Lisování kovů je jedním ze základních a nejvlivnějších procesů ve velkosériové výrobě. Ústředním prvkem celé této činnosti je jeden skvěle navržený nástroj: kovotlačitelská matrice. Není to jen stroj, ale srdce výrobního systému, přesný nástroj, který má za úkol přeměnit surové kovové plechy na funkční díly, jež prostřednictvím plastické deformace pohánějí náš moderní svět.
Tento autoritativní text je důkladným rozborem raznic. Probereme jejich základní definici, jejich základní použití v hlavních průmyslových odvětvích, prvky, které je tvoří, a hlavní typy, které se dnes používají ve výrobě. Prozkoumáme také samotný proces lisování kovů, důležité konstrukční aspekty a strategické úvahy při výběru vhodného nástroje, který použijete na svůj projekt. Především však probereme, jak maximálně využít životnost a investice do těchto cenných prostředků, což je pro každou konkurenceschopnou výrobu nezbytné.
Co je to kovová raznice?
Raznice na kov je přesný nástroj speciální povahy, který se používá v lisu k řezání, tvarování nebo formování plochého plechu do určité, předem stanovené geometrie nebo požadovaného tvaru. Raznice je srdcem procesu tváření za studena a určuje konečný tvar a přesnost hotového dílu. Skládá se z kombinace speciálně navržených dílů, většinou z kalené nástrojové oceli nebo karbidu, které společně působí na provedení jedné nebo více operací při každém zdvihu lisu.
Hlavní myšlenkou lisovací formy je umožnit hromadnou výrobu s vynikající opakovatelností. Na rozdíl od jiných procesů, jako je CNC obrábění, při němž se materiál odebírá postupně a vytváří se tak tvar, při lisování plechu se celý profil vytvoří nebo vyřízne v jednom kroku nebo v rychlém sledu kroků, často jediným tahem lisu. To je základní rozdíl, který z něj činí mimořádně účinný a nákladově efektivní způsob výroby stovek, tisíců nebo dokonce milionů stejných dílů.
Raznice nevyvíjí sílu, ale je zabudována do většího stroje, mechanického nebo hydraulického lisu, který dodává tonáž potřebnou pro cyklování raznice a zpracování materiálu. Raznice slouží k usměrňování této energie s mikronovou přesností, aby vznikl díl, který odpovídá všem požadavkům na konstrukci. Zjednodušeně řečeno, raznice je mozkem a rukama celé operace, přičemž svalem je lis, a vykonává složitý úkol přeměny plochého plechu na funkční trojrozměrný kovový obrobek.
Použití lisovacích forem v různých průmyslových odvětvích
Lisovací formy mají vliv na téměř všechny oblasti současné výroby. Jsou nezbytné, protože dokáží vytvářet výkonné, lehké a složité součásti s vysokou rychlostí. Znalost těchto aplikací ukazuje nejen flexibilitu technologie, ale také to, jak zásadní je ve výrobcích, které používáme v každodenním životě.
- Automobilový průmysl: Automobilový průmysl je pravděpodobně největším spotřebitelem lisovaných kovových dílů. Výlisky jsou nezbytné jak pro konstrukční prvky, tak pro estetické panely.
- Body-in-White (BIW): Dveře, kapoty, blatníky, střechy a víka zavazadlového prostoru jsou velké a složité součásti, které se formují v obrovských lisovnách.
- Konstrukční prvky: A-sloupky, B-sloupky, rámy podvozku a příčníky jsou vylisovány z vysokopevnostní oceli (HSS) a pokročilé vysokopevnostní oceli (AHSS), aby byla zajištěna bezpečnost a tuhost vozidla.
- Držáky a upevňovací prvky: Miliony menších držáků pro montáž motorů, výfuků a dílů interiéru se vyrábějí ve vysokorychlostních progresivních lisovnách.
- Letectví a kosmonautika: Objem výroby je nižší než u automobilů, ale nejdůležitějšími faktory jsou přesnost, pevnost a odlehčení.
- Součásti draku: Žebra, držáky a spony, které se nacházejí v celé konstrukci trupu a křídla, jsou běžně vylisovány z hliníkových a titanových slitin.
- Avionika a pouzdra: Citlivá elektronická zařízení a systémy řízení letu jsou uzavřeny v krytech, které vyžadují stínění proti EMI/RFI, což se běžně provádí pomocí pečlivě vyražených kovových krytů.
- Sedadla a interiér: Součásti interiéru sedadel a kabin letadel musí být extrémně lehké a zároveň extrémně pevné, aby splňovaly přísné bezpečnostní požadavky.
- Elektronika: Miniaturizace pouze přispěla k používání přesného ražení.
- Konektory a svorky: Malé, křehké kovové konektory, které jsou součástí všech elektronických zařízení, včetně chytrých telefonů a serverů, se vyrábějí ve velmi složitých postupných zápustkách ve velkém množství.
- Pláště a skříně: Notebooky, tablety a chytré telefony mají kovové rámy a pouzdra, které jsou vyraženy tak, aby zajišťovaly strukturální integritu a působily vysoce kvalitním dojmem.
- Stínění EMI/RFI: Stínicí plechovky jsou vyražené kovové kryty, které se nasazují na určité části desky s plošnými spoji (PCB), aby se zabránilo elektromagnetickému rušení.
- Spotřebiče: V případě spotřebního zboží je nejdůležitějším faktorem hromadná výroba, při níž se používá lisování.
- Pouzdra a panely: Vnější pláště praček, sušiček, chladniček a trub jsou velké lisované součásti.
- Interní rámec: Všechny vnitřní podvozky a montážní konzoly, které drží motory, bubny a další díly na svém místě, jsou vyrobeny pomocí lisovacích forem.
- Ovládací panely: Ovládací knoflíky a čelní desky displeje jsou kovové a musí být funkční a mít kvalitní povrchovou úpravu.
- Zdravotnické prostředky: Toto odvětví vyžaduje nejvyšší standardy čistoty, přesnosti a biokompatibility.
- Chirurgické nástroje: Široká škála jednorázových a opakovaně použitelných chirurgických nástrojů, včetně svorek, retraktorů atd., obsahuje vyražené části.
- Implantabilní zařízení: Kardiostimulátory a další implantabilní zařízení mají pouzdra vyražená z titanu nebo nerezové oceli a vyžadují povrchovou úpravu bez otřepů a naprostou spolehlivost.
- Diagnostické vybavení: Velká diagnostická zařízení, jako jsou magnetické rezonance a počítačové tomografy, mají kryty a vnitřní části, které jsou vyraženy do struktury.
Základní komponenty uvnitř každé raznice
Raznice není celistvý blok, ale složitý celek složený z několika částí. přesné obráběné díly, přičemž každý z nich má určitý účel. Přesnost a způsob, jakým tyto součásti zapadají do sebe a vzájemně se ovlivňují, určují výkon, přesnost a životnost matrice. To jsou hlavní prvky, které jsou nezbytné pro pochopení nástroje obecně.
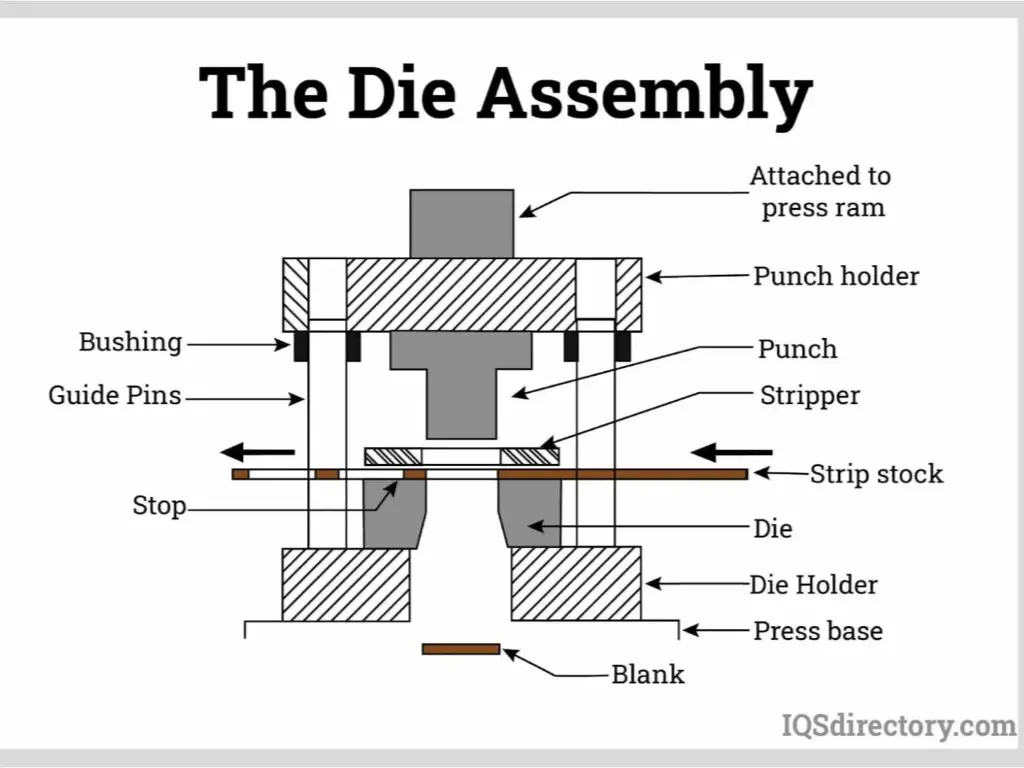
Zdroj: IQSdirectory.com
- Sada výsekových forem: To je základ celého nástroje. Jedná se o shodnou dvojici desek, horní botku, která je připevněna k lisovému suportu (beranu), a spodní botku, která je připevněna k lisovému loži nebo svorníku. Sada matric udržuje všechny ostatní díly ve správné poloze.
- Vodicí čepy a pouzdra: Jedná se o hlavní vyrovnávací systém matrice. Jedna botka (obvykle spodní) má kalené ocelové vodicí kolíky, které se zasouvají do přesně broušených pouzder na druhé botce. Tento systém udržuje horní a dolní polovinu matrice během zdvihu lisu dokonale vyrovnané, což je nezbytné pro zamezení poškození a výrobu těsných tolerancí dílů.
- Punč: Vnější část je razník, který provádí tvarování nebo řezání. Obvykle je připevněn k horní botce. Děrovače mohou být obyčejné kulaté k prorážení otvorů nebo složitě tvarované k tvarování prvků.
- Die Cavity / Die Button / Die Insert: Jedná se o ženskou část, do které se vkládá úderník. Tvar dutiny matrice spolu s razníkem určuje tvar dílu. Jedním z nejdůležitějších parametrů konstruktéra raznice je vůle, malý prostor mezi razníkem a dutinou raznice, který přímo ovlivňuje kvalitu řezné hrany a množství otřepů. U jednoduchých otvorů je touto součástí běžně standardní, vyměnitelný knoflík raznice.
- Odizolovací deska: Materiál má tendenci se po proražení nebo vytvarování materiálu k razníku přichytit. Účelem oddělovací desky je oddělit materiál od razníku, jakmile lis zahájí svůj zdvih. Může se jednat o pevnou desku s otvorem, do kterého se vkládá razník, nebo o pružinovou desku, která během operace působí na materiál silou směrem dolů.
- Zvedáky a lokátory: U progresivních lisovacích forem se musí pás materiálu zvednout ze spodní plochy lisu, aby mohl být posunut do další stanice. K tomu slouží zvedáky (nebo zvedáky pásu). Do otvorů již vytvořených v pásu se vkládají kolíky, tzv. lokátory nebo piloty, které zajišťují přesné umístění pásu v každé stanici.
Kritická úloha vysoce opotřebitelných dílů pro zakázkové formy
Ačkoli všechny díly jsou důležité, několik z nich je vystaveno plné síle operací a jsou vystaveny obrovskému namáhání, tření a nárazům při každém lisovacím cyklu. Nejdůležitější faktory, které určují přesnost dílů a životnost matrice jsou tyto vysoce opotřebitelné díly, tedy razníky, matriční knoflíky, vodicí čepy a pouzdra. Tyto díly se mohou opotřebovávat, třískat nebo ztrácet rozměrovou přesnost v důsledku neustálého opotřebení a otěru při zpracování materiálů, jako je například vysokopevnostní ocel.
Tato degradace má okamžitý a drastický dopad na produkci:
- Ztráta kvality dílu: Opotřebené řezné hrany způsobují příliš mnoho otřepů a nepřesných rysů, což vede k vyřazení dílu.
- Další prostoje: Výrobu je nutné zastavit kvůli broušení, servisu nebo výměně opotřebovaných dílů.
- Katastrofické selhání: Zlomený razník nebo zadřený vodicí kolík může mít za následek pád raznice, což může vést k rozsáhlým škodám a účtům za opravu, které se mohou vyšplhat na tisíce.
Proto je při každém úspěšném lisování důležité zajistit vysoce kvalitní vyměnitelné díly s vynikající životností. Společnost U-Need je odborníkem na přesné zakázkové lisovací díly - za studena kované vodicí čepy, tvrzené lisovací knoflíky a další díly - navržené tak, aby odolaly nejnáročnějším podmínkám a prodloužily životnost celé sestavy lisovacích forem. Naše více než třicetileté zkušenosti v oboru jsou podpořeny špičkovým vybavením, jako je Takisawa, GF AgieCharmille a Sodick, pro výrobu kritických součástí, které jsou základem lisovacích nástrojů našich klientů.
Vysvětlení hlavních typů lisovacích forem
Raznice lze rozdělit podle jejich funkce a konstrukce. Výběr typu raznice je strategickým rozhodnutím, které se řídí objemem výroby, složitostí dílu a rozpočtem. Tři nejběžnější typy raznic používané v moderní výrobě jsou progresivní, přenosové a složené raznice.
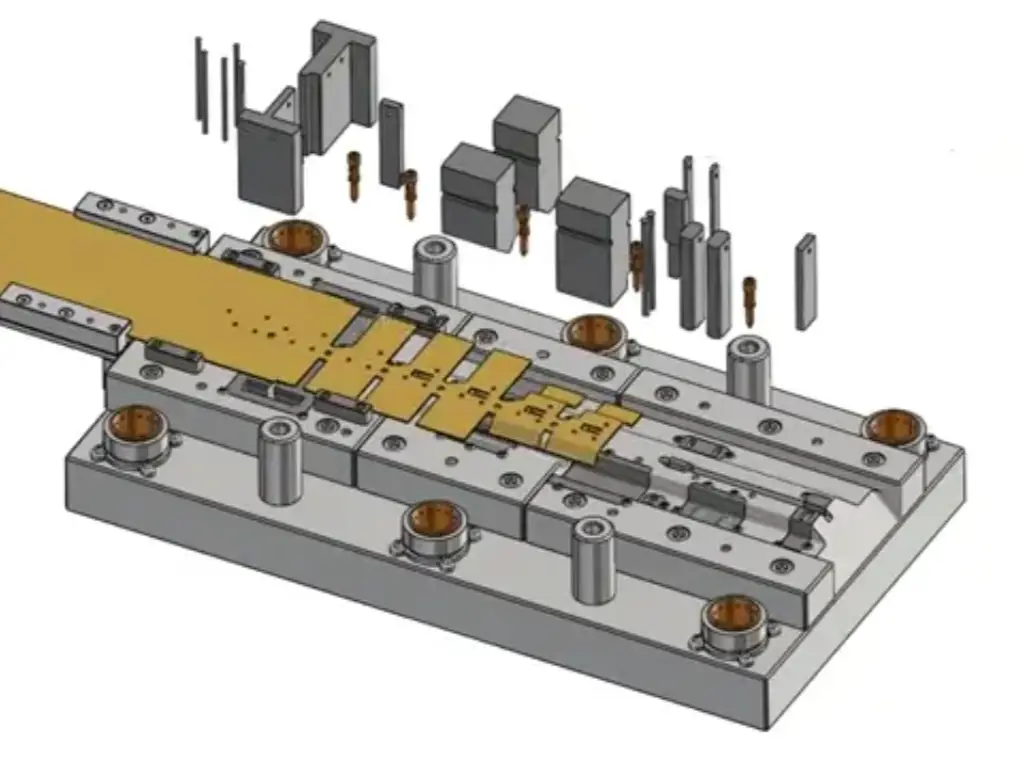
- Progresivní smrt: Progresivní zápustka je pracovním koněm velkosériové výroby a je to nástroj, který provádí řadu tvářecích operací v jednom nástroji. Kus materiálu prochází matricí a při každém zdvihu lisu se na jiné další stanici provede jiná operace (propíchnutí, ohnutí, vykružování). Toto progresivní lisování je výrobní linka, která byla redukována na jeden malý, kompaktní nástroj.
- Výhody: Vysoká účinnost, nízké náklady na práci a vysoká opakovatelnost.
- Nevýhody: Dražší začátek, složitější konstrukce a menší flexibilita hlubokotažných dílů.
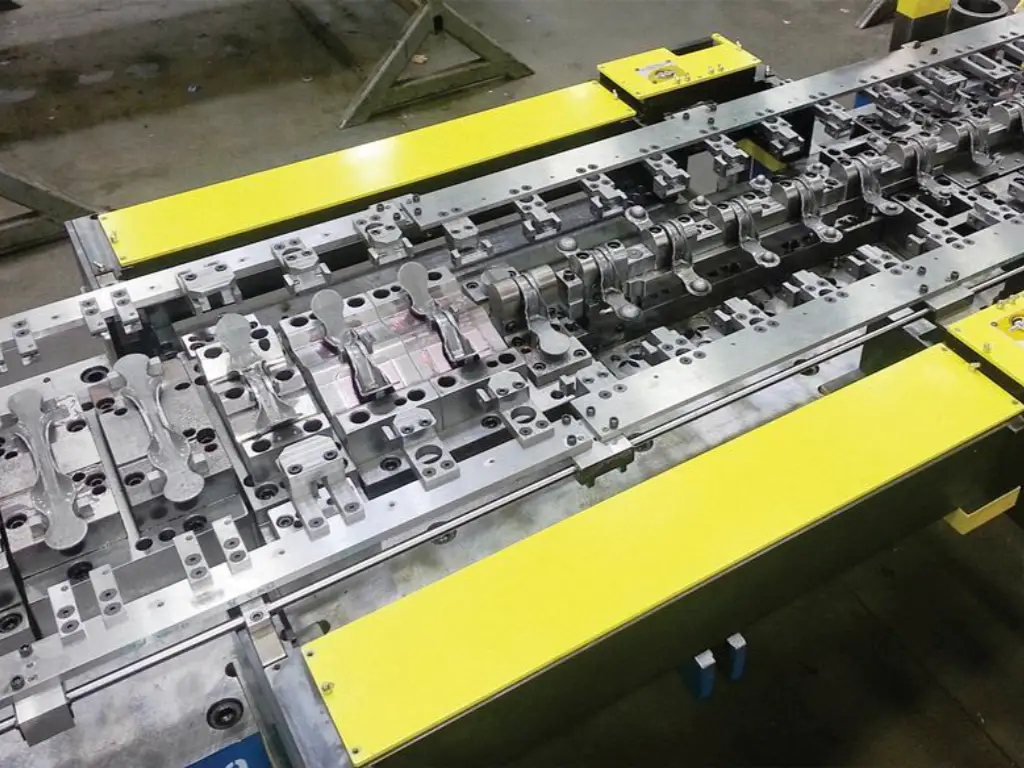
- Přenosová kostka: Vhodné pro velké a složité díly, které vyžadují několik tvářecích operací, zejména hlubokotažné díly, jako jsou panely karoserie. Pás je rozřezán na díly a poté je mechanickým přenosovým systémem přesouván mezi stanicemi. Tento postup se často označuje jako transferové lisování.
- Výhody: Lze se vypořádat s velmi složitými geometriemi, velkými rozměry dílů a je možné mít větší kontrolu nad každou fází.
- Nevýhody: pomalejší než progresivní lisy, dražší na pořízení a větší nároky na podlahovou plochu.
- Složená matrice: Velmi účinná matrice, která provádí několik operací (např. propíchnutí a zaslepení) jedním tahem lisu. Razník a matrice jsou nastaveny tak, aby vyřezávaly vnější tvar a vnitřní otvory kusu současně.
- Výhody: Vysoká přesnost, rovné kusy bez otřepů a rychlá výroba.
- Nevýhody: Konstrukce není tak flexibilní jako u progresivních raznic.
Srovnání hlavních typů raznic
| Funkce | Progresivní die | Přenosová matice | Složená matrice |
| Rychlost výroby | Velmi vysoká | Střední až vysoká | Nízká až střední |
| Počáteční náklady na nástroje | Velmi vysoká | Velmi vysoká | Střední |
| Složitost části | Vysoké (ohýbání, formy) | Velmi vysoká (velké, hluboké tahy) | Nízká (ploché díly) |
| Vhodný objem | Vysoká až velmi vysoká | Střední až vysoká | Nízká až vysoká |
| Efektivita materiálu | Střední (Carrier Strip Scrap) | Vysoká | Vysoká |
| Typické aplikace | Konektory, držáky, svorky | Automobilové panely, nádobí | Podložky, těsnění, podložky |
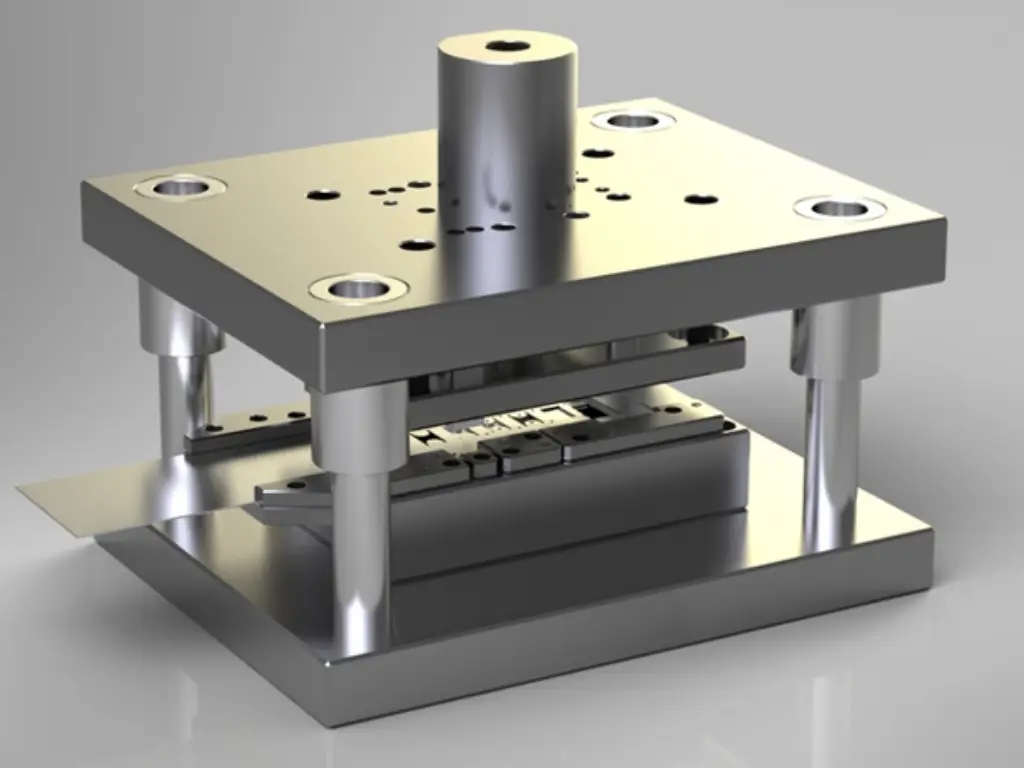
Od souboru CAD k hotovému nástroji: Výrobní proces
Cesta od digitálního návrhu k fyzické raznici je důkazem součinnosti nejmodernější technologie a lidské odbornosti. Tento proces je jemným baletem strojů a myslí, kde každý krok navazuje na předchozí, aby bylo dosaženo jediného cíle: nekompromisní přesnosti.
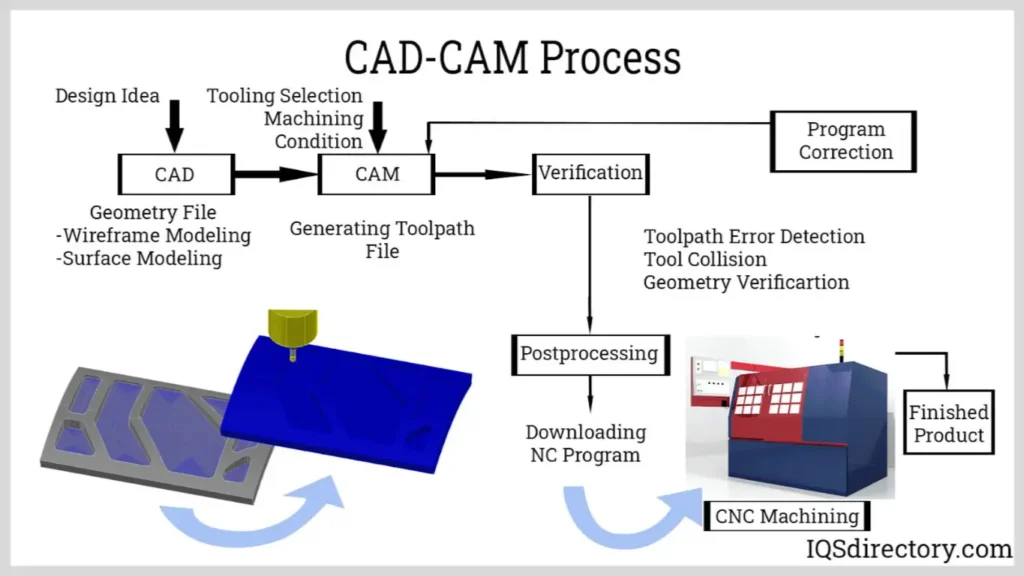
Zdroj: IQSdirectory.com
- CAD/CAE Simulace: Proces začíná v digitální sféře, kde inženýři navrhují matrici pomocí pokročilého softwaru. Před vyříznutím jediného kusu oceli se provedou simulace metodou konečných prvků (FEA), aby se předpověděl tok materiálu a případné problémy při tváření.
- CNC Obrábění: Hrubé tvarování součástí lisu se provádí na frézkách s číslicovým řízením (CNC). Tyto stroje podle digitálního modelu vyřezávají obecné tvary s vysokou přesností.
- Drátové elektroerozivní obrábění & Ram EDM: Pro jemné detaily a složité geometrie se používá elektroerozivní obrábění (EDM). Zejména drátové elektroerozivní obrábění je jako chirurgický skalpel na kov, který pomocí elektricky nabitého drátu přesně vyřezává složité tvary a vůle se submikronovou přesností.
- Tepelné zpracování: Po obrábění jsou součásti lisu vytvrzeny řízeným procesem zahřívání a chlazení. Tento krok má zásadní význam pro zvýšení pevnosti a odolnosti nástroje proti opotřebení, čímž se získá odolnost, která vydrží miliony cyklů.
- Broušení a leštění: Přesné brusky a kvalifikovaní technici zušlechťují povrchy součástí lisu. Zrcadlový povrch (Ra < 0,1 μm) je často vyžadován zejména u výkresových nebo kosmetických dílů, aby byl zajištěn hladký tok materiálu a dokonalý výsledný produkt.
- Montáž a ladění: Hotové komponenty jsou pečlivě sestaveny. Následně se matrice otestuje v lisu a provedou se případné úpravy, aby se zajistilo, že bude fungovat podle návrhu, což je proces známý jako ladění.
Klíčové faktory při konstrukci lisovacích forem
Kvalita, spolehlivost a nákladová efektivita lisovací operace jsou určeny dlouho předtím, než je vyrobena lisovací forma. Vyrábí se již ve fázi návrhu. Dobře navržená raznice pracuje efektivně, vyrábí konzistentní díly a má dlouhou životnost. V tomto procesu je prvořadých několik klíčových faktorů.
- Design pro vyrobitelnost (DFM): DFM je proces spolupráce mezi konstruktérem součásti a konstruktérem matrice. Cílem je optimalizovat návrh dílu tak, aby jeho výroba lisováním byla snazší a ekonomičtější. To zahrnuje úvahy jako např:
- Poloměry ohybu: Určení velkých poloměrů ohybu, aby se zabránilo praskání.
- Umístění otvorů: Zajistěte, aby otvory byly v bezpečné vzdálenosti od okrajů a jiných prvků, aby nedošlo k deformaci.
- Orientace na funkce: Zarovnávání ohybů a prvků pro minimalizaci složitých operací a snížení nákladů na lisování.
- Výběr materiálu (nástrojová ocel a karbid): Výběr materiálu pro řezné a tvářecí součásti matrice je pro její životnost rozhodující. Rozhodnutí je kompromisem mezi odolností proti opotřebení, houževnatostí a cenou.
- Nástrojová ocel A2: Dobrá nástrojová ocel pro všeobecné použití s vyváženou odolností proti opotřebení a houževnatostí.
- Nástrojová ocel D2: Je odolnější proti opotřebení než A2, ale méně houževnatý, takže je náchylnější k odštípnutí při silném nárazu.
- Nástrojová ocel M2: Rychlořezná ocel, která si zachovává tvrdost i při zvýšených teplotách a je vhodná pro vysokorychlostní aplikace.
- Karbid: Extrémně vysoká odolnost proti opotřebení, ale křehké a drahé. Používá se pro velmi velkosériovou výrobu nebo pro lisování abrazivních materiálů.
- Tolerance Kontrola a odstupy: Raznice je systém s kontrolovanými tolerancemi. Přesnost finálního dílu je přímým výsledkem přesnosti zabudované do součástí raznice. Například vůle mezi řezným razníkem a knoflíkem raznice je obvykle procento tloušťky materiálu a musí být kontrolována s mimořádnou přesností. Příliš malá vůle způsobuje nadměrné opotřebení a sekundární střih na hraně dílu; příliš velká vůle vytváří velký nežádoucí otřep. To je důvod, proč je možné vyrábět lisované součásti s tak malými tolerancemi, jako je např. ±0,001 mm, specialita společnosti U-Need, je tak zásadní.
- Simulace & Analýza konečných prvků (FEA): Moderní konstrukce matric se ve velké míře opírá o simulační software. Metoda konečných prvků umožňuje konstruktérům digitálně simulovat celý proces lisování ještě před vyříznutím prvního kusu oceli. Tento software dokáže předpovědět:
- Tok materiálu: Jak se plech při tváření roztahuje a stlačuje.
- Potenciální vady: Může odhalit rizika vrásek, prasklin nebo nadměrného ztenčení.
- Odrazový můstek: Předpovídá, jak bude materiál po tváření pružně pružit, což konstruktérům umožňuje kompenzovat "nadměrným ohýbáním" dílu v zápustce.
- Tato simulace šetří obrovské množství času a peněz tím, že eliminuje tradiční nákladný proces pokusů a omylů v dílně.
Výběr správné matrice pro váš projekt
Výběr vhodného typu lisovací formy je zásadním obchodním rozhodnutím, které přímo ovlivňuje časový harmonogram projektu, náklady na díl a celkovou ziskovost. Výběr by měl být založen na pečlivé analýze tří základních faktorů: objemu výroby, složitosti dílu a rozpočtu. Tento rozhodovací proces je základem každého úspěšného lisování kovů na zakázku projekt.
- Objem výroby
Nejdůležitějším faktorem je očekávaný objem životnosti dílu.
- Nízká Svazek (např. < 10 000 dílů za rok): V případě prototypů nebo malosériové výroby jsou náklady na progresivní nebo transferové lisovací formy neúnosné. Méně složité a levnější nástroje, jako jsou jednostaniční (nebo linkové) zápustky, jsou nejracionálnější volbou.
- StředníSvazek (např. 10 000 - 250 000 dílů za rok): Tento svazek má tendenci nabídnout rozhodnutí. Složená matrice může být vhodná pro jednodušší díly a jednodušší progresivní matrice může být dobrou investicí v případě, že to geometrie dílu vyžaduje.
- Vysoká Svazek (např. > 250 000 dílů za rok): Při vysokých ročních objemech je nejdůležitějším faktorem nízká cena kusu, kterou lze realizovat pomocí automatizace. Konečným řešením jsou progresivní a přenosové zápustky, protože jejich vysoké počáteční náklady na nástroje se mohou rychle vrátit při milionech dílů.
- Složitost a velikost dílu
Typ matrice je silně omezen geometrií a velikostí dílu.
- Velikost dílu: Velké díly, např. dveřní panel automobilu, jsou fyzicky příliš velké na to, aby se vyráběly v progresivním lisu, a jsou vhodnými kandidáty pro výrobu v přenosovém lisu. Progresivní zápustky jsou ideální pro malé, složité elektronické konektory.
- Geometrie dílu:
- Má díl pouze řezané prvky a je plochý? Nejpřesnější bude složená matrice.
- Má díl více ohybů, tvarů nebo kreslených prvků? Tyto operace vyžadují postupné lisování, které je provede jednu po druhé.
- Je díl velmi hluboce protažený (hloubka je větší než průměr) nebo má rysy na všech stranách? Tyto složité operace jsou možné s přenosovou matricí.
- Rozpočet a Návratnost investic (ROI)
Analýza by se neměla omezovat pouze na počáteční náklady na nástroje, ale také na celkové náklady na vlastnictví (TCO).
- Počáteční náklady vs. cena kusu: Progresivní matrice může stát 100 000, zatímco sada linek pro výrobu stejného dílu může stát 20 000. Automatizovaná progresivní matrice však může stát díl za 0,10 a pracná liniová matrice může stát kus dílu za 1,50.
- Bod zlomu: Bod, kdy je nákladnější nástroj výhodnější, lze vypočítat jednoduchým výpočtem. Společnost bude mít mnohem nižší náklady na jeden kus, protože investuje více předem, což povede k mnohem vyšší návratnosti investice po dobu trvání projektu. Tato analýza TCO je zásadní pro správné finanční rozhodnutí.
Maximalizace životnosti výsekových forem a snížení nákladů
Raznice představuje významnou kapitálovou investici a její zachování je zásadní pro dlouhodobou ziskovost. Tajemstvím, jak co nejlépe využít její životnost a co nejnižší TCO, je strategický přístup k údržbě, který je zaměřen na opravy a výměnu komponentů namísto předčasné výměny celého nástroje.
Kostka je válka proti opotřebení. Každý zdvih lisu je krokem k degradaci řezné hrany a tvářecího povrchu. První linií obrany je důkladný program údržby, který zahrnuje čištění, kontrolu a broušení. Nicméně i přes tu nejpečlivější péči se vysoce opotřebitelné součásti dříve či později dostanou na konec své životnosti.
V tomto nejdůležitějším rozhodovacím bodě se většina společností dopouští velmi drahé chyby. Jakmile je kvalita dílů ohrožena opotřebením součástí, může se jako jediné řešení jevit myšlenka na výměnu celého nástroje, která může stát desítky nebo dokonce stovky tisíc dolarů. Pochopení pokročilých výrobních přístupů, včetně progresivní lisování, nabízí praktické alternativy k nákladným výměnám celého nářadí. Nejedná se o.
Oprava vs. úplná výměna: Strategický přístup ke snižování nákladů
Mnohem chytřejší a ekonomičtější přístup je považovat matrici za modulární systém. Namísto výměny celého nástroje je strategický program oprav zaměřen na výměnu pouze těch součástí, které se opotřebovávají. Velká, nákladná sada matric a většina na zakázku vyrobených bloků má téměř neomezenou životnost. Výkonnost je dána malými spotřebními díly. Jejich výměna umožňuje vrátit lisovnu do původního provozního standardu za malý zlomek nákladů na novou konstrukci.
V tomto případě má U-Need velkou hodnotu. Jsme odhodlaným výrobcem zakázkových dílů forem a můžeme vám dodat jádrové čepy do vstřikovacích forem, stejně jako nejdůležitější části vašich lisovacích forem. Přibližně 60-70 % našeho obchodu se soustředí na tyto kritické součásti, což vám umožní výrazně prodloužit životní cyklus vašeho nástroje a snížit provozní náklady.
Nezajišťujeme pouze výměnu, ale i zlepšení.
- Bezkonkurenční přesnost až dokonalá integrace: Náš proces je založen na přesnosti, více než 30 letech zkušeností v oboru a 99,3% míře kvalifikace. Naše schopnost vyrábět tolerance až +/- 0,001 mm, což je daleko za průmyslovými standardy, znamená, že naše náhradní díly dokonale zapadnou do vašich stávajících lisovacích forem a budou fungovat stejně jako původně bez nutnosti zdlouhavých a nákladných úprav.
- Upgrady výkonu s prodlouženou životností: Nejsme omezeni náklady výrobce původního vybavení. To nám umožňuje poskytovat výkonnostní upgrady. Můžeme zajistit, aby náhradní díly vydržely o 30 a více procent déle než původní díly, a to navržením lepších materiálů (např. PEEK namísto běžného plastu nebo lepší třídy nástrojové oceli D2 namísto A2) nebo použitím speciálních povrchových úprav (nabízíme více než 20 různých úprav), jako je PVD nebo chemické niklování.
- Citlivé Služba pro minimalizaci prostojů: Víme, že prostoje znamenají ztrátu příjmů. Můžete potřebovat jednu náhradní součástku (MOQ 1) pro testování zkušebního provozu nebo kompletní sadu opotřebitelných dílů pro vaši výrobní linku, náš tým více než 20 inženýrů je vám k dispozici. Poskytujeme 24hodinový cenový servis a 1letou záruku na všechny díly, což je bezriziková cesta ke snížení nákladů na údržbu a maximalizaci provozuschopnosti. Vyrábíme také speciální díly pro speciální zařízení, takže si můžete být jisti, že budete mít k dispozici nestandardní součástku, kterou potřebujete.
Díky proaktivní strategii údržby a přesné výměny komponentů se z vašich lisovacích forem stanou dlouhodobě udržitelné výrobní systémy namísto amortizovaných aktiv.



