Lo stampaggio a trasferta è un processo complesso progettato per produrre pezzi di volume elevato e geometrie complesse o di elevata profondità nella produzione di metalli ad alto volume. A differenza dello stampaggio progressivo, in cui un pezzo è ancora collegato a un nastro portante, lo stampaggio per trasferimento utilizza uno spezzone separato. Questa differenza apre nuove possibilità, consentendo la produzione di pezzi complessi che altrimenti sarebbero inefficienti da realizzare.
Questo manuale offre a ingegneri, progettisti e professionisti del sourcing una conoscenza pratica di questa potente tecnologia. Ne discutiamo i meccanismi fondamentali, la contrapponiamo direttamente allo stampaggio progressivo, esaminiamo l'economia dell'attrezzaggio, forniamo consigli pratici sulla progettazione per la producibilità (DFM) e presentiamo esempi reali. L'obiettivo è fornire le informazioni necessarie per sapere quando e come utilizzare lo stampaggio per trasferimento per soddisfare i progetti più impegnativi, per trasformare il potenziale di progettazione in componenti effettivi ed economici.
Che cos'è la fustellatura a trasferimento?
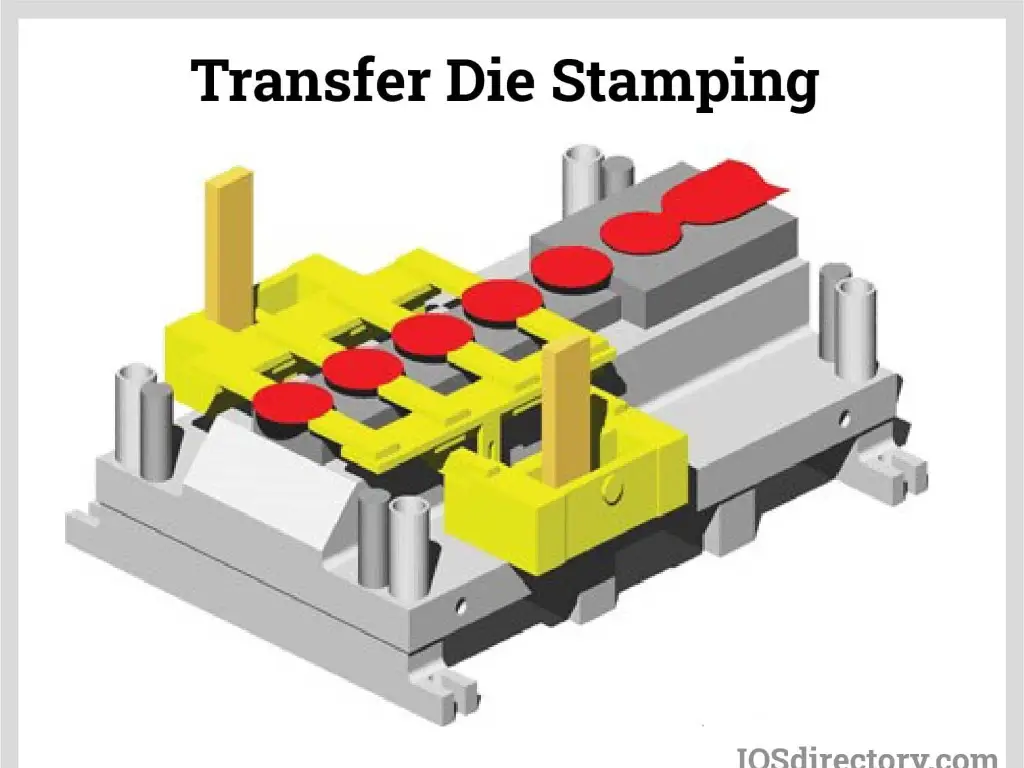
Fonte: IQSdirectory.com
In sostanza, lo stampaggio a trasferimento è un processo di formatura dei metalli a più stadi in cui un singolo pezzo viene sistematicamente trasferito attraverso una sequenza di stazioni, ognuna delle quali esegue una determinata operazione, per produrre un pezzo finito. La caratteristica che la differenzia dallo stampaggio progressivo è che il pezzo viene tagliato dalla striscia di materiale madre nella fase iniziale del processo.
Questa prima sezione, nota come grezzo, viene punzonata da una bobina di metallo ed è quindi un agente libero. Non deve più essere attaccato a un nastro portante. Entra invece in gioco un sistema meccanico complesso e coordinato, chiamato sistema di trasferimento. Una serie di binari, pinze o dita viene utilizzata per prelevare il fustellato, trasferirlo alla stazione successiva, posizionarlo con elevata precisione e rilasciarlo. Lo stampo si chiude per eseguire un'operazione (come l'imbutitura, la foratura o la rifilatura) e quando si apre il sistema di trasferimento sposta immediatamente il pezzo alla stazione successiva.
Tutto questo avviene in un'unica pressa di grande potenza, chiamata pressa transfer. Queste macchine sono progettate specificamente per questo processo e di solito sono macchine a letto grande con ampie superfici per consentire le numerose stazioni di stampaggio necessarie per realizzare un pezzo completo. È come una catena di montaggio ad alta velocità e altamente automatizzata in una frazione dello spazio di una singola macchina, con un pezzo grezzo che entra da una parte e un pezzo complesso e finito che esce dall'altra. Questa è la regola di base del lavoro con uno spezzone separato, che apre i principali vantaggi del processo nella produzione di pezzi complessi e imbutiti che non potrebbero essere prodotti altrimenti in una singola pressa.
Stampaggio progressivo o a trasferimento: Quale scegliere?
La scelta tra stampaggio progressivo e transfer è una delle decisioni più critiche nella pianificazione di una strategia di produzione di pezzi metallici in grandi volumi. La scelta ottimale dipende interamente dalla geometria del pezzo, dal volume di produzione, dal costo del materiale e dalla complessità del progetto. Questa sezione fornisce un quadro chiaro per prendere questa decisione.
| Caratteristica | Stampaggio a trasferimento | Stampaggio progressivo |
| Meccanismo centrale | Il pezzo viene prima tagliato dalla striscia di materiale e poi spostato individualmente tra le stazioni mediante un sistema di trasferimento. | Il pezzo rimane attaccato a un nastro portante e avanza con il nastro attraverso tutte le stazioni. |
| Parte Complessa | Ideale per le parti 3D. Eccellente per forme profonde e geometrie complesse che richiedono un accesso a 360°. | Ideale per le parti più piatte. Adatta per componenti con curve e forme più semplici, vincolate dal nastro portante. |
| Disegno profondo | Superiore. La parte flottante consente un flusso di materiale illimitato, permettendo di ottenere estrazioni molto profonde con pareti uniformi. | Limitato. La striscia portante attaccata limita il flusso del materiale, limitando la profondità di estrazione e rischiando fratture. |
| Utilizzo del materiale | Alto. Elimina gli scarti dei nastri portanti. I nastri possono essere annidati in modo efficiente per ridurre al minimo gli scarti. | Più basso. Il nastro portante stesso diventa uno scarto, che può rappresentare un notevole spreco di materiale. |
| Velocità di esecuzione | Ritmo più lento. La velocità tipica è di 15-45 colpi al minuto, grazie al trasferimento meccanico dei pezzi. | Ritmo più veloce. L'alimentazione continua dei nastri consente di raggiungere velocità molto elevate, spesso superiori a 100 corse al minuto. |
| Utensili e costi | Costo iniziale elevato. Gli stampi sono complessi e modulari. La pressa richiede un sistema di trasferimento specializzato. | Costo iniziale molto elevato. Gli stampi sono spesso strumenti estremamente lunghi, monolitici e intricati. |
| Operazioni In-Die | Altamente flessibile. Integra facilmente operazioni secondarie come maschiatura, saldatura e assemblaggio. | Più ristretto. La presenza della striscia portante limita il tipo e il posizionamento delle operazioni secondarie. |
| Volume ideale | Medio-alto. Ideale per volumi annuali da 50.000 a 2.000.000 di pezzi. | Da alto a molto alto. Più conveniente per volumi superiori a 500.000 unità, dove la velocità compensa lo spreco di materiale. |
Analisi approfondita delle principali differenze
Geometria dei pezzi e capacità di imbutitura:
Questo è probabilmente il fattore distintivo più importante. Nella tranciatura per trasferimento, lo spezzone può essere sollevato, ruotato e manipolato a piacimento dopo il rilascio. Questa libertà consente allo stampo di realizzare forme a coppa profonde, poiché il materiale può fluire uniformemente su tutti i lati nella cavità dello stampo. Uno stampo progressivo, invece, deve estrarre il materiale dai lati del pezzo che rimane sul nastro portante. Questa limitazione impedisce le trafile profonde, che spesso causano fratture o assottigliamenti inaccettabili delle pareti. Quando il pezzo ha una profondità superiore al suo diametro o presenta caratteristiche complesse e non lineari, lo stampaggio per trasferimento può essere l'unica soluzione.
Uso e costo dei materiali:
Il costo dei materiali è un fattore determinante per il prezzo dei pezzi in un periodo di fluttuazione dei prezzi delle materie prime. La natura dello stampaggio progressivo è quella di generare scarti sotto forma di nastro portante. Questo scarto può rappresentare una percentuale significativa del costo totale in grandi quantità o in materiali costosi come l'acciaio inossidabile o l'alluminio. Lo stampaggio per trasferimento elimina questo scarto. I primi grezzi possono essere annidati (modellati) sulla bobina grezza in modo da ottimizzare l'utilizzo del materiale e, in alcuni casi, possono utilizzare il 20% o più di materia prima in meno rispetto a un layout di stampo progressivo. Ciò consente di risparmiare enormi quantità di denaro su una produzione di milioni di pezzi.
Velocità di esecuzione rispetto al throughput totale:
Anche se le presse progressive funzionano con un numero maggiore di colpi al minuto, si tratta di una misura ingannevole. Il vantaggio principale dello stampaggio per trasferimento è la possibilità di combinare operazioni secondarie. Quando un pezzo stampato progressivamente necessita di due o tre lavorazioni aggiuntive o di operazioni di assemblaggio, il tempo di consegna complessivo e il costo per pezzo possono risultare molto più elevati rispetto a un pezzo stampato per trasferimento che lascia la pressa finito. La pressa transfer più lenta è in grado di produrre un pezzo finito in un'unica manipolazione, eliminando così il lavoro in corso a valle, i costi di manodopera e i problemi di controllo qualità tra le stazioni.
Filosofia degli utensili e investimenti:
I due processi comportano investimenti significativi in utensili. Gli stampi, tuttavia, sono di natura diversa. Gli stampi progressivi sono di solito un unico pezzo di acciaio enorme ed estremamente complesso. Quando una delle stazioni si rompe, la riparazione può essere molto difficile e lunga. Gli stampi di trasferimento sono costituiti da diversi stampi più piccoli, a stazione singola, contenuti in un set di stampi master. Questa modularità può occasionalmente rendere più semplice la costruzione, la modifica e la riparazione. La complessità del sistema di trasferimento stesso e l'alta precisione di ogni stazione indipendente sono i principali fattori di costo degli stampi di trasferimento.
Come funziona il processo di timbro a trasferta passo dopo passo
Per apprezzare le capacità di una pressa transfer, è importante comprendere il flusso lineare delle operazioni in una pressa transfer. Ogni movimento è un'azione accuratamente coordinata, sincronizzata con l'apertura e la chiusura della pressa.
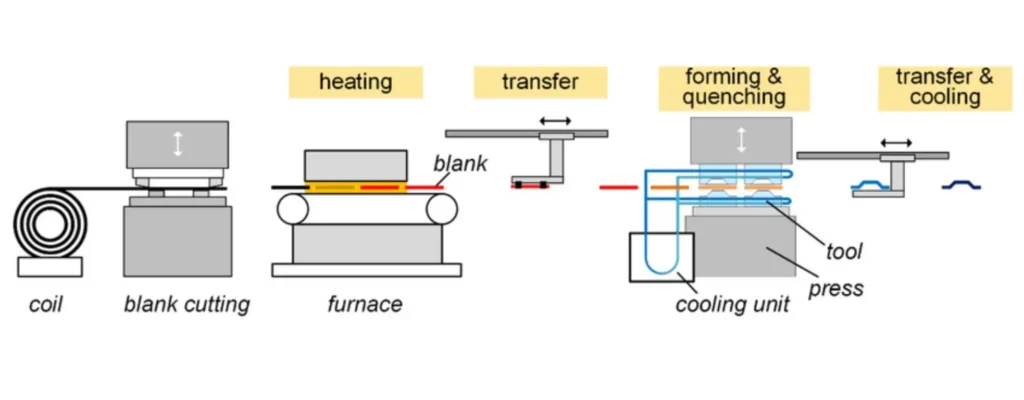
Fonte: tulingmetal.com
Fase 1: alimentazione e tranciatura delle bobine
Si parte da un grosso rotolo di metallo grezzo che può pesare diverse tonnellate. Questo coil viene messo su un aspo e alimentato nella parte anteriore della pressa transfer. La prima forma del pezzo (lo "spezzone") viene tagliata dal nastro continuo nella primissima stazione da uno stampo di tranciatura. Questo è il collegamento finale del pezzo alla bobina madre. In alcuni casi, gli spezzoni vengono prodotti in un'operazione offline indipendente, impilati e alimentati nella pressa attraverso un disimpilatore.
Fase 2: presa del pezzo grezzo e sollevamento del pezzo
Il pezzo grezzo appena tagliato viene sollevato dalla superficie inferiore dello stampo da una serie di sollevatori di pezzi mentre la slitta della pressa si sposta verso l'alto, aprendo lo stampo. Allo stesso tempo, viene attivato il sistema di trasferimento meccanico. Due binari che corrono lungo lo stampo si spostano verso l'interno e una serie di dita o pinze sui binari blocca saldamente i bordi dello spezzone.
Fase 3: trasferimento alla stazione successiva
Quando il pezzo grezzo è bloccato in posizione, l'intero gruppo di guide di trasferimento lo preleva verticalmente, lo sposta orizzontalmente alla stazione successiva e lo lascia cadere, con estrema precisione, sui localizzatori della matrice successiva. Le dita lasciano quindi cadere il pezzo e le rotaie si riportano nella posizione iniziale, il tutto prima che la slitta della pressa abbia iniziato la sua corsa verso il basso. Tutto questo movimento deve avvenire in una frazione di secondo.
Fase 4: Processi di formatura a più stazioni
La sezione si muove in una sequenza di stazioni successive, ciascuna delle quali è impostata per eseguire una particolare operazione di formatura. L'ordine della sequenza è ben studiato per formare il pezzo gradualmente senza sovraccaricare il materiale. Le operazioni tipiche sono:
- Disegno: Modellazione del pezzo nella prima forma a coppa profonda, forzando il pezzo grezzo in una cavità dello stampo.
- Rifinitura: Rimozione del materiale in eccesso sulla flangia del pezzo dopo il disegno.
- Piercing: Punzonatura di fori, fessure o altre caratteristiche nel pezzo.
- Flangiatura: Curvare i bordi del pezzo per formare una flangia.
- Restrizione / Coniatura: Un processo di stampaggio finale per ottenere tolleranze strette, affilare caratteristiche o dare una particolare finitura superficiale.
Fase 5: Integrazione del funzionamento secondario
In queste stazioni, gli stampi di trasferimento possono includere operazioni secondarie avanzate. Si può aggiungere una testa di maschiatura per realizzare fori filettati, una piccola unità di saldatura per aggiungere un dado o una staffa, oppure un sistema automatizzato per aggiungere una parte in plastica o in gomma. Questa integrazione profonda è un enorme valore aggiunto, che integra la catena di fornitura e semplifica la produzione.
Fase 6: espulsione finale
Una volta che la stazione finale ha fatto il suo lavoro, il pezzo completato viene nuovamente afferrato dal sistema di trasferimento e depositato su un nastro trasportatore o direttamente in un contenitore di spedizione, e il pezzo esce dalla pressa come un pezzo completo, e spesso completamente assemblato.
Vantaggi principali per le parti metalliche complesse
La complessa procedura sopra descritta si trasforma in una potente combinazione di vantaggi, soprattutto quando si tratta di componenti che sono al limite dello stampaggio convenzionale. Questi vantaggi risolvono contemporaneamente i problemi di progettazione, costo e qualità.
Migliori capacità di imbutitura
Questa è la caratteristica dello stampaggio per trasferimento. Lo spezzone non è vincolato, quindi il materiale può fluire nella cavità dello stampo in qualsiasi direzione. Ciò consente di produrre sezioni molto profonde con spessori di parete lisci e uniformi e con una scarsa concentrazione di tensioni agli angoli. In pezzi come taniche ad alta pressione, vaschette per l'olio del motore o lavelli da cucina, dove la profondità e l'integrità strutturale sono fondamentali, lo stampaggio per trasferimento non solo è un'opzione, ma spesso è l'unico processo di produzione per grandi volumi.
Ottimizzazione dell'uso dei materiali e risparmio dei costi
Lo stampaggio per trasferimento colpisce direttamente una delle maggiori fonti di scarto di produzione, eliminando il nastro portante. Questa capacità di annidare i pezzi grezzi in modo sfalsato o ruotato sul coil grezzo può moltiplicare drasticamente il numero di pezzi prodotti per tonnellata di metallo. Nei progetti che coinvolgono leghe costose come l'acciaio inossidabile, l'alluminio o l'ottone, il solo risparmio sui materiali può ripagare il costo degli utensili di trasferimento, con una riduzione del costo per pezzo e un'impronta produttiva più ecologica.
Maggiore libertà di progettazione e complessità dei pezzi
L'esistenza di una striscia portante non limita più gli ingegneri. Le caratteristiche possono essere aggiunte in qualsiasi orientamento, con un accesso a 360 gradi al pezzo in ogni stazione. Si tratta di fori laterali, sottosquadri, flange angolate e contorni superficiali complicati. Lo stampaggio per trasferimento offre ai progettisti la possibilità di progettare pezzi più funzionali, integrati ed esteticamente raffinati, che altrimenti comporterebbero numerosi pezzi e costosi processi di assemblaggio.
Integrazione dei processi produttivi
La possibilità di eseguire processi secondari come la filettatura, la saldatura, la rivettatura e l'assemblaggio all'interno dello stampo stesso rappresenta una svolta nella semplificazione della catena di fornitura. Un processo che poteva richiedere quattro o cinque fasi di produzione (stampaggio, sbavatura, trasporto, maschiatura, ispezione) può ora essere eseguito in un'unica fase. In questo modo si riducono significativamente le scorte di lavoro in corso (WIP), si eliminano le spese di movimentazione dei materiali, si riducono i tempi totali di produzione e si elimina la possibilità che si verifichino difetti di qualità tra le diverse celle di produzione.
Migliore qualità e coerenza dei pezzi
Poiché ogni stazione di uno stampo transfer esegue solo poche operazioni su un pezzo indipendente, può essere ottimizzata senza compromessi. Questo processo dedicato, unito all'accuratezza del posizionamento dei pezzi in ogni fase, porta a un'eccezionale ripetibilità dimensionale, a finiture superficiali superiori e a una migliore coerenza complessiva tra i pezzi in una produzione di milioni di pezzi.
All'interno dello stampo di trasferimento: attrezzaggio, costo e durata di vita
Uno stampo di trasferimento è una meraviglia dell'ingegneria meccanica, una macchina di molte tonnellate e di alta precisione che prende l'intenzione progettuale e la trasforma in un pezzo fisico. È importante capire come viene costruito, quanto costa e il suo ciclo di vita per qualsiasi organizzazione che intenda utilizzare questa tecnologia.
Uno stampo di trasferimento non è un blocco di acciaio, ma un complesso di parti molto precise che funzionano insieme. I punti principali sono:
- Set di fustelle: La base dell'utensile, i pattini superiori e inferiori a cui sono attaccate tutte le altre parti, viene inserita nella pressa.
- Perni di guida e boccole: Servono a garantire che la metà superiore e quella inferiore dello stampo siano perfettamente allineate quando si chiude, il che è essenziale per mantenere tolleranze nell'ordine dei millesimi di pollice.
- Creare stazioni: Una stazione è composta dai suoi punzoni (la parte maschile dell'utensile che forma il pezzo) e dalle cavità o bottoni della matrice (la parte femminile).
- Taglio e rifilatura delle sezioni: Sono in acciaio temprato e hanno il compito di praticare i fori e di modellare la periferia finale del pezzo. I loro lati devono essere affilati come un rasoio.
- Camme e slitte: Complessivi meccanici per azionare gli utensili in modo obliquo rispetto alla corsa della pressa, consentendo caratteristiche quali fori laterali o flange angolate.
- Sollevatori, spogliatori e tamponi: Queste parti vengono utilizzate per posizionare il pezzo nello stampo, sollevarlo per trasferirlo e staccarlo dai punzoni dopo la formatura.
- Componenti soggetti a usura: I componenti sottoposti a maggiori sollecitazioni e attriti sono i taglienti, i punzoni di formatura, gli inserti degli stampi e le pinze del sistema di trasferimento. Questi sono sostituibili.
La progettazione e la costruzione di uno strumento di questo tipo rappresentano un investimento costoso, che spesso si aggira intorno alle centinaia di migliaia o addirittura ai milioni di dollari. Il costo è determinato dalle dimensioni del pezzo, dalla sua complessità, dal numero di stazioni e dalla precisione necessaria. Molti di questi fattori di costo sono direttamente correlati alla progettazione e alla disposizione delle stazioni. componenti per stampi di tranciatura. Questo pesante investimento iniziale rende la vita operativa e il costo di proprietà a lungo termine dell'utensile un problema importante.
Massimizzazione del ROI degli utensili con componenti sostitutivi personalizzati
L'elevato costo iniziale di uno stampo di trasferimento significa che il prolungamento della sua vita utile è un obiettivo economico importante. Una pressa ferma a causa di un utensile rotto è estremamente costosa. L'usura e i guasti dei componenti critici ad alto contatto sono la fonte più frequente di fermi macchina e di degrado della qualità. Sebbene i produttori di apparecchiature originali (OEM) possano fornire sostituzioni standard, una soluzione più strategica ed economica è quella di lavorare con uno specialista in componenti di precisione personalizzati. Questo approccio cambia l'enfasi sulla mera riparazione in un miglioramento attivo delle prestazioni e nella gestione del ciclo di vita.
Questo è ciò su cui abbiamo basato la nostra reputazione ultratrentennale. U-Necessità. Sappiamo che uno stampo di trasferimento è un bene strategico e la nostra missione è quella di massimizzare il ritorno sull'investimento.
Precisione che va oltre la distanza:
Un componente sostitutivo può essere tanto buono quanto preciso. Qualsiasi modifica delle specifiche originali può compromettere la qualità dei pezzi e aumentare l'usura di altri componenti. Grazie a una combinazione di attrezzature di livello mondiale, come i torni giapponesi Takisawa, le elettroerosioni a filo svizzere GF AgieCharmille e le rettifiche a curva ottica PG, siamo in grado di mantenere tolleranze fino a +/- 0,001 mm (1 micron), il 90% in più rispetto alla maggior parte degli standard industriali. Negli utensili ultraprecisi, come quelli che si trovano nell'industria dei semiconduttori, il nostro processo di rettifica PG è in grado di creare elementi con raggi d'angolo di 0,02 mm. Questa precisione significa che i nostri pezzi di ricambio si adattano perfettamente all'utensileria attuale, restituendo le prestazioni e la ripetibilità originali.
Durata grazie all'utilizzo di materiali e processi di alta qualità:
I pezzi di ricambio OEM sono spesso mirati a un costo. Noi progettiamo per durare a U-Necessità. Abbiamo uno staff di oltre 20 ingegneri con un'esperienza media di 15 anni e siamo in grado di valutare le modalità di guasto dei componenti e di suggerire miglioramenti dei materiali o dei processi. Possiamo realizzare pezzi di ricambio che durano molto più a lungo di quelli originali, semplicemente utilizzando un carburo di tungsteno di qualità superiore al posto di un acciaio per utensili standard, o un polimero ad alte prestazioni come il PEEK al posto di un pezzo in plastica OEM. Abbiamo un'ampia offerta di materiali, con più di 5 tipi di metallo (acciaio ad alta velocità, alluminio, carburo di tungsteno) e 12 plastiche di precisione, oltre a più di 20 trattamenti superficiali (come PVD o cromatura dura) per aumentare ulteriormente la resistenza all'usura e ridurre al minimo l'attrito.
Minimizzazione dei tempi di inattività economici e gravi:
L'economia ha senso. Invece di sostenere la spesa astronomica di un nuovo set di stampi, si sostituiscono solo le parti soggette a usura che sono necessarie. Questa è la nostra proposta di valore. A questo aggiungiamo una reattività insuperabile. Disponiamo di linee di produzione flessibili supportate dalla gestione digitale dei processi, che ci consente di fornire tempi di consegna di 3-5 giorni per gli ordini di emergenza e consegne standard in 7-15 giorni. Questa rapidità consente di rimettere in funzione la macchina da stampa più rapidamente, trasformando i costosi tempi di inattività in redditizi tempi di produzione. Siamo in una posizione ideale per gestire le riparazioni di emergenza e i programmi di stoccaggio proattivi e a basso volume con un MOQ certificato di un solo pezzo.
Un partner che offre un servizio completo di utensili e attrezzature:
Abbiamo un'esperienza, con oltre 300 clienti in più di 20 paesi, che ci permette di specializzarci nei componenti più importanti e di soddisfare il 60-70% dei requisiti medi dei componenti degli stampi. Abbiamo un tasso di qualificazione del 99,3% e processi certificati ISO 9001:2015 che vi garantiscono la massima tranquillità. Inoltre, non ci fermiamo solo allo stampo. Produciamo anche parti speciali della linea di stampaggio, ad esempio pinze speciali, localizzatori o staffe per sensori. Questo garantisce una connettività fluida e un funzionamento stabile dell'intero ambiente di produzione, compresi gli utensili e l'automazione.
Linee guida per la progettazione per la producibilità (DFM)
È importante progettare un pezzo tenendo conto del suo processo di produzione per controllare i costi e ottenere la qualità. Le linee guida della DFM specifiche per lo stampaggio a trasferta sono le seguenti. Seguendole, si otterrà un componente più resistente, più affidabile e meno costoso.
- Adottare raggi generosi: Gli angoli interni taglienti sono aree di alta concentrazione di stress. Possono causare fratture durante la trafilatura. Come regola generale, i raggi degli angoli interni dovrebbero essere almeno pari allo spessore del materiale, e 3-4 volte lo spessore è preferibile per evitare problemi.
- Progettazione in base allo spessore uniforme della parete: Sebbene lo stampaggio per trasferimento sia ottimo per le trafile profonde, il materiale tende ad assottigliarsi quando viene stirato. Evitate i progetti che causano differenze eccessive nello spessore delle pareti. Verificate con il vostro partner di stampaggio dove è più probabile che si verifichi l'assottigliamento e impostate di conseguenza le tolleranze funzionali del progetto.
- Posizionamento dei fori mentali e delle funzioni: I fori perforati devono essere posizionati a una distanza di sicurezza dal bordo del pezzo e da altri elementi. Una buona regola è quella di mantenere il bordo di un foro ad almeno 1,5-2 volte lo spessore del materiale, lontano da una curva o da un bordo. Quando sono troppo vicini, possono distorcersi e produrre bave.
- Imparare a disegnare i rapporti: Nel caso di pezzi cilindrici, il rapporto di imbutitura (il rapporto tra l'altezza della tazza imbutita e il suo diametro) è un parametro importante. Una singola stazione di trafilatura è normalmente in grado di raggiungere un rapporto compreso tra 1,5:1 e 2:1. Profondità di imbutitura maggiori richiedono più stazioni di imbutitura, con conseguente aumento del costo degli utensili.
- Tolleranze: Le tolleranze possono essere molto strette nello stampaggio per trasferimento, ma ogni punto decimale è più costoso. Esaminate criticamente il progetto e utilizzate tolleranze strette solo quando sono necessarie per svolgere la funzione. Per le caratteristiche non critiche, utilizzare tolleranze standard più liberali per semplificare l'attrezzaggio e ridurre i costi.
- Mantenere la semplicità dove è possibile: Il processo può essere molto complesso, ma i componenti più semplici sono sempre meno costosi e più veloci da produrre. Cercate di eliminare le caratteristiche non necessarie o di integrare diversi componenti in un unico componente stampato per trarre il massimo vantaggio dalla tecnologia.
- Consultarsi presto e spesso: La migliore strategia di DFM consiste nel coinvolgere il partner di produzione il più presto possibile nel processo di progettazione. Un ingegnere attrezzista esperto sarà in grado di fornire un feedback prezioso che farà risparmiare molto tempo e denaro in futuro.
Applicazioni comuni e settori serviti
Le capacità uniche dello stampaggio a trasferta lo hanno reso indispensabile in un'ampia gamma di settori in cui la complessità dei pezzi, la resistenza e il costo sono fattori critici.
Automotive
L'industria automobilistica è il principale utilizzatore dello stampaggio per trasferimento. Il processo è essenziale per la produzione di componenti strutturali resistenti e leggeri, nonché di alloggiamenti complessi.
- Applicazioni: Vaschette dell'olio del motore, vaschette della trasmissione, montanti A/B/C, traverse, componenti delle sospensioni, scudi termici e parti dell'impianto di scarico.
- Perché la timbratura a trasferimento? La capacità di imbutitura profonda è perfetta per pentole e alloggiamenti, mentre la capacità di formare acciai ad alta resistenza in forme complesse è fondamentale per i componenti strutturali legati alla sicurezza.

Elettrodomestici
Gli elettrodomestici si affidano allo stampaggio per trasferimento sia per i componenti funzionali che per quelli estetici, in particolare quelli che richiedono imbutiture profonde e finiture superficiali di alta qualità da materiali come l'acciaio inossidabile.
- Applicazioni: Fusti di lavatrici, alloggiamenti di frigoriferi e compressori HVAC, rivestimenti di congelatori, lavelli di cucine e cavità di forni a microonde.
- Perché la timbratura a trasferimento? È l'unico metodo ad alto volume per produrre le forme profonde e senza giunzioni richieste per questi prodotti, mantenendo gli obiettivi di costo.

Industriale e commerciale
Questo settore utilizza lo stampaggio per trasferimento per una varietà di alloggiamenti e contenitori durevoli che devono resistere alla pressione e agli ambienti difficili.
- Applicazioni: Contenitori di estintori, gusci di recipienti a pressione, alloggiamenti di motori elettrici, membrane di freni ad aria e alloggiamenti di filtri industriali.
- Perché la timbratura a trasferimento? Il processo garantisce un'eccezionale resistenza e integrità per le applicazioni a pressione e fornisce le forme complesse necessarie per gli alloggiamenti delle apparecchiature.
Idraulica e ferramenta
Molti comuni componenti di impianti idraulici e ferramenta traggono vantaggio dalla formabilità e dalla finitura offerte dallo stampaggio per trasferimento.
- Applicazioni: Corpi di rubinetti, alloggiamenti di valvole, soffioni doccia e gusci decorativi disegnati in profondità per la ferramenta.
- Perché la timbratura a trasferimento? Permette di creare corpi senza giunture e a prova di perdite e fornisce una superficie superiore per le successive operazioni di placcatura o lucidatura.
La timbratura a trasferimento è adatta al vostro progetto?
Avete appreso cos'è lo stampaggio per trasferimento, come si confronta con lo stampaggio progressivo e quali sono i suoi punti di forza. La domanda finale è se sia in linea con le esigenze specifiche del vostro progetto. Utilizzate la seguente lista di controllo come strumento di valutazione finale.
Se il vostro pezzo e il vostro piano di produzione soddisfano tre o più di questi criteri, lo stampaggio per trasferimento dovrebbe essere una considerazione primaria:
- Geometria disegnata in profondità: La profondità del pezzo è maggiore del suo diametro o presenta una forma significativa e profonda?
- Elevata complessità dei pezzi: Il progetto comprende elementi su più facce, fori laterali o contorni 3D complessi?
- Produzione medio-alta Volume: Il volume di produzione annuale previsto è compreso tra 50.000 e 2.000.000 di pezzi?
- Il costo dei materiali è un fattore chiave: Il pezzo è realizzato da uno spezzone di grandi dimensioni o da un materiale costoso in cui la riduzione degli scarti è fondamentale per raggiungere gli obiettivi di costo?
- Necessità di In-Die Secondario Operazioni: È possibile semplificare il processo e ridurre i costi integrando la maschiatura, l'assemblaggio o la saldatura in stampo?
- Attualmente si utilizzano più operazioni: L'attuale processo di produzione del pezzo prevede più fasi (ad esempio, stampaggio, lavorazione, assemblaggio)?
La valutazione di questi fattori è il primo passo. Per un'analisi dettagliata del vostro progetto specifico, la guida di un esperto è preziosa. Il team di ingegneri di U-NecessitàCon oltre 15 anni di esperienza media, possiamo fornire una revisione tecnica non vincolante del vostro progetto per determinarne l'idoneità allo stampaggio per trasferimento ed esplorare il modo in cui i nostri componenti per utensili personalizzati possono massimizzare il vostro ROI di produzione.
Contattateci oggi stesso per discutere del vostro progetto o inviateci un disegno per ricevere un preventivo gratuito e competente entro 24 ore.



