Tłoczenie transferowe jest złożonym procesem zaprojektowanym do produkcji części o dużej objętości i złożonej geometrii lub dużej głębokości w wysokonakładowej produkcji metali. W przeciwieństwie do tłoczenia progresywnego, w którym część jest nadal połączona z taśmą nośną, tłoczenie transferowe wykorzystuje półfabrykat, który jest oddzielony. Ta jedna różnica otwiera nowe możliwości, umożliwiając produkcję złożonych części, które w przeciwnym razie byłyby nieefektywne.
Niniejszy podręcznik oferuje inżynierom, projektantom i specjalistom ds. zaopatrzenia praktyczną wiedzę na temat tej potężnej technologii. Omówimy jej podstawowe mechanizmy, porównamy ją bezpośrednio z tłoczeniem progresywnym, zbadamy ekonomikę oprzyrządowania, udzielimy praktycznych porad dotyczących projektowania pod kątem możliwości produkcyjnych (DFM) i przedstawimy przykłady z prawdziwego świata. Celem jest dostarczenie informacji potrzebnych do tego, aby wiedzieć, kiedy i jak używać tłoczenia transferowego do realizacji najbardziej wymagających projektów, aby przekształcić potencjał projektowy w rzeczywiste, ekonomiczne komponenty.
Czym jest tłoczenie transferowe?
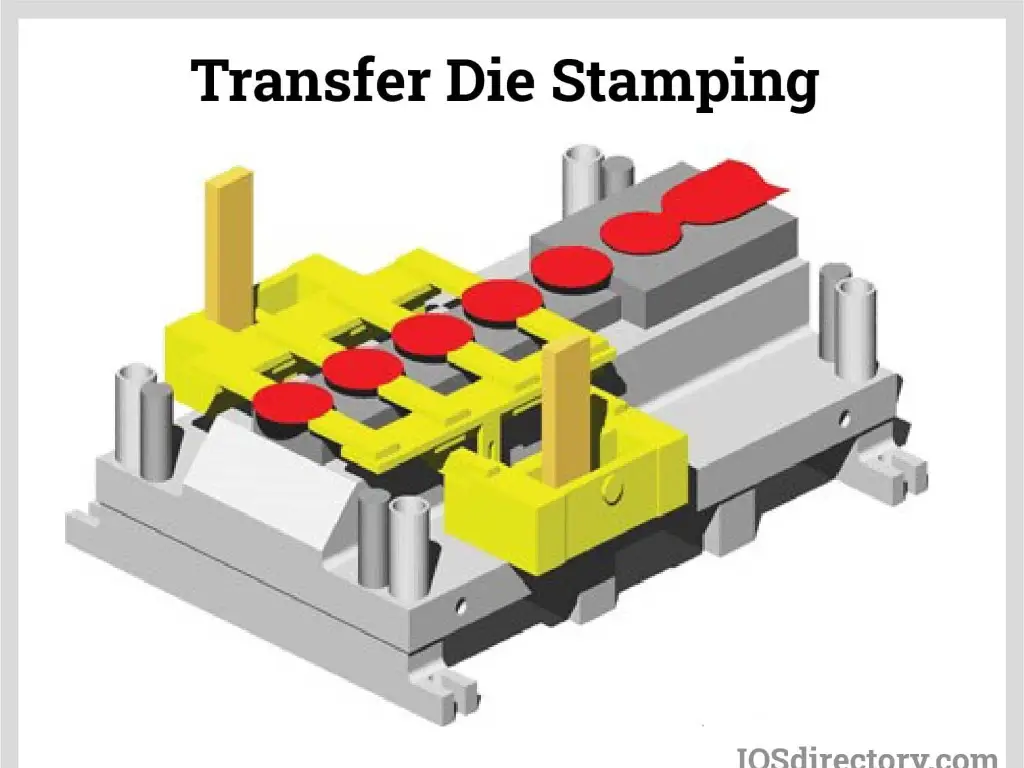
Źródło: IQSdirectory.com
Zasadniczo tłoczenie transferowe jest wieloetapowym procesem formowania metalu, w którym pojedynczy przedmiot obrabiany jest systematycznie przenoszony przez sekwencję stacji, z których każda wykonuje określoną operację, w celu wytworzenia gotowej części. Cechą odróżniającą ten proces od tłoczenia progresywnego jest to, że obrabiany przedmiot jest odcinany od taśmy materiału macierzystego na najwcześniejszym etapie procesu.
Ta pierwsza sekcja, znana jako półfabrykat, jest wykrawana z metalowej cewki, a następnie jest wolnym elementem. Nie musi już być przymocowany do taśmy nośnej. W grę wchodzi raczej złożony, skoordynowany system mechaniczny, zwany systemem przenoszenia. Seria szyn, chwytaków lub palców jest używana w tym systemie do podnoszenia półfabrykatu, przenoszenia go do następnej stacji, umieszczania go z dużą dokładnością i zwalniania. Matryca zamyka się, aby wykonać operację (taką jak rysowanie, przebijanie lub przycinanie), a gdy się otwiera, system przenoszenia natychmiast przenosi część do następnej stacji.
Wszystko to odbywa się w jednej prasie o dużej mocy, zwanej prasą transferową. Maszyny te są zaprojektowane specjalnie do tego procesu i zazwyczaj są to maszyny o dużych łożach z dużymi obszarami łoża, aby umożliwić wiele stacji matryc potrzebnych do wykonania kompletnej części. Jest to jak szybka, wysoce zautomatyzowana linia montażowa w ułamku przestrzeni pojedynczej maszyny, z surowym półfabrykatem wchodzącym na jednym końcu i złożoną, gotową częścią wychodzącą z drugiego. Jest to podstawowa zasada pracy z oddzielonym półfabrykatem, która otwiera główne zalety procesu w produkcji złożonych, głęboko tłoczonych części, których nie można wyprodukować w inny sposób w pojedynczej prasie.
Stemplowanie progresywne vs. transferowe: Co wybrać?
Wybór między tłoczeniem progresywnym a transferowym jest jedną z najważniejszych decyzji w planowaniu strategii produkcji części metalowych na dużą skalę. Optymalny wybór zależy całkowicie od geometrii części, wielkości produkcji, kosztu materiału i złożoności projektu. Ta sekcja zapewnia jasne ramy do podjęcia tej decyzji.
| Cecha | Tłoczenie transferowe | Progresywne tłoczenie matrycowe |
| Główny mechanizm | Część jest najpierw wycinana z taśmy materiału, a następnie indywidualnie przenoszona między stacjami za pomocą systemu transferu. | Część pozostaje przymocowana do taśmy nośnej i przesuwa się wraz z nią przez wszystkie stacje. |
| Złożoność części | Idealny do części 3D. Doskonała do głębokiego rysowania kształtów i złożonych geometrii wymagających dostępu 360°. | Najlepszy do płaskich części. Nadaje się do komponentów z prostszymi zagięciami i formami ograniczonymi przez taśmę nośną. |
| Głębokie rysowanie | Superior. Swobodnie unosząca się część pozwala na nieograniczony przepływ materiału, umożliwiając bardzo głębokie tłoczenie z równymi ściankami. | Ograniczony. Dołączona taśma nośna ogranicza przepływ materiału, ograniczając głębokość tłoczenia i ryzykując pęknięcia. |
| Wykorzystanie materiałów | Wysoki. Eliminuje odpady taśmy nośnej. Półfabrykaty można efektywnie zagnieżdżać, aby zminimalizować ilość odpadów. | Niżej. Sama taśma nośna staje się złomem, co może stanowić znaczną ilość odpadów materiałowych. |
| Prędkość biegu | Wolniejsze tempo. Typowe prędkości wynoszą 15-45 uderzeń na minutę ze względu na mechaniczne przenoszenie części. | Szybsze tempo. Ciągłe podawanie taśmy pozwala na uzyskanie bardzo wysokich prędkości, często przekraczających 100 uderzeń na minutę. |
| Oprzyrządowanie i koszty | Wysoki koszt początkowy. Matryce są złożone i modułowe. Prasa wymaga specjalistycznego systemu transferu. | Bardzo wysoki koszt początkowy. Matryce są często bardzo długimi, monolitycznymi i skomplikowanymi narzędziami. |
| Operacje w matrycy | Wysoka elastyczność. Łatwa integracja dodatkowych operacji, takich jak gwintowanie, spawanie i montaż. | Więcej ograniczeń. Obecność paska nośnego ogranicza rodzaj i umiejscowienie operacji dodatkowych. |
| Idealna objętość | Średni do wysokiego. Najlepszy dla rocznych wolumenów od 50 000 do ponad 2 000 000 części. | Od wysokiego do bardzo wysokiego. Najbardziej opłacalne w przypadku wolumenów 500 000+, gdzie prędkość równoważy straty materiałowe. |
Szczegółowa analiza kluczowych różnic
Geometria części i możliwość głębokiego tłoczenia:
Jest to prawdopodobnie najważniejszy czynnik wyróżniający. W przypadku tłoczenia transferowego, wykrojnik może być podnoszony, obracany i dowolnie manipulowany po jego zwolnieniu. Ta swoboda umożliwia matrycy tworzenie głębokich kształtów przypominających miseczki, ponieważ materiał może przepływać równomiernie ze wszystkich stron do wnęki matrycy. Z kolei matryca progresywna musi wyciągać materiał z boków części, która pozostaje na taśmie nośnej. Ograniczenie to zapobiega głębokiemu tłoczeniu, które często powoduje pęknięcia lub niedopuszczalne ścieńczenie ścianek. Gdy część jest wystarczająco głęboka, aby przekroczyć jej średnicę, lub ma złożone, nieliniowe cechy, jedynym rozwiązaniem może być tłoczenie transferowe.
Wykorzystanie materiałów i koszty:
Koszt materiału jest głównym czynnikiem determinującym cenę części w czasach wahań cen towarów. Charakter tłoczenia progresywnego polega na generowaniu złomu w postaci taśmy nośnej. W przypadku dużych ilości lub drogich materiałów, takich jak stal nierdzewna lub aluminium, odpady te mogą stanowić znaczny procent całkowitych kosztów. Tłoczenie transferowe eliminuje te odpady. Pierwsze półfabrykaty mogą być zagnieżdżone (wzorowane) na surowej cewce w sposób optymalizujący wykorzystanie materiału, a w niektórych przypadkach mogą zużywać o 20% lub więcej mniej surowca niż w przypadku progresywnego układu matryc. Pozwala to zaoszczędzić ogromne sumy pieniędzy w milionowym cyklu produkcyjnym.
Prędkość działania a całkowita przepustowość:
Chociaż prasy progresywne działają z większą liczbą uderzeń na minutę, jest to zwodnicza miara. Główną zaletą tłoczenia transferowego jest możliwość łączenia dodatkowych operacji. Gdy część tłoczona progresywnie wymaga dwóch lub trzech dodatkowych operacji obróbki lub montażu, całkowity czas realizacji i koszt na część może być znacznie wyższy niż w przypadku części tłoczonej transferowo, która opuszcza prasę w stanie gotowym. Wolniejsza prasa transferowa jest w stanie wykonać gotową część w jednej operacji, co eliminuje konieczność wykonywania kolejnych prac w toku, koszty pracy i kwestie kontroli jakości między stacjami.
Filozofia narzędzi i inwestycje:
Oba procesy wymagają znacznych inwestycji w oprzyrządowanie. Matryce mają jednak różny charakter. Matryce progresywne to zazwyczaj jeden ogromny i niezwykle skomplikowany kawałek stali. Gdy jedna ze stacji ulegnie uszkodzeniu, jej naprawa może być bardzo trudna i czasochłonna. Matryce transferowe składają się z kilku mniejszych, pojedynczych stacji zawartych w głównym zestawie matryc. Ta modułowość może czasami uprościć konstrukcję, modyfikację i naprawę. Złożoność samego systemu transferu i wysoka precyzja każdej niezależnej stacji są głównymi czynnikami wpływającymi na koszty oprzyrządowania transferowego.
Jak działa proces stemplowania transferowego krok po kroku
Aby docenić możliwości prasy transferowej, ważne jest zrozumienie liniowego przepływu operacji w prasie transferowej. Każdy ruch jest starannie skoordynowanym działaniem, zsynchronizowanym z otwarciem i zamknięciem prasy.
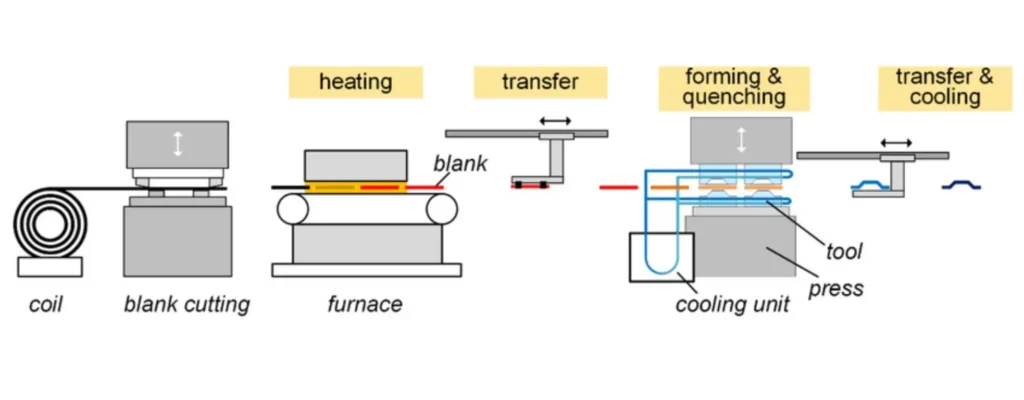
Źródło: tulingmetal.com
Krok 1: Podawanie i zaślepianie cewki
Zaczyna się od dużego zwoju surowego metalu, który może ważyć kilka ton. Ta cewka jest umieszczana na rozwijarce i podawana do przedniej części prasy transferowej. Pierwszy kształt części ("półfabrykat") jest wycinany z ciągłej taśmy na pierwszej stacji za pomocą wykrojnika. Jest to ostateczne połączenie części z cewką macierzystą. W niektórych przypadkach półfabrykaty są wykonywane w niezależnej operacji offline i układane w stosy, a następnie podawane do prasy przez układarkę.
Krok 2: Chwytanie półfabrykatu i podnoszenie części
Nowo wycięty półwyrób jest podnoszony z dolnej powierzchni matrycy przez zestaw podnośników części, gdy siłownik prasy przesuwa się w górę, otwierając matrycę. W tym samym czasie włącza się mechaniczny system przenoszenia. Dwie szyny biegnące wzdłuż matrycy przesuwają się do wewnątrz, a seria palców lub chwytaków na szynach mocno zaciska się na krawędziach półfabrykatu.
Krok 3: Transfer do następnej stacji
Gdy półfabrykat jest zablokowany w miejscu, cały zespół szyny transferowej podnosi go pionowo, przesuwa poziomo do następnej stacji, a następnie upuszcza z niezwykłą precyzją na lokalizatory następnej matrycy. Następnie palce upuszczają część, a szyny wracają do pozycji wyjściowej, a wszystko to zanim suwak prasy rozpocznie swój skok w dół. Cały ten ruch powinien zostać wykonany w ułamku sekundy.
Krok 4: Wielostanowiskowe procesy formowania
Sekcja porusza się w sekwencji kolejnych stacji, z których każda jest ustawiona do wykonywania określonej operacji formowania. Kolejność sekwencji jest dobrze zaprojektowana, aby stopniowo formować część bez przeciążania materiału. Typowe operacje to:
- Rysunek: Kształtowanie części do pierwszego głębokiego kształtu przypominającego miseczkę poprzez wciśnięcie półfabrykatu do wnęki matrycy.
- Przycinanie: Usuwanie dodatkowego materiału na kołnierzu części po narysowaniu.
- Piercing: Wykrawanie otworów, szczelin lub innych cech w części.
- Kołnierz: Zakrzywienie krawędzi elementu w celu utworzenia kołnierza.
- Restriking / Coining: Końcowy proces tłoczenia w celu uzyskania ścisłych tolerancji, wyostrzenia cech lub nadania określonego wykończenia powierzchni.
Krok 5: Integracja operacji drugorzędnych
W tych stacjach matryce transferowe mogą obejmować zaawansowane operacje wtórne. Głowica gwintująca może zostać dodana w celu wykonania otworów gwintowanych, mała jednostka spawalnicza może dodać nakrętkę lub wspornik, a zautomatyzowany system może dodać część z tworzywa sztucznego lub gumy. Ta dogłębna integracja stanowi ogromną wartość dodaną, która integruje łańcuch dostaw i upraszcza produkcję.
Krok 6: Ostateczny wyrzut
Gdy stacja końcowa wykona swoje zadanie, ukończona część jest ponownie chwytana przez system przenoszenia i umieszczana na przenośniku taśmowym lub bezpośrednio w kontenerze transportowym, a część opuszcza prasę jako kompletna i często w pełni zmontowana część.
Kluczowe korzyści dla złożonych części metalowych
Złożona procedura opisana powyżej jest przekształcana w potężną kombinację zalet, zwłaszcza jeśli chodzi o komponenty, które znajdują się na granicy konwencjonalnego tłoczenia. Korzyści te rozwiązują jednocześnie problemy projektowe, kosztowe i jakościowe.
Lepsze możliwości głębokiego rysowania
Jest to cecha charakterystyczna tłoczenia transferowego. Wykrój nie jest związany, więc materiał może przepływać do wnęki matrycy w dowolnym kierunku. Umożliwia to produkcję bardzo głębokich sekcji o gładkich i jednolitych grubościach ścianek i niewielkiej koncentracji naprężeń w narożnikach. W przypadku części takich jak kanistry wysokociśnieniowe, miski olejowe silnika lub zlewozmywaki kuchenne, w których głębokość i integralność strukturalna są krytyczne, tłoczenie transferowe jest nie tylko opcją, ale często jedynym procesem produkcji na dużą skalę.
Zoptymalizowane wykorzystanie materiałów i oszczędność kosztów
Tłoczenie transferowe bezpośrednio uderza w jedno z największych źródeł odpadów produkcyjnych, eliminując taśmę nośną. Zdolność do zagnieżdżania półfabrykatów w sposób rozłożony lub obrócony na surowej cewce może radykalnie zwielokrotnić liczbę części produkowanych na tonę metalu. W projektach obejmujących kosztowne stopy, takie jak stal nierdzewna, aluminium lub mosiądz, oszczędności w zakresie samych materiałów mogą zwrócić koszt oprzyrządowania transferowego, co skutkuje zmniejszeniem kosztu jednostkowego i bardziej przyjaznym dla środowiska śladem produkcyjnym.
Większa swoboda projektowania i złożoność części
Istnienie taśmy nośnej nie ogranicza już inżynierów. Elementy mogą być dodawane w dowolnej orientacji z 360-stopniowym dostępem do części na każdej stacji. Są to otwory boczne, podcięcia, kołnierze kątowe i skomplikowane kontury powierzchni. Tłoczenie transferowe daje projektantom możliwość projektowania bardziej funkcjonalnych, zintegrowanych i estetycznie dopracowanych części, które w przeciwnym razie wymagałyby wielu części i kosztownych procesów montażowych.
Integracja procesów produkcyjnych
Możliwość wykonywania procesów wtórnych, takich jak gwintowanie, spawanie, nitowanie i montaż w samej matrycy, zmienia zasady gry w zakresie upraszczania łańcucha dostaw. Proces, który mógł wymagać czterech lub pięciu etapów produkcji (tłoczenie, gratowanie, transport, gwintowanie, kontrola) może być teraz wykonany w jednym kroku. Znacząco zmniejsza to zapasy produkcji w toku (WIP), eliminuje koszty obsługi materiałów, skraca całkowity czas realizacji produkcji i eliminuje możliwość wystąpienia wad jakościowych między różnymi komórkami produkcyjnymi.
Lepsza jakość i spójność części
Ponieważ każda stacja w matrycy transferowej wykonuje tylko kilka operacji na wolnostojącej części, można ją zoptymalizować bez żadnych kompromisów. Ten dedykowany proces, w połączeniu z dokładnością umieszczania części na każdym etapie, prowadzi do wyjątkowej powtarzalności wymiarowej, doskonałego wykończenia powierzchni i lepszej ogólnej spójności między częściami w całym cyklu produkcyjnym milionów części.
Wewnątrz matrycy transferowej: oprzyrządowanie, koszt i żywotność
Matryca transferowa to cud inżynierii mechanicznej, wielotonowa, wysoce precyzyjna maszyna, która przyjmuje założenia projektowe i przekształca je w fizyczną część. Ważne jest, aby zrozumieć, jak jest zbudowana, ile kosztuje i jaki jest jej cykl życia dla każdej organizacji, która zamierza wykorzystać tę technologię.
Matryca transferowa nie jest blokiem stali, ale kompleksem bardzo precyzyjnych części, które działają razem. Główne punkty to:
- Zestaw matryc: Podstawa narzędzia, górne i dolne buty, do których przymocowane są wszystkie inne części i które są wkładane do prasy.
- Kołki prowadzące i tuleje: Są one używane do upewnienia się, że górna i dolna połowa matrycy są idealnie wyrównane podczas zamykania, co jest niezbędne do utrzymania tolerancji w tysięcznych częściach cala.
- Tworzenie stacji: Stacja składa się z własnych stempli (męska część narzędzia, która formuje część) i wgłębień lub przycisków matryc (część żeńska).
- Cięcie i przycinanie sekcji: Są one wykonane z hartowanej stali narzędziowej i służą do wykonywania otworów i kształtowania ostatecznego obwodu części. Ich boki powinny być ostre jak brzytwa.
- Krzywki i prowadnice: Skomplikowane zespoły mechaniczne do obsługi narzędzi pod kątem do skoku prasy, umożliwiające takie funkcje, jak otwory boczne lub kołnierze kątowe.
- Podnośniki, ściągacze i podkładki: Części te są używane do pozycjonowania części w matrycy, podnoszenia jej w celu przeniesienia i zdejmowania ze stempli po uformowaniu.
- Elementy zużywające się: Komponenty, które są narażone na największe naprężenia i tarcie, to krawędzie tnące, stemple formujące, wkładki matryc i chwytaki systemu przenoszenia. Są one wymienne.
Zaprojektowanie i zbudowanie takiego narzędzia jest kosztowną inwestycją kapitałową, często kosztującą setki tysięcy, a nawet miliony dolarów. Koszt zależy od wielkości części, jej złożoności, liczby stacji i wymaganej precyzji. Wiele z tych czynników kosztowych jest bezpośrednio związanych z konstrukcją i rozmieszczeniem narzędzi. elementy matryc do tłoczenia. Ta początkowa wysoka inwestycja sprawia, że żywotność i długoterminowy koszt posiadania narzędzia stają się głównym problemem.
Maksymalizacja zwrotu z inwestycji w oprzyrządowanie dzięki niestandardowym komponentom zamiennym
Wysoki koszt początkowy matrycy transferowej oznacza, że wydłużenie jej żywotności jest ważnym celem ekonomicznym. Prasa, która stoi bezczynnie z powodu zepsutego narzędzia jest niezwykle kosztowna. Najczęstszym źródłem przestojów i pogorszenia jakości jest zużycie i awaria krytycznych komponentów o wysokim kontakcie. Chociaż producenci oryginalnego sprzętu (OEM) mogą zapewnić standardowe zamienniki, bardziej strategicznym i opłacalnym rozwiązaniem jest współpraca ze specjalistą w zakresie niestandardowych komponentów precyzyjnych. Takie podejście zmienia nacisk na zwykłą naprawę na aktywne zwiększanie wydajności i zarządzanie cyklem życia.
Na tym właśnie opieramy naszą ponad 30-letnią reputację U-Need. Wiemy, że matryca transferowa jest strategicznym zasobem, a naszą misją jest maksymalizacja zwrotu z inwestycji.
Dokładność na odległość:
Komponent zastępczy może być tak dobry, jak precyzyjny. Każda modyfikacja oryginalnej specyfikacji może wpłynąć na jakość części i zwiększyć zużycie innych części. Dzięki połączeniu światowej klasy sprzętu, takiego jak japońskie tokarki Takisawa, szwajcarskie elektrodrążarki drutowe GF AgieCharmille i optyczne szlifierki krzywoliniowe PG, jesteśmy w stanie utrzymać tolerancje tak wąskie jak +/- 0,001 mm (1 mikron), co jest o 90 procent lepsze niż większość standardów branżowych. W przypadku ultraprecyzyjnych narzędzi, takich jak te stosowane w przemyśle półprzewodników, nasz proces szlifowania PG jest w stanie tworzyć elementy o promieniu naroża 0,02 mm. Ta precyzja oznacza, że nasze części zamienne idealnie pasują do obecnego oprzyrządowania, przywracając pierwotną wydajność i powtarzalność.
Trwałość dzięki zastosowaniu wysokiej jakości materiałów i procesów:
Części OEM są często ukierunkowane na koszty. Projektujemy z myślą o trwałości U-Need. Dysponujemy kadrą ponad 20 inżynierów, którzy mają średnio 15 lat doświadczenia i mogą ocenić tryby awarii komponentów oraz zasugerować ulepszenia materiałów lub procesów. Możemy produkować części zamienne, które działają znacznie dłużej niż oryginalne, po prostu używając węglika wolframu wyższej jakości zamiast standardowej stali narzędziowej lub wysokowydajnego polimeru, takiego jak PEEK, zamiast części z tworzywa sztucznego OEM. Posiadamy szeroką ofertę materiałów, obejmującą ponad 5 rodzajów metali (stal szybkotnąca, aluminium, węglik wolframu) i 12 precyzyjnych tworzyw sztucznych, a także ponad 20 metod obróbki powierzchni (takich jak PVD lub twarde chromowanie) w celu dalszego zwiększenia odporności na zużycie i zminimalizowania tarcia.
Ekonomiczna i poważna minimalizacja przestojów:
Ekonomia ma sens. Zamiast ponosić astronomiczne koszty nowego zestawu matryc, wymieniasz tylko niezbędne części zużywające się. To jest nasza propozycja wartości. Dodajemy do tego niezrównaną szybkość reakcji. Dysponujemy elastycznymi liniami produkcyjnymi wspieranymi przez cyfrowe zarządzanie procesami, co pozwala nam zapewnić czas realizacji zamówień awaryjnych na poziomie 3-5 dni, a standardową dostawę w ciągu 7-15 dni. Ten szybki czas realizacji sprawia, że prasa szybciej wraca do pracy, zamieniając kosztowny czas przestoju w opłacalny czas produkcji. Jesteśmy idealnie przygotowani do obsługi napraw awaryjnych, a także proaktywnych, niskonakładowych programów magazynowych z certyfikowanym MOQ wynoszącym tylko jedną sztukę.
Kompleksowy partner w zakresie narzędzi i sprzętu:
Dzięki doświadczeniu zdobytemu u ponad 300 klientów w ponad 20 krajach specjalizujemy się w najważniejszych komponentach, które spełniają 60-70% przeciętnych wymagań dotyczących komponentów form. Mamy wskaźnik kwalifikacji 99,3% i certyfikowane procesy ISO 9001: 2015, które zapewniają najwyższy spokój ducha. Co więcej, nie poprzestajemy tylko na matrycach. Produkujemy również specjalne części linii pras, np. specjalne chwytaki, lokalizatory lub wsporniki czujników. Gwarantuje to płynną łączność i stabilne funkcjonowanie całego środowiska produkcyjnego, w tym oprzyrządowania i automatyki.
Wytyczne dotyczące projektowania pod kątem możliwości produkcyjnych (DFM)
Ważne jest, aby zaprojektować część z uwzględnieniem procesu produkcyjnego, aby kontrolować koszty i osiągnąć wysoką jakość. Wytyczne DFM, które są specyficzne dla tłoczenia matrycowego, są następujące. Postępując zgodnie z nimi, można uzyskać mocniejszy, bardziej niezawodny i tańszy komponent.
- Przyjęcie dużych promieni: Ostre narożniki wewnętrzne są obszarami wysokiej koncentracji naprężeń. Mogą one powodować pęknięcia podczas rysowania. Zasadniczo promienie narożników wewnętrznych powinny być co najmniej tak duże, jak grubość materiału, a najlepiej 3-4 razy większe, aby uniknąć problemów.
- Konstrukcja zapewniająca jednolitą grubość ścianki: Chociaż tłoczenie transferowe jest bardzo dobre w przypadku głębokiego tłoczenia, materiał będzie miał tendencję do przerzedzania się podczas rozciągania. Należy unikać projektów, które powodują nadmierne różnice w grubości ścianek. Sprawdź ze swoim partnerem w zakresie tłoczenia, gdzie najbardziej prawdopodobne jest przerzedzenie i odpowiednio ustaw tolerancje funkcjonalne projektu.
- Dziura w umyśle i rozmieszczenie funkcji: Otwory, które są przebijane, muszą być umieszczone w bezpiecznej odległości od krawędzi części i innych elementów. Dobrą zasadą jest utrzymywanie krawędzi otworu w odległości co najmniej 1,5 do 2 razy większej niż grubość materiału od zagięcia lub krawędzi. Gdy znajdują się zbyt blisko, mogą się zniekształcać i powodować powstawanie zadziorów.
- Dowiedz się, jak rysować współczynniki: W przypadku części cylindrycznych ważnym parametrem jest współczynnik ciągnienia (stosunek wysokości ciągnionego kubka do jego średnicy). Pojedyncza stacja ciągnienia jest zwykle w stanie osiągnąć stosunek od 1,5:1 do 2:1. Większe głębokości ciągnienia wymagają kilku stacji ciągnienia, co zwiększa koszty oprzyrządowania.
- Tolerancje: Tolerancje mogą być bardzo wąskie w tłoczeniu transferowym, ale każde miejsce po przecinku jest droższe. Należy krytycznie przeanalizować projekt i stosować wąskie tolerancje tylko tam, gdzie są one niezbędne do wykonania danej funkcji. W przypadku elementów niekrytycznych należy stosować bardziej liberalne tolerancje standardowe, aby uprościć oprzyrządowanie i obniżyć koszty.
- Zachowaj prostotę tam, gdzie to możliwe: Proces ten może być bardzo złożony, ale prostsze komponenty są zawsze tańsze i szybsze w produkcji. Poszukaj sposobów na usunięcie niepotrzebnych elementów lub zintegrowanie kilku komponentów w jednym wytłoczonym elemencie, aby w pełni wykorzystać możliwości technologii.
- Wczesne i częste konsultacje: Najlepszą strategią DFM jest zaangażowanie partnera produkcyjnego na jak najwcześniejszym etapie procesu projektowania. Wykwalifikowany inżynier oprzyrządowania będzie w stanie przekazać bezcenne informacje zwrotne, które pozwolą zaoszczędzić wiele czasu i pieniędzy w przyszłości.
Typowe zastosowania i obsługiwane branże
Unikalne możliwości tłoczenia transferowego sprawiły, że stało się ono niezastąpione w wielu branżach, w których złożoność części, wytrzymałość i koszty są czynnikami krytycznymi.
Motoryzacja
Przemysł motoryzacyjny jest największym użytkownikiem tłoczenia transferowego. Proces ten jest niezbędny do produkcji elementów konstrukcyjnych, które są zarówno mocne, jak i lekkie, a także złożonych obudów.
- Zastosowania: Miski olejowe silnika, miski skrzyni biegów, słupki A/B/C, belki poprzeczne, elementy zawieszenia, osłony termiczne i części układu wydechowego.
- Dlaczego tłoczenie transferowe? Możliwość głębokiego tłoczenia jest idealna dla patelni i obudów, podczas gdy zdolność do formowania stali o wysokiej wytrzymałości w złożone kształty ma kluczowe znaczenie dla elementów konstrukcyjnych związanych z bezpieczeństwem.

Urządzenie
Urządzenia gospodarstwa domowego polegają na tłoczeniu transferowym zarówno elementów funkcjonalnych, jak i kosmetycznych, zwłaszcza tych wymagających głębokiego tłoczenia i wysokiej jakości wykończenia powierzchni z materiałów takich jak stal nierdzewna.
- Zastosowania: Bębny pralek, obudowy lodówek i sprężarek HVAC, wykładziny zamrażarek, zlewozmywaki kuchenne i wnęki kuchenek mikrofalowych.
- Dlaczego tłoczenie transferowe? Jest to jedyna wysokonakładowa metoda produkcji głębokich, bezszwowych form wymaganych dla tych produktów przy jednoczesnym zachowaniu docelowych kosztów.

Przemysłowe i komercyjne
Sektor ten wykorzystuje tłoczenie transferowe do produkcji różnych trwałych obudów i kanistrów, które muszą być odporne na ciśnienie i trudne warunki środowiskowe.
- Zastosowania: Kanistry gaśnic, obudowy zbiorników ciśnieniowych, obudowy silników elektrycznych, membrany hamulców pneumatycznych i obudowy filtrów przemysłowych.
- Dlaczego tłoczenie transferowe? Proces ten zapewnia wyjątkową wytrzymałość i integralność w zastosowaniach zawierających ciśnienie oraz zapewnia złożone kształty potrzebne do obudów urządzeń.
Hydraulika i sprzęt
Wiele typowych elementów hydraulicznych i sprzętowych korzysta z możliwości formowania i wykończenia, jakie zapewnia tłoczenie transferowe.
- Zastosowania: Korpusy kranów, obudowy zaworów, głowice prysznicowe i głęboko tłoczone powłoki dekoracyjne do okuć.
- Dlaczego tłoczenie transferowe? Pozwala to na tworzenie bezszwowych, szczelnych korpusów i zapewnia doskonałą powierzchnię do późniejszych operacji powlekania lub polerowania.
Czy tłoczenie transferowe jest odpowiednie dla Twojego projektu?
Dowiedziałeś się, czym jest tłoczenie transferowe, jak wypada w porównaniu z tłoczeniem progresywnym i gdzie leżą jego mocne strony. Teraz ostatnie pytanie brzmi, czy jest on zgodny z konkretnymi potrzebami twojego projektu. Skorzystaj z poniższej listy kontrolnej jako ostatecznego narzędzia oceny.
Jeśli dana część i plan produkcji spełniają co najmniej trzy z tych kryteriów, tłoczenie transferowe powinno być brane pod uwagę w pierwszej kolejności:
- Geometria głębokiego rysunku: Czy głębokość części jest większa niż jej średnica lub czy ma ona znaczący, głęboko tłoczony kształt?
- Wysoka złożoność części: Czy projekt zawiera elementy na wielu powierzchniach, otwory boczne lub złożone kontury 3D?
- Produkcja od średniej do wysokiej Objętość: Czy oczekiwana roczna wielkość produkcji wynosi od 50 000 do 2 000 000 sztuk?
- Kluczową rolę odgrywają koszty materiałów: Czy część jest wykonana z dużego półfabrykatu lub drogiego materiału, w przypadku którego minimalizacja ilości odpadów ma kluczowe znaczenie dla osiągnięcia docelowych kosztów?
- Potrzeba In-Die Drugorzędny Operacje: Czy można uprościć proces i obniżyć koszty poprzez integrację gwintowania, montażu lub spawania w matrycy?
- Obecnie używa wielu operacji: Czy obecny proces produkcji części obejmuje wiele etapów (np. tłoczenie, obróbka, montaż)?
Ocena tych czynników jest pierwszym krokiem. W przypadku szczegółowej analizy konkretnego projektu nieocenione są wskazówki ekspertów. Zespół inżynierów w U-NeedDzięki ponad 15-letniemu średniemu doświadczeniu możemy zapewnić niezobowiązujący przegląd techniczny projektu w celu określenia jego przydatności do tłoczenia transferowego i zbadania, w jaki sposób nasze niestandardowe komponenty narzędziowe mogą zmaksymalizować zwrot z inwestycji w produkcję.
Skontaktuj się z nami już dziś, aby omówić swój projekt lub prześlij rysunek, aby otrzymać bezpłatną, fachową wycenę w ciągu 24 godzin.



