel ist nicht, Ihnen zu sagen, dass eine Ausführung immer richtig ist, sondern zu zeigen, was Sie überprüfen sollten, bevor Sie sich festlegen.
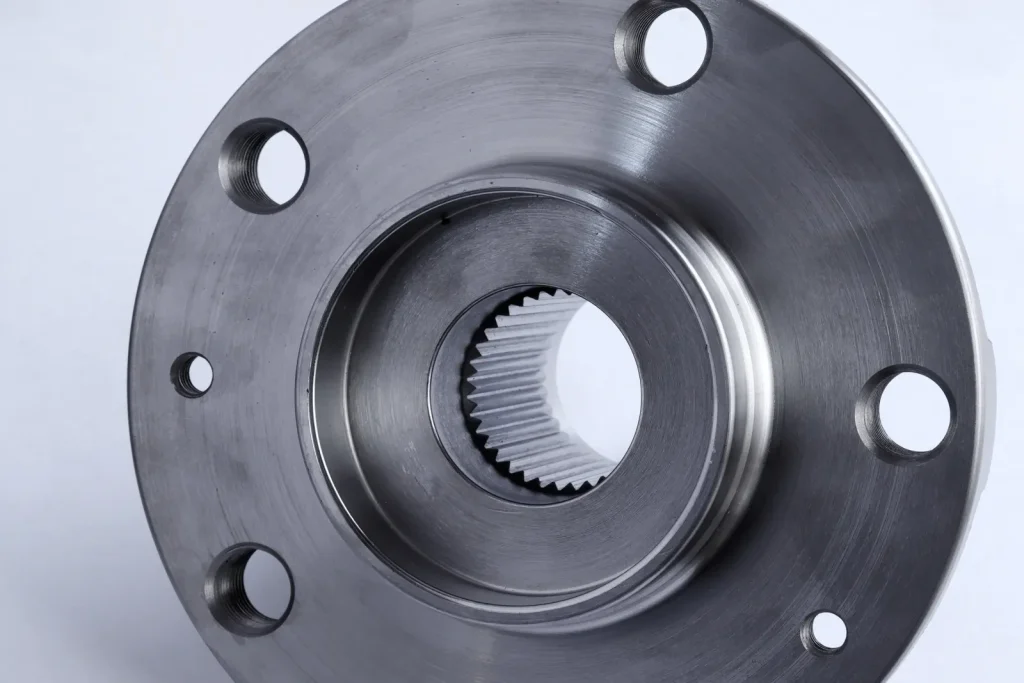
CNC-gefertigte Teile: Auswahl einer Oberfläche für typische Erwartungen (Hinweise für Anwendungsfälle)
Bei CNC-gefertigten Aluminiumteilen werden in der Regel weniger Werkzeugspuren, gleichmäßiger Glanz und stabile Passungen erwartet.
Use-Case-Aufforderungen, die zu guten Entscheidungen führen:
- Wenn das Teil hauptsächlich kosmetischen Zwecken dient und häufig in die Hand genommen wird, akzeptieren Sie dann, dass eine matte Oberfläche glänzende Kontaktstellen entwickeln kann?
- Wenn das Teil mit einem anderen Teil zusammenpasst, welche Flächen müssen die bearbeitete Größe beibehalten und welche Flächen können Texturänderungen annehmen?
- Wenn das Teil gravierte Markierungen, kleine Texte oder Logos hat, müssen diese nach dem Strahlen und Eloxieren scharf bleiben?
- Wenn das Teil dünne Rippen oder scharfe Ecken aufweist, ist dann eine Kantenabrundung akzeptabel?
Diese Aufforderungen machen die Entscheidung “Perlstrahlen vs. Eloxieren” zu einer strukturierten Entscheidung und nicht zu einer Vorliebe.
Verbraucherorientierte Kosmetika vs. industrieller Nutzen: Priorisierung der Spezifikation (Entscheidungsbaum mit zwei Pfaden)
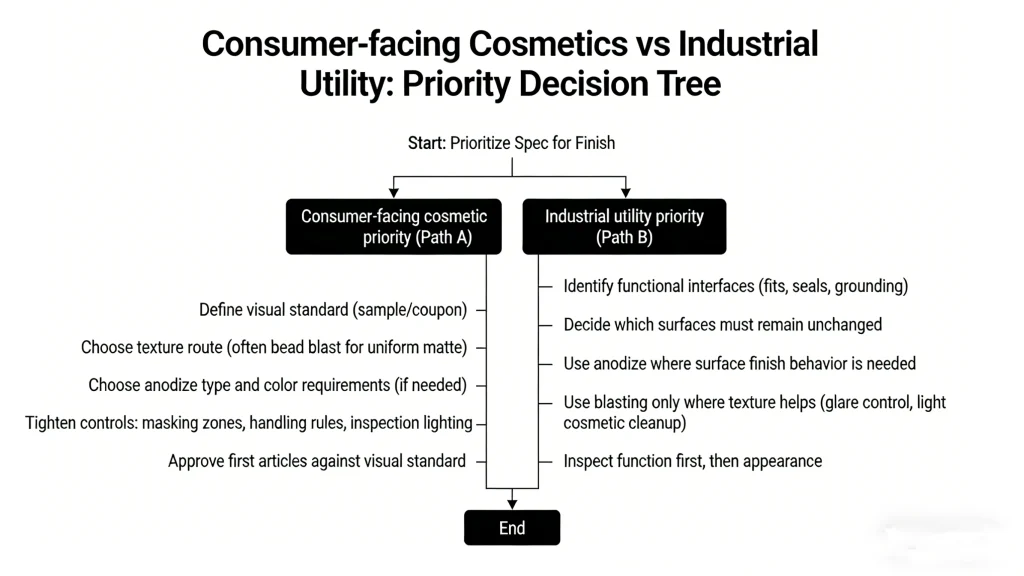
In der Praxis bewegen sich viele Projekte zwischen diesen beiden Pfaden. Der Entscheidungsbaum ist dennoch hilfreich, weil er Sie zwingt, zu sagen, was “gut” bedeutet.
Überlegungen zu Material und Legierung: Was Sie mit Ihrem Veredler abklären sollten, bevor Sie sich festlegen (Vorlage für ein Aufnahmeformular)
Legierungsunterschiede sind eine häufige Ursache für ein uneinheitliches Erscheinungsbild der Anodisierung. Sie können sich auch darauf auswirken, wie das Strahlmittel mit der Oberfläche interagiert.
Verwenden Sie ein Aufnahmeformular, um Vermutungen zu vermeiden:
Teil und Material
- Teilenummer und Revision
- Spezifikation des gekauften Materials (einschließlich Legierung und Härtegrad, falls bekannt)
- Sind mehrere Materialpartien in einem Gebäude erlaubt? (ja/nein)
Geometrie und kritische Bereiche
- Liste der kritischen Bohrungen, Gewinde, Dichtflächen und Lagerschnittstellen
- Liste der kosmetischen Flächen (A-Flächen) und der zulässigen Kontaktmarkierungszonen
- Dünne Wände, tiefe Taschen oder innere Kanäle, die schwer zu strahlen/reinigen sind
Anforderungen an das Finish
- Perlenstrahlen: Bevorzugte Strahlmittelart (falls vorhanden), Aussehen des Ziels (visueller Standard) und auszuschließende Bereiche
- Eloxierung: Typ/Klasse, Farbanforderungen, falls gefärbt, und auszuschließende oder abzudeckende Bereiche
- Inspektionsmethode: visueller Standard + eventuelle Funktionsprüfung nach der Fertigstellung
So bleibt das Gespräch technisch. Es verringert auch das Risiko, dass der Lieferant ein Standardmedium oder eine Standard-Eloxalart wählt, die nicht Ihren Vorstellungen entspricht.
Grundlegendes zum Verfassen von Spezifikationen: Wie kommuniziert man Anforderungen an das Perlstrahlen/Eloxieren (Beispiel für eine Spezifikation + Tabelle)
Eine gute Spezifikation für die Oberflächenbehandlung enthält genaue Angaben zu Umfang, Abnahme und Überprüfung. Sie vermeidet vage Begriffe wie “schöne Oberfläche” oder “gleichmäßige Eloxierung”.”
Muster einer Spezifikationsübersicht
- Umfang: welche Flächen sind eingeschlossen und welche nicht
- Vorbereitung: erlaubte Vorbearbeitungszustände (wie bearbeitet, perlgestrahlt, poliert)
- Verfahren: Anforderungen an das Perlstrahlen und/oder Eloxieren
- Maskierung: explizite Maskierungszonen für Gewinde, Passungen und elektrische Kontaktpunkte
- Kosmetische Abnahme: visueller Standard und zulässige Abweichungen (Rasterzonen, Grenzwerte für Farbabweichungen, wie durch das Muster definiert)
- Funktionsabnahme: Nachkontrolle der Passungen/Gewinde nach Bedarf
- Reinigung und Handhabung: Erwartungen an die Sauberkeit, falls für die Montage erforderlich
Eine kompakte Möglichkeit, dies auf einem Zeichnungspaket darzustellen, ist eine Tabelle:
| Artikel | Erfordernis des Perlstrahlens | Eloxierungsanforderungen |
|---|---|---|
| Inklusive Oberflächen | Definieren Sie Gesichter oder “überall, außer...”.” | Definieren Sie Gesichter oder “überall, außer...”.” |
| Ausgeschlossene Flächen | Gewinde, Bohrungen, Dichtflächen, Bezugsflächen (Liste) | Dasselbe, plus elektrische Kontakte, falls erforderlich |
| Zielerscheinung | Matt/Satin-ähnlich gemäß genehmigter visueller Norm | Farbe/natürlich gemäß genehmigtem visuellen Standard (falls kosmetisch) |
| Medien / Vorbereitungszwänge | Zulässiger Medientyp; vermeiden Sie aggressive Schleifmittel, wenn die Merkmale empfindlich sind. | Erforderlicher Vorbearbeitungszustand (unbearbeitet oder gestrahlt) |
| Akzeptanzprüfungen | Visuelle und funktionale Integrität (Zustand der Kanten, Lesbarkeit des Textes) | Sicht- und Funktionsprüfungen (Gewinde, Passungen) |
| Anmerkungen | Vor dem nächsten Schritt die Medien aus den Löchern/Taschen entfernen | Regalkontaktzonen nur in bestimmten Bereichen erlaubt |
Dies ist die praktische Antwort auf die Frage “Kann man ohne Perlstrahlen eloxieren?” Ja. Viele Teile werden im bearbeiteten Zustand oder nach einer anderen Vorbereitung eloxiert. Die eigentliche Frage ist, ob das Eloxieren allein den Anforderungen an das Erscheinungsbild gerecht wird, die Sie stellen. Wenn das Ziel eine gleichmäßige matte Textur ist, ist oft ein definierter Texturierungsschritt (Perlstrahlen oder eine andere Methode) vor dem Eloxieren erforderlich.
Ende
Bei der Entscheidung zwischen Perlstrahlen und Eloxieren geht es um die Veränderung der Oberflächenstruktur und die Veränderung der Oberflächenchemie, und bei vielen machbaren Konstruktionen wird beides verwendet. Wenn Sie ein mattes, gleichmäßiges Aussehen benötigen, das Werkzeugspuren verdeckt, sollten Sie zunächst das Perlstrahlen und dessen Risiken für Kanten und feine Merkmale bewerten. Wenn Sie eine Oxidschicht für Aluminiumteile benötigen, sollten Sie zunächst die Art der Eloxierung, den Maskierungsbedarf und die möglichen Auswirkungen der Oxidschicht auf Passungen und Gewinde prüfen.
Dieser Ansatz ist geeignet, wenn Sie kosmetische Zonen definieren, kritische Schnittstellen schützen und vereinbaren können, wie die Oberfläche geprüft werden soll. Es wird riskant, wenn die Zeichnung auf vagen Angaben zum Aussehen beruht, wenn enge Toleranzen auf Oberflächen liegen, die gestrahlt oder eloxiert werden, oder wenn Legierungs- und Vorbereitungsschritte nicht chargenübergreifend kontrolliert werden.

FAQs
Sollte ich vor dem Eloxieren perlstrahlen?
Sie sollten vor dem Eloxieren häufig perlstrahlen, wenn Sie eine matte, gleichmäßige Oberfläche und eine bessere Konsistenz als bei unbearbeiteten Oberflächen wünschen, da beim Perlstrahlen sanfte Medien verwendet werden, die das Aussehen verbessern und die Oberfläche für Verfahren wie das Eloxieren vorbereiten. Beim Perlstrahlen werden Strahlmittel verwendet, um Werkzeugspuren zu entfernen und die Oberfläche für das Eloxieren vorzubereiten. Sie müssen lediglich auf das Risiko der Kantenverrundung, die gründliche Reinigung des eingebetteten Strahlmittels und die ordnungsgemäße Maskierung von Passungen und Gewinden achten - wichtige Best Practices, die für optimale Ergebnisse befolgt werden müssen. Wenn enge Schnittstellen vorhanden sind, beschränken Sie das Strahlen und Eloxieren auf die kosmetischen Oberflächen, um die Funktionsbereiche zu schützen, da das Perlstrahlen im Allgemeinen sicher ist, aber bei kritischen Merkmalen Vorsicht erfordert, selbst in verschiedenen Branchen.
Verändert das Perlstrahlen die Abmessungen der Teile?
Perlstrahlen ist sanfter als schwere Strahl- oder Ätzverfahren, weshalb es eine glatte Oberfläche erzeugt, ohne die Oberfläche von CNC-Aluminiumteilen zu beschädigen. Im Allgemeinen werden die Abmessungen der Teile nicht drastisch verändert, obwohl die Geometrie lokal verändert werden kann, vor allem durch das Abrunden von Kanten und die Aufweichung kleiner Merkmale. Wenn die Maßgenauigkeit von entscheidender Bedeutung ist, sollten Sie strahlfreie Zonen festlegen und diese kritischen Merkmale nach dem Perlstrahlen prüfen, da dieses Verfahren an die verschiedenen Materialtypen angepasst werden kann.
Was ist die beste Oberfläche für CNC-Teile aus Aluminium?
Es gibt nicht die eine beste Oberfläche für CNC-Aluminiumteile, da die ideale Wahl ein Gleichgewicht zwischen Ästhetik und Leistung auf der Grundlage der spezifischen Anforderungen Ihres Projekts herstellt und eine Reihe von Endbearbeitungsoptionen umfasst. Perlstrahlen ist eine der vielseitigsten Optionen, um eine einheitliche matte Textur zu erzielen und Werkzeugspuren zu entfernen, während Eloxieren eine dauerhafte Oxidschicht und eine optionale Farbe bietet; viele Veredelungsdienste bieten kombinierte Lösungen aus Perlstrahlen und Eloxieren an, um das ideale Aussehen und die ideale Leistung zu erzielen. Die richtige Oberfläche sollte auf das Material und den Verwendungszweck des Teils zugeschnitten sein.
Kann man ohne Perlstrahlen eloxieren?
Ja, Sie können auch ohne Perlstrahlen eloxieren, da das Eloxieren direkt auf unbearbeiteten Oberflächen oder nach anderen Vorbereitungsschritten durchgeführt werden kann, obwohl das Perlstrahlen das endgültige Eloxierergebnis durch die Schaffung einer gleichmäßigen Basis verbessert. Die wichtigste Einschränkung besteht darin, dass durch das Eloxieren allein keine Werkzeugspuren entfernt oder ein gleichmäßiges Finish erzeugt werden kann. Durch das Perlstrahlen wird eine gleichmäßigere, professionellere Basis geschaffen, wenn das kosmetische Erscheinungsbild Ihrer Aluminiumkomponenten Priorität hat - zumal es sich gut mit Verfahren wie dem Eloxieren kombinieren lässt. In diesem Leitfaden wird erläutert, wie Sie die beste Oberflächenvorbereitungsmethode für Ihre spezifischen Anforderungen auswählen.
Referenzen
https://www.osha.gov/silica-crystalline
https://nvlpubs.nist.gov/nistpubs/Legacy/HB/nbshandbook116.pdf
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36007



