Das Transferprägen ist ein komplexes Verfahren zur Herstellung von Teilen mit großen Stückzahlen und komplexen Geometrien oder großer Tiefe in der Großserienfertigung von Metallen. Im Gegensatz zum Folgeverbundstanzverfahren, bei dem ein Teil noch mit einem Trägerband verbunden ist, wird beim Transferstanzverfahren ein Rohling verwendet, der abgetrennt wird. Dieser eine Unterschied eröffnet neue Möglichkeiten und ermöglicht die Herstellung komplexer Teile, deren Fertigung ansonsten unwirtschaftlich wäre.
Dieses Handbuch bietet Ingenieuren, Konstrukteuren und Beschaffungsfachleuten ein praktisches Wissen über diese leistungsstarke Technologie. Wir erörtern die grundlegenden Mechanismen des Verfahrens, stellen es dem Folgeverbundprägen gegenüber, untersuchen die Wirtschaftlichkeit der Werkzeugherstellung, geben praktische Ratschläge zum Design-for-Manufacturability (DFM) und präsentieren Beispiele aus der Praxis. Ziel ist es, Ihnen die Informationen an die Hand zu geben, die Sie benötigen, um zu wissen, wann und wie Sie das Transferprägen für Ihre anspruchsvollsten Projekte einsetzen können, um Konstruktionspotenziale in tatsächliche, wirtschaftliche Komponenten umzusetzen.
Was ist eine Transferprägung?
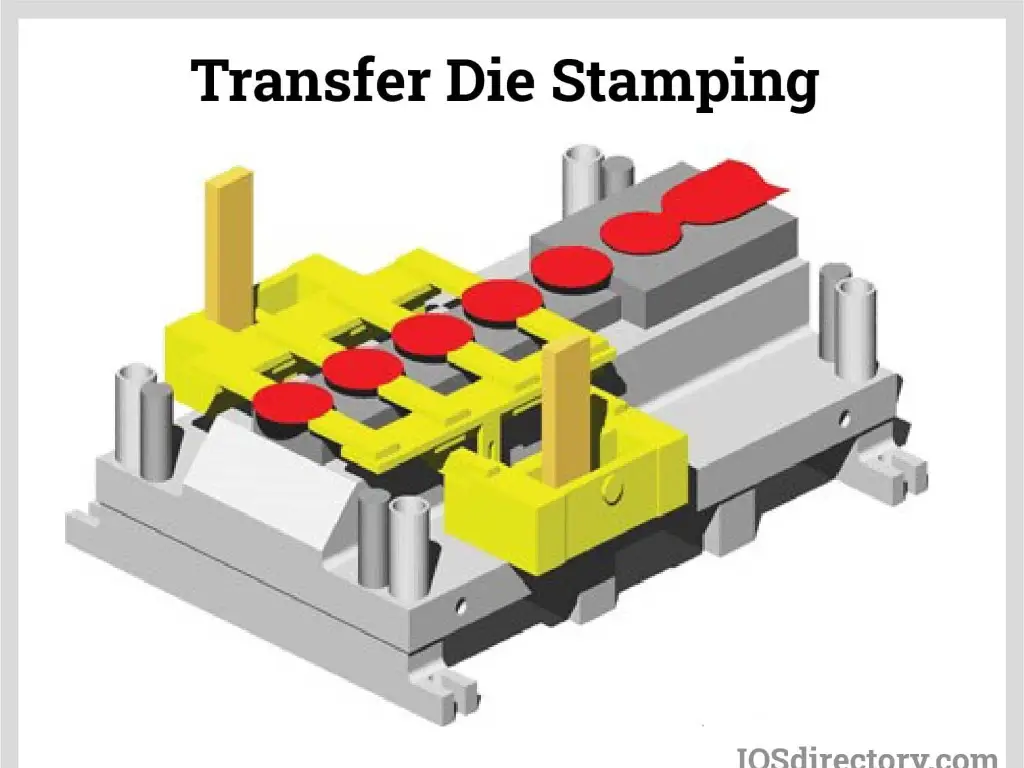
Quelle: IQSdirectory.com
Im Wesentlichen handelt es sich beim Transferstanzen um ein mehrstufiges Metallumformungsverfahren, bei dem ein einzelnes Werkstück systematisch durch eine Reihe von Stationen transportiert wird, von denen jede einen bestimmten Arbeitsgang ausführt, um ein fertiges Teil herzustellen. Das Unterscheidungsmerkmal zum Folgeverbundstanzverfahren besteht darin, dass das Werkstück bereits in der frühesten Phase des Prozesses aus dem Ausgangsmaterialstreifen geschnitten wird.
Dieser erste Abschnitt, der so genannte Rohling, wird aus einem Metallcoil ausgestanzt und ist dann ein freier Träger. Er muss nicht mehr an einem Trägerband befestigt werden. Stattdessen kommt ein komplexes, koordiniertes mechanisches System, ein so genanntes Transfersystem, ins Spiel. In diesem System werden eine Reihe von Schienen, Greifern oder Fingern verwendet, um den Rohling aufzunehmen, ihn zur nächsten Station zu transportieren, ihn mit hoher Genauigkeit zu platzieren und wieder freizugeben. Die Matrize schließt sich, um einen Vorgang auszuführen (z. B. Ziehen, Lochen oder Beschneiden), und wenn sie sich öffnet, bewegt das Transfersystem das Teil sofort zur nächsten Station.
All dies geschieht in einer einzigen, leistungsstarken Presse, der so genannten Transferpresse. Diese Maschinen sind speziell für dieses Verfahren konzipiert und verfügen in der Regel über ein großes Maschinenbett, um die vielen Werkzeugstationen zu ermöglichen, die für die Herstellung eines kompletten Teils erforderlich sind. Es handelt sich um eine hochautomatisierte Hochgeschwindigkeits-Fertigungsstraße auf einem Bruchteil des Platzes einer Einzelmaschine, an deren einem Ende ein Rohteil eingeht und am anderen Ende ein komplexes, fertiges Teil herauskommt. Dies ist die Grundregel für die Arbeit mit einem getrennten Rohling, die die Hauptvorteile des Verfahrens bei der Herstellung komplexer, tiefgezogener Teile eröffnet, die sonst in einer einzigen Presse nicht hergestellt werden könnten.
Progressive vs. Transferprägung: Was soll man wählen?
Die Wahl zwischen Folgeverbund- und Umformverfahren ist eine der wichtigsten Entscheidungen bei der Planung einer Produktionsstrategie für Metallteile in großen Stückzahlen. Die optimale Wahl hängt ganz von der Teilegeometrie, dem Produktionsvolumen, den Materialkosten und der Komplexität der Konstruktion ab. Dieser Abschnitt bietet einen klaren Rahmen für diese Entscheidung.
| Merkmal | Transferstanzung | Folgeverbundstempel |
| Zentraler Mechanismus | Das Teil wird zunächst aus dem Materialstreifen geschnitten und dann mit einem Transfersystem einzeln zwischen den Stationen bewegt. | Das Teil bleibt an einem Trägerband befestigt und durchläuft mit dem Band alle Stationen. |
| Teil Komplexität | Ideal für 3D-Teile. Hervorragend geeignet für tiefgezogene Formen und komplexe Geometrien, die einen 360°-Zugang erfordern. | Am besten für flachere Teile. Geeignet für Bauteile mit einfacheren Biegungen und Formen, die durch das Trägerband eingeschränkt werden. |
| Tiefziehen | Vorzüglich. Der freischwebende Teil erlaubt einen ungehinderten Materialfluss und ermöglicht sehr tiefe Züge mit gleichmäßigen Wänden. | Begrenzt. Der angebrachte Trägerstreifen behindert den Materialfluss, begrenzt die Ziehtiefe und birgt das Risiko von Brüchen. |
| Materialverwendung | Hoch. Eliminiert den Abfall von Trägerstreifen. Rohlinge können effizient verschachtelt werden, um den Ausschuss zu minimieren. | Tiefer. Das Trägerband selbst wird zu Schrott, was zu einem erheblichen Materialabfall führen kann. |
| Laufgeschwindigkeit | Langsameres Tempo. Typische Geschwindigkeiten sind 15-45 Hübe pro Minute aufgrund der mechanischen Teileübertragung. | Schnelleres Tempo. Der kontinuierliche Bandvorschub ermöglicht sehr hohe Geschwindigkeiten, die oft über 100 Hübe pro Minute liegen. |
| Werkzeugbau & Kosten | Hohe Anfangskosten. Die Werkzeuge sind komplex und modular. Die Presse erfordert ein spezielles Transfersystem. | Sehr hohe Anfangskosten. Matrizen sind oft extrem lange, monolithische und komplizierte Werkzeuge. |
| In-Die-Operationen | Äußerst flexibel. Einfache Integration von sekundären Arbeitsgängen wie Gewindeschneiden, Schweißen und Montage. | Eingeschränkter. Das Vorhandensein des Trägerstreifens schränkt die Art und die Platzierung von Nebenoperationen ein. |
| Ideales Volumen | Mittel bis hoch. Am besten geeignet für ein jährliches Volumen von 50.000 bis 2.000.000+ Teilen. | Hoch bis sehr hoch. Am kosteneffizientesten für Volumina von 500.000+, wo die Geschwindigkeit den Materialabfall ausgleicht. |
Eingehende Analyse der Hauptunterschiede
Teilegeometrie und Tiefziehfähigkeit:
Dies ist wahrscheinlich das wichtigste Unterscheidungsmerkmal. Beim Transferstempeln kann der Rohling nach der Freigabe beliebig angehoben, gedreht und manipuliert werden. Diese Freiheit ermöglicht es der Matrize, tiefe becherartige Formen herzustellen, da das Material auf allen Seiten gleichmäßig in den Matrizenhohlraum fließen kann. Ein Folgeverbundwerkzeug hingegen muss das Material aus den Seiten des Teils ziehen, das auf dem Trägerstreifen verbleibt. Diese Einschränkung verhindert Tiefziehvorgänge, die häufig zu Brüchen oder inakzeptablen Wandausdünnungen führen. Wenn Ihr Teil so tief ist, dass es seinen Durchmesser übersteigt, oder komplexe, nicht lineare Merkmale aufweist, kann das Transferprägen die einzige Lösung sein.
Materialverbrauch und Kosten:
In einer Zeit schwankender Rohstoffpreise sind die Materialkosten ein wichtiger Faktor für den Preis der Teile. Es liegt in der Natur der Sache, dass beim Folgeverbundstempeln Ausschuss in Form von Trägerband anfällt. Dieser Ausschuss kann bei großen Mengen oder teuren Materialien wie Edelstahl oder Aluminium einen erheblichen Prozentsatz der Gesamtkosten ausmachen. Beim Transferprägen fällt dieser Abfall nicht mehr an. Die ersten Rohlinge können auf dem Rohband in einer Weise verschachtelt (gemustert) werden, die die Materialausnutzung optimiert und in einigen Fällen 20 Prozent oder mehr weniger Rohmaterial verbraucht als ein Folgeverbundwerkzeug-Layout. Dies spart bei einem Produktionslauf von einer Million Teilen enorme Summen.
Laufgeschwindigkeit versus Gesamtdurchsatz:
Obwohl Folgeverbundpressen mit einer höheren Hubzahl pro Minute arbeiten, ist dies ein trügerisches Maß. Der Hauptvorteil des Transferstanzens ist die Möglichkeit, sekundäre Arbeitsgänge zu kombinieren. Wenn ein Folgeverbundteil zwei oder drei zusätzliche Bearbeitungs- oder Montagevorgänge erfordert, können die Gesamtdurchlaufzeit und die Kosten pro Teil viel höher sein als bei einem Transferstanzteil, das die Presse fertig verlässt. Die langsamere Transferpresse ist in der Lage, ein fertiges Teil in einem Arbeitsgang herzustellen, wodurch nachgelagerte Arbeitsschritte, Arbeitskosten und Qualitätskontrollprobleme zwischen den Stationen entfallen.
Werkzeugbau Philosophie und Investition:
Beide Verfahren sind mit erheblichen Investitionen in die Werkzeuge verbunden. Die Werkzeuge sind jedoch von unterschiedlicher Beschaffenheit. Folgeverbundwerkzeuge sind in der Regel ein riesiges und äußerst komplexes Stück Stahl. Wenn eine der Stationen gebrochen ist, kann es sehr schwierig und zeitaufwändig sein, sie zu reparieren. Transfermatrizen bestehen aus mehreren kleineren Einzelstationsmatrizen, die in einem Hauptmatrizensatz enthalten sind. Diese Modularität kann gelegentlich die Konstruktion, Änderung und Reparatur vereinfachen. Die Komplexität des Transfersystems selbst und die hohe Präzision jeder einzelnen Station sind die Hauptkostentreiber bei Transferwerkzeugen.
So funktioniert das Transferstempelverfahren Schritt für Schritt
Um die Möglichkeiten einer Transferpresse zu verstehen, ist es wichtig, den linearen Ablauf der Vorgänge in einer Transferpresse zu kennen. Jede Bewegung ist eine sorgfältig koordinierte Aktion, die auf das Öffnen und Schließen der Presse abgestimmt ist.
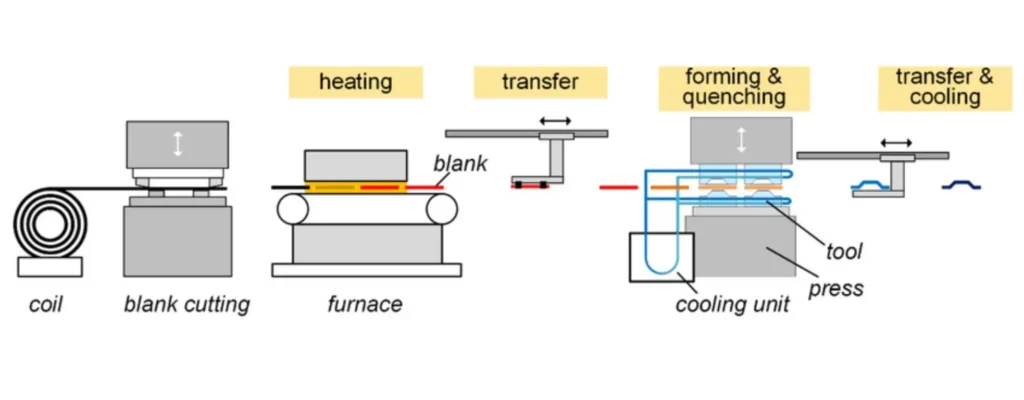
Quelle: tulingmetal.com
Schritt 1: Spulenzuführung und Stanzen
Es beginnt mit einem großen Coil aus Rohmetall, das mehrere Tonnen wiegen kann. Dieses Coil wird auf eine Abwickelhaspel gelegt und in die Vorderseite der Transferpresse eingeführt. Die erste Teileform (der "Rohling") wird in der allerersten Station mit einem Stanzwerkzeug aus dem Endlosband herausgeschnitten. Dies ist die endgültige Verbindung des Teils mit dem Muttercoil. In einigen Fällen werden die Zuschnitte in einem unabhängigen Offline-Betrieb hergestellt, gestapelt und über einen Entstapler der Presse zugeführt.
Schritt 2: Greifen des Rohlings und Abheben des Teils
Der frisch geschnittene Rohling wird von einer Reihe von Teilehebern von der unteren Matrizenoberfläche angehoben, während sich der Pressenstößel nach oben bewegt und die Matrize öffnet. Gleichzeitig wird das mechanische Transfersystem in Gang gesetzt. Zwei Schienen, die über die gesamte Länge der Matrize verlaufen, bewegen sich nach innen, und eine Reihe von Fingern oder Greifern auf den Schienen klemmt sich fest an die Kanten der Platine.
Schritt 3: Transfer zur nächsten Station
Wenn der Rohling verriegelt ist, nimmt die gesamte Transferschienenbaugruppe ihn vertikal auf, bewegt ihn horizontal zur nächsten Station und lässt ihn dann mit äußerster Präzision auf die Aufnahmevorrichtungen des nächsten Werkzeugs fallen. Die Finger lassen das Teil dann fallen und die Schienen bewegen sich zurück in ihre Ausgangsposition, noch bevor der Pressenstößel seinen Abwärtshub begonnen hat. All diese Bewegungen sollten in einem Bruchteil einer Sekunde erfolgen.
Schritt 4: Mehrstufige Umformverfahren
Die Sektion bewegt sich in einer Folge von aufeinanderfolgenden Stationen, von denen jede für einen bestimmten Umformvorgang eingerichtet ist. Die Reihenfolge der Abfolge ist so gewählt, dass das Teil schrittweise geformt wird, ohne dass das Material überlastet wird. Typische Arbeitsgänge sind:
- Zeichnung: Formung des Teils in die erste tiefe, napfartige Form, indem der Rohling in eine Matrize gepresst wird.
- Beschneiden: Entfernen des zusätzlichen Materials am Flansch des Teils nach dem Zeichnen.
- Piercing: Stanzen von Löchern, Schlitzen oder anderen Merkmalen in das Teil.
- Flanschen: Die Kanten des Stücks werden gebogen, um einen Flansch zu bilden.
- Umprägen / Prägen: Ein abschließendes Stanzverfahren zur Erzielung enger Toleranzen, zum Schärfen von Merkmalen oder zur Erzielung einer bestimmten Oberflächengüte.
Schritt 5: Integration von Sekundäroperationen
In diesen Stationen können die Transferwerkzeuge fortgeschrittene sekundäre Operationen beinhalten. Ein Gewindeschneidkopf kann zur Herstellung von Gewindelöchern hinzugefügt werden, eine kleine Schweißeinheit kann eine Mutter oder einen Bügel hinzufügen, oder ein automatisiertes System kann ein Kunststoff- oder Gummiteil hinzufügen. Diese tiefgreifende Integration ist ein großer Mehrwert, der die Lieferkette integriert und die Fertigung vereinfacht.
Schritt 6: Endgültiger Auswurf
Wenn die letzte Station ihre Arbeit getan hat, wird das fertige Teil wieder vom Transfersystem gegriffen und auf ein Förderband oder direkt in einen Versandbehälter abgelegt, und das Teil verlässt die Presse als komplettes, häufig vollständig montiertes Teil.
Hauptvorteile für komplexe Metallteile
Das oben skizzierte komplexe Verfahren wird in eine potente Kombination von Vorteilen umgewandelt, insbesondere wenn es um Bauteile geht, die am Rande des konventionellen Stanzens liegen. Diese Vorteile lösen gleichzeitig die Probleme der Konstruktion, der Kosten und der Qualität.
Bessere Tiefziehfähigkeiten
Dies ist das Merkmal des Transferprägens. Der Rohling ist nicht angebunden, so dass das Material in jeder Richtung in den Formhohlraum fließen kann. Dies ermöglicht die Herstellung von sehr tiefen Profilen mit glatten und gleichmäßigen Wandstärken und geringer Spannungskonzentration an den Ecken. Bei Teilen wie Hochdruckbehältern, Motorölwannen oder Küchenspülen, bei denen Tiefe und strukturelle Integrität von entscheidender Bedeutung sind, ist das Transferprägen nicht nur eine Option, sondern häufig auch das einzige Produktionsverfahren für hohe Stückzahlen.
Optimierte Materialverwendung und Kosteneinsparungen
Das Transferprägen setzt direkt an einer der größten Quellen für Produktionsabfälle an, indem es das Trägerband eliminiert. Durch die Möglichkeit, Zuschnitte versetzt oder gedreht auf dem Rohcoil zu verschachteln, kann die Anzahl der pro Tonne Metall produzierten Teile drastisch erhöht werden. Bei Projekten, bei denen teure Legierungen wie Edelstahl, Aluminium oder Messing verwendet werden, können allein die Materialkosteneinsparungen die Kosten für die Transferwerkzeuge ausgleichen, was zu geringeren Kosten pro Teil und einer umweltfreundlicheren Herstellung führt.
Erhöhte Designfreiheit und Teilekomplexität
Das Vorhandensein eines Trägerstreifens setzt den Ingenieuren keine Grenzen mehr. Merkmale können in beliebiger Ausrichtung mit 360-Grad-Zugriff auf das Teil an jeder Station hinzugefügt werden. Dazu gehören seitliche Löcher, Hinterschneidungen, abgewinkelte Flansche und komplizierte Oberflächenkonturen. Das Transferprägen gibt den Konstrukteuren die Möglichkeit, funktionellere, integriertere und ästhetisch verfeinerte Teile zu entwerfen, die sonst zahlreiche Teile und teure Montageprozesse erfordern würden.
Integration von Produktionsprozessen
Die Möglichkeit, Sekundärprozesse wie Gewindeschneiden, Schweißen, Nieten und Montage im Werkzeug selbst durchzuführen, ist ein entscheidender Faktor für die Vereinfachung der Lieferkette. Ein Prozess, der bisher vier oder fünf Fertigungsschritte erforderte (Stanzen, Entgraten, Transportieren, Gewindeschneiden, Prüfen), kann nun in einem Schritt durchgeführt werden. Dadurch wird der Bestand an unfertigen Erzeugnissen (WIP) erheblich verringert, die Kosten für die Materialhandhabung entfallen, die Gesamtproduktionsvorlaufzeiten werden verkürzt und die Möglichkeit von Qualitätsmängeln zwischen verschiedenen Fertigungszellen wird ausgeschlossen.
Bessere Teilequalität und Konsistenz
Da jede Station eines Transferwerkzeugs nur wenige Arbeitsgänge an einem freistehenden Teil durchführt, kann sie ohne Kompromisse optimiert werden. Dieser spezielle Prozess in Verbindung mit der Genauigkeit der Teileplatzierung auf jeder Stufe führt zu einer hervorragenden Wiederholbarkeit der Abmessungen, einer hervorragenden Oberflächenbeschaffenheit und einer verbesserten Gesamtkonsistenz von Teil zu Teil über einen Produktionslauf von Millionen von Teilen.
Das Innere der Transfermatrize: Werkzeugbau, Kosten und Lebensdauer
Eine Transfermatrize ist ein Wunderwerk des Maschinenbaus, eine mehrere Tonnen schwere, hochpräzise Maschine, die eine Konstruktionsabsicht in ein physisches Teil umsetzt. Für jedes Unternehmen, das diese Technologie nutzen möchte, ist es wichtig zu verstehen, wie sie aufgebaut ist, wie viel sie kostet und wie ihr Lebenszyklus aussieht.
Eine Transfermatrize ist kein Stahlblock, sondern ein Komplex aus sehr präzisen Teilen, die zusammenwirken. Die wichtigsten Punkte sind:
- Satz Würfel: Die Basis des Werkzeugs, der obere und der untere Schuh, an denen alle anderen Teile befestigt sind und die in die Presse eingesetzt werden.
- Führungsstifte und Buchsen: Diese werden verwendet, um sicherzustellen, dass die obere und die untere Hälfte der Matrize beim Schließen perfekt ausgerichtet sind, was für die Einhaltung von Toleranzen im Tausendstel-Zoll-Bereich unerlässlich ist.
- Stationen machen: Eine Station besteht aus ihren eigenen Stempeln (dem männlichen Teil des Werkzeugs, der das Teil formt) und Kavitäten oder Matrizen (dem weiblichen Teil).
- Schneiden und Trimmen von Abschnitten: Sie bestehen aus gehärtetem Werkzeugstahl und haben die Aufgabe, Löcher zu bohren und den endgültigen Umfang des Werkstücks zu formen. Ihre Seiten sollten so scharf wie eine Rasierklinge sein.
- Nocken und Schlitten: Komplizierte mechanische Baugruppen zur Betätigung von Werkzeugen in einem Winkel zum Pressenhub, die Merkmale wie seitliche Bohrungen oder abgewinkelte Flansche ermöglichen.
- Heber, Abstreifer und Pads: Diese Teile werden verwendet, um das Teil in der Matrize zu positionieren, es für den Transfer anzuheben und es nach der Umformung von den Stempeln zu entfernen.
- Verschleißteile: Die am stärksten beanspruchten und reibenden Teile sind die Schneiden, Formstempel, Matrizeneinsätze und die Greifer des Transfersystems. Diese sind austauschbar.
Die Entwicklung und Herstellung eines solchen Werkzeugs ist eine teure Investition, die häufig Hunderttausende oder sogar Millionen von Dollar kostet. Die Kosten werden durch die Größe des Teils, seine Komplexität, die Anzahl der Stationen und die erforderliche Präzision bestimmt. Viele dieser Kostenfaktoren stehen in direktem Zusammenhang mit dem Design und der Anordnung der Stanzwerkzeugkomponenten. Diese hohe Anfangsinvestition macht die Betriebsdauer und die langfristigen Betriebskosten des Werkzeugs zu einem wichtigen Thema.
Maximierung des Werkzeug-ROI mit kundenspezifischen Ersatzkomponenten
Die hohen Anschaffungskosten eines Transferwerkzeugs bedeuten, dass die Verlängerung seiner Lebensdauer ein wichtiges wirtschaftliches Ziel ist. Eine Presse, die wegen eines defekten Werkzeugs stillsteht, ist äußerst kostspielig. Der Verschleiß und das Versagen der berührungsintensiven, kritischen Verschleißteile ist die häufigste Ursache für Ausfallzeiten und Qualitätseinbußen. Obwohl Originalhersteller (OEMs) Standardersatzteile liefern können, ist eine strategischere und kostengünstigere Lösung die Zusammenarbeit mit einem Spezialisten für kundenspezifische Präzisionskomponenten. Bei diesem Ansatz liegt der Schwerpunkt nicht mehr auf der bloßen Reparatur, sondern auf der aktiven Leistungssteigerung und dem Lebenszyklusmanagement.
Das ist es, worauf wir unseren mehr als 30-jährigen Ruf bei U-Bedarf. Wir wissen, dass eine Transfermatrize ein strategisches Gut ist, und unsere Aufgabe ist es, ihre Investitionsrendite zu maximieren.
Präzision, die über die Distanz geht:
Ein Ersatzteil kann so gut sein, wie es präzise ist. Jede Änderung der ursprünglichen Spezifikation kann die Qualität der Teile beeinträchtigen und den Verschleiß anderer Teile erhöhen. Mit einer Kombination aus erstklassigen Maschinen wie japanischen Takisawa-Drehmaschinen, Schweizer GF AgieCharmille-Drahterodiermaschinen und optischen Kurvenschleifmaschinen von PG können wir Toleranzen von +/- 0,001 mm (1 Mikron) einhalten, was 90 % besser ist als die meisten Industriestandards. Bei ultrapräzisen Werkzeugen, wie sie in der Halbleiterindustrie verwendet werden, ist unser PG-Schleifverfahren in der Lage, Merkmale mit Eckradien von 0,02 mm zu erzeugen. Diese Präzision bedeutet, dass unsere Ersatzteile perfekt in Ihre aktuellen Werkzeuge passen und die ursprüngliche Leistung und Wiederholbarkeit wiederherstellen.
Langlebigkeit durch Verwendung hochwertiger Materialien und Verfahren:
OEM-Teile sind häufig auf Kosten ausgerichtet. Wir konstruieren für die Dauer U-Bedarf. Wir verfügen über mehr als 20 Ingenieure mit durchschnittlich 15 Jahren Erfahrung, die die Ausfallarten von Bauteilen bewerten und Material- oder Prozessverbesserungen vorschlagen können. Wir können Ersatzteile herstellen, die viel länger halten als die Originalteile, indem wir einfach ein hochwertigeres Wolframkarbid anstelle eines Standardwerkzeugstahls oder ein Hochleistungspolymer wie PEEK anstelle eines OEM-Kunststoffteils verwenden. Wir verfügen über ein umfangreiches Materialangebot mit mehr als 5 Metallsorten (Schnellarbeitsstahl, Aluminium, Wolframkarbid) und 12 Präzisionskunststoffen sowie mehr als 20 Oberflächenbehandlungen (z. B. PVD oder Hartverchromung) zur weiteren Erhöhung der Verschleißfestigkeit und Minimierung der Reibung.
Wirtschaftliche und schwerwiegende Ausfallzeiten werden minimiert:
Das ist wirtschaftlich sinnvoll. Anstatt die astronomischen Kosten eines neuen Werkzeugsatzes auf sich zu nehmen, ersetzen Sie nur die Verschleißteile, die notwendig sind. Das ist unser Wertversprechen. Hinzu kommt unsere unübertroffene Reaktionsfähigkeit. Wir verfügen über flexible Produktionslinien, die durch ein digitales Prozessmanagement unterstützt werden, wodurch wir in der Lage sind, Vorlaufzeiten von nur 3 bis 5 Tagen für Notfälle und Standardlieferungen in 7 bis 15 Tagen zu gewährleisten. Dank dieser kurzen Durchlaufzeit kann Ihre Druckmaschine schneller wieder in Betrieb genommen werden, so dass teure Stillstandszeiten in profitable Produktionszeiten umgewandelt werden. Wir sind ideal positioniert, um sowohl Notfallreparaturen als auch proaktive, kleinvolumige Lagerhaltungsprogramme mit einer zertifizierten Mindestbestellmenge von nur einem Stück abzuwickeln.
Ein Full-Service-Partner für Werkzeuge und Ausrüstung:
Mit mehr als 300 Kunden in über 20 Ländern verfügen wir über die Erfahrung, uns auf die wichtigsten Komponenten zu spezialisieren, die 60-70 % der durchschnittlichen Anforderungen an Formteile erfüllen. Wir haben eine Qualifizierungsrate von 99,3% und ISO 9001:2015-zertifizierte Prozesse, die Ihnen ein Höchstmaß an Sicherheit bieten. Außerdem machen wir nicht nur beim Werkzeug halt. Wir fertigen auch spezielle Teile der Pressenlinie, z. B. spezielle Greifer, Locatoren oder Sensorhalterungen. Dies garantiert die reibungslose Konnektivität und das stabile Funktionieren Ihrer gesamten Produktionsumgebung, einschließlich der Werkzeuge und der Automatisierung.
Richtlinien für Design for Manufacturability (DFM)
Es ist wichtig, ein Teil unter Berücksichtigung des Herstellungsprozesses zu entwerfen, um Kosten zu kontrollieren und Qualität zu erreichen. Die DFM-Richtlinien, die sich speziell auf das Transferstanzverfahren beziehen, lauten wie folgt. Wenn Sie diese befolgen, erhalten Sie ein stabileres, zuverlässigeres und preiswerteres Bauteil.
- Nehmen Sie großzügige Radien an: Scharfe Innenecken sind Bereiche mit hoher Spannungskonzentration. Sie können beim Ziehen zu Brüchen führen. Als Faustregel gilt, dass die Radien der Innenecken mindestens so groß sein sollten wie die Materialdicke, besser ist das 3-4fache der Dicke, um Probleme zu vermeiden.
- Konstruktion mit gleichmäßiger Wanddicke: Obwohl das Transferprägen sehr gut für Tiefzieharbeiten geeignet ist, neigt das Material dazu, sich beim Dehnen zu verdünnen. Vermeiden Sie Designs, die übermäßige Unterschiede in der Wandstärke verursachen. Erkundigen Sie sich bei Ihrem Stanzpartner, wo eine Ausdünnung am wahrscheinlichsten ist, und legen Sie die Funktionstoleranzen Ihres Designs entsprechend fest.
- Mind Hole und Feature Placement: Löcher, die durchbohrt werden, müssen in einem sicheren Abstand zur Kante des Teils und anderen Merkmalen angebracht werden. Als Faustregel gilt, dass der Rand eines Lochs mindestens das 1,5- bis 2-fache der Materialstärke von einer Biegung oder einer Kante entfernt sein sollte. Wenn sie zu nahe sind, können sie sich verformen und Grate erzeugen.
- Lernen Sie, Verhältnisse zu zeichnen: Bei zylindrischen Teilen ist das Ziehverhältnis (das Verhältnis zwischen der Höhe des gezogenen Bechers und seinem Durchmesser) ein wichtiger Parameter. Mit einer einzigen Ziehstation kann normalerweise ein Verhältnis von 1,5:1 bis 2:1 erreicht werden. Bei größeren Ziehtiefen sind mehrere Ziehstationen erforderlich, was die Werkzeugkosten erhöht.
- Toleranzen: Beim Transferprägen können die Toleranzen sehr eng sein, aber jeder Dezimalpunkt ist teurer. Prüfen Sie Ihren Entwurf kritisch und verwenden Sie enge Toleranzen nur dort, wo sie zur Erfüllung der Funktion erforderlich sind. Bei unkritischen Merkmalen sollten Sie liberalere Standardtoleranzen verwenden, um die Werkzeugherstellung zu vereinfachen und die Kosten zu senken.
- Halten Sie es einfach, wo Sie können: Das Verfahren kann sehr komplex sein, aber einfachere Bauteile sind immer kostengünstiger und schneller herzustellen. Suchen Sie nach Möglichkeiten, unnötige Merkmale zu entfernen oder mehrere Komponenten in ein gestanztes Bauteil zu integrieren, um die Vorteile der Technologie voll auszuschöpfen.
- Früh und oft konsultieren: Die beste DFM-Strategie besteht darin, Ihren Fertigungspartner so früh wie möglich in den Entwurfsprozess einzubeziehen. Ein erfahrener Werkzeugbauingenieur wird in der Lage sein, unschätzbare Rückmeldungen zu geben, die in Zukunft viel Zeit und Geld sparen werden.
Gängige Anwendungen und Branchen
Die einzigartigen Fähigkeiten des Transferstempelns haben es in einer Vielzahl von Branchen unentbehrlich gemacht, in denen die Komplexität der Teile, die Festigkeit und die Kosten entscheidende Faktoren sind.
Automobilindustrie
Die Automobilindustrie ist der größte Anwender des Transferprägens. Das Verfahren ist unverzichtbar für die Herstellung stabiler und gleichzeitig leichter Strukturteile sowie komplexer Gehäuse.
- Anwendungen: Motorölwannen, Getriebewannen, A/B/C-Säulen, Querträger, Aufhängungskomponenten, Hitzeschilder und Teile der Auspuffanlage.
- Warum Transferstempel? Die Tiefziehfähigkeit eignet sich perfekt für Pfannen und Gehäuse, während die Fähigkeit, hochfeste Stähle in komplexe Formen zu bringen, für sicherheitsrelevante Strukturteile entscheidend ist.

Gerät
Bei Haushaltsgeräten wird das Transferstanzen sowohl für funktionale als auch für kosmetische Komponenten eingesetzt, insbesondere für solche, die Tiefziehteile und hochwertige Oberflächen aus Materialien wie Edelstahl erfordern.
- Anwendungen: Waschmaschinentrommeln, Gehäuse von Kühlschränken und HVAC-Kompressoren, Auskleidungen von Tiefkühltruhen, Küchenspülen und Hohlräume von Mikrowellenherden.
- Warum Transferstempel? Es ist das einzige Verfahren, mit dem sich die tiefen, nahtlosen Formen, die für diese Produkte erforderlich sind, in großen Stückzahlen und unter Einhaltung der Kostenvorgaben herstellen lassen.

Industriell und kommerziell
In diesem Sektor wird das Transferprägen für eine Vielzahl von dauerhaften Gehäusen und Behältern verwendet, die Druck und rauen Umgebungen standhalten müssen.
- Anwendungen: Feuerlöscherkanister, Druckbehältergehäuse, Elektromotorengehäuse, Druckluftbremsmembranen und Gehäuse für Industriefilter.
- Warum Transferstempel? Das Verfahren bietet außergewöhnliche Festigkeit und Integrität für druckhaltige Anwendungen und ermöglicht die für Gerätegehäuse erforderlichen komplexen Formen.
Klempnerarbeiten und Hardware
Viele gängige Armaturen und Beschlagteile profitieren von der Formbarkeit und dem Finish, die das Transferprägen bietet.
- Anwendungen: Armaturenkörper, Ventilgehäuse, Duschköpfe und tiefgezogene Zierschalen für Beschläge.
- Warum Transferstempel? Es ermöglicht die Herstellung nahtloser, auslaufsicherer Körper und bietet eine hervorragende Oberfläche für nachfolgende Beschichtungs- oder Poliervorgänge.
Ist Transferstempeln das Richtige für Ihr Projekt?
Sie haben erfahren, was das Transferprägen ist, wie es sich vom Folgeverbundprägen unterscheidet und wo seine Stärken liegen. Jetzt stellt sich nur noch die Frage, ob das Verfahren den spezifischen Anforderungen Ihres Projekts gerecht wird. Verwenden Sie die folgende Checkliste als abschließendes Bewertungsinstrument.
Wenn Ihr Teil und Ihr Produktionsplan drei oder mehr dieser Kriterien erfüllen, sollte das Transferprägen eine vorrangige Erwägung sein:
- Tiefgezogene Geometrien: Ist die Tiefe des Teils größer als sein Durchmesser, oder weist es eine ausgeprägte, tiefgezogene Form auf?
- Hohe Teilekomplexität: Enthält das Design Merkmale auf mehreren Flächen, seitliche Löcher oder komplexe 3D-Konturen?
- Mittlere bis hohe Produktion Band: Liegt das erwartete jährliche Produktionsvolumen zwischen 50.000 und 2.000.000 Stück?
- Die Materialkosten sind ein wichtiger Faktor: Wird das Teil aus einem großen Rohling oder einem teuren Material hergestellt, bei dem die Minimierung des Ausschusses entscheidend für das Erreichen der Kostenziele ist?
- Bedarf an In-Die Sekundäres Operationen: Könnte Ihr Prozess vereinfacht und Ihre Kosten gesenkt werden, indem Sie das Gewindeschneiden, die Montage oder das Schweißen im Werkzeug integrieren?
- Derzeit mehrere Operationen verwenden: Beinhaltet Ihr derzeitiger Herstellungsprozess für das Teil mehrere Schritte (z. B. Stanzen, dann Bearbeitung, dann Zusammenbau)?
Die Bewertung dieser Faktoren ist der erste Schritt. Für eine detaillierte Analyse Ihres spezifischen Projekts ist eine fachkundige Beratung von unschätzbarem Wert. Das Ingenieurteam von U-Bedarfmit mehr als 15 Jahren durchschnittlicher Erfahrung kann eine unverbindliche technische Prüfung Ihres Entwurfs durchführen, um dessen Eignung für das Transferprägen zu ermitteln und zu untersuchen, wie unsere kundenspezifischen Werkzeugkomponenten Ihren ROI in der Fertigung maximieren können.
Setzen Sie sich noch heute mit uns in Verbindung, um Ihr Projekt zu besprechen, oder senden Sie uns eine Zeichnung, damit wir Ihnen innerhalb von 24 Stunden ein kostenloses, fachkundiges Angebot unterbreiten können.



