大量金属部品製造の世界における成功の柱は、精度、スピード、費用対効果です。プログレッシブ・ダイ・スタンピングは、金属プレス加工の基礎となる技術として、現在世界で最も強力な金属成形技術の一つであり、年間数十億個の複雑な部品が生産され、自動車、エレクトロニクス、医療産業、消費財セクターを牽引しています。エンジニア、調達マネージャー、製品設計者にとって、この工程を熟知していることは有利であるだけでなく、製品導入の成功に不可欠です。
この権威あるガイドでは、順送型金属プレスの詳細な技術的説明を行います。その内部メカニズムを分解し、他の伝統的なプロセスと対比させ、利点と欠点を検証します。また、その本質的な用途について説明し、コストと金型管理の複雑さを分解し、実用的な製造可能設計(DFM)の推奨事項を示します。最後に、適切な製造パートナーを選択するための情報を提供し、この不可欠な技術の将来を展望します。このガイドは、プロジェクト評価の初期段階でも、既存の生産ラインを合理化しようとしている場合でも、最も価値のあるツールとなるでしょう。
プログレッシブ・ダイ・スタンピングとは?
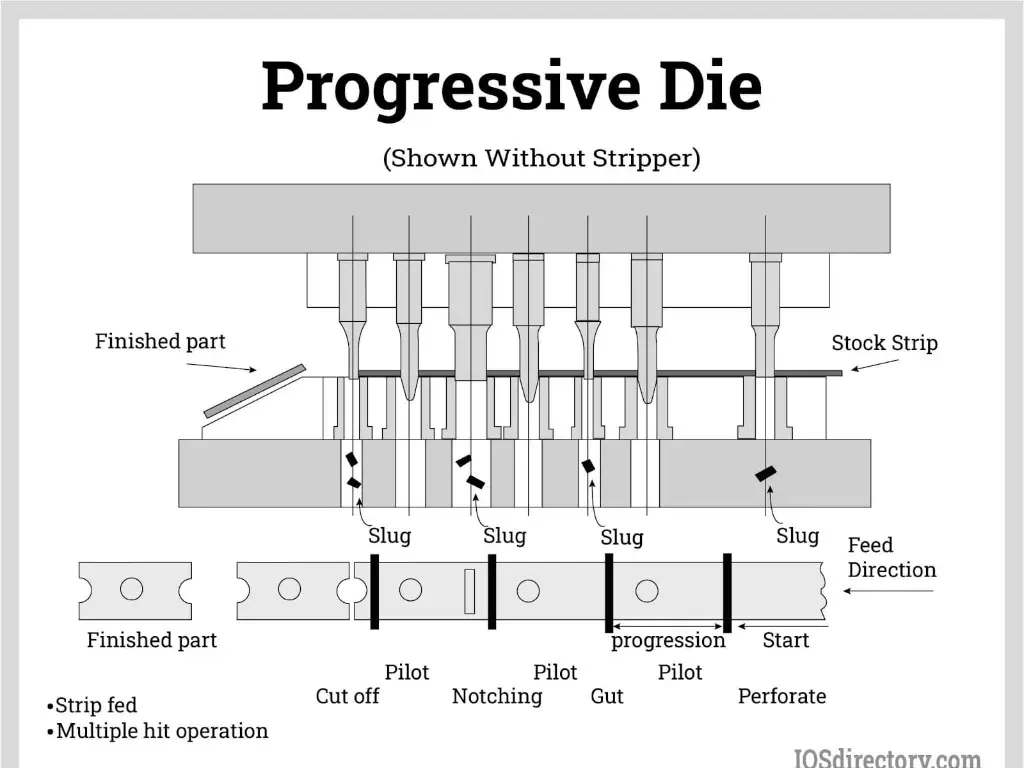
プログレッシブ金型プレスは、連続したシートメタルコイルから複雑な部品を作り出す、高速で自動化された金属成形プロセスです。プログレッシブ・スタンピング・プロセスのプログレッシブな特徴とは、金属ストリップが1つのスタンピング・ダイ内の一連のワークステーションを移動(プログレッシブ)する際に、金属ストリップに対して行われる連続的な操作のことです。金型には一連のステーションがあり、各ステーションは、パンチング、コイニング、曲げ、絞りなどの異なる加工を行います。連続した金属帯であるキャリア・ストリップは、最終ステーションで完成品が切り出されるまで、ステーション間でワークを正確に搬送します。
全工程はスタンピング・プレスの中にあり、材料を切断し成形する力を与える。これは、機械的な完璧さのシンフォニーであり、設置後はほとんど労働に支障をきたすことなく、連続的に大量に稼働するように設計されている。
ステップ・バイ・ステップのプロセス
- 材料の巻取りと供給: 鋼、アルミニウム、銅、その他の合金からなるシートメタルは、大きなコイルの形をしている。このコイルはアンコイラーに乗せられ、コイルセット(材料の自然な湾曲)をなくすために矯正機にかけられます。矯正されたストリップは、自動供給システムによって、ピッチと呼ばれる制御された増分で正確に順送ダイに押し込まれます。
- ダイの前進: 金型自体は複雑で頑丈な装置で、通常は焼き入れした工具鋼でできており、いくつかのステーションがある。プレスが上下するにつれてダイが閉じ、各ステーションで同時に特定の作業が行われる。
- 操縦: キャリア・ストリップのパイロット・ホールのパンチングは、初期の最も重要なステーションのひとつである。後のステーションでは、成形前にダイの上半分にある円錐形のパイロットがこれらの穴に挿入されます。これにより、厳しい公差に不可欠な、各プレス・ストロークでの完璧なストリップ・アライメントが実現します。
- スタンピング作業: ストリップは、以下のような一連のステーションを通過する:
- Piercing/Punching(ピアッシング/パンチング):穴、溝、切り込みを入れること。
- 曲げ/成形:アングル、フランジ、複雑な形状を作る。
- ドローイング:浅いカップのような形。
- コイニング/エンボス:ロゴ、文字、補強リブなどの細部をスタンプすること。
- トリミング:不要なものを取り除くこと。
- 部品の排出: 最後の工程は、完成品とキャリアストリップの分離である。完成部品はプレス機から押し出され、通常はベルトコンベアーに載せられて回収され、残りのキャリアストリップ骨格はスクラップ回収とリサイクルを効率的に行うために細かく切断される。
これらの作業はすべて1つのプレスの1つの金型で行われるため、順送型プレスは1分間に数百、数千の部品を生産することができ、したがって非常に効率的な大量生産プロセスである。
(ここに動画を配置すれば、金属片がダイ・ステーションを通過する様子を効果的に表現できるだろう)
プログレッシブ・ダイの解剖:主要構成部品
そのプロセスとコストを理解するためには、順送金型を構成する主な部品を知ることが重要です。これらの部品は厳しい条件下で作動し、その品質が金型の性能と寿命を決定します。
ソースIQSdirectory.com
- ダイセット: これが工具の基本である。重い上シューと下シューで構成され、通常は鋳鉄製か鋼鉄製である。これらのシューは、他のすべての部品がガイドピンとブッシュによって完璧なアライメントに保たれるよう、厳密な仕様で機械加工され、プレスがストロークされるたびに金型が同じように閉じるようになっています。
- パンチ: これらは、材料を切断したり成形したりする作業を行う雄部品である。莫大な衝撃と応力にさらされるため、摩耗の激しい部品である。
- ピアスパンチは穴をあけるために使われる。
- フォーミングパンチは、材料を目的の形状に曲げたり、引いたり、コイン加工したりするように設計されています。その精度は、最終部品の精度に直接反映されます。
- ダイボタン/マトリックス これらはパンチの雌型に相当し、通常、精密研磨された硬化鋼または超硬チップである。穴を開ける際、パンチはダイボタンに入り、材料をきれいにせん断します。パンチと同様、摩耗が激しく、定期的に交換する必要があります。
- パイロット これは精密研磨された円錐形のピンで、キャリアストリップのパイロットホールにはめ込む。厳密にはアライメント装置であるが、必要不可欠なものである。パイロットは、成形や切断の各作業の前にストリップを正確に位置決めすることで、最終部品の高い繰り返し精度と厳しい公差に直接関与している。
- ストリッパープレート: ストローク後にプレスが開くと、材料はパンチが後退する際に付着する傾向がある。ストリッパー・プレートは、パンチを包むプレートで、バネ式になっている。このプレートは、工程全体を通して材料のストリップをしっかりと掴み、パンチが後退する際にストリップを剥がし、ストリップが次のワークステーションに自由に移動できるようにします。
- リフターとガイド: これらはピン、レール、ブロックのセットで、ダイを通過するキャリアストリップをガイドし、持ち上げ、支えます。ストリップの座屈やたるみを防止し、ステーション間の確実でジャムのない搬送を可能にします。
- ダイインサート/ブロック: ダイブロックは通常、高価な工具鋼の単一ピースで作られていますが、複雑な部分や摩耗の激しい部分は、交換可能な別個のダイインサートとして作られることもあります。重要な切削または成形形状を保持するこれらのインサートは、タングステンカーバイドなどの高品質材料で製造することができます。このモジュール設計は、主要なコスト削減策のひとつです。ある部分が摩耗した場合、巨大なダイブロック全体ではなく、小さなインサートだけを交換する必要があります。この的を絞った交換哲学は、効果的な金型ライフサイクル管理の核心です。
プログレッシブ・ダイ vs トランスファー・ダイ vs フォースライド
正しいスタンピングプロセスを選択することは、金型コスト、生産速度、部品の複雑さに影響する重要な決定です。順送金型プレスは、万能のソリューションではありません。トランスファーダイスタンピングや4スライド(またはマルチスライド)スタンピングのような他の一般的な方法との関連でその利点を理解することは、適切なプロジェクト計画の鍵となります。
| 特徴 | プログレッシブ・ダイ・スタンピング | トランスファー・ダイ・スタンピング | フォースライド/マルチスライド・スタンピング |
| 仕組み | 連続した金属ストリップが1つのマルチステーションダイを通過する。 | 単一部品は、トランスファーシステムによって別々の金型間を移動する。 | 素材は、異なる方向から動く複数のツールによって成形される。 |
| こんな方に最適 | - 多量の小・中型部品 - ターミナル、ブラケット、シールド | - 大型または深絞り部品 - フリーアクセスが必要な部品 | - 複雑な曲げ加工 - クリップ、スプリング、ワイヤーフォーム |
| 生産率 | 非常に高い | 中~高 | ミディアム |
| 金型投資 | 高い | 非常に高い | 中~高 |
| 材料の使用 | 良好(キャリアストリップはスクラップ) | フェア(ブランクは無駄を生む) | エクセレント(スクラップは最小限) |
| セットアップと切り替え | ロング | 非常に長い | ミディアム |
要約すると プログレッシブ・ダイ・スタンピング は、ストリップで搬送可能な部品の大量生産におけるスピードと効率の王様である。 トランスファー・ダイ・スタンピング は、ストリップに取り付けたままにできないような大型部品や深絞り部品に対して、より高い柔軟性を提供するが、その代償として、より高い工具投資とより遅い速度が必要となる。 フォースライド・スタンピング は独自のニッチを切り開き、従来の縦型プレスでは困難、あるいは不可能な、小型で非常に複雑なワイヤーやストリップの成形を得意としている。
プロジェクトの主な利点と制限
十分な情報に基づいた決定を下すには、技術についてバランスの取れた見方が必要です。プログレッシブ・ダイ・スタンピングは非常に強力ですが、お客様の特定のプロジェクト要件に照らし合わせて、その利点と制約を比較検討することが不可欠です。
プログレッシブ・ダイ・スタンピングの利点
- 急速な生産速度: これが最大の強みだ。自動供給と、各プレスストロークで実行される複数の作業により、生産率は非常に高い。このため、この工程はリードタイムの短い大量注文(通常は数万から数百万の部品)に適している。
- 部品代が安い ボリューム: 金型のコストは高いが、生産が始まれば部品のコストは極めて低くなる。高速で自動化され、操作に必要な労働力が少ないため、規模の経済性は顕著である。通常、大量生産が必要な場合、最も経済的な金属成形プロセスである。
- グッド 再現性 そして 一貫性: 金型の固定された形状と供給システムの精度が工程を制御します。ダイが認定された後、製造されるすべての部品は、前のものと実質的に同じになります。これは、自動車や電子機器など、部品の互換性が最も重要な用途では不可欠です。
- スクラップが少ない: 適切に設計された順送金型は、与えられた材料から最も多くの部品を生産できるように、キャリアストリップのレイアウト(ネスティング)がよく考えられています。このように材料を効果的に使用することで、他の工程に比べて無駄が減り、部品の総コストの削減に役立ちます。
プログレッシブ・ダイ・スタンピングの限界
- 高い初期金型費用: 第一の欠点は、順送金型を設計・製作するには非常にコストがかかることである。精密工学的に設計された工具であり、その性質は複雑で、部品の複雑さ、大きさ、希望する寿命にもよりますが、数万ドルから数十万ドルかかる場合があります。これは非常に高価であるため、試作品や少量生産には適していません。
- 低ボリュームには不適切: 金型費用は高いので、投資を正当化し、競争力のある部品価格を生み出すには、大量の生産量が必要である。この技術の使用を決定する前に、損益分岐点をよく計算する必要がある。
- 設計上の制約: 部品は、最後の操作までキャリアストリップ上のステーション間を搬送できるように設計されるべきである。そのため、部品の形状に制約が生じることもある。さらに、すべての操作は1つのプレス方向(垂直方向)で行われるため、複雑な金型内機構がなければ、複数の方向に成形する必要があるフィーチャーはできません。
- 金型リードタイム: 新しいプログレッシブ金型の設計、建設、認定は時間のかかるプロセスであり、数週間から数ヶ月かかることがあります。このリードタイムは、プロジェクト全体のスケジュールの中で考慮されるべきです。
主要産業における主なアプリケーション
順送型プレスの効率、精度、費用対効果により、順送型プレスは幅広い産業で不可欠な技術となっています。その用途はどこにでもあり、私たちが日常的に使用する製品の多くに見られます。これらの用途を理解することで、このプロセスの価値が現実のものとなります。
自動車
プログレッシブ・プレス部品の最大の消費者のひとつは、大量生産、厳しい公差、信頼性が譲れない自動車産業である。
- コネクタと端子: 車両には、電源やデータを配線するための精密な端子やコネクターが、ワイヤーハーネスごとに何十、何百とある。必要な規模とコストでこれらを作る唯一の実現可能な方法は、順送プレス加工である。
- ブラケットと クリップス: エンジンルームの小型センサー取り付けブラケット、内装トリムクリップ、シートベルト巻き取り装置部品はすべて、車両を固定し支持するために使用されるプレス部品である。
- エキュー およびモジュール・ハウジング: プログレッシブ・スタンピングは、EMI/RFIシールドと物理的保護を提供するために、電子制御ユニット(ECU)やその他の電子モジュールの保護金属筐体を製造するために一般的に使用されています。
- ヒートシールド: 排気熱からデリケートなパーツを保護する、薄いアルミニウムやスチールのプレス成形のヒートシールドは、大量に成形される。
電子・電気通信
エレクトロニクス産業は、小型化と精度が重要視されるハイペースな業界です。プログレッシブ・スタンピングは、多種多様な機器に必要とされる複雑で高精度な部品を提供します。
- 電磁妨害/RFI シールド: スタンプされた金属缶やシールドは、スマートフォン、ルーター、コンピューターで重要なニーズとなっている電磁波や無線周波数の干渉から繊細な電子部品を隔離するためにカスタム設計されています。
- リード フレーム: シリコンチップを支え、集積回路パッケージの外部ピンに接続する金属フレームである。微細な精度が要求されるため、プログレッシブ・スタンピングに適している。
- 接点とコネクター: USBコネクターシェル、内部バッテリー接点、基板対基板コネクター、その他多くの部品はプレス部品で作られており、信頼性の高い電気接続を行うために不可欠です。
- ヒートシンク: 小型の型押しアルミニウム製ヒートシンクは、プロセッサーやパワーコンポーネントを冷却するために多くの機器に搭載されている。
医療機器
医療分野では、最大限の精度、衛生、材料のトレーサビリティが求められます。プログレッシブ・スタンピングは、使い捨て手術器具と耐久性のある手術器具の両方の部品製造に適用されます。
- 手術器具部品: ほとんどの外科用ステープラー部品、切断器具、その他の手持ち式外科器具は、医療グレードのステンレス鋼からプレス成形されている。
- 植え込み型デバイスのケーシング: ペースメーカーや除細動器などの保護筐体には、密閉された生体適合性のある金属筐体が必要であり、これは深絞り加工や順送プレス加工によって製造される。
- 診断機器部品: 診断機の部品、流体制御システム、検査機器などの診断機器部品は、その再現性と費用対効果の高さから、プレス加工で製造されることが多い。
航空宇宙・防衛
航空宇宙産業の生産量は一般的に自動車産業よりも少ないですが、プログレッシブスタンピングは、精度と材料の完全性が重要な標準化された大量生産部品にも適用されます。
- ファスナー、シム、ワッシャ: 標準ファスナー、カスタムファスナー、公差を補正する精密シム、特殊ワッシャーは、幅広い種類で刻印されています。
- 小さな構造部品: 小さなブラケット、継手、その他の重要でない構造部品は、高強度アルミニウムやスチール合金からプレス成形されることが多い。
プログレッシブ金型費用の理解と管理
プロジェクトマネージャーやエンジニアにとって、コスト管理は第一の目的です。プログレッシブ・スタンピングの場合、コスト構造は初期金型投資に大きなウェイトを占めます。プロジェクトの投資収益率(ROI)を最大化するには、初期コストと長期コストの両方を管理する方法を包括的に理解することが重要です。

初期投資と長期貯蓄
順送プレスの経済モデルは、古典的なトレードオフである。高い初期コストを受け入れ、長い生産期間の間、1個あたりの価格が極めて低い製品を「購入」するのです。
- 金型費用の内訳: 金型の初期コストは、いくつかの要因の複合体である:
- デザインとエンジニアリング: 熟練した工具設計者が、部品のモデル化、ストリップのレイアウト計画、ダイ・ステーションの設計に費やした時間。
- 原材料: 高品質の工具鋼(D2や高摩耗部用の超硬など)とダイセットのベースのコスト。
- 精密 機械加工: を多用している。 CNCフライス加工ワイヤーEDM、シンカーEDM、精密研削により、ミクロン単位の公差で金型部品を製造する。
- 集合&トライアウト 金型を組み立て、テストし、すべての仕様に適合する部品を製造するために微調整を行う、手間のかかる工程。
- 損益分岐点の計算プログレッシブ金型に投資するかどうかの決定は、損益分岐点(プログレッシブスタンピングの総コストが代替プロセス(レーザー切断+成形など)よりも低くなる数量)にかかっています。簡略化した計算は以下の通りです:
- 損益分岐点数量=(プログレッシブ金型コスト)/(ピースあたりのコスト(代替)-ピースあたりのコスト(プログレッシブ))。
- この計算により、投資を正当化するためには通常、数万から数十万単位の数量が必要とされる理由が浮き彫りになる。
隠れた要因工具のメンテナンスとライフサイクル
順送金型の実際のROIは、金型のコストだけでなく、金型の生産寿命です。順送プレス加工で通常考慮されないもう一つのコストは、金型の長期メンテナンスとダウンタイムです。金型は精密工具であり、何百万回もの高衝撃サイクルにより甚大なストレスにさらされます。パンチ、パイロット、ダイインサートなどの重要な部品は、必ず摩耗したり、欠けたり、壊れたりします。従来の方法では、高価な緊急修理や最悪の場合、高価なダイセット全体を交換することもありました。
しかし、より経済的なアプローチは、高品質のカスタム交換部品を使用した、ライフサイクル重視のプロアクティブ・メンテナンスである。単なる修理ではなく、資産を最大限に活用するための計画なのです。
カスタム金型部品による金型寿命の延長とコスト削減
そこで、特殊部品の生産が不可欠となります。U-Needは、精密なカスタム金型部品、特に順送金型、射出成形金型、その他の工業用工具を専門としています。ビジネスモデル全体が、お客様が抱える長期的な運用コストに対応するように設計されています。金型全体ではなく、消耗した重要部品のみを交換することで、初期投資のライフサイクルを大幅に伸ばし、メンテナンスコストを削減することができます。
当社は30年以上にわたって精密機械加工業界で培ってきた専門知識で、冷間圧造、スタンピング、射出成形金型など、あらゆる工具の中核となる重要な摩耗部品の60~70%をカバーする能力を持っています。標準的な工具鋼のパンチが磨耗した場合、当社は再設計し、2倍または3倍の寿命を持つ可能性のある、より高いグレードの超硬合金の代替品を製造することができます。複雑なフォーミングインサートが破損した場合、当社のエンジニアチーム(平均15年以上の経験)は、+/-0.001mmまでの精度で、多くの場合、オリジナルよりもさらに優れた精度で複製することができます。
PG光学式カーブグラインダーなど、世界最高の設備を使用して、パンチやチップの超精密プロファイル、一般的な機械工場では達成できない公差や表面仕上げを実現しています。これにより、内角半径0.02mmの半導体金型など、最も困難な用途の部品を製造することができます。単に部品を交換するのではなく、高品質の材料、ミラーEDMやマルチプロセス加工などの最先端の製造技術、工具の摩耗パターンに関する徹底した知識に集中することで、部品をアップグレードします。この積極的な戦略により、お客様の生産ラインは最小限のダウンタイムで稼働し続け、工具は消耗品ではなく長期的な高性能資産となります。
プレス加工における重要な設計(DFM)の考慮事項
効果的な部品設計は、製品設計者と製造エンジニアのコラボレーションです。製造可能な設計(DFM)の原則を初期段階から適用することは、コスト削減、品質向上、スムーズな生産開始を実現する唯一で最も効果的な方法です。
素材の選択
材料の選択は、コスト、成形性、最終的な部品の性能に影響する。
- 成形性: 低炭素鋼、アルミニウム、銅合金は延性が高 く、複雑な曲げ加工や絞り加工が容易である。ステンレス鋼や高強度鋼(HSS)は許容範囲が狭く、より大きな曲げ半径やより強力な工具が必要になる場合があります。
- コストだ: 原材料は部品の主要なコストドライバーです。アプリケーションの機能要件において、より高価な材料が本当に必要かどうかを常に自問してください。
- 硬度と摩耗: 材料の硬度は、金型の摩耗率に影響します。研磨材や非常に硬い材料をプレスする場合は、より高価な超硬合金などの耐摩耗性工具鋼を使用して金型を製作する必要があります。
公差
コストは公差に直接、指数関数的に影響される。
- 必要なものだけを指定する: 公差が狭ければ狭いほど、金型の製造とサポートにかかるコストは高くなります。公差±0.1mmは普通であり、達成するのはかなり容易である。これを±0.01mmにするためには、より正確な製造と品質管理が必要となる。
- ミクロン・レベル 精密: U-Needのような専門店が示すように、±0.001mmという微細な公差も可能ですが、最も重要な機能特性のみに使用すべきです。最も一般的で費用のかかる設計ミスのひとつは、部品の公差を大きくしすぎることです。
穴とスロットの特徴
パンチの破損を防ぎ、部品の品質を保証するために、以下の経験則に従ってください。
- 穴の直径と材料の厚さ: 打ち抜かれた穴の厚さは、少なくとも穴の直径と同じ大きさでなければならない。強靭な素材の場合、この比率はさらに大きくなければならない(例えば2:1)。これを破ると、パンチが摩耗しすぎて破損することがある。
- 特徴間の距離: 穴の縁と部品の縁、または2つの穴の間の距離は、歪みを避け、材料の強度を保つために、材料の厚さの少なくとも2倍でなければならない。
ベンドとシェイプ
曲げ加工の工程では、材料の特性を考慮しなければならない。
- 最小曲げ半径: すべての材料には、それ以下になると亀裂が入る最小内曲げ半径があります。この半径は通常、材料の厚さの倍数で示されます(例:1T、2T)。具体的な推奨値は、材料のデータシートを参照してください。半径は常に最大にしてください。
- スプリングバック: 曲げられた材料の場合、成形圧力がなくなると、少しスプリングバックする傾向がある。これはスプリングバックと呼ばれ、部品を曲げ過ぎることによって金型内で許容されなければなりません。経験豊富な金型設計者であれば、これを予測し、考慮することができます。
- 曲がる向き: 材料の木目方向に沿って曲げると、材料に亀裂が入ることがある。曲げは常に木目に直角になるように行う。
キャリア・ストリップ・デザイン
設計者は最後の部品に関心があるが、製造性という点ではキャリア・ストリップも同様に重要である。ストリップは、すべてのステーションに歪みなく部品を支持し、パイロット穴を開けるための安全な場所を提供するのに十分な剛性を持たなければならない。
正しいスタンピング・パートナーの選択
プロジェクトの成功は、製造パートナーの能力と哲学に大きく依存します。サプライヤーを選ぶ際には、単に見積価格を比較するだけでは不十分です。あなたは、重要な資産である金型を管理する責任を持つ、あなたのチームの延長となるパートナーを選ぶのです。
以下はチェックリストである:
- エンジニアリング 周波数変調 専門知識
低価格の見積もりでも、サプライヤーが前もってエンジニアリング・サポートを提供できなければ意味がない。優れたパートナーは、コンサルタントの役割を果たします。
- 何を聞くべきか: 「当社の設計に関するDFMレポートを提供してもらえますか?コスト削減や品質向上のためにどのような提案がありますか?"
- 何をすべきか 探す: 具体的な提案をしてくれる専任のエンジニアリングチームを持つパートナーを探す。このようなパートナーは U-ニーズである。 平均15年の経験を持つ20人以上のエンジニア・チームまた、パーツを分析し、プロジェクト期間中のコスト削減につながる変更を提案できる深い専門知識を持っている。
- 製造と品質システム
部品の品質は、パートナーの設備と工程の品質を直接反映する。
- 何を聞くべきか: 「設備リストを見せていただけますか?品質認証はどうなっていますか?QCプロセスはどうなっていますか?
- 何をすべきか 探す: 一流のサプライヤーは、世界クラスの設備に投資している。GF アギーシャルミーユ、ソディック、瀧澤).それらは ISO 90012015年認定 また、CMMや2.5Dプロジェクターなどの高度な機器を使用した受入検査、工程内検査、最終的な全数検査を含む、多段階のQCプロセスを持っている。合格率は 99.3% 以上であることは、頑健なプロセス制御の強力な指標である。
- ツールのライフサイクル管理とサポート
これがサプライヤーとパートナーの違いです。金型メンテナンスに対する姿勢は、お客様の長期的な操業の成功に対する関心を示しています。
何を聞くべきか: 工具のメンテナンスや修理の手順は?交換部品はどこで入手しますか?ラインダウンが発生した場合の緊急対応について教えてください。
何をすべきか 探す: この質問に対するより良い回答は、積極的なアプローチである。パートナーを吟味する際には、重要部品のサプライチェーンについて問い合わせてみよう。ダウンタイムを削減するためには、非標準的で長持ちする部品を迅速に注文できることが不可欠です。これは金型だけでなく、プレス設備にも言えることです。
私たちは、以下のベストメーカーの戦略的パートナーです。 U-ニーズ.また、金型部品と一緒にカスタム設備部品も設計することで、金型だけでなく、お客様の生産ラインすべてが最高のパフォーマンスを発揮し、可能な限り長持ちするように維持することができます。MOQは1個から対応可能で、急ぎの注文には3~5日で納品します。これは、長時間のダウンタイムを避けるために必要な柔軟性と対応力です。当社のようなスペシャリストとの関係が構築されているスタンピング・パートナーは、お客様の稼働時間を最大化し、総投資額を保護することに深い関心を示しています。
プログレッシブ・ダイ・スタンピングの将来動向
順送型プレスは成熟した技術ですが、進化し続けています。革新の原動力は、より複雑な部品の需要、新素材の採用、デジタル技術の統合です。
シミュレーションとデジタル・ツイン
高度な有限要素解析(FEA)ソフトウェアにより、金型設計者はスタンピングプロセス全体をデジタルでシミュレートすることができます。材料の流れを予測し、潜在的な応力点を特定し、スプリングバックを予測し、鋼片を切断する前にストリップのレイアウトを最適化することができます。この金型の「デジタル・ツイン」によって、金型開発のコストと時間のかかる試行錯誤の段階が大幅に短縮されます。
IIoTとインダイ・センシング
産業用モノのインターネット(IIoT)により、金型メンテナンスは反応型から予測型へと変化しています。センサーを金型に直接埋め込むことで、圧力、温度、振動などの重要なパラメーターをリアルタイムで監視することができます。このデータを分析することで、部品の摩耗や故障がいつ始まるかを予測し、ラインダウンが発生する前にメンテナンスをプロアクティブにスケジュールすることができます。
先端材料
自動車産業における軽量化の推進とエレクトロニクスの高性能化により、新素材の採用が進んでいる。先進高強度鋼(AHSS)、アルミニウム合金、さらにはチタンのプレス加工には、新たな課題があります。このため、金型材料、コーティング、潤滑剤の技術革新や、新しいプレス技術が必要とされ、これらの耐久性の低い材料の成形に成功しています。
ハイブリッド製造プロセス
将来は、1つの金型内で工程を組み合わせることになるかもしれない。これには、2つの部品を接合するための金型内レーザー溶接、ねじ穴を形成するための金型内タッピング、またはナットやスタッドなどの部品の自動挿入の統合が含まれる可能性があります。このようなハイブリッド工程は、二次加工をなくし、部品の取り扱いを減らし、全体的なコストを下げることができます。
プログレッシブ・ダイ・スタンピングは、現代製造業の礎となっています。その基本原則であるスピード、精度、効率は時代を超越しています。一方 プログレッシブ・ダイ・スタンピング トランスファー・ダイ・スタンピング]は効率性に優れているため、複雑な形状の成形に好んで使用されます。その仕組みを理解し、コストを戦略的に管理し、製造可能な設計を行い、長期的な成功に投資するパートナーを選ぶことで、この驚くべき技術の力を十分に活用することができます。



