金属プレス加工は、大量生産の世界で最も基本的で影響力のある工程のひとつである。金属プレス金型は、単なる機械ではなく、製造システムの心臓部である。それは単なる機械ではなく、製造システムの心臓部であり、未加工の金属板を塑性変形させることで現代世界を動かす稼動部品に変えるという任務を担う精密工具である。
この権威あるテキストは、プレス金型を徹底的に検証したものである。プレス金型の基本的な定義、主要産業における本質的な用途、プレス金型を構成する要素、現在生産現場で使用されている主なタイプについて説明します。また、金属プレス加工プロセスそのもの、重要な設計上の考慮点、プロジェクトに使用する適切なツールを選択する際の戦略的な考慮点についても探ります。そして何よりも、競争力のある製造業務に不可欠な、これらの貴重な資産の寿命と投資を最大限に活用する方法について説明します。
金属プレス金型とは?
金属プレス金型は、プレス機で平らな金属板を所定の形状に切断、成形、成形するための特殊な精密工具です。金型は、冷間成形プロセスの心臓部であり、完成部品の最終形状と精度を決定します。金型は特別に設計された部品の組み合わせで構成され、主に焼き入れされた工具鋼または超硬合金で、プレスの各ストロークで1つまたは複数の操作を達成するために一緒に動作します。
プレス金型の主なアイデアは、優れた再現性で大量生産を可能にすることです。CNCマシニングのように、段階的に材料を除去して形状を形成する他のプロセスとは対照的に、シートメタル・スタンピングは、ワンステップまたは迅速な一連のステップで、多くの場合プレスのワンストロークで完全なプロファイルを形成または切断します。これが基本的な違いで、同じ部品を何百、何千、何百万個も製造する極めて効率的でコスト効率の高い方法なのです。
金型は力を発生させるのではなく、より大きな機械、機械式または油圧式のスタンピング・プレスに取り付けられ、金型を回転させ、材料を加工するのに必要なトン数を供給します。金型は、そのエネルギーをミクロン単位の精度で制御し、設計要件に適合する部品を作成するために使用されます。簡単に言えば、スタンピング・ダイは作業の頭脳と手であり、筋肉はプレスであり、平らなシートを機能的な三次元の金属加工品に変えるという複雑な作業を行います。
業界を超えたプレス金型アプリケーション
スタンピング金型は、現代の製造業のほぼすべての分野で影響を及ぼしている。強力で軽量かつ複雑な部品を高速で作成できるため、必要不可欠なものなのです。このようなアプリケーションの知識は、技術の柔軟性を示すだけでなく、私たちが日常生活で使用する製品において、いかに必要不可欠なものであるかを示しています。
- 自動車: 自動車産業は、プレス金属部品の最大の消費者であろう。金型は、構造的な要素だけでなく、美的なパネルとしても必要です。
- ボディ・イン・ホワイト(BIW): ドア、ボンネット、フェンダー、ルーフ、トランクリッドはすべて、巨大なトランスファー金型で成形される大型で複雑な部品である。
- 構造部品: Aピラー、Bピラー、シャーシフレーム、クロスメンバーは、高張力鋼板(HSS)と先進高張力鋼板(AHSS)でプレス成形され、車両の安全性と剛性を実現している。
- ブラケットとファスナー: エンジン、排気管、内装部品を取り付けるための何百万個もの小さなブラケットは、高速順送金型で作られている。
- 航空宇宙 生産量は自動車より少ないが、精度、強度、軽量化が最も重要な要素である。
- 機体部品: 胴体と主翼の構造全体に見られるリブ、ブラケット、クリップは、アルミニウムやチタン合金からプレス成形されるのが一般的だ。
- アビオニクスとハウジング 機密性の高い電子機器やフライト・コントロール・システムは、EMI/RFIシールドが必要な筐体に収められており、入念にプレス加工された金属ケースを使用するのが一般的だ。
- 座席とインテリア 航空機のシートや客室の内装部品は、厳しい安全要件をクリアするため、極めて軽量でありながら極めて高い強度が要求される。
- エレクトロニクス: 小型化は精密スタンピングの使用に拍車をかけている。
- コネクタと端子: スマートフォンやサーバーなど、あらゆる電子機器に搭載されている小型で繊細な金属コネクターは、非常に複雑な順送金型で大量生産されている。
- ケーシングとエンクロージャー: ノートパソコン、タブレット、スマートフォンのフレームや筐体は金属製で、構造的な完全性と高級感を与えるためにプレス加工が施されている。
- EMI/RFIシールド: シールド缶は、電磁干渉を避けるためにプリント基板(PCB)の特定の部分に取り付けられるプレス加工された金属製のカバーである。
- 家電製品: 消費財の場合、大量生産が最も重要な要素であり、プレス加工が選択される。
- ハウジングとパネル: 洗濯機、乾燥機、冷蔵庫、オーブンの外殻は大きなプレス部品である。
- 内部の枠組み モーターやドラムなどを固定する内部シャーシや取り付けブラケットは、すべてプレス金型を使って作られている。
- コントロールパネル: コントロール・ノブとディスプレイのフェースプレートは金属製であり、機能的であると同時に高品質な表面仕上げでなければならない。
- 医療機器 この業界では、清潔さ、正確さ、生体適合性において最高水準が要求される。
- 手術器具: クランプやリトラクターなど、使い捨てや再利用可能なさまざまな手術器具には、刻印部品が使用されている。
- 植込み型デバイス: ペースメーカーやその他の埋め込み型器具は、ケーシングがチタンやステンレス鋼からプレス成形されており、バリのない仕上げと完全な信頼性が求められます。
- 診断機器: MRIやCTスキャナーのような大型の診断装置には、筐体や内部部品がプレス加工されて構造を形成している。
プレス金型内部のコア部品
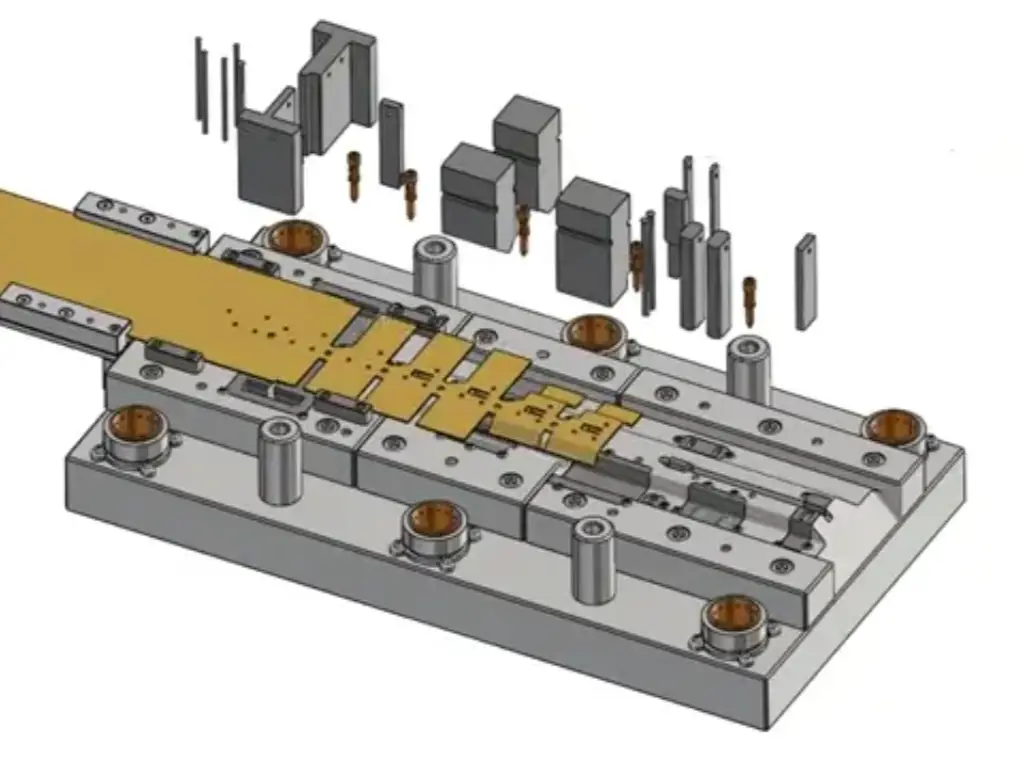
スタンピング・ダイは固いブロックではなく、複雑な組み立て部品である。 精密機械加工部品それぞれに特定の目的があります。これらの部品の精度と適合方法、相互作用が、金型の性能、精度、寿命を決定します。これらは、金型全般を理解するために必要な主な要素です。
ソースIQSdirectory.com
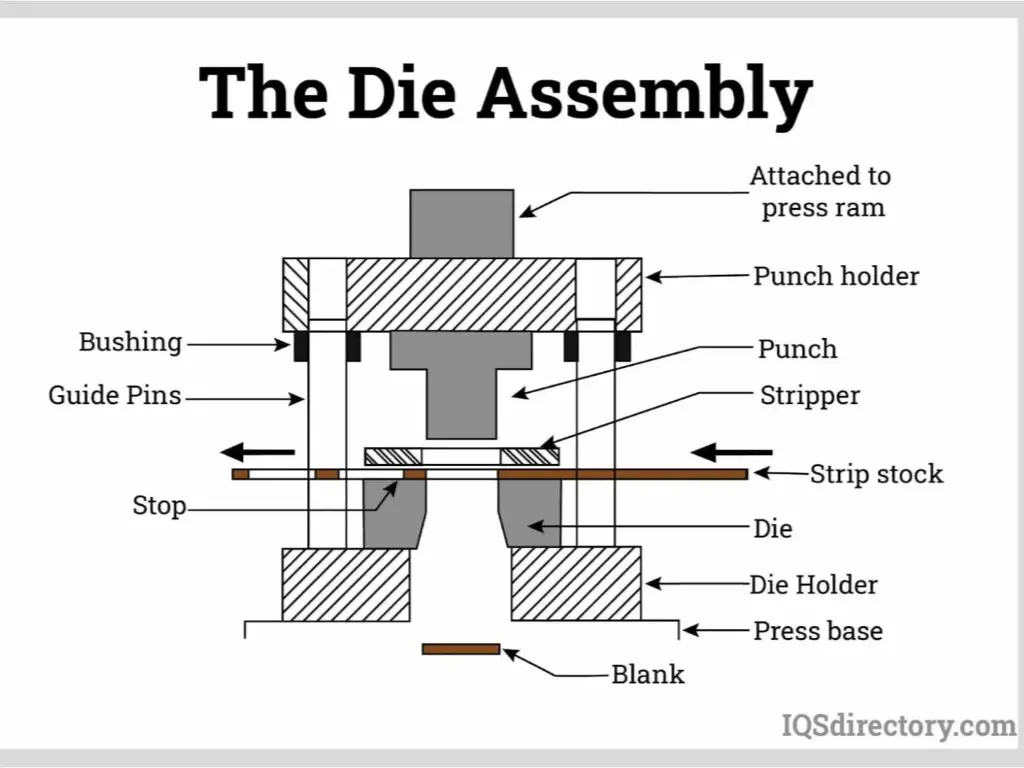
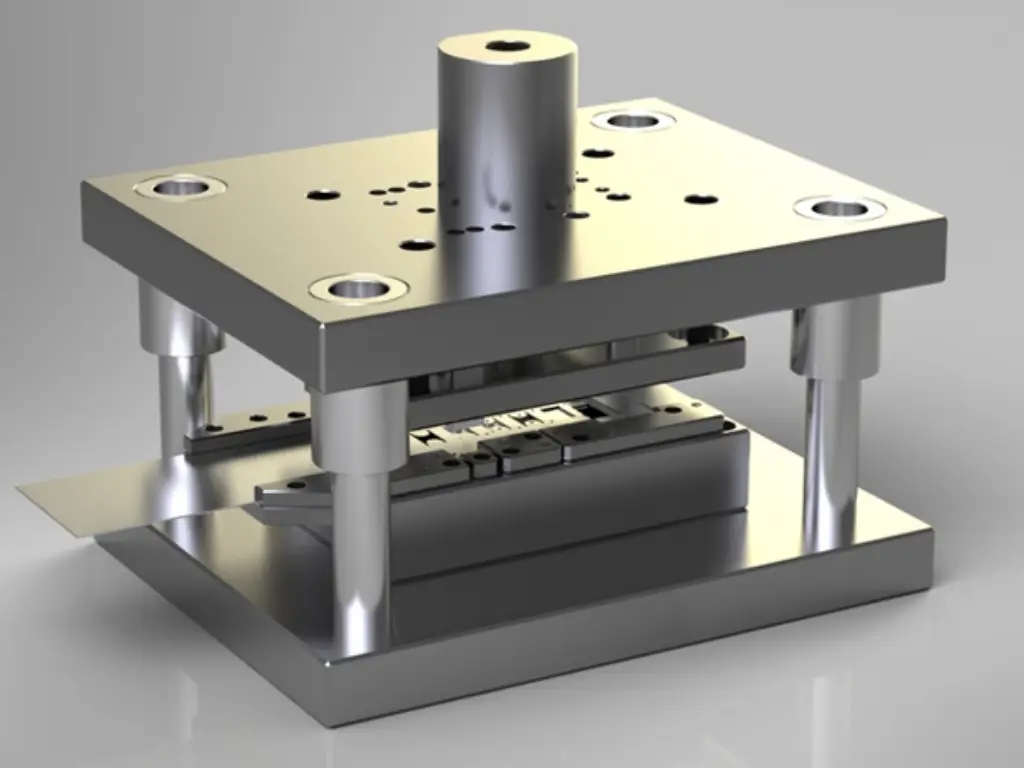
- ダイセット: これが金型全体の基礎となる。プレススライド(ラム)に取り付けられる上側のダイシューと、プレスベッドまたはボルスターに取り付けられる下側のダイシューです。ダイセットは、他のすべての部品を正しい位置に保ちます。
- ガイドピンとブッシング: これらはダイの主要なアライメント・システムです。一方のシュー(通常は下側)には硬化鋼製のガイドピンがあり、このガイドピンがもう一方のシューの精密研磨されたブッシュにスライドします。このシステムにより、プレスストローク中、金型の上半分と下半分が完全に位置合わせされ、損傷を避け、厳しい部品公差を作り出すために不可欠です。
- パンチだ: オス部分は、成形や切断を行うパンチである。通常はアッパーシューに取り付けられる。パンチは、穴を開けるための丸いものから、特徴を形成するための複雑な輪郭のものまである。
- ダイキャビティ/ダイボタン/ダイインサート: パンチが入るメス部分。ダイキャビティの形状は、パンチとともに部品の形状を決定します。ダイ・デザイナーにとって最も重要なパラメータのひとつがクリアランスで、パンチとダイ・キャビティの間のわずかな隙間が、切り口の品質やバリの量に直接影響します。単純な穴では、この部分は一般的に標準的で交換可能なダイボタンです。
- ストリッパープレート: ポンチが材料を貫通または成形した後、材料はポンチに付着する傾向があります。ストリッパープレートの目的は、プレスがアップストロークを開始する際に、材料をパンチから剥がすことです。ポンチを受ける穴のあいた硬い板であったり、作業中に材料に下向きの力を加えるバネ式の板であったりする。
- リフターとロケーター: 順送型では、材料ストリップを次のステーションに送ることができるように、下側のダイ表面から持ち上げなければならない。これはリフター(またはストリップリフター)によって行われます。ロケーターまたはパイロットとして知られるピンは、ストリップにすでに開けられた穴に挿入され、ストリップが各ステーションで正確に位置決めされるようにします。
高摩耗カスタム金型部品の重要な役割
すべての部品は重要であるが、そのうちのいくつかは、プレス・サイクルのたびに大きな応力、摩擦、衝突にさらされ、操作の全力を受ける部品である。を決定する最も重要な要因である。 部品精度 ダイの寿命を左右するのは、パンチ、ダイボタン、ガイドピン、ブッシングなどの高摩耗部品です。これらの部品は、高強度鋼のような加工材料の絶え間ない摩耗や磨耗により、摩耗したり、欠けたり、寸法精度が低下したりします。
この劣化の影響は即座に、そして生産に劇的な影響を及ぼす:
- 部品品質の損失: 刃先が摩耗すると、バリが多くなり、形状が不正確になるため、部品が不合格になる。
- ダウンタイムが増える 磨耗した部品を研いだり、整備したり、交換したりするためには、生産を停止しなければならない。
- 大惨事: ポンチが折れたり、ガイドピンが焼きついたりすると、金型がクラッシュし、甚大な損害が生じ、修理代が数千ドルに上ることもある。
そのため、プレス加工を成功させるためには、耐久性に優れた高品質で交換可能な部品を調達することが重要です。U-Needは精密カスタム金型部品のエキスパートであり、冷間鍛造ガイドピン、硬化ダイボタンなど、過酷な環境に耐え、金型アセンブリ全体の寿命を延ばすように設計されています。私たちの30年以上にわたる業界での経験は、タキサワ、GF AgieCharmille、Sodickなどの世界トップクラスの設備に支えられ、お客様のスタンピングツールの基幹となる重要な部品を製造しています。
スタンピング金型の主な種類を解説
プレス金型は、その機能と構造に基づいて分類することができます。金型の種類の選択は、生産量、部品の複雑さ、予算によって戦略的に決定されます。現代の製造業で使用される最も一般的な金型は、順送型、トランスファー型、複合型の3種類です。
- プログレッシブ・ダイ 順送型は、大量生産の主力製品であり、1つの金型で一連の成形作業を行う金型である。材料が金型に通され、プレスストロークごとに次のステーションで異なる加工(ピアシング、曲げ、コイニング)が行われます。このプログレッシブ・ダイ・スタンピングは、生産ラインを1つの小型でコンパクトな金型に縮小したものです。
- 利点高効率、低労働コスト、高い再現性。
- デメリットスタート時のコストが高い、設計が複雑、深絞り部品の柔軟性が低い。
- トランスファーダイ 複数の成形工程を必要とする大型で複雑な部品、特に車体パネルのような深絞り部品に適しています。ストリップは部品に切断され、機械的な搬送システムによってステーション間を移動する。これはしばしばトランスファー金型プレスと呼ばれます。
- 利点非常に複雑な形状や大きな部品サイズに対応でき、各工程をより細かく制御できる。
- 欠点:順送型より遅い、購入費用が高い、床面積が必要。
- 複合金型: 1回のプレスストロークで複数の加工(ピアシングやブランキングなど)を行う、非常に効率的なダイ。パンチとダイは、外形と内孔を同時に切断するように設定されています。
- 利点高精度、バリのない平坦なピース、迅速な生産。
- 短所平坦部にしか使用できず、順送金型ほど柔軟な設計ではない。
主な金型タイプの比較
| 特徴 | プログレッシブ・ダイ | トランスファーダイ | 複合金型 |
| 生産スピード | 非常に高い | 中~高 | 低~中 |
| 初期金型費用 | 非常に高い | 非常に高い | ミディアム |
| 部品の複雑さ | 高い(ベンド、フォーム) | 非常に高い(大きく、深いドロー) | 低い(フラットパーツ) |
| 適量 | 高い~非常に高い | 中~高 | 低から高 |
| 材料効率 | ミディアム(キャリア・ストリップ・スクラップ) | 高い | 高い |
| 代表的なアプリケーション | コネクタ、ブラケット、端子 | 自動車パネル、調理器具 | ワッシャ、ガスケット、シム |
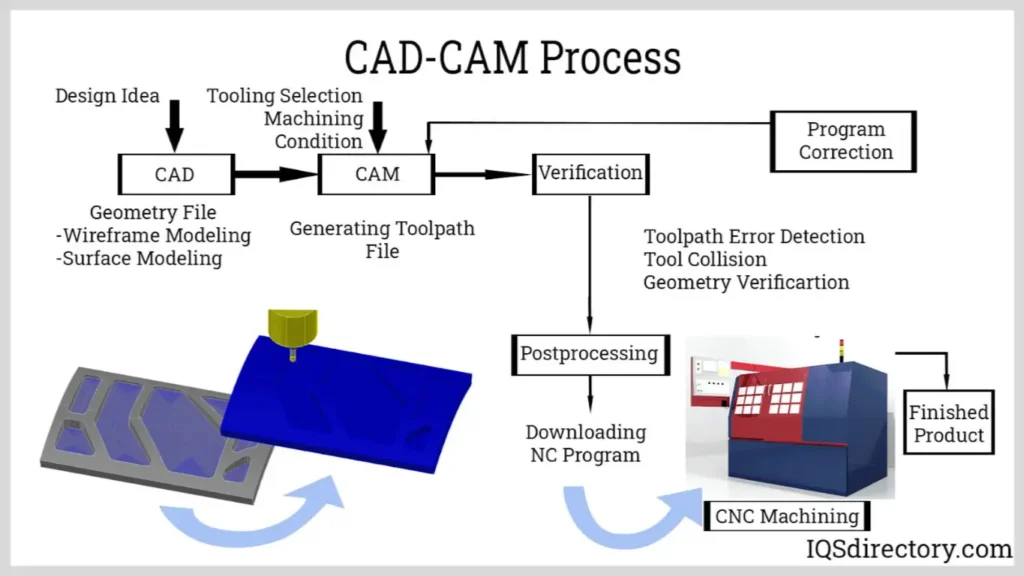
CADファイルから完成工具まで:製造工程
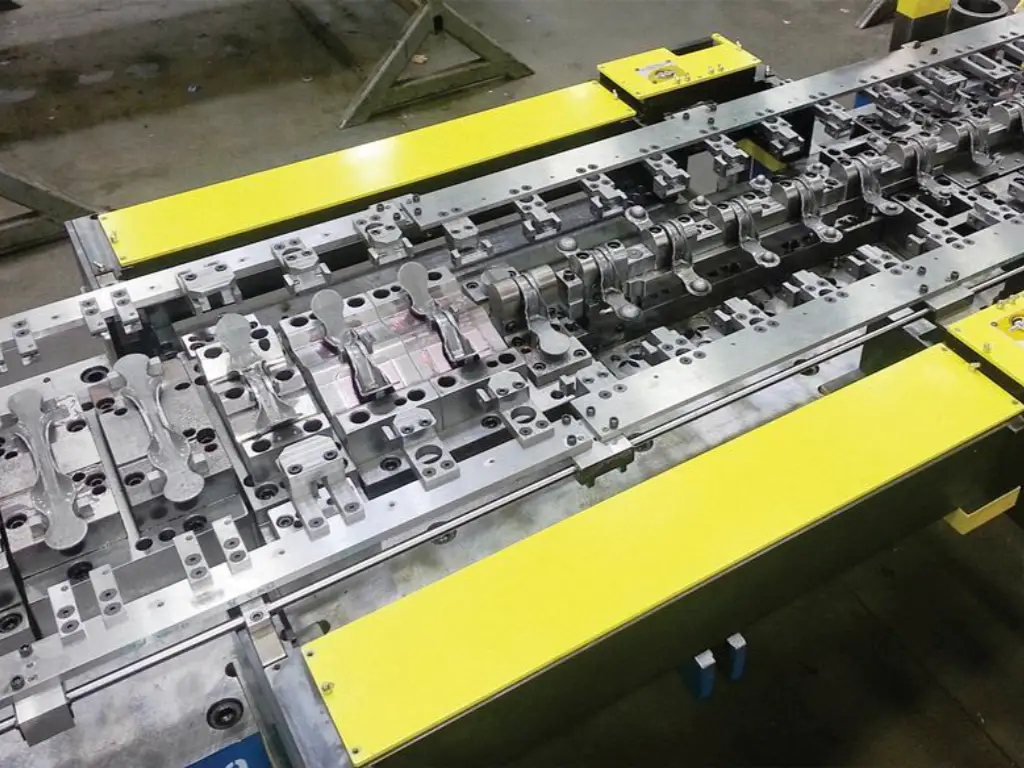
デジタルの設計図から物理的なスタンピング・ダイに至るまでの道のりは、最先端技術と人間の専門知識の相乗効果の証です。このプロセスは、機械と頭脳の繊細なバレエであり、各ステップが最後のステップを積み重ねることで、妥協のない精度というひとつの目標を達成するのです。
ソースIQSdirectory.com
- CAD/CAE シミュレーションだ: このプロセスは、エンジニアが高度なソフトウェアを使用して金型を設計する、デジタル領域から始まります。有限要素解析(FEA)シミュレーションが実行され、鋼片を切断する前に材料の流れや潜在的な成形上の問題が予測されます。
- CNC 機械加工: 金型部品の大まかな成形は、コンピュータ数値制御(CNC)フライス盤で行われる。これらの機械は、デジタルモデルに従って一般的な形状を高精度で削り出します。
- ワイヤー放電加工機 ラム イーディーエム: 細かい部分や複雑な形状には、放電加工(EDM)が用いられる。特にワイヤー放電加工は、金属の外科用メスのようなもので、電気を帯びたワイヤーを使って、複雑な形状やクリアランスをサブミクロンの精度で正確に切断します。
- 熱処理: 機械加工された金型部品は、制御された加熱・冷却工程を経て硬化されます。この工程は、工具の強度と耐摩耗性を向上させ、数百万サイクルに耐える耐久性を持たせるために重要です。
- 研削と研磨: 精密研削盤と熟練技術者が金型部品の表面を磨き上げます。ダイ表面の鏡面仕上げ(Ra < 0.1μm)は、特に絞り加工や化粧品部品では、スムーズな材料フローと非の打ちどころのない最終製品を確保するために、しばしば要求されます。
- アセンブリとデバッグ: 完成した部品は入念に組み立てられる。その後、金型はプレス機でテストされ、設計通りに機能するよう必要な調整が行われる。
スタンピング金型設計の主な要因
プレス加工の品質、信頼性、費用対効果は、金型を作るずっと前に決定されます。これらは設計段階で鍛造されます。よく設計された金型は、効率的に稼働し、安定した部品を生産し、耐用年数が長い。このプロセスでは、いくつかの重要な要素が最も重要です。
- 製造可能な設計周波数変調): DFMは、部品設計者と金型設計者の共同作業です。その目的は、部品設計を最適化し、スタンピングによる製造をより容易で経済的なものにすることです。これには、以下のような考慮事項が含まれます:
- 曲げ半径: ひび割れを防ぐため、曲げ半径に余裕を持たせる。
- 穴の配置: 歪みを避けるため、穴がエッジやその他の特徴から安全な距離にあることを確認する。
- フィーチャー志向: ベンドとフィーチャーを整列させ、複雑な作業を最小限に抑え、金型コストを削減します。
- 材料の選択(工具鋼と超硬合金): 金型の切削および成形部品の材料の選択は、その寿命にとって非常に重要です。その決定は、耐摩耗性、靭性、コストのトレードオフです。
- A2工具鋼: 耐摩耗性と靭性のバランスがとれた優れた汎用工具鋼。
- D2工具鋼: A2よりも耐摩耗性は高いが、靭性が低いため、強い衝撃を受けると欠けやすくなる。
- M2工具鋼: 高温でも硬度を維持する高速度鋼で、高速用途に適している。
- カーバイド: 耐摩耗性は非常に高いが、脆く高価。大量生産または研磨材のスタンピングに使用される。
- 寛容 コントロールとクリアランス: プレス金型は、公差が管理されたシステムです。最終部品の精度は、金型部品に組み込まれた精度の直接的な結果です。例えば、カッティング・パンチとダイ・ボタンの間のクリアランスは、通常、材料厚の何パーセントかに相当し、極めて高い精度で管理されなければなりません。きつすぎるクリアランスは、部品のエッジに過度の摩耗と二次的なせん断を引き起こし、大きすぎるクリアランスは、大きく望ましくないバリを発生させます。このため、金型部品を以下のような厳しい公差で製造する能力が必要なのです。 ±0.001mmU-Needの専門分野である、「U-Need」は非常に重要である。
- シミュレーション 有限要素解析 (FEA): 現代の金型設計は、シミュレーション・ソフトウェアに大きく依存しています。FEAにより、設計者は最初の鋼片を切断する前に、スタンピング工程全体をデジタルでシミュレーションできます。このソフトウェアで予測できること
- マテリアルフロー: シートメタルが成形されるとき、どのように伸び縮みするか。
- 潜在的欠陥: シワ、ひび割れ、過度の菲薄化などのリスクを特定することができる。
- スプリングバック:成形後に材料がどのように弾性的にスプリングバックするかを予測し、設計者が金型内で部品を「オーバーベンディング」することで補正できるようにします。
- このシミュレーションによって、従来のような現場でのコストのかかる試行錯誤のプロセスがなくなり、膨大な時間とコストが節約される。
プロジェクトに適した金型の選択
適切なプレス金型のタイプを選択することは、プロジェクトのスケジュール、部品コスト、全体的な収益性に直接影響する重要なビジネス上の決定事項です。その選択は、生産量、部品の複雑さ、予算という3つの主な要因の慎重な分析に基づいて行われるべきです。この意思決定プロセスが、成功の核心です。 カスタムメタルスタンピング プロジェクトに参加している。
- 生産量
最も重要な原動力は、部品の予想寿命量である。
- 低い ボリューム (例えば、年間10,000個未満): プロトタイプや少量生産の場合、順送金型やトランスファー金型のコストは法外です。シングルステーション(またはライン)金型のような、複雑でなく低コストの金型が最も合理的な選択肢です。
- ミディアムボリューム (例:年間10,000~250,000部品): この巻は、決断を与える傾向がある。複合ダイスは、より単純な部品に適しており、より単純な順送ダイスは、部品形状がそれを必要とする場合には、良い投資となり得る。
- 高い ボリューム (例:年間25万個以上): 年間生産量が多い場合、自動化によって実現できる部品単価の安さが最も重要な要素となる。究極のソリューションは、順送金型とトランスファー金型です。なぜなら、金型の高い初期費用は、数百万個の部品ですぐに回収できるからです。
- 部品の複雑さとサイズ
金型の種類は、部品の形状とサイズによって強く制限される。
- 部品サイズ:自動車のドアパネルなどの大型部品は、順送金型では物理的に大きすぎるため、トランスファー金型での製造が適しています。プログレッシブダイは、小型で複雑な電子コネクターに最適です。
- 部品形状:
- その部品はカット形状のみで、平らですか?最も正確なのは複合金型でしょう。
- その部品は、複数の曲げ加工、成形加工、絞り加工が施されたものですか?これらの加工には、順送型の金型が必要です。
- その部品は非常に深絞り(深さが直径より大きい)されているか、あるいは全面に特徴があるか。このような複雑な加工も、トランスファー金型なら可能です。
- 予算と 投資利益率 (ROI)
分析は、金型のイニシャルコストだけでなく、総所有コスト(TCO)も考慮する必要がある。
- イニシャルコスト対部品価格: プログレッシブ金型は100,000円であるのに対し、同じ部品を作るライン金型は20,000円である。しかし、自動化された順送金型は0.10、労働集約的なライン金型は1.50で部品を作ることができる。
- 損益分岐点: より高価なツールがより利益を生むポイントは、単純な計算で算出できる。企業は、より多く先行投資することで、1個あたりのコストをはるかに低く抑えることができ、その結果、プロジェクト期間中の投資収益率ははるかに高くなる。このTCO分析は、適切な財務判断に不可欠である。
金型寿命の最大化とコスト削減
プレス金型は重要な資本投資であり、その投資を維持することは長期的な収益性に不可欠です。金型の寿命を最大限に延ばし、TCOを可能な限り低く抑える秘訣は、メンテナンスへの戦略的アプローチにあります。それは、早期の金型全交換ではなく、修理や部品交換を目的としたものです。
金型は摩耗との戦いである。プレス・ストロークのひとつひとつが、刃先や成形面の劣化への一歩となる。防御の第一線は、清掃、点検、研ぎを含む徹底したメンテナンス・プログラムである。とはいえ、細心の注意を払っていても、摩耗の激しい部品は遅かれ早かれ寿命を迎える。
これは、ほとんどの企業が非常に高価な間違いを犯す、最も重要な決定ポイントである。部品の摩耗によって部品の品質が損なわれると、数万ドルから数十万ドルもする工具全体の交換が唯一の解決策に見えるかもしれません。以下のような先進的な製造アプローチを理解することで プログレッシブ・ダイ・スタンピング高価なフルツールの交換に代わる実用的な選択肢を提供する。それは
修理 vs. 全交換:コスト削減への戦略的アプローチ
よりスマートで経済的なアプローチは、金型をモジュールシステムとして考えることです。工具全体を交換するのではなく、戦略的な修理プログラムは、摩耗の激しいコンポーネントのみを交換することを目的としています。大型で高価なダイセットと、カスタム加工されたブロックのほとんどは、ほぼ無限の寿命を持っています。性能は小さな消耗部品によって決まります。これらを交換することで、新品を製造するコストのほんの一部で、ダイを元の動作基準に戻すことができます。
そこで、U-Needの出番です。当社はカスタム金型部品の製造に力を入れており、お客様の射出成形金型のコアピンや、金型プレスの最も重要な部品を提供することができます。当社のビジネスの約60-70%は、これらの重要な部品に集中しており、これにより、金型のライフサイクルを大幅に延長し、運用コストを削減することができます。
私たちは単に交換を提供するのではなく、改善を提供する。
- 比類なき精度で完璧な統合を実現: 当社のプロセスは、30年以上にわたる業界経験と99.3パーセントの認定率を誇る精度を基盤としています。業界標準をはるかに超える+/-0.001mmという厳しい公差を実現する当社の能力は、当社の交換部品がお客様の既存の金型に完璧に適合し、気の長い高価な調整を行うことなく、元どおりの性能を発揮することを意味します。
- 長寿命性能アップグレード: 私たちは、相手先商標製品メーカーのコストに制限されることはありません。そのため、性能のアップグレードも可能です。優れた素材(例えば、通常のプラスチックよりもPEEK、A2よりもD2工具鋼のグレードを上げるなど)を提案したり、PVDや化学ニッケルメッキなどの特殊な表面処理(当社では20種類以上の処理を提供しています)を施したりすることで、交換部品を元の部品よりも30%以上長持ちさせることができます。
- レスポンシブ ダウンタイムを最小限に抑えるサービス: 私たちは、ダウンタイムが収益の損失であることを知っています。試運転のための1個の交換部品(MOQ 1個)から、生産ラインの消耗部品一式まで、20名以上のエンジニアからなる当社のチームがお客様のご要望にお応えします。24時間の見積もりサービスと、すべての部品に1年間の保証を提供し、メンテナンスコストの削減と稼働時間の最大化を実現します。また、特殊な機器に適合する特殊部品のエンジニアリングも行っており、お客様が必要とする非標準部品を確実に入手することができます。
積極的なメンテナンスと精密部品の交換戦略により、プレス金型を減価償却資産ではなく、長期的で持続可能な生産システムに変えることができます。



