Přenosové lisování je složitý proces určený k výrobě dílů s velkým objemem a složitou geometrií nebo velkou hloubkou ve velkosériové kovovýrobě. Na rozdíl od postupného lisování, při němž je díl stále spojen s nosným pásem, se při přenosovém lisování používá polotovar, který je oddělen. Tento jediný rozdíl otevírá nové možnosti a umožňuje výrobu složitých dílů, jejichž výroba by jinak byla neefektivní.
Tato příručka nabízí inženýrům, konstruktérům a odborníkům na zásobování praktické znalosti o této účinné technologii. Probereme její základní mechaniku, porovnáme ji přímo s progresivním lisováním, prozkoumáme ekonomiku výroby nástrojů, poskytneme praktické rady pro návrh pro vyrobitelnost (DFM) a uvedeme příklady z praxe. Cílem je poskytnout vám informace, které potřebujete k tomu, abyste věděli, kdy a jak použít přenášecí lisování k realizaci vašich nejnáročnějších projektů a proměnit konstrukční potenciál ve skutečné, ekonomické součásti.
Co je transferová ražba?
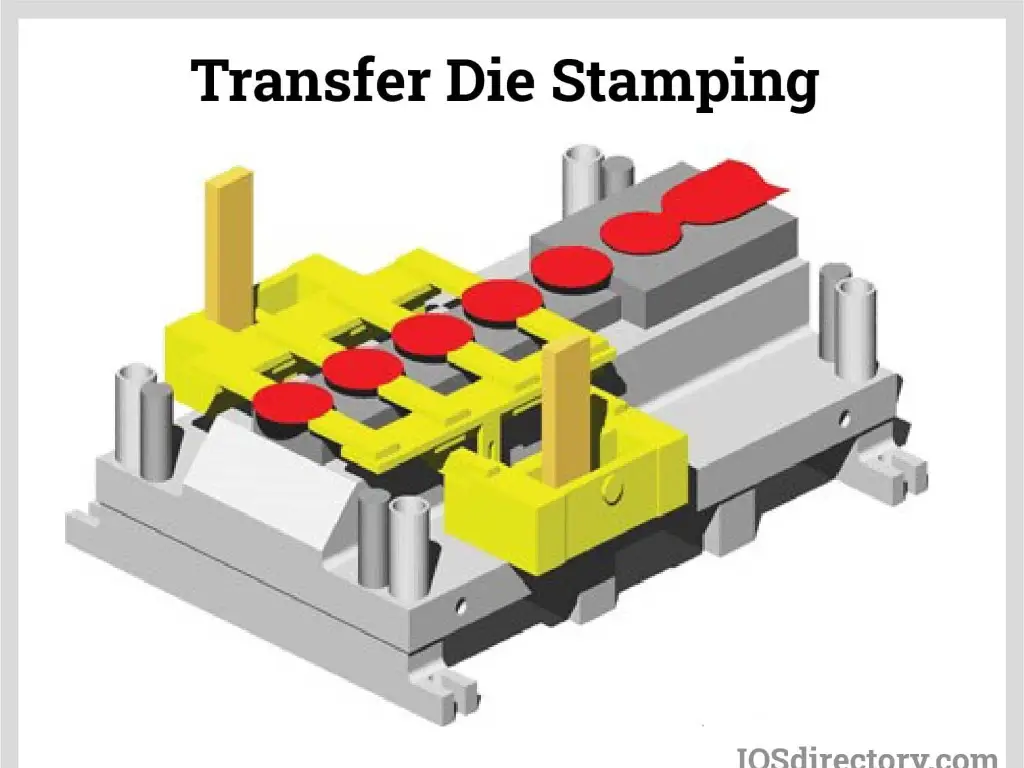
Zdroj: IQSdirectory.com
V podstatě se jedná o vícestupňový proces tváření kovů, při kterém je jeden obrobek systematicky přenášen přes sled stanic, z nichž každá provádí určitou operaci, a vzniká tak hotový díl. Rozlišovacím znakem, kterým se liší od postupného lisování, je to, že obrobek je odříznut z pásu základního materiálu v nejranější fázi procesu.
Tato první část, známá jako polotovar, je vyražena z kovového svitku a poté je volným prostředkem. Nemusí již být připevněn k nosnému pásu. Do hry vstupuje spíše složitý, koordinovaný mechanický systém, nazývaný přenosový systém. V tomto systému se používá řada kolejnic, chapadel nebo prstů, které polotovar uchopí, přenesou na další stanici, s vysokou přesností jej umístí a uvolní. Zápustka se zavře, aby se provedla operace (například tažení, propíchnutí nebo ořezání), a jakmile se otevře, přenosový systém okamžitě přesune výlisek na další stanici.
To vše se provádí v jednom velkém lisu, který se nazývá transferový lis. Tyto stroje jsou navrženy speciálně pro tento proces a obvykle se jedná o stroje s velkým ložem a velkou ložnou plochou, aby bylo možné zhotovit mnoho lisovacích stanic potřebných k výrobě kompletního dílu. Je to jako vysokorychlostní, vysoce automatizovaná montážní linka na zlomku prostoru jednoho stroje, kdy na jednom konci je surový polotovar a na druhém vychází složitý, hotový díl. To je základní pravidlo práce s odděleným polotovarem, které otevírá hlavní výhody tohoto procesu při výrobě složitých, hlubokotažných dílů, které by jinak nebylo možné vyrobit na jednom lisu.
Progresivní vs. transferové razítkování: Co si vybrat?
Volba mezi progresivním a transferovým lisováním je jedním z nejdůležitějších rozhodnutí při plánování strategie velkosériové výroby kovových dílů. Optimální volba zcela závisí na geometrii dílu, objemu výroby, nákladech na materiál a složitosti konstrukce. Tato část poskytuje jasný rámec pro toto rozhodování.
| Funkce | Přenosové razítkování | Progresivní lisování |
| Základní mechanismus | Díl se nejprve vyřízne z pásu materiálu a poté se jednotlivě přesouvá mezi stanicemi pomocí přenosového systému. | Díl zůstává připevněn k nosné liště a postupuje s ní přes všechny stanice. |
| Složitost části | Ideální pro 3D díly. Vynikající pro hluboké tvary a složité geometrie vyžadující 360° přístup. | Nejlepší pro rovnější části. Vhodné pro součásti s jednoduššími ohyby a tvary omezenými nosnou lištou. |
| Hluboké čerpání | Superior. Volně plovoucí část umožňuje neomezený tok materiálu a umožňuje velmi hluboké tahy s rovnými stěnami. | Omezené. Připojený nosný pás omezuje tok materiálu, čímž omezuje hloubku tahu a hrozí riziko vzniku trhlin. |
| Využití materiálu | Vysoká. Eliminuje odpad z nosných pásů. Polotovary lze efektivně vnořovat, aby se minimalizoval odpad. | Nižší. Samotný nosný pás se stává odpadem, který může představovat značný materiálový odpad. |
| Rychlost běhu | Pomalejší tempo. Typická rychlost je 15-45 zdvihů za minutu kvůli mechanickému přenosu dílů. | Rychlejší tempo. Kontinuální podávání pásu umožňuje velmi vysoké rychlosti, často přesahující 100 zdvihů za minutu. |
| Nástroje a náklady | Vysoké počáteční náklady. Lisy jsou složité a modulární. Lis vyžaduje specializovaný přenosový systém. | Velmi vysoké počáteční náklady. Lisovací nástroje jsou často velmi dlouhé, monolitické a složité nástroje. |
| Operace v zápustce | Velmi flexibilní. Snadno integruje sekundární operace, jako je řezání závitů, svařování a montáž. | Více omezené. Přítomnost nosného pásu omezuje typ a umístění sekundárních operací. |
| Ideální objem | Střední až vysoká. Nejvhodnější pro roční objemy 50 000 až 2 000 000+ dílů. | Vysoká až velmi vysoká. Nejvýhodnější pro objemy nad 500 000 kusů, kde rychlost kompenzuje materiálový odpad. |
Podrobná analýza hlavních rozdílů
Geometrie dílů a schopnost hlubokého kreslení:
To je pravděpodobně nejdůležitější rozlišovací faktor. Při transferovém ražení lze polotovar po uvolnění libovolně zvedat, otáčet a manipulovat s ním. Tato volnost umožňuje raznici vytvářet hluboké pohárové tvary, protože materiál může rovnoměrně proudit ze všech stran do dutiny raznice. Naproti tomu progresivní lisovací forma musí vytahovat materiál ze stran dílu, který zůstává na nosném pásu. Toto omezení zabraňuje hlubokému tažení, které často způsobuje lomy nebo nepřípustné ztenčení stěn. Pokud je váš díl dostatečně hluboký, aby přesahoval svůj průměr, nebo má složité, nelineární prvky, může být jediným řešením transferové lisování.
Použití materiálu a náklady:
Náklady na materiál jsou v době kolísajících cen komodit hlavním faktorem určujícím cenu dílu. Podstatou postupného lisování je, že při něm vzniká odpad v podobě nosného pásu. Tento odpad může tvořit významné procento celkových nákladů u velkých množství nebo drahých materiálů, jako je nerezová ocel nebo hliník. Přenosové lisování tento odpad odstraňuje. První polotovary mohou být vnořeny (vzorovány) na surový svitek způsobem, který optimalizuje využití materiálu, a v některých případech může spotřebovat o 20 % nebo více méně surového materiálu než postupné rozložení raznice. Tím se ušetří obrovské množství peněz při výrobě milionu dílů.
Rychlost běhu versus celková propustnost:
Ačkoli progresivní lisy pracují s vyšším počtem úderů za minutu, jedná se o ošidné měřítko. Hlavní výhodou transferového lisování je možnost kombinovat sekundární operace. Pokud progresivně ražený díl potřebuje dvě nebo tři další operace obrábění nebo montáže, může být celková doba přípravy a náklady na díl nakonec mnohem vyšší než u dílu raženého přenosem, který opouští lis hotový. Pomalejší transferový lis je schopen vyrobit hotový díl při jedné manipulaci, čímž odpadá následná rozpracovanost, náklady na pracovní sílu a problémy s kontrolou kvality mezi jednotlivými stanicemi.
Filozofie a investice do nástrojů:
Oba procesy vyžadují značné investice do nástrojů. Raznice jsou však odlišné povahy. Progresivní zápustky jsou obvykle jedním velkým a velmi složitým kusem oceli. Pokud se některá ze stanic rozbije, může být její oprava velmi obtížná a časově náročná. Přenosové zápustky se skládají z několika menších zápustek s jednotlivými stanicemi, které jsou obsaženy v hlavní sadě zápustek. Tato modularita může občas usnadnit konstrukci, úpravy a opravy. Složitost samotného přenosového systému a vysoká přesnost každé nezávislé stanice jsou hlavními faktory ovlivňujícími náklady na přenosové nástroje.
Jak funguje proces přenosu razítka krok za krokem
Pro pochopení možností transferového lisu je důležité porozumět lineárnímu průběhu operací v transferovém lisu. Každý pohyb je pečlivě koordinovanou činností, která je časově sladěna s otevřením a zavřením lisu.
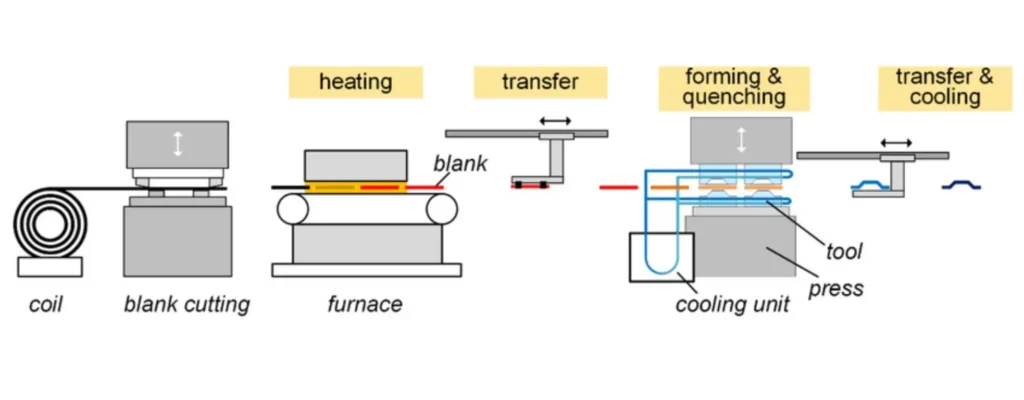
Zdroj: tulingmetal.com
Krok 1: Podávání a zaslepování cívek
Začíná se velkým svitkem surového kovu, který může vážit několik tun. Tento svitek se položí na odvíječ a vloží se do přední části přenosového lisu. První tvar dílu ("polotovar") se vyřízne z kontinuálního pásu hned v první stanici pomocí zaslepovací matrice. To je konečné spojení dílu s mateřskou cívkou. V některých případech se polotovary vyrábějí v nezávislé off-line operaci, stohují se a do lisu se přivádějí přes odkladač.
Krok 2: Uchopení polotovaru a vyjmutí dílu
Nově vyříznutý polotovar je zvednut ze spodního povrchu matrice soustavou zvedáků dílů, když se beran lisu pohybuje nahoru a otvírá matrici. Současně se zapne mechanický přenosový systém. Dvě kolejnice, které vedou po celé délce lisu, se posunou dovnitř a řada prstů nebo chapadel na kolejnicích pevně sevře okraje polotovaru.
Krok 3: Přesun na další stanici
Když je polotovar zajištěn na místě, celá sestava přenosové lišty jej zvedne ve svislé poloze, přesune jej ve vodorovné poloze k další stanici a poté jej s mimořádnou přesností upustí na lokátory další matrice. Prsty pak díl upustí a kolejnice se vrátí do výchozí polohy, a to vše dříve, než lisovací beran zahájí svůj zdvih směrem dolů. Celý tento pohyb by měl být proveden během zlomku sekundy.
Krok 4: Procesy tváření na více stanicích
Sekce se pohybuje ve sledu po sobě jdoucích stanic, z nichž každá je nastavena na provádění určité tvářecí operace. Pořadí sekvence je dobře navrženo tak, aby se díl tvaroval postupně bez přetěžování materiálu. Typickými operacemi jsou:
- Kreslení: Tvarování dílu do prvního hlubokého kalichovitého tvaru vtlačením polotovaru do zápustky.
- Ořezávání: Odstranění přebytečného materiálu na přírubě dílu po vytažení.
- Piercing: Děrování otvorů, drážek nebo jiných prvků do dílu.
- Flanging: Zakřivení okrajů dílu do tvaru lemu.
- Restrikce / mincování: Konečný proces lisování, při kterém se dosahuje úzkých tolerancí, broušení prvků nebo určité povrchové úpravy.
Krok 5: Integrace sekundární operace
V těchto stanicích mohou být součástí předávacích lisů pokročilé sekundární operace. Může být přidána závitořezná hlava, která vytvoří závitové otvory, malá svařovací jednotka může přidat matici nebo držák nebo automatizovaný systém může přidat plastový nebo pryžový díl. Tato hloubková integrace je velkou přidanou hodnotou, která integruje dodavatelský řetězec a zjednodušuje výrobu.
Krok 6: Závěrečné vysunutí
Po dokončení práce na konečné stanici je hotový díl opět uchopen přenosovým systémem a uložen na dopravní pás nebo přímo do přepravního kontejneru a díl je vyvezen z lisu jako kompletní a často plně smontovaný.
Hlavní výhody pro složité kovové díly
Výše popsaný složitý postup se proměňuje v silnou kombinaci výhod, zejména pokud jde o komponenty, které jsou na hranici konvenčního lisování. Tyto výhody řeší problémy konstrukce, nákladů a kvality zároveň.
Lepší možnosti hloubkového kreslení
To je charakteristické pro přenosové razítkování. Polotovar není upoután, takže materiál může proudit do dutiny matrice libovolným směrem. To umožňuje výrobu velmi hlubokých profilů s hladkou a rovnoměrnou tloušťkou stěn a malou koncentrací napětí v rozích. U dílů, jako jsou vysokotlaké kanystry, olejové vany motorů nebo kuchyňské dřezy, kde jsou hloubka a strukturální integrita kritické, je transferové lisování nejen možností, ale často i jediným výrobním procesem ve velkých objemech.
Optimalizované využití materiálu a úspora nákladů
Přenosové lisování přímo zasahuje do jednoho z největších zdrojů výrobního odpadu tím, že eliminuje nosný pás. Tato možnost vkládat polotovary na surový svitek rozloženým nebo otočeným způsobem může dramaticky zvýšit počet dílů vyrobených na tunu kovu. V projektech zahrnujících nákladné slitiny, jako je nerezová ocel, hliník nebo mosaz, může úspora nákladů na materiál sama o sobě zaplatit náklady na přenosové nástroje, což vede ke snížení nákladů na jeden díl a k ekologičtější výrobní stopě.
Větší volnost návrhu a složitost dílů
Existence nosného pásu již inženýry neomezuje. Prvky lze přidávat v libovolné orientaci s 360stupňovým přístupem k dílu na každé stanici. Jedná se o boční otvory, podříznutí, šikmé příruby a komplikované kontury povrchu. Přenosové lisování dává konstruktérům možnost navrhovat funkčnější, integrovanější a esteticky propracovanější díly, které by jinak zahrnovaly množství dílů a nákladné montážní procesy.
Integrace výrobních procesů
Možnost provádět sekundární procesy, jako je řezání závitů, svařování, nýtování a montáž přímo v lisovně, mění pravidla hry a zjednodušuje dodavatelský řetězec. Proces, který dříve vyžadoval čtyři nebo pět kroků (ražba, odjehlení, přeprava, závitování, kontrola), lze nyní provést v jednom kroku. Tím se výrazně snižují zásoby rozpracované výroby (WIP), odstraňují se náklady na manipulaci s materiálem, zkracuje se celková doba výroby a odstraňuje se možnost výskytu kvalitativních závad mezi různými výrobními buňkami.
Lepší kvalita a konzistence dílů
Vzhledem k tomu, že každá stanice v přenosovém lisu provádí pouze několik operací na volně stojícím dílu, lze ji optimalizovat bez kompromisů. Tento specializovaný proces spolu s přesností umístění dílu v každé fázi vede k vynikající rozměrové opakovatelnosti, vynikající povrchové úpravě a lepší celkové konzistenci jednotlivých dílů ve výrobním cyklu milionů dílů.
Uvnitř přenosové formy: nástroje, náklady a životnost
Přenosová matrice je strojírenský zázrak, mnohatunový, vysoce přesný stroj, který přebírá konstrukční záměr a přeměňuje jej na fyzickou součást. Pro každou organizaci, která hodlá tuto technologii využívat, je důležité pochopit, jak je konstruována, kolik stojí a jaký je její životní cyklus.
Přenosová matrice není ocelový blok, ale komplex velmi přesných dílů, které fungují společně. Hlavními body jsou:
- Sada výsekových forem: Základ nástroje, horní a dolní patka, ke kterým jsou připevněny všechny ostatní díly a které se vkládají do lisu.
- Vodicí čepy a pouzdra: Ty se používají k zajištění dokonalého vyrovnání horní a dolní poloviny matrice při jejím zavírání, což je nezbytné pro dodržení tolerancí v řádu tisícin palce.
- Vytváření stanic: Stanice se skládá z vlastních razníků (vnější část nástroje, která tvoří díl) a dutin nebo matricových knoflíků (vnitřní část).
- Řezání a ořezávání sekcí: Jedná se o kalenou nástrojovou ocel, která slouží k vytváření otvorů a tvarování konečného obvodu dílu. Jejich strany by měly být ostré jako břitva.
- Vačky a sklíčka: Složité mechanické sestavy pro ovládání nástrojů pod úhlem ke zdvihu lisu, které umožňují například boční otvory nebo úhlové příruby.
- Zvedáky, odizolovače a podložky: Tyto díly se používají k umístění dílu do zápustky, jeho zvednutí k přenosu a sejmutí z razníků po tváření.
- Komponenty pro opotřebení: Součásti, které jsou vystaveny největšímu namáhání a tření, jsou řezné hrany, tvářecí razníky, zápustky a chapadla přenosového systému. Ty jsou vyměnitelné.
Návrh a výroba takového nástroje je nákladnou kapitálovou investicí, která často stojí statisíce nebo dokonce miliony dolarů. Náklady se odvíjejí od velikosti dílu, jeho složitosti, počtu stanic a potřebné přesnosti. Mnohé z těchto nákladových faktorů přímo souvisejí s konstrukcí a uspořádáním stanic. komponenty lisovacích forem. Tato počáteční vysoká investice činí z provozní životnosti a dlouhodobých nákladů na vlastnictví nástroje zásadní problém.
Maximalizace návratnosti investic do nástrojů pomocí náhradních dílů na zakázku
Vysoké počáteční náklady na přenosovou matrici znamenají, že prodloužení její životnosti je důležitým ekonomickým cílem. Lis, který je v nečinnosti kvůli poškozenému nástroji, je velmi nákladný. Opotřebení a selhání kritických opotřebitelných součástí s vysokým kontaktem je nejčastějším zdrojem prostojů a zhoršení kvality. Ačkoli výrobci originálního vybavení (OEM) mohou poskytovat standardní náhrady, strategičtějším a nákladově efektivnějším řešením je spolupráce se specialistou na zakázkové přesné komponenty. Tento přístup mění důraz na pouhou opravu na aktivní zvyšování výkonu a řízení životního cyklu.
Na tom jsme založili svou více než 30letou pověst v oblasti U-Need. Víme, že přenosová matice je strategickým aktivem a naším úkolem je maximalizovat návratnost investice.
Přesnost na dálku:
Náhradní součást může být stejně dobrá jako přesná. Jakákoli úprava původní specifikace může ovlivnit kvalitu dílů a zvýšit opotřebení jiných dílů. Díky kombinaci špičkového vybavení, jako jsou japonské soustruhy Takisawa, švýcarské elektroerozivní obráběcí stroje GF AgieCharmille a optické křivkové brusky PG, jsme schopni dodržet tolerance až +/- 0,001 mm (1 mikron), což je o 90 % lepší než většina průmyslových standardů. V případě ultrapřesných nástrojů, jaké se používají v polovodičovém průmyslu, je náš proces broušení PG schopen vytvářet prvky s poloměrem rohu 0,02 mm. Tato přesnost znamená, že naše náhradní díly dokonale zapadají do vašeho stávajícího nástrojového vybavení, čímž se vrací původní výkon a opakovatelnost.
Trvanlivost díky použití vysoce kvalitních materiálů a postupů:
OEM díly jsou často zaměřeny na náklady. My navrhujeme tak, aby vydržely U-Need. Máme více než 20 inženýrů, kteří mají v průměru 15 let zkušeností a mohou vyhodnotit způsoby selhání komponent a navrhnout zlepšení materiálu nebo procesu. Můžeme vyrobit náhradní díly, které vydrží mnohem déle než ty původní, a to pouhým použitím karbidu wolframu vyšší třídy namísto standardní nástrojové oceli nebo vysoce výkonného polymeru, jako je PEEK, namísto plastového dílu OEM. Máme rozsáhlou nabídku materiálů, která zahrnuje více než 5 typů kovů (rychlořezná ocel, hliník, karbid wolframu) a 12 přesných plastů a více než 20 povrchových úprav (například PVD nebo tvrdé chromování), které dále zvyšují odolnost proti opotřebení a minimalizují tření.
Úsporná a závažná minimalizace prostojů:
Ekonomické aspekty dávají smysl. Než abyste vynaložili astronomické náklady na novou sadu matric, vyměníte pouze nezbytné opotřebitelné díly. To je naše hodnotová nabídka. K tomu přidáváme nepřekonatelnou rychlost reakce. Disponujeme flexibilními výrobními linkami podporovanými digitálním řízením procesů, což nám umožňuje poskytovat dodací lhůty již od 3 do 5 dnů u mimořádných objednávek a standardní dodávky do 7 až 15 dnů. Díky tomuto rychlému obratu je váš tiskový stroj rychleji zprovozněn a drahý čas nečinnosti se mění na ziskový čas výroby. Jsme v ideální pozici, abychom zvládli nouzové opravy i proaktivní, nízkoobjemové skladové programy s certifikovaným MOQ pouze jednoho kusu.
Partner poskytující komplexní služby v oblasti nástrojů a zařízení:
Máme zkušenosti s více než 300 klienty ve více než 20 zemích, které se specializují na nejdůležitější komponenty, které splňují 60-70 % průměrných požadavků na komponenty forem. Máme míru kvalifikace 99,3% a procesy certifikované podle normy ISO 9001:2015, které vám poskytnou maximální klid. Navíc nezůstáváme jen u formy. Vyrábíme také speciální díly lisovací linky, např. speciální chapadla, lokátory nebo držáky senzorů. To zaručuje bezproblémové propojení a stabilní fungování celého vašeho výrobního prostředí, včetně nástrojů a automatizace.
Pokyny pro návrh pro vyrobitelnost (DFM)
Pro kontrolu nákladů a dosažení kvality je důležité navrhnout díl s ohledem na jeho výrobní proces. Pokyny DFM, které jsou specifické pro lisování přenosovou matricí, jsou následující. Jejich dodržováním získáte pevnější, spolehlivější a levnější součást.
- Přijměte velkorysé poloměry: Ostré vnitřní rohy jsou oblastí s vysokou koncentrací napětí. Mohou způsobit praskliny při tažení. Obecně platí pravidlo, že poloměry vnitřních rohů by měly být alespoň tak velké, jako je tloušťka materiálu, a aby se předešlo problémům, je vhodnější 3-4násobek tloušťky.
- Návrh na jednotnou tloušťku stěny: Přestože je transferová ražba velmi dobrá při hlubokých tazích, materiál má tendenci se při natahování ztenčovat. Vyhněte se konstrukcím, které způsobují nadměrné rozdíly v tloušťce stěn. Informujte se u svého partnera pro lisování, kde je největší pravděpodobnost ztenčení, a podle toho nastavte funkční tolerance konstrukce.
- Umístění myšlenkových otvorů a funkcí: Proražené otvory musí být umístěny v bezpečné vzdálenosti od okraje dílu a dalších prvků. Dobrým pravidlem je udržovat okraj otvoru ve vzdálenosti nejméně 1,5 až 2násobku tloušťky materiálu od ohybu nebo hrany. Pokud jsou příliš blízko, mohou se deformovat a vytvářet otřepy.
- Naučte se kreslit poměry: V případě válcových dílů je důležitým parametrem tahový poměr (poměr výšky taženého kalichu k jeho průměru). Jedna tažná stanice je obvykle schopna dosáhnout poměru 1,5:1 až 2:1. Větší hloubky tažení vyžadují několik tažných stanic, což zvyšuje náklady na nástroje.
- Tolerance: Tolerance mohou být u transferového ražení velmi přísné, ale každá desetinná čárka je dražší. Kriticky zkontrolujte svůj návrh a použijte přísné tolerance pouze tam, kde jsou nutné k provedení funkce. U nekritických funkcí použijte volnější standardní tolerance, abyste zjednodušili výrobu nástrojů a snížili náklady.
- Zjednodušte to, kde to jde: Tento proces může být velmi složitý, ale jednodušší komponenty jsou vždy levnější a rychleji se vyrábějí. Hledejte způsoby, jak odstranit nepotřebné prvky nebo integrovat několik komponent do jedné lisované součásti, abyste plně využili výhod této technologie.
- Konzultujte včas a často: Nejlepší strategií DFM je zapojit výrobního partnera co nejdříve do procesu návrhu. Zkušený nástrojář vám bude schopen poskytnout neocenitelnou zpětnou vazbu, která vám v budoucnu ušetří spoustu času a peněz.
Běžné aplikace a obsluhovaná odvětví
Jedinečné možnosti lisování s přenosem se staly nepostradatelnými v široké škále průmyslových odvětví, kde jsou rozhodujícími faktory složitost, pevnost a cena dílů.
Automobilový průmysl
Automobilový průmysl je největším uživatelem transferového lisování. Tento proces je nezbytný pro výrobu pevných a lehkých konstrukčních dílů i složitých krytů.
- Aplikace: Olejové vany motoru, vany převodovky, sloupky A/B/C, příčné nosníky vozu, součásti zavěšení, tepelné štíty a díly výfukového systému.
- Proč transferové razítkování? Možnost hlubokého tažení je ideální pro pánve a skříně, zatímco schopnost tvářet vysokopevnostní oceli do složitých tvarů je kritická pro bezpečnostní konstrukční prvky.

Spotřebiče
Domácí spotřebiče se spoléhají na transferové lisování funkčních i kosmetických součástí, zejména těch, které vyžadují hluboké tahy a vysoce kvalitní povrchovou úpravu z materiálů, jako je nerezová ocel.
- Aplikace: Bubny praček, skříně kompresorů chladniček a vzduchotechniky, vložky mrazniček, kuchyňské dřezy a dutiny mikrovlnných trub.
- Proč transferové razítkování? Je to jediná velkoobjemová metoda, která umožňuje vyrábět hluboké, bezešvé formy potřebné pro tyto výrobky při zachování cílových nákladů.

Průmyslová a obchodní zařízení
V tomto odvětví se používá transferové lisování pro různé odolné skříně a kanystry, které musí odolávat tlaku a drsnému prostředí.
- Aplikace: Kanystry hasicích přístrojů, pláště tlakových nádob, kryty elektromotorů, membrány vzduchových brzd a kryty průmyslových filtrů.
- Proč transferové razítkování? Tento proces zajišťuje výjimečnou pevnost a integritu pro aplikace obsahující tlak a poskytuje složité tvary potřebné pro skříně zařízení.
Instalatérské a železářské práce
Tvarovatelnost a povrchová úprava, kterou zajišťuje lisování, je výhodná pro mnoho běžných instalatérských a železářských součástí.
- Aplikace: Tělesa baterií, pouzdra ventilů, sprchové hlavice a hlubokotažné ozdobné pláště pro kování.
- Proč transferové razítkování? Umožňuje vytvářet bezešvá tělesa odolná proti úniku a poskytuje vynikající povrch pro následné pokovování nebo leštění.
Je pro váš projekt vhodná transferová ražba?
Dozvěděli jste se, co je to transferová ražba, jak se liší od progresivní ražby a v čem spočívají její silné stránky. Nyní zbývá odpovědět na poslední otázku, zda vyhovuje konkrétním potřebám vašeho projektu. Jako závěrečný hodnotící nástroj použijte následující kontrolní seznam.
Pokud váš díl a výrobní plán splňují tři nebo více z těchto kritérií, mělo by se v první řadě uvažovat o transferovém lisování:
- Hluboká geometrie: Je hloubka dílu větší než jeho průměr nebo má výrazný, hluboce protažený tvar?
- Vysoká složitost dílů: Obsahuje konstrukce prvky na více plochách, boční otvory nebo složité 3D obrysy?
- Střední až vysoká produkce Svazek: Je předpokládaný roční objem výroby mezi 50 000 a 2 000 000 kusů?
- Náklady na materiál jsou klíčovým faktorem: Je díl vyroben z velkého polotovaru nebo z drahého materiálu, kde je minimalizace zmetků rozhodující pro dosažení nákladových cílů?
- Potřeba systému In-Die Sekundární Provoz: Mohl by se váš proces zjednodušit a náklady snížit integrací závitování, montáže nebo svařování v zápustce?
- Aktuálně používáte více operací: Zahrnuje váš současný výrobní proces pro daný díl více kroků (např. lisování, pak obrábění, pak montáž)?
Vyhodnocení těchto faktorů je prvním krokem. Pro podrobnou analýzu vašeho konkrétního projektu je neocenitelné odborné poradenství. Inženýrský tým ve společnosti U-Need, s více než 15 lety průměrných zkušeností, vám může poskytnout nezávaznou technickou revizi vašeho návrhu, abyste zjistili jeho vhodnost pro transferové lisování a prozkoumali, jak mohou naše zakázkové nástrojové komponenty maximalizovat návratnost investic do výroby.
Kontaktujte nás ještě dnes, abychom s vámi prodiskutovali váš projekt, nebo nám zašlete výkres, abychom vám do 24 hodin poskytli bezplatnou odbornou nabídku.



