トランスファー・ダイ・スタンピングは、大量の金属製造において、複雑な形状や深さのある部品を大量に生産するために設計された複雑なプロセスです。部品がキャリアストリップに接続されたままのプログレッシブ・ダイ・スタンピングとは対照的に、トランスファー・スタンピングは分離されたブランクを使用します。この一つの違いが新たな可能性を開き、他の方法では非効率的な複雑な部品の製造を可能にします。
このハンドブックは、エンジニア、デザイナー、ソーシングの専門家に、この強力な技術に関する実践的な知識を提供します。このハンドブックでは、トランスファー・スタンピングの基本的な仕組み、プログレッシブ・スタンピングとの対比、金型製作の経済性、DFM(Design-For-Manufacturability:製造可能性を考慮した設計)の実践的なアドバイス、そして実際の事例を紹介します。その目的は、最も困難なプロジェクトに対応するために、いつ、どのようにトランスファー・スタンピングを使用し、設計の可能性を実際の経済的な部品に変えるかを知るために必要な情報を提供することです。
トランスファー・ダイ・スタンピングとは?
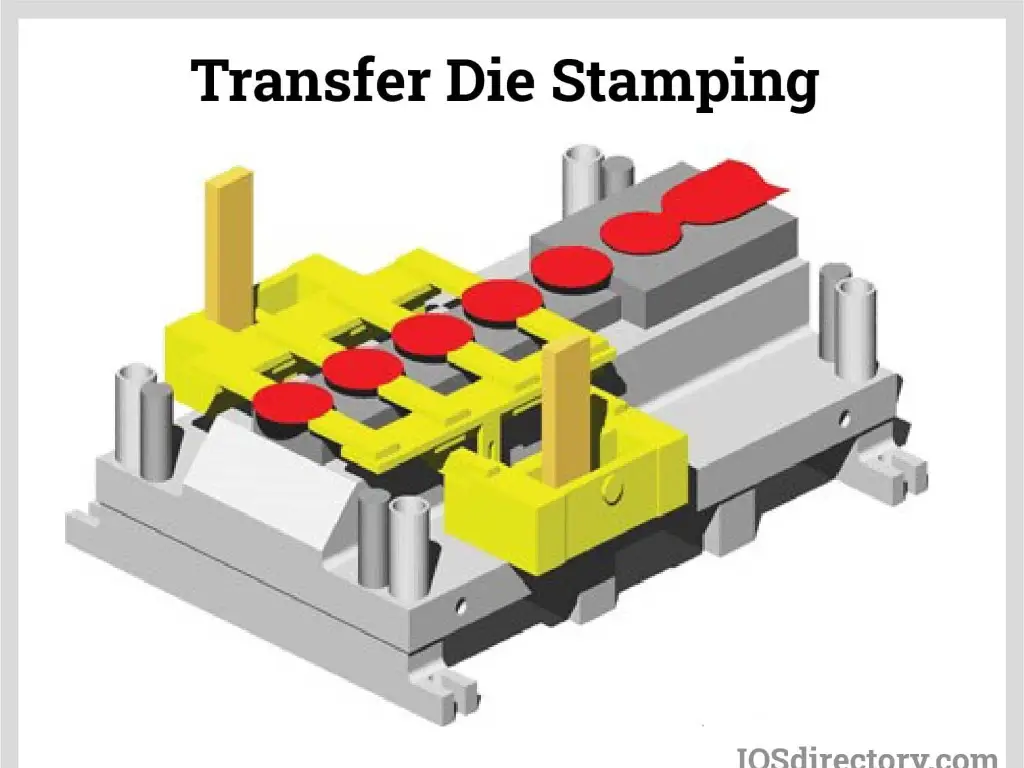
ソースIQSdirectory.com
要するに、トランスファー・ダイ・スタンピングは多段階の金属成形プロセスであり、1つのワークピースを一連のステーション(各ステーションが所定の操作を行う)を通して系統的に搬送し、完成部品を製造する。プログレッシブ・ダイ・スタンピングと異なる特徴は、工程の最も早い段階でワークピースを母材から切り離すことです。
ブランクと呼ばれるこの最初のセクションは、金属コイルから打ち抜かれ、その後フリーエージェントとなる。もはやキャリア・ストリップに取り付ける必要はない。むしろ、トランスファーシステムと呼ばれる複雑で調整された機械的システムが登場する。このシステムでは、一連のレール、グリッパー、またはフィンガーが、ブランクをピックアップし、次のステーションに移送し、高精度で配置し、解放するために使用される。金型が閉じて操作(絞り、ピアス、トリミングなど)が行われ、開くと同時に、トランスファーシステムが直ちに次のステーションに部品を移動させます。
これらはすべて、トランスファープレスと呼ばれる大型のプレス機で行われる。これらの機械は、この工程のために特別に設計され、通常、完全な部品を作るために必要な多くのダイ・ステーションを可能にするために、大きなベッド面積を持つ大型ベッド機械である。これは、1台の機械のわずかなスペースで、高速で高度に自動化された組立ラインのようなもので、片方から未加工のブランクが入り、もう片方から複雑な完成部品が出てくる。これが、分離されたブランクでの作業の基本ルールであり、1台のプレス機では不可能な複雑な深絞り部品の生産において、このプロセスの主な利点を開くものである。
プログレッシブ・スタンプとトランスファー・スタンピング:どちらを選ぶべきか?
順送型とトランスファー型のどちらを選ぶかは、金属部品の大量生産戦略を計画する上で最も重要な決定の一つです。最適な選択は、部品形状、生産量、材料コスト、設計の複雑さによって全く異なります。このセクションでは、その決定を下すための明確なフレームワークを提供します。
| 特徴 | トランスファー・ダイ・スタンピング | プログレッシブ・ダイ・スタンピング |
| コア・メカニズム | 部品はまず材料ストリップから切断され、次に搬送システムによってステーション間を個別に移動する。 | 部品はキャリアストリップに取り付けられたまま、ストリップとともにすべてのステーションを通過する。 |
| 部品の複雑さ | 3D部品に最適。 360°アクセスが必要な深絞り形状や複雑な形状に最適。 | 平らな部分に最適。 キャリアストリップによって制約される、より単純な曲げや形状の部品に適しています。 |
| 深絞り | 優れている。 フリーフローティング・パーツは、材料の流れを無制限にし、均一な壁面で非常に深いドローを可能にする。 | 限定的だ。 付着したキャリアストリップが材料の流れを制限し、ドローの深さを制限し、破断の危険性がある。 |
| 素材利用 | 高い。 キャリアストリップの無駄を排除。ブランクを効率的にネストし、スクラップを最小限に抑えます。 | もっと低い。 キャリアストリップ自体がスクラップとなり、材料廃棄の大きな原因となる。 |
| 走行速度 | ペースが遅い。 機械的な部品移動のため、一般的な速度は毎分15~45ストロークである。 | より速いペース。 連続ストリップ給紙により、しばしば毎分100ストロークを超える非常に高速な給紙が可能になる。 |
| 金型とコスト | 高いイニシャルコスト。 金型は複雑でモジュール化されている。プレスには専用の搬送システムが必要です。 | イニシャルコストが非常に高い。 金型は多くの場合、非常に長く、一枚岩で、複雑な道具である。 |
| インダイ・オペレーション | 高い柔軟性。 タッピング、溶接、組立などの二次加工を簡単に統合できます。 | より制限される。 キャリアストリップの存在により、二次加工の種類と配置が制限される。 |
| 理想的な体積 | ミディアムからハイ。 年間50,000~2,000,000個以上の部品生産に最適。 | 高いから非常に高い。 速度が材料の無駄を相殺するような、50万枚以上の枚数で最も費用対効果が高い。 |
主な相違点の詳細分析
部品形状と深絞り能力:
これが、おそらく最も重要な差別化要因であろう。トランスファー・スタンピングでは、ブランクをリリースした後、自由に持ち上げたり、回転させたり、操作することができます。この自由さにより、ダイは深いカップのような形状を作ることができます。これとは対照的に、順送型ダイは、キャリアストリップ上に残る部品の側面から材料を引き出さなければなりません。この制限により、破断や許容できない減肉を頻繁に引き起こす深い絞り加工を防ぐことができます。部品が直径を超えるほど深い場合や、複雑で非直線的な形状の場合、トランスファー・スタンピングが唯一の解決策となります。
材料の使用とコスト:
材料費は、商品価格が変動する時代において、部品価格の主要な決定要因である。順送プレスの性質上、キャリアストリップの形でスクラップが発生します。このスクラップは、ステンレス鋼やアルミニウムのような高価な材料や大量の場合、総コストのかなりの割合を占めることがあります。トランスファー・スタンピングは、このスクラップをなくします。最初のブランクは、材料利用を最適化する方法で生コイル上に入れ子(パターン化)することができ、場合によっては、順送型レイアウトよりも20%以上少ない原材料を使用することができます。これにより、100万個以上の生産にかかるコストを大幅に削減することができます。
実行速度と総スループットの比較:
順送プレスの方が毎分ストローク数が多いが、これは誤魔化しである。トランスファースタンピングの主な利点は、二次加工を組み合わせることができることです。順送プレスされた部品が、2つまたは3つの追加機械加工または組立作業を必要とする場合、全体的なリードタイムと部品あたりのコストは、完成してプレス機から出荷されるトランスファースタンピング部品よりもはるかに大きくなります。より低速のトランスファープレスは、1回のハンドリングで完成部品を作ることができ、ステーション間の下流仕掛品、人件費、品質管理の問題を取り除くことができます。
ツーリング哲学と投資:
この2つのプロセスには多額の金型投資が伴う。しかし、金型の性質は異なる。プログレッシブ・ダイは通常、巨大で非常に複雑な1枚の鋼鉄である。ステーションのひとつが破損した場合、修理は非常に困難で時間のかかるものとなります。トランスファー・ダイは、マスター・ダイ・セットに含まれる、複数の、より小さな、個々のステーション・ダイで構成されています。このようにモジュール化することで、組み立てや改造、修理が簡単になる場合もある。トランスファーシステム自体の複雑さと、独立した各ステーションの高精度が、トランスファー金型の主なコスト要因です。
転写スタンプの仕組み ステップ・バイ・ステップ
トランスファープレスの能力を理解するためには、トランスファープレスにおける作業の直線的な流れを理解することが重要である。すべての動作は、プレスの開閉にタイミングを合わせた、入念に調整された動作です。
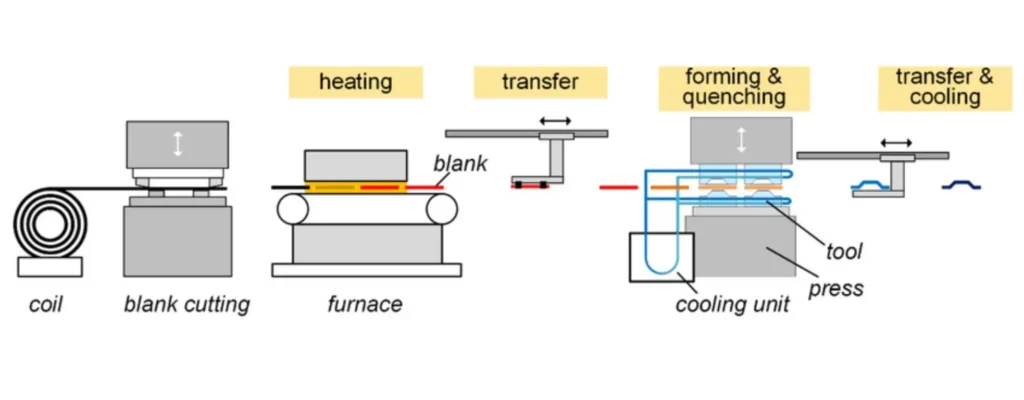
出典:tulingmetal.com
ステップ1:コイル供給とブランキング
重さ数トンにもなる大きな金属コイルから始まる。このコイルはアンコイラーに乗せられ、トランスファープレスの前面に送り込まれる。最初の部品形状(「ブランク」)は、一番最初のステーションで、ブランキングダイによって連続ストリップから切り出される。これが、部品と親コイルとの最終的な接続となる。場合によっては、ブランクは独立したオフライン作業で作られ、積み重ねられ、デスタッカーを通ってプレスに供給される。
ステップ2:ブランクの把持と部品のリフトオフ
新しく切断されたブランクは、プレスラムが上昇し、金型が開くと同時に、一連のパーツリフターによって下側の金型表面から持ち上げられます。同時に、機械的な搬送システムが作動します。金型の長さを走る2本のレールが内側に移動し、レール上の一連のフィンガーまたはグリッパーがブランクのエッジをしっかりとクランプします。
ステップ3:次の駅への移動
ブランクが所定の位置にロックされると、トランスファーレールアセンブリ全体がブランクを垂直に持ち上げ、次のステーションまで水平に移動させ、次の金型のロケーターに極めて正確にドロップします。その後、指が部品を落とし、レールはプレスラムが下降ストロークを開始する前に最初の位置に戻る。この動きはすべて、ほんの一瞬で行われるはずです。
ステップ4:マルチステーション成形プロセス
各ステーションは、特定の成形作業を行うように設定されている。この順序は、材料に過負荷をかけることなく徐々に成形するように設計されています。代表的な作業は以下の通り:
- ドローイング: ブランクをダイキャビティに押し込むことによって、部品を最初の深いカップ状の形状に成形する。
- トリミング: 製図後、部品のフランジ上の余分な材料を取り除く。
- ピアス: 部品に穴、溝、その他の特徴を打ち抜くこと。
- フランジング: エッジをカーブさせてフランジを形成する。
- レストライキング/コイニング 精密な公差を達成するため、特徴を研ぎ澄ますため、または特定の表面仕上げを施すための最終的なプレス加工。
ステップ5:二次オペレーションの統合
これらのステーションでは、トランスファー金型に高度な二次加工が含まれることがある。ねじ穴を開けるためにタッピングヘッドを追加したり、小さな溶接ユニットでナットやブラケットを追加したり、自動化システムでプラスチックやゴム部品を追加したりすることができる。このような綿密な統合は、サプライチェーンを統合し、製造を簡素化する大きな付加価値です。
ステップ6:最終退場
最終ステーションが役目を終えると、完成した部品は再び搬送システムによって掴まれ、ベルトコンベアーに載せられるか、直接出荷用コンテナに入れられる。
複雑な金属部品の主な利点
上記の複雑な手順は、特に従来のプレス加工の限界にある部品に関しては、強力な利点の組み合わせに変換されます。これらの利点は、デザイン、コスト、品質の問題を同時に解決します。
より優れた深絞り機能
これがトランスファー・スタンピングの特徴である。ブランクは固定されていないので、材料は金型キャビティにどの方向からでも流れ込むことができます。これにより、滑らかで均一な肉厚を持ち、コーナー部への応力集中が少ない、非常に深い部分の製造が可能になります。高圧キャニスター、エンジンオイルパン、キッチンシンクなど、深さと構造的完全性が重要な部品では、トランスファー・スタンピングはオプションであるだけでなく、唯一の大量生産プロセスであることもよくあります。
材料使用の最適化とコスト削減
トランスファー・スタンピングは、キャリア・ストリップを排除することで、製造廃棄物の最大の原因のひとつを直接攻撃します。生コイル上にブランクを千鳥状に、あるいは回転させながら入れ子にするこの機能は、金属1トン当たりの生産部品数を劇的に増やすことができます。ステンレス鋼、アルミニウム、真鍮のような高価な合金を含むプロジェクトでは、材料のコスト削減だけで搬送ツールのコストをペイすることができ、部品あたりのコストが削減され、より環境に優しい製造フットプリントが得られます。
設計の自由度と部品の複雑性の向上
キャリアストリップの存在は、もはやエンジニアを制限しません。各ステーションで360度パーツにアクセスできるため、あらゆる方向からフィーチャーを追加できます。例えば、サイドホール、アンダーカット、角度のついたフランジ、複雑な表面輪郭などです。トランスファー・スタンピングにより、設計者は、より機能的で、一体化され、美的に洗練された部品を設計することができます。
生産工程の統合
ねじ切り、溶接、リベット留め、組み立てなどの二次工程を金型自体で行えることは、サプライチェーンの簡素化という点で画期的である。製造に4~5工程(刻印、バリ取り、搬送、タップ、検査)かかっていた工程が、1工程で済むようになる。これによって、仕掛品(WIP)の在庫が大幅に減少し、資材の取り扱い費用が根絶され、総製造リードタイムが短縮され、異なる製造セル間で発生する品質不良の可能性が根絶されます。
部品の品質と一貫性の向上
トランスファー金型の各ステーションは、自立部品に対してわずかな操作しか行わないため、妥協することなく最適化することができます。この専用工程は、各ステージでの部品配置の精度と相まって、数百万個の部品の生産において、卓越した寸法再現性、優れた表面仕上げ、部品間の全体的な一貫性の向上につながります。
トランスファー金型の内部:金型、コスト、寿命
トランスファー金型は機械工学の驚異であり、設計の意図を汲み取り、それを物理的な部品に変える数トンの高精度機械である。この技術を利用しようとする組織にとって、その構造、コスト、ライフサイクルを理解することは重要である。
トランスファー金型は鉄の塊ではなく、非常に精密な部品が組み合わさってできている。主なポイントは
- ダイセット: 金型の基本で、他のすべての部品が取り付けられ、プレス機に挿入される上下のシュー。
- ガイドピンとブッシング: これは、ダイの上半分と下半分が閉じるときに完全に整列していることを確認するために使用され、1000分の1インチの公差を保持するために不可欠である。
- ステーションを作る: ステーションは、パンチ(部品を成形する工具のオス部分)とキャビティまたはダイボタン(メス部分)で構成されている。
- セクションのカットとトリミング: これらは焼き入れされた工具鋼で、穴を開け、部品の最終的な外周を成形する作業を行う。側面はカミソリのように鋭利でなければならない。
- カムとスライド プレスストロークに対して工具を斜めに操作するための複雑なメカニカルアセンブリ。
- リフター、ストリッパー、パッド: これらの部品は、部品を金型に位置決めし、搬送するために持ち上げ、成形後にパンチから剥がすために使用される。
- 摩耗部品: 最も厳しい応力と摩擦にさらされる部品は、カッティングエッジ、成形パンチ、ダイインサート、搬送システムのグリッパーである。これらは交換可能です。
このような工具は、設計と製造に高額な設備投資を必要とし、数十万ドル、あるいは数百万ドルかかることも多い。コストは、部品の大きさ、複雑さ、ステーションの数、必要な精度によって決まる。これらのコスト要因の多くは、直接的には以下の設計と配置に関係している。 プレス金型部品.このような初期投資の重さは、工具の稼動寿命と長期的な所有コストを大きな問題にする。
カスタム交換部品で工具のROIを最大化
トランスファー金型の初期コストが高いということは、その寿命を延ばすことが重要な経済目標であることを意味します。金型が破損してプレスが休止することは、非常にコストがかかります。接触性の高い重要な摩耗部品の摩耗と故障は、ダウンタイムと品質低下の最も頻繁な原因です。OEM(相手先商標製品製造会社)は標準的な交換品を提供することができますが、より戦略的で費用対効果の高い解決策は、カスタム精密部品の専門家と協力することです。このアプローチでは、単なる修理に重点を置くのではなく、積極的な性能向上とライフサイクル管理を行います。
これが、私たちが30年以上にわたって築き上げてきた評価である。 U-ニーズ.トランスファー・ダイスは戦略的資産であり、私たちの使命はその投資収益率を最大化することです。
遠くまで届く精度:
代用部品は、正確であればあるほど良いものである。オリジナルの仕様に変更を加えると、部品の品質に影響を与えたり、他の部品の摩耗を増加させたりする可能性があります。日本の滝澤旋盤、スイスのGFアジーシャルミーユ・ワイヤーEDM、PG光学式カーブグラインダーなど、世界トップクラスの設備を組み合わせることで、当社は±0.001mm(1ミクロン)という厳しい公差を維持することができます。半導体産業で見られるような超精密工具では、当社のPG研削工程は、0.02mmのコーナー半径の形状を作成することができます。この精度は、当社の交換部品が現在の工具に完全に適合し、元の性能と再現性を取り戻すことを意味します。
高品質の素材と工程による耐久性:
OEM部品は、しばしばコストの対象となる。私たちは U-ニーズ.当社には平均15年の経験を持つ20人以上のエンジニアがおり、部品の故障モードを評価し、材料やプロセスの改善を提案することができます。標準的な工具鋼の代わりにグレードの高いタングステンカーバイドを使用したり、OEMプラスチック部品の代わりにPEEKなどの高性能ポリマーを使用するだけで、元の部品よりもはるかに長持ちする交換部品を作ることができます。当社では、5種類以上の金属(高速度鋼、アルミニウム、タングステンカーバイド)、12種類以上の精密プラスチック、さらに耐摩耗性を高め、摩擦を最小限に抑える20種類以上の表面処理(PVDや硬質クロムメッキなど)など、豊富な材料を取り揃えています。
経済的かつ深刻なダウンタイムの最小化:
経済的にも理にかなっている。新しいダイ・セットに天文学的な費用をかけるよりも、必要な消耗品だけを交換すればいいのです。これが当社の価値提案です。さらに、当社は卓越した対応力を備えています。デジタル工程管理に支えられたフレキシブルな生産ラインにより、緊急注文のリードタイムは最短3~5日、標準納期は7~15日です。この迅速なターンアラウンドにより、お客様の印刷機をより早くラインに戻すことができ、高価なアイドル時間を有益な生産時間に変えることができます。当社は、緊急修理だけでなく、わずか1個の認定MOQを持つ積極的な少量在庫プログラムにも対応できる理想的な立場にあります。
フルサービスの金型・設備パートナー
当社は、20数カ国に300社以上の顧客を持ち、最も重要な部品に特化し、平均的な金型部品要件の60~70%を満たす経験を有しています。私たちは99.3%の認定率とISO 9001:2015認証プロセスを持っており、お客様に究極の安心感を与えます。さらに、私たちは金型だけにとどまりません。特殊なグリッパー、ロケーター、センサーブラケットなど、プレスラインの特殊部品も製造しています。これにより、金型やオートメーションを含む製造環境全体のスムーズな接続と安定した機能が保証されます。
製造可能設計(DFM)ガイドライン
製造工程を考慮した部品設計は、コストコントロールと品質達成のために重要である。トランスファー・ダイ・スタンピングに特化したDFMガイドラインは以下の通りである。これらに従うことで、より強く、より信頼性が高く、より安価な部品を得ることができます。
- 余裕のある半径を採用する: 鋭利な内角は応力集中の激しい部分である。絞り加工中に破断を引き起こす可能性がある。経験則として、内角の半径は材料の厚みと同等以上、問題を避けるためには厚みの3~4倍が望ましい。
- 均一な肉厚に設計する: トランスファー・スタンピングは深い絞り加工が得意ですが、素材は伸びるにつれて薄くなる傾向があります。肉厚に過度の差が生じるような設計は避けてください。薄肉化が起こりやすい箇所をスタンピング・パートナーに確認し、それに応じて設計の機能公差を設定してください。
- マインドホールとフィーチャー・プレイスメント 貫通する穴は、部品のエッジやその他の特徴から安全な距離を保って配置しなければならない。目安としては、穴のエッジを曲げ部やエッジから材料の厚さの少なくとも1.5倍から2倍離すことである。近すぎると、歪んだりバリが発生したりすることがある。
- ドローレシオを学ぶ 円筒形部品の場合、ドロー比(直径に対するドローカップの高さの比)は重要なパラメータです。通常、1台の絞りステーションで1.5:1から2:1の比率を達成することができます。それ以上の深さの絞り加工では、複数の絞りステーションが必要となり、金型コストが増加する。
- 公差: トランスファー・スタンピングでは公差を非常に厳しくすることができますが、小数点以下は高価になります。設計を慎重に見直し、機能を果たすために必要な部分にのみ厳しい公差を使用します。クリティカルでないフィーチャーでは、より自由な標準公差を使用することで、金型を簡素化し、コストを下げることができます。
- できる限りシンプルに: 工程は非常に複雑になりがちだが、シンプルな部品ほど常に安価で短時間で製造できる。不必要な機能を削除したり、複数の部品を1つのプレス部品に統合したりして、技術を最大限に活用する方法を模索する。
- 早め早めに相談すること: 最良のDFM戦略は、設計プロセスのできるだけ早い段階で製造パートナーを巻き込むことです。熟練したツーリングエンジニアは、将来的に多くの時間と費用を節約する貴重なフィードバックを与えることができます。
一般的なアプリケーションと産業
トランスファー・ダイ・スタンピングのユニークな機能は、部品の複雑さ、強度、コストが重要な要素となる幅広い産業で不可欠なものとなっています。
自動車
自動車産業は、トランスファー・スタンピングの最大のユーザーである。このプロセスは、強度と軽量性を兼ね備えた構造部品や、複雑なハウジングの製造に不可欠です。
- アプリケーション エンジンオイルパン、トランスミッションパン、A/B/Cピラー、クロスカービーム、サスペンション部品、ヒートシールド、排気系部品。
- なぜトランスファー・スタンピングなのか? 深絞り加工能力はパンやハウジングに最適で、高強度鋼を複雑な形状に成形する能力は安全関連の構造部品に不可欠である。

家電製品
家庭用電化製品は、特にステンレス鋼のような素材から深い絞りや高品質の表面仕上げを必要とするもので、機能的・外観的部品の両方でトランスファー・スタンピングに依存している。
- アプリケーション 洗濯機のドラム、冷蔵庫と空調コンプレッサーのハウジング、冷凍庫のライナー、キッチンのシンク、電子レンジの空洞。
- なぜトランスファー・スタンピングなのか? コスト目標を維持しながら、これらの製品に必要な深くシームレスな形状を製造できる唯一の大量生産方法である。

産業・商業
この分野では、圧力や過酷な環境に耐えなければならない様々な耐久性のあるハウジングやキャニスターにトランスファー・スタンピングが使用されている。
- アプリケーション 消火器キャニスター、圧力容器シェル、電動モーターハウジング、エアブレーキダイアフラム、工業用フィルターハウジング。
- なぜトランスファー・スタンピングなのか? このプロセスは、圧力がかかる用途に卓越した強度と完全性を提供し、機器のハウジングに必要な複雑な形状を提供する。
配管・金物
多くの一般的な配管器具や金物部品は、トランスファー・スタンピングが提供する成形性と仕上げから恩恵を受けています。
- アプリケーション 蛇口本体、バルブハウジング、シャワーヘッド、金物用深絞り装飾シェル。
- なぜトランスファー・スタンピングなのか? シームレスで漏れのないボディを作ることができ、その後のメッキや研磨作業に優れた表面を提供する。
あなたのプロジェクトにトランスファー・スタンピングは適していますか?
トランスファー・スタンピングとは何か、プログレッシブ・スタンピングと比較してどうなのか、その強みはどこにあるのか、お分かりいただけたと思います。さて、最後の問題は、あなたのプロジェクトの特定のニーズに合致しているかどうかです。最終的な評価ツールとして、以下のチェックリストをご利用ください。
部品と生産計画がこれらの基準の3つ以上に当てはまる場合、トランスファー・スタンピングを第一に検討すべきです:
- 深く描かれた幾何学: パーツの深さが直径より大きいか、あるいは大きく深く掘り込まれた形状をしているか。
- 高い部品複雑性: デザインには、複数の面、横穴、複雑な3D輪郭などの特徴がありますか?
- 中~高生産 ボリューム: 予想される年間生産量は50,000~2,000,000個ですか?
- 材料費は重要な原動力である: 大きなブランクや高価な材料から作られた部品で、スクラップを最小限に抑えることがコスト目標を達成するために重要な部品ですか?
- インダイの必要性 セカンダリー オペレーション タッピング、アッセンブリー、溶接を金型内に組み込むことで、工程を簡素化し、コストを削減することは可能でしょうか?
- 現在、複数のオペレーションを使用している: その部品の現在の製造工程は、複数の工程(例えば、プレス→機械加工→組立)を含んでいますか?
これらの要素を評価することが第一歩である。具体的なプロジェクトの詳細な分析には、専門家の指導が欠かせません。のエンジニアリング・チームは U-ニーズ15年以上の平均的な経験を持つ当社は、お客様の設計を無償で技術的に検討し、トランスファー・スタンピングへの適合性を判断し、当社のカスタム金型部品がお客様の製造ROIをどのように最大化できるかを検討します。
お客様のプロジェクトについてご相談いただくか、図面をご提出いただければ、24時間以内に専門家による無料お見積もりをお送りいたします。



