Lo stampaggio dei metalli è uno dei processi più elementari e influenti nel mondo della produzione di grandi volumi. Al centro di questa attività c'è uno strumento brillantemente progettato: lo stampo per lo stampaggio dei metalli. Non si tratta di una semplice macchina, ma del cuore di un sistema di produzione, uno strumento di precisione che ha il compito di trasformare le lamiere grezze in parti funzionanti che guidano il nostro mondo moderno attraverso la deformazione plastica.
Questo autorevole testo è un esame approfondito degli stampi per tranciatura. Ne discuteremo la definizione di base, gli utilizzi essenziali nei principali settori industriali, gli elementi che li compongono e i principali tipi oggi in uso nella produzione. Esploreremo anche il processo di stampaggio dei metalli, le considerazioni importanti sulla progettazione e le considerazioni strategiche per la scelta dello strumento appropriato da utilizzare per il vostro progetto. Soprattutto, discuteremo di come ottenere il massimo dalla durata e dall'investimento di queste preziose risorse, essenziali per qualsiasi operazione di produzione competitiva.
Che cos'è uno stampo per la tranciatura dei metalli?
Uno stampo per lo stampaggio dei metalli è un utensile di precisione di natura speciale che viene utilizzato in una pressa per lo stampaggio per tagliare, modellare o formare la lamiera piatta in una determinata geometria predeterminata o nella forma desiderata. Lo stampo è il cuore del processo di formatura a freddo e determina la forma finale e la precisione di un pezzo completato. È costituito da una combinazione di parti appositamente progettate, per lo più in acciaio per utensili temprato o in metallo duro, che agiscono insieme per eseguire una o più operazioni su ogni corsa della pressa.
L'idea principale di uno stampo di tranciatura è quella di consentire una produzione di massa con un'eccezionale ripetibilità. A differenza di altri processi, come la lavorazione CNC, che rimuove il materiale in un processo graduale per formare una forma, lo stampaggio della lamiera forma o taglia il profilo completo in un'unica fase o in una rapida sequenza di fasi, spesso in un solo colpo di pressa. Questa è la differenza fondamentale che la rende un metodo estremamente efficiente e conveniente per produrre centinaia, migliaia o addirittura milioni di pezzi uguali.
Lo stampo non produce la forza, ma è inserito in una macchina più grande, una pressa di stampaggio meccanica o idraulica, che fornisce il tonnellaggio necessario per far girare lo stampo e lavorare il materiale. Lo stampo serve a dirigere l'energia con una precisione al micron per creare un pezzo che soddisfi tutti i requisiti di progettazione. In poche parole, lo stampo di tranciatura è il cervello e le mani dell'operazione, mentre il muscolo è la pressa, e svolge il complicato compito di trasformare una lastra piatta in un pezzo di metallo funzionale e tridimensionale.
Applicazioni degli stampi di tranciatura in tutti i settori
Gli stampi di tranciatura hanno un impatto in quasi tutti i settori della produzione contemporanea. Sono essenziali perché possono creare componenti potenti, leggeri e intricati ad alta velocità. La conoscenza di queste applicazioni non solo dimostra la flessibilità della tecnologia, ma anche quanto essa sia essenziale nei prodotti che utilizziamo nella nostra vita quotidiana.
- Automobile: Il settore automobilistico è probabilmente il più grande consumatore di parti metalliche stampate. Gli stampi sono necessari sia per gli elementi strutturali che per i pannelli estetici.
- Corpo in bianco (BIW): Porte, cofani, parafanghi, tetti e coperchi del bagagliaio sono tutti componenti grandi e complessi che vengono formati in enormi stampi di trasferimento.
- Componenti strutturali: I montanti A, i montanti B, i telai del telaio e le traverse sono stampati in acciaio ad alta resistenza (HSS) e in acciaio avanzato ad alta resistenza (AHSS) per garantire la sicurezza e la rigidità del veicolo.
- Staffe e dispositivi di fissaggio: Milioni di staffe più piccole per il montaggio di motori, scarichi e parti interne sono prodotte in stampi progressivi ad alta velocità.
- Aerospaziale: I volumi di produzione sono inferiori a quelli delle automobili, ma la precisione, la resistenza e la leggerezza sono i fattori più importanti.
- Componenti della cellula: Le nervature, le staffe e le clip presenti nella struttura della fusoliera e delle ali sono comunemente stampate in leghe di alluminio e titanio.
- Avionica e alloggiamenti: Le apparecchiature elettroniche sensibili e i sistemi di controllo di volo sono racchiusi in involucri che necessitano di una schermatura EMI/RFI, che viene comunemente realizzata utilizzando custodie metalliche accuratamente stampate.
- Posti a sedere e interni: I componenti dei sedili e degli interni delle cabine degli aerei devono essere estremamente leggeri e allo stesso tempo estremamente resistenti per soddisfare i severi requisiti di sicurezza.
- Elettronica: La miniaturizzazione non ha fatto altro che aumentare l'uso dello stampaggio di precisione.
- Connettori e terminali: I piccoli e delicati connettori metallici presenti in tutti i dispositivi elettronici, compresi smartphone e server, sono prodotti in stampi progressivi molto complessi e in grandi quantità.
- Involucri e involucri: I computer portatili, i tablet e gli smartphone sono dotati di telai e involucri metallici stampati per garantire l'integrità strutturale e la sensazione di alta qualità.
- Schermatura EMI/RFI: Le scatole di schermatura sono coperture metalliche stampate che vengono applicate su alcune parti di una scheda a circuito stampato (PCB) per evitare interferenze elettromagnetiche.
- Elettrodomestici: Nel caso dei beni di consumo, la produzione di massa è il fattore più importante e lo stampaggio è il processo preferito.
- Alloggiamenti e pannelli: I gusci esterni di lavatrici, asciugatrici, frigoriferi e forni sono componenti stampati di grandi dimensioni.
- Struttura interna: Tutti i telai interni e le staffe di montaggio che tengono in posizione motori, tamburi e altre parti sono realizzati con stampi di tranciatura.
- Pannelli di controllo: Le manopole di controllo e i frontalini del display sono in metallo e devono essere funzionali e avere una finitura superficiale di alta qualità.
- Dispositivi medici: Questo settore richiede i massimi standard di pulizia, precisione e biocompatibilità.
- Strumenti chirurgici: Un'ampia gamma di strumenti chirurgici monouso e riutilizzabili, tra cui pinze, divaricatori, ecc. contengono parti stampate.
- Dispositivi impiantabili: I pacemaker e gli altri dispositivi impiantabili hanno le loro carcasse stampate in titanio o acciaio inossidabile e necessitano di una finitura senza bave e di una completa affidabilità.
- Apparecchiature diagnostiche: Le apparecchiature diagnostiche di grandi dimensioni, come gli scanner MRI e CT, hanno involucri e parti interne che vengono stampati per formare la struttura.
Componenti fondamentali di ogni stampo di tranciatura
Uno stampo di tranciatura non è un blocco solido, ma un complicato insieme di parti lavorate di precisioneognuno dei quali ha uno scopo particolare. L'accuratezza e il modo in cui questi componenti si adattano e interagiscono determinano le prestazioni, la precisione e la durata dello stampo. Questi sono i principali elementi necessari per comprendere l'utensile in generale.
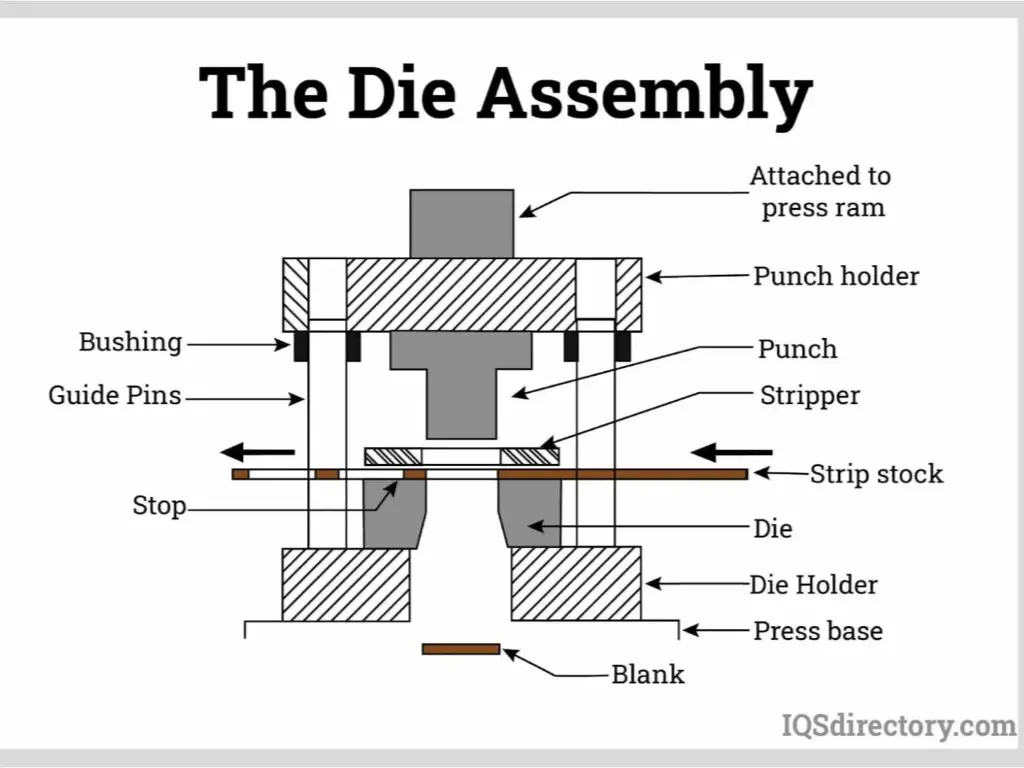
Fonte: IQSdirectory.com
- Set di fustelle: È la base dell'intero utensile. Si tratta di una coppia di piastre abbinate, il pattino superiore della matrice, montato sulla slitta della pressa (slittone), e il pattino inferiore, montato sulla tavola della pressa o sul bolster. La matrice mantiene tutte le altre parti nella giusta posizione.
- Perni di guida e boccole: Sono il principale sistema di allineamento della matrice. Un pattino (di solito quello inferiore) è dotato di perni di guida in acciaio temprato che scorrono in boccole rettificate di precisione sull'altro pattino. Questo sistema mantiene le metà superiore e inferiore dello stampo perfettamente allineate durante la corsa della pressa, il che è essenziale per evitare danni e produrre tolleranze strette.
- Punch: La parte maschile è il punzone che esegue la formatura o il taglio. Di solito è fissato alla scarpa superiore. I punzoni possono essere semplici e rotondi, per praticare dei fori, o complicati e sagomati per formare degli elementi.
- Cavità dello stampo / Pulsante dello stampo / Inserto dello stampo: È la parte femmina in cui entra il punzone. La forma della cavità dello stampo, insieme al punzone, determina la forma del pezzo. Uno dei parametri più importanti di un progettista di stampi è il gioco, il piccolo spazio tra il punzone e la cavità dello stampo, che influenza direttamente la qualità del bordo di taglio e la quantità di bava. Nei fori semplici, questa parte è comunemente un bottone di matrice standard e intercambiabile.
- Piastra di spogliazione: Il materiale tende ad aderire al punzone dopo che questo ha perforato o formato il materiale. Lo scopo della piastra di spellatura è quello di staccare il materiale dal punzone quando la pressa inizia la sua corsa di salita. Può essere una piastra rigida con un foro per ricevere il punzone o una piastra a molla che esercita una forza verso il basso sul materiale durante l'operazione.
- Sollevatori e localizzatori: Negli stampi progressivi, la striscia di materiale deve essere sollevata dalla superficie inferiore dello stampo per poter essere alimentata alla stazione successiva. Questa operazione viene eseguita da sollevatori (o sollevatori di strisce). I perni, detti localizzatori o piloti, vengono inseriti nei fori già praticati nel nastro per assicurarsi che il nastro sia posizionato con precisione a ogni stazione.
Il ruolo critico delle parti di stampo personalizzate ad alta usura
Sebbene tutti i pezzi siano importanti, alcuni di essi sono quelli che subiscono la forza delle operazioni e sono esposti a forti sollecitazioni, attriti e collisioni ad ogni ciclo di pressatura. I fattori più importanti che determinano la precisione del pezzo e la vita di uno stampo sono le parti ad alta usura, ovvero i punzoni, i bottoni dello stampo, i perni di guida e le boccole. Queste parti possono usurarsi, scheggiarsi o perdere precisione dimensionale a causa della costante usura e abrasione di materiali di lavorazione come l'acciaio ad alta resistenza.
L'effetto di questo degrado è immediato e drastico sulla produzione:
- Perdita di qualità dei pezzi: I taglienti usurati causano un numero eccessivo di bave e caratteristiche imprecise, con conseguente scarto del pezzo.
- Più tempo di inattività: La produzione deve essere interrotta per affilare, revisionare o sostituire le parti usurate.
- Fallimento catastrofico: Un punzone rotto o un perno di guida grippato possono provocare la rottura dello stampo, con danni ingenti e spese di riparazione che possono raggiungere le migliaia di euro.
Per questo motivo, è importante che ogni operazione di stampaggio di successo preveda l'acquisto di parti sostituibili di alta qualità e di eccellente durata. U-Need è l'esperto in parti di precisione per stampi personalizzati - perni di guida forgiati a freddo, bottoni per stampi temprati e altro ancora - progettati per resistere agli ambienti più difficili e prolungare la vita dell'intero gruppo di stampi. La nostra esperienza di oltre 30 anni nel settore è supportata da attrezzature di livello mondiale come Takisawa, GF AgieCharmille e Sodick per la produzione di componenti critici che costituiscono la spina dorsale degli strumenti di stampaggio dei nostri clienti.
I principali tipi di stampi spiegati
Gli stampi di tranciatura possono essere classificati in base alla loro funzione e costruzione. La scelta del tipo di stampo è una decisione strategica guidata dal volume di produzione, dalla complessità del pezzo e dal budget. I tre tipi più comuni di stampi utilizzati nella produzione moderna sono gli stampi progressivi, quelli a trasferimento e quelli composti.
- Morire progressivamente: Uno stampo progressivo è il cavallo di battaglia della produzione di grandi volumi ed è uno strumento che esegue una serie di operazioni di formatura in un unico utensile. Un pezzo di materiale viene fatto passare attraverso lo stampo e a ogni corsa della pressa viene eseguita un'operazione diversa (perforazione, piegatura, coniatura) nella stazione successiva. Lo stampo progressivo è una linea di produzione ridotta a un unico strumento piccolo e compatto.
- Vantaggi: Alta efficienza, basso costo di manodopera ed elevata ripetibilità.
- Svantaggi: Più costoso all'inizio, progettazione più complicata e minore flessibilità dei pezzi imbutiti.
- Trasferimento Die: Adatto a pezzi grandi e complessi che necessitano di diverse operazioni di formatura, in particolare a pezzi imbutiti come i pannelli della carrozzeria. Il nastro viene tagliato in parti e poi un sistema di trasferimento meccanico lo sposta tra le stazioni. Questa operazione viene spesso definita "stampaggio con stampi di trasferimento".
- Vantaggi: Può gestire geometrie molto complesse, pezzi di grandi dimensioni ed è possibile avere un maggiore controllo su ogni fase.
- Svantaggi: sono più lente delle matrici progressive, più costose da acquistare e richiedono uno spazio maggiore.
- Stampo composto: Uno stampo molto efficiente che esegue diverse operazioni (come la foratura e la tranciatura) in un solo colpo di pressa. Il punzone e la matrice sono impostati per tagliare contemporaneamente la forma esterna e i fori interni di un pezzo.
- Vantaggi: Elevata precisione, pezzi piatti e senza bave e produzione rapida.
- Svantaggi: Può essere utilizzato solo su sezioni piane e il design non è flessibile come le matrici progressive.
Confronto tra i principali tipi di stampi
| Caratteristica | Stampo progressivo | Stampo di trasferimento | Stampo composto |
| Velocità di produzione | Molto alto | Medio-Alto | Da basso a medio |
| Costo iniziale degli utensili | Molto alto | Molto alto | Medio |
| Parte Complessa | Alto (Curve, Forme) | Molto alto (disegni grandi e profondi) | Basso (parti piatte) |
| Volume adatto | Da alto a molto alto | Medio-Alto | Da basso ad alto |
| Efficienza del materiale | Medio (rottami di strisce di trasporto) | Alto | Alto |
| Applicazioni tipiche | Connettori, staffe, terminali | Pannelli automobilistici, pentole | Rondelle, guarnizioni, spessori |
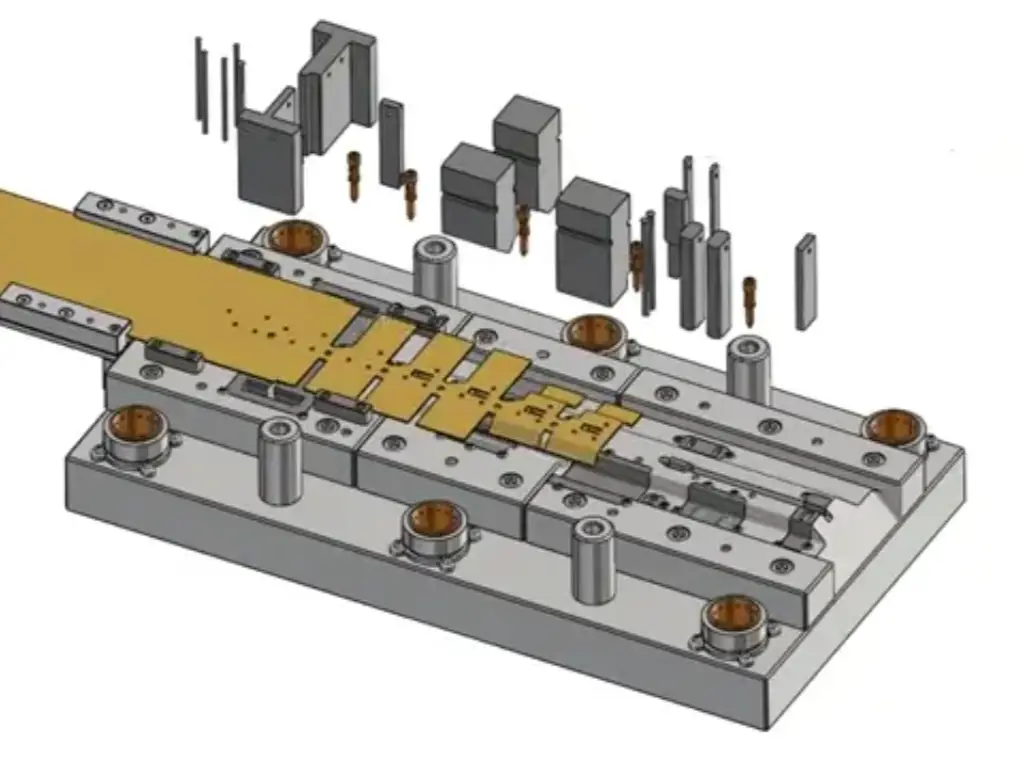
Dal file CAD all'utensile finito: Il processo di produzione
Il viaggio da una cianografia digitale a uno stampo fisico è una testimonianza della sinergia tra tecnologia all'avanguardia e competenza umana. Questo processo è un delicato balletto di macchine e menti, in cui ogni fase si basa sulla precedente per raggiungere un unico obiettivo: una precisione senza compromessi.
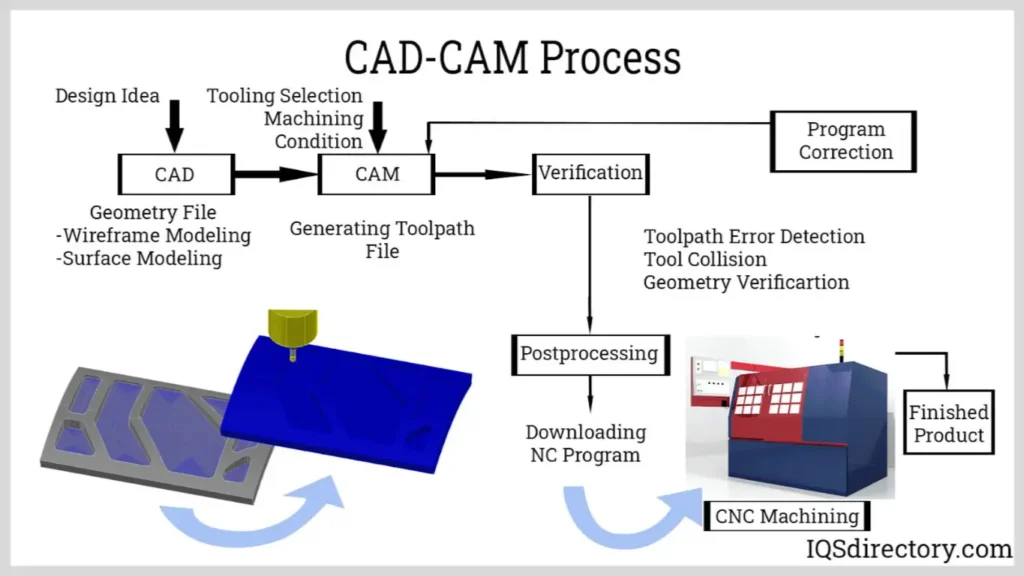
Fonte: IQSdirectory.com
- CAD/CAE Simulazione: Il processo inizia in ambito digitale, dove gli ingegneri progettano lo stampo utilizzando un software avanzato. Vengono eseguite simulazioni di analisi agli elementi finiti (FEA) per prevedere il flusso del materiale e i potenziali problemi di formatura prima che venga tagliato un singolo pezzo di acciaio.
- CNC Lavorazione: La sgrossatura dei componenti dello stampo viene eseguita su fresatrici a controllo numerico computerizzato (CNC). Queste macchine seguono il modello digitale per scolpire le forme generali con elevata precisione.
- Elettroerosione a filo & Ram EDM: Per i dettagli più fini e le geometrie complesse, si ricorre alla lavorazione a scarica elettrica (EDM). L'elettroerosione a filo, in particolare, è come un bisturi chirurgico per il metallo: utilizza un filo caricato elettricamente per tagliare con precisione forme e spazi intricati con una precisione inferiore al micron.
- Trattamento termico: Una volta lavorati, i componenti dello stampo vengono temprati attraverso un processo di riscaldamento e raffreddamento controllato. Questa fase è fondamentale per migliorare la forza e la resistenza all'usura dell'utensile, conferendogli la durata necessaria per sopportare milioni di cicli.
- Rettifica e lucidatura: Macchine di rettifica di precisione e tecnici specializzati affinano le superfici dei componenti degli stampi. Spesso è richiesta una finitura a specchio (Ra < 0,1 μm) sulle superfici degli stampi, in particolare per le parti di imbutitura o cosmetiche, per garantire un flusso di materiale fluido e un prodotto finale impeccabile.
- Assemblaggio e debug: I componenti finiti vengono assemblati meticolosamente. Lo stampo viene poi testato in una pressa e vengono apportate tutte le regolazioni necessarie per garantire che funzioni come progettato, un processo noto come debug.
Fattori chiave nella progettazione degli stampi di tranciatura
La qualità, l'affidabilità e l'economicità di un'operazione di stampaggio sono determinate molto prima della costruzione dello stampo. Vengono forgiati nella fase di progettazione. Uno stampo ben progettato funziona in modo efficiente, produce pezzi uniformi e ha una lunga durata. In questo processo sono fondamentali diversi fattori chiave.
- Progettazione per la producibilità (DFM): La DFM è un processo di collaborazione tra il progettista del pezzo e il progettista dello stampo. L'obiettivo è ottimizzare il progetto del pezzo per renderlo più facile ed economico da produrre tramite stampaggio. Ciò comporta considerazioni quali:
- Raggi di curvatura: Specificare raggi di curvatura generosi per prevenire le fessurazioni.
- Posizionamento del foro: Assicurarsi che i fori siano a distanza di sicurezza da bordi e altri elementi per evitare distorsioni.
- Orientamento delle caratteristiche: Allineamento di curve e caratteristiche per minimizzare le operazioni complesse e ridurre il costo dello stampo.
- Selezione del materiale (acciaio per utensili e metallo duro): La scelta del materiale per i componenti di taglio e formatura dello stampo è fondamentale per la sua durata. La decisione è un compromesso tra resistenza all'usura, tenacità e costo.
- Acciaio per utensili A2: Un buon acciaio per utensili di uso generale con un equilibrio tra resistenza all'usura e tenacità.
- Acciaio per utensili D2: Maggiore resistenza all'usura rispetto all'A2, ma meno tenace, il che lo rende più incline a scheggiarsi in caso di forti impatti.
- M2 Acciaio per utensili: Un acciaio ad alta velocità che mantiene la sua durezza a temperature elevate, adatto per applicazioni ad alta velocità.
- Carburo: Resistenza all'usura estremamente elevata, ma fragile e costosa. Utilizzato per la produzione di volumi molto elevati o per lo stampaggio di materiali abrasivi.
- Tolleranza Controllo e distanze: Uno stampo di tranciatura è un sistema di tolleranze controllate. La precisione del pezzo finale è il risultato diretto della precisione incorporata nei componenti dello stampo. Il gioco tra il punzone di taglio e il bottone dello stampo, ad esempio, è tipicamente una percentuale dello spessore del materiale e deve essere controllato con estrema precisione. Un gioco troppo stretto causa un'usura eccessiva e un taglio secondario sul bordo del pezzo; un gioco troppo ampio crea una bava grande e indesiderata. Per questo motivo, la capacità di produrre componenti per stampi con tolleranze così strette come ±0,001 mm, una specialità di U-Need, è così vitale.
- Simulazione e Analisi agli elementi finiti (FEA): La moderna progettazione degli stampi si affida in larga misura ai software di simulazione. La FEA consente ai progettisti di simulare digitalmente l'intero processo di stampaggio prima di tagliare il primo pezzo di acciaio. Questo software è in grado di prevedere:
- Flusso di materiale: Come la lamiera si allunga e si comprime durante la formatura.
- Potenziali difetti: Può identificare i rischi di rughe, screpolature o eccessivo assottigliamento.
- Ritorno elastico: Prevede il ritorno elastico del materiale dopo la formatura, consentendo ai progettisti di compensare la "sovracurvatura" del pezzo nello stampo.
- Questa simulazione consente di risparmiare enormi quantità di tempo e denaro, eliminando il tradizionale e costoso processo di prova ed errore in officina.
Scegliere lo stampo giusto per il progetto
La scelta del tipo di stampo appropriato è una decisione aziendale critica che influisce direttamente sulle tempistiche del progetto, sui costi dei pezzi e sulla redditività complessiva. La scelta deve basarsi su un'attenta analisi di tre fattori principali: volume di produzione, complessità dei pezzi e budget. Questo processo decisionale è alla base di qualsiasi successo. stampaggio metalli personalizzato progetto.
- Volume di produzione
Il fattore più importante è il volume di vita atteso del pezzo.
- Basso Volume (ad esempio, < 10.000 pezzi all'anno): Nel caso di prototipi o di produzioni a basso volume, il costo degli stampi progressivi o di trasferimento è proibitivo. Gli stampi meno complessi e a basso costo, come quelli a stazione singola (o di linea), sono l'opzione più razionale.
- MedioVolume (ad esempio, 10.000-250.000 pezzi all'anno): Questo volume tende a offrire una decisione. Uno stampo composto può essere appropriato per i pezzi più semplici, mentre uno stampo progressivo più semplice può essere un buon investimento nel caso in cui la geometria del pezzo lo richieda.
- Alto Volume (ad esempio, > 250.000 parti all'anno): In caso di volumi annuali elevati, il basso prezzo del pezzo che si può ottenere con l'automazione è il fattore più importante. La soluzione definitiva è rappresentata dagli stampi progressivi e di trasferimento, perché il loro elevato costo iniziale di attrezzaggio può essere rapidamente recuperato con milioni di pezzi.
- Complessità e dimensioni della parte
Il tipo di stampo è fortemente limitato dalla geometria e dalle dimensioni del pezzo.
- Dimensioni del pezzo: I pezzi di grandi dimensioni, ad esempio il pannello di una portiera automobilistica, sono fisicamente troppo grandi per essere prodotti in uno stampo progressivo e sono buoni candidati per essere prodotti in uno stampo di trasferimento. Gli stampi progressivi sono ideali per i connettori elettronici piccoli e complessi.
- Geometria della parte:
- Il pezzo presenta solo elementi di taglio ed è piatto? La più accurata sarà una matrice composta.
- Il pezzo è costituito da molteplici piegature, forme o elementi disegnati? Queste operazioni richiedono uno stampo progressivo per essere eseguite una dopo l'altra.
- Il pezzo è imbutito molto profondamente (la profondità è maggiore del diametro) o presenta caratteristiche su tutti i lati? Queste operazioni complesse sono possibili con uno stampo di trasferimento.
- Bilancio e Ritorno sull'investimento (ROI)
L'analisi non deve limitarsi al costo iniziale delle attrezzature, ma anche al costo totale di proprietà (TCO).
- Costo iniziale vs. prezzo del pezzo: Uno stampo progressivo può costare 100.000, mentre una serie di stampi da linea per realizzare lo stesso pezzo può costare 20.000. Tuttavia, lo stampo progressivo automatizzato può costare il pezzo 0,10 e gli stampi di linea, che richiedono molta manodopera, possono costare il pezzo 1,50.
- Punto di pareggio: Il punto in cui lo strumento più costoso è più redditizio può essere calcolato con un semplice calcolo. L'azienda avrà un costo per pezzo molto più basso investendo di più in anticipo, con un conseguente ritorno sull'investimento molto più elevato nel corso della vita del progetto. Questa analisi del TCO è essenziale per una buona decisione finanziaria.
Massimizzazione della durata degli stampi e riduzione dei costi
Uno stampo di tranciatura è un investimento di capitale significativo e la sua conservazione è essenziale per la redditività a lungo termine. Il segreto per ottenere il massimo della durata e il minor TCO possibile è un approccio strategico alla manutenzione, che mira alla riparazione e alla sostituzione dei componenti invece che alla sostituzione prematura dell'intero stampo.
Uno stampo è una guerra contro l'usura. Ogni corsa della pressa è un passo verso il degrado del bordo di taglio e della superficie di formatura. La prima linea di difesa è un accurato programma di manutenzione, che prevede pulizia, ispezione e affilatura. Tuttavia, nonostante le cure più attente, i componenti ad alta usura prima o poi arrivano alla fine della loro vita utile.
Questo è il punto decisionale più importante in cui la maggior parte delle aziende commette un errore molto costoso. Una volta che la qualità dei pezzi è compromessa dall'usura dei componenti, l'idea di sostituire l'intero utensile, che può costare decine o addirittura centinaia di migliaia di dollari, può sembrare l'unica soluzione. La comprensione degli approcci produttivi avanzati, tra cui stampaggio progressivooffre alternative pratiche alle costose sostituzioni di tutti gli utensili. Non è.
Riparazione vs. sostituzione completa: Un approccio strategico alla riduzione dei costi
Un approccio molto più intelligente ed economico consiste nel considerare lo stampo come un sistema modulare. Piuttosto che sostituire l'intero utensile, un programma di riparazione strategico mira a sostituire solo i componenti ad alta usura che si sono usurati. Il grande e costoso set di matrici e la maggior parte dei blocchi lavorati su misura hanno una durata quasi illimitata. Le prestazioni sono determinate dalle piccole parti consumabili. La loro sostituzione consente di riportare lo stampo agli standard operativi originali a una piccola frazione del costo di una nuova costruzione.
È qui che U-Need offre un grande valore aggiunto. Siamo un produttore impegnato di parti di stampi personalizzati e possiamo fornire i perni centrali dei vostri stampi a iniezione, nonché le parti più importanti dei vostri stampi per stampaggio hardware. Circa il 60-70% della nostra attività si concentra su questi componenti critici, che consentono di prolungare notevolmente il ciclo di vita degli stampi e di ridurre i costi delle operazioni.
Non ci limitiamo a sostituire, ma miglioriamo.
- Precisione impareggiabile per un'integrazione perfetta: Il nostro processo si basa sulla precisione, con oltre 30 anni di esperienza nel settore e un tasso di qualificazione del 99,3%. La nostra capacità di produrre tolleranze fino a +/- 0,001 mm, ben oltre gli standard del settore, significa che i nostri pezzi di ricambio si adattano perfettamente agli stampi esistenti e funzionano come in origine, senza la necessità di effettuare lunghe e costose regolazioni.
- Aggiornamenti delle prestazioni a vita estesa: Non siamo limitati dalle considerazioni sui costi del produttore di apparecchiature originali. Questo ci permette di fornire miglioramenti delle prestazioni. Possiamo far durare i pezzi di ricambio il 30% o più dei pezzi originali proponendo materiali superiori (ad esempio, PEEK anziché plastica comune, o un migliore grado di acciaio per utensili D2 anziché A2) o utilizzando trattamenti superficiali speciali (offriamo più di 20 trattamenti diversi) come PVD o nichelatura chimica.
- Reattivo Servizio per ridurre al minimo i tempi di inattività: Sappiamo che i tempi di inattività sono un mancato guadagno. Se avete bisogno di un singolo componente di ricambio (MOQ di 1) per testare una prova o di un set completo di parti soggette a usura per la vostra linea di produzione, il nostro team di oltre 20 ingegneri è a vostra disposizione. Forniamo un servizio di quotazione 24 ore su 24 e una garanzia di un anno su tutte le parti, che rappresenta un percorso privo di rischi per ridurre i costi di manutenzione e massimizzare i tempi di attività. Progettiamo anche parti speciali per adattarle ad apparecchiature particolari, in modo da garantirvi la disponibilità del componente non standard richiesto.
Con una strategia di manutenzione proattiva e di sostituzione di precisione dei componenti, potrete trasformare i vostri stampi di tranciatura in sistemi di produzione sostenibili a lungo termine, anziché in beni da ammortizzare.



