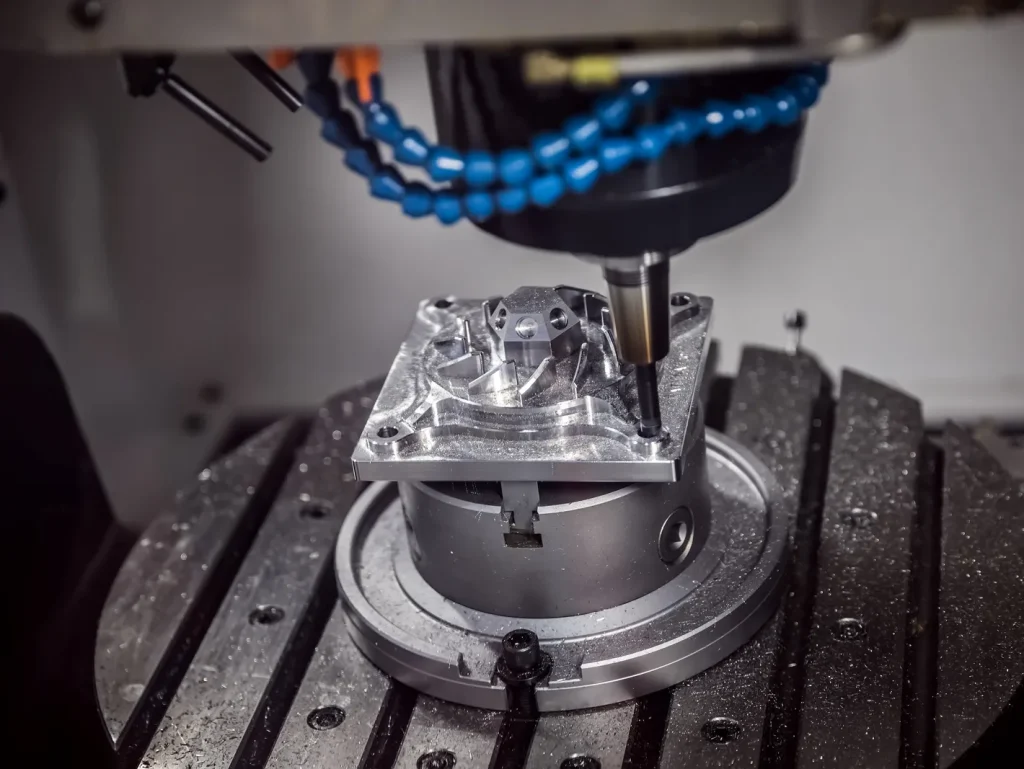
Quando si devono realizzare fori minuscoli, profondi e di alta precisione in metalli conduttivi temprati come il carburo, il titanio, l’Inconel e l’acciaio temprato, la foratura CNC convenzionale presenta spesso problemi quali rottura dell’utensile, deflessione e scarsa precisione di posizionamento. EDM CNC Le macchine per la foratura offrono una soluzione affidabile e senza contatto, asportando il materiale tramite elettroerosione senza esercitare alcuna forza di taglio meccanica.
Questa guida illustra in dettaglio il funzionamento della foratura con elettroerosione (EDM), i suoi vantaggi e limiti, i principali vincoli geometrici e relativi ai materiali, i rischi legati alla qualità, i fattori relativi alle tolleranze e ai costi, oltre alle applicazioni industriali concrete della foratura e ai criteri pratici di selezione, per aiutare ingegneri e produttori a decidere se la foratura di precisione con EDM sia il processo più adatto al loro progetto.
Introduzione
Molti ingegneri e produttori si trovano di fronte a un'incertezza quando devono scegliere tra la foratura convenzionale e l'elettroerosione (EDM) per progetti complessi che prevedono la realizzazione di microfori. Per scegliere con sicurezza il processo più adatto, è fondamentale partire da una chiara definizione del problema e seguire un flusso di lavoro di valutazione strutturato.
Definire il problema decisionale: stabilire se l’EDM sia il processo più adatto per la realizzazione di fori piccoli, profondi e precisi in materiali duri e conduttivi
La foratura con elettroerosione CNC viene solitamente presa in considerazione quando un pezzo richiede un foro piccolo, profondo o di precisione in un materiale duro e conduttivo. La decisione non riguarda solo la possibilità di realizzare il foro, ma anche la capacità del processo di garantire il diametro, la rettilineità, le condizioni superficiali e la ripetibilità richiesti, senza creare rischi per la qualità difficili da ispezionare o controllare.
Questo processo è particolarmente indicato per fori di diametro compreso tra circa 0,1 e 3,0 mm, soprattutto in acciaio temprato, carburo di tungsteno, titanio, Inconel e altre leghe dure. Si tratta di casi in cui la foratura convenzionale può comportare la rottura dell’utensile, lo sbandamento della punta, elevate forze di taglio o deflessione. L’EDM asporta il materiale senza contatto meccanico, consentendo così di forare elementi difficili o impossibili da realizzare con un utensile da taglio rotante.
Il primo vincolo è di natura materiale. La foratura con elettroerosione funziona solo su materiali elettricamente conduttivi. Se il materiale del pezzo è non conduttivo, il processo non è adatto, a meno che non si ricorra a un percorso conduttivo separato o a un processo speciale, che esula dalla normale prassi di foratura con elettroerosione CNC.
Il secondo vincolo è di natura geometrica. In molti casi è possibile realizzare fori con rapporto di profondità elevato, fori ciechi, fori angolati e diametri molto ridotti, ma ciascuno di essi comporta un rischio aggiuntivo. Il rischio deriva spesso dal lavaggio, dall’usura degli elettrodi, dalla conicità e dalla rimozione dei residui, piuttosto che dalla sola durezza.
Anteprima del percorso di valutazione: fattibilità → principi di processo → compromessi → rischi → fattori di costo/tolleranza → applicazioni → criteri di selezione
Una valutazione pratica inizia con l'analisi di fattibilità. Il progettista o l'acquirente del componente deve verificare il diametro del foro, la profondità, il rapporto profondità/diametro, la conduttività del materiale, l'angolo di accesso e se il foro è passante o cieco. Successivamente, entrano in gioco i principi del processo, poiché le prestazioni della foratura EDM dipendono dall'erosione da scintilla, dal comportamento dell'elettrodo tubolare e dal lavaggio dielettrico.
Il passo successivo consiste nell’analisi dei compromessi. La foratura con elettroerosione a controllo numerico (CNC) è in grado di risolvere problemi che la foratura meccanica non riesce ad affrontare, ma spesso risulta più lenta. Può inoltre comportare la formazione di conicità, problemi relativi alla finitura superficiale e la formazione di uno strato di rifusione. La capacità di tolleranza dipende dalla profondità del foro, dalle dimensioni dell’elettrodo, dal controllo della macchina, dalla stabilità del lavaggio e dal metodo di ispezione.
I costi e i tempi di consegna dipendono dalla configurazione, dal consumo degli elettrodi, dai dispositivi di fissaggio, dall’accessibilità della macchina, dal numero di fori e dall’onere delle ispezioni. Nei lavori ad alto volume, questi fattori possono avere la stessa importanza del foro stesso.
La presente guida segue tale percorso decisionale: innanzitutto la fattibilità, poi il comportamento del processo, i limiti, i rischi, i fattori di tolleranza e di costo, le applicazioni e infine i criteri di selezione.
Che cos’è la foratura con elettroerosione CNC e perché ricorrervi?
Per comprendere appieno la foratura con elettroerosione CNC, analizzeremo le sue applicazioni pratiche, i vantaggi rispetto ai metodi tradizionali, i limiti dei materiali e un confronto diretto delle prestazioni.
A cosa serve la foratura con elettroerosione CNC?
La foratura con elettroerosione CNC è un processo di lavorazione senza contatto utilizzato per realizzare piccoli fori in metalli e leghe conduttive. Si avvale di un elettrodo tubolare rotante o fisso e controlla le scariche elettriche per erodere il materiale. Un fluido dielettrico scorre attraverso o attorno all'elettrodo per raffreddare la zona di taglio e rimuovere le particelle erose.
Questo processo viene spesso utilizzato per:
- Fori di raffreddamento delle pale della turbina
- Fori degli ugelli per carburante aerospaziale
- Fori di partenza per elettroerosione a filo
- Fori di sfiato per lo stampo
- Piccoli canali di raffreddamento negli utensili temprati
- Microfori nel titanio, nell’Inconel e nelle leghe temprate
- Fori nel carburo di tungsteno nei punti in cui gli utensili da taglio si consumano o si rompono
Nella produzione, il motivo principale per cui si sceglie la foratura con elettroerosione CNC non è la velocità, bensì la capacità del processo. Questo metodo consente infatti di realizzare fori piccoli e profondi in materiali duri e conduttivi, evitando al contempo le forze di taglio che causano la flessione, la rottura o lo spostamento delle punte.
L'elettroerosione per fori di piccole dimensioni è comunemente associata a fori di 0,1–0,5 mm. L'elettroerosione rapida per fori, talvolta denominata "hole popping", viene spesso utilizzata nell'intervallo 0,3–3,0 mm. Questi intervalli si sovrappongono e la capacità effettiva dipende dalla macchina, dall'elettrodo, dal sistema di lavaggio, dal materiale e dalla tolleranza.
Quando l'elettroerosione per fori di piccolo diametro è preferibile alla foratura convenzionale
L'elettroerosione per fori di piccolo diametro è preferibile alla foratura convenzionale quando la geometria del foro o il materiale rendono instabile il taglio meccanico. Ciò include diametri molto piccoli, leghe dure, fori profondi e casi in cui la deflessione della punta potrebbe causare uno scostamento del foro dalla posizione prevista.
La foratura convenzionale si basa sul bordo tagliente. Man mano che il diametro della punta si riduce e il materiale diventa più duro, l’utensile diventa più fragile. Nel carburo di tungsteno, nell’acciaio temprato, nell’Inconel e nel titanio, il bordo tagliente può usurarsi rapidamente o rompersi. La punta può inoltre generare bave, calore ed errori di posizionamento dovuti alla forza meccanica.
La foratura EDM evita queste forze di taglio. L’elettrodo non viene tagliato dal contatto. Sono invece le scintille a rimuovere piccole quantità di materiale. Ciò rende il processo utile quando la rettilineità del foro e una deflessione ridotta sono più importanti della rapida asportazione di materiale.
Il punto fondamentale è che l'elettroerosione non dovrebbe sostituire di default la foratura meccanica. Se il foro è grande, poco profondo e realizzato in un materiale lavorabile, una foratrice CNC potrebbe risultare più veloce ed economica. L'elettroerosione diventa più vantaggiosa quando il foro è piccolo, profondo, di difficile accesso o realizzato in un materiale duro e conduttivo.
Requisiti relativi ai materiali conduttivi: quando la foratura con elettroerosione non è adatta ai materiali non conduttivi
La foratura EDM richiede conduttività elettrica poiché il meccanismo di asportazione del materiale dipende dalla scarica controllata di scintille tra l'elettrodo e il pezzo. Se il pezzo non conduce elettricità, la distanza tra gli elettrodi non può funzionare correttamente.
Ecco perché, nella normale pratica di foratura con elettroerosione, questa tecnica viene comunemente utilizzata su acciaio temprato, titanio, Inconel, carburo di tungsteno e altre leghe conduttive, ma non su ceramiche non conduttive, polimeri, vetro o materiali compositi.
Anche la conduttività influisce sulle prestazioni di foratura. Una lega dura conduttiva potrebbe comunque richiedere una velocità di foratura inferiore o un controllo più rigoroso dei parametri rispetto ad un altro materiale. La conduttività del materiale, il comportamento termico e la formazione di detriti influiscono tutti sulla stabilità della scintilla, sulla qualità del foro e sull’usura dell’elettrodo.
Tabella: Confronto a colpo d'occhio tra la foratura con elettroerosione CNC e la foratura convenzionale
| Fattore | Foratura con elettroerosione CNC | Foratura CNC convenzionale |
|---|---|---|
| Requisiti del materiale | Solo materiali elettricamente conduttivi | Materiali conduttivi o non conduttivi, a seconda dell'utensile e della configurazione |
| La migliore vestibilità | Fori piccoli, profondi e precisi in leghe dure | Fori più grandi o poco profondi in materiali lavorabili |
| Intervallo tipico dei fori | Circa 0,1–3,0 mm | Ampia gamma, limitata dalla rigidità dell'utensile e dal materiale |
| Forza di taglio | Nessuna forza di taglio meccanica | Forza meccanica applicata tramite il trapano |
| Materiali duri | Ottima tenuta su acciaio temprato, carburo, titanio, Inconel | Rischio di usura, rottura, deformazione |
| Piccoli fori profondi | Spesso preferito | La deviazione della punta e l'evacuazione dei trucioli possono limitarne la fattibilità |
| Velocità | Di solito più lento rispetto alla foratura standard | Di solito è più veloce quando la geometria e il materiale sono adeguati |
| Rischi principali | Conicità, usura degli elettrodi, strato di rifusione, limiti di lavaggio | Rottura degli utensili, bave, deformazione, calore, accumulo di trucioli |
| Fori passanti | In genere più facile grazie all'uscita a flusso | In genere più semplici dei fori ciechi |
| Fori ciechi | Più difficile a causa della rimozione dei detriti e del controllo della profondità | Difficile anche con diametri ridotti e rapporti di aspetto elevati |

La geometria del vostro foro è adatta alla foratura con elettroerosione?
La geometria del foro determina direttamente se la foratura con elettroerosione (EDM) sia un'opzione di produzione praticabile.
Dimensione minima dei fori ottenibile con la foratura EDM su carburo e leghe dure
La dimensione minima del foro ottenibile con la foratura EDM nel carburo e nelle leghe dure è spesso di circa 0,1 mm in configurazioni adatte alla micro-lavorazione. In pollici, ciò corrisponde a circa 0,004 in. Non si tratta però di una garanzia universale. A questa scala, sono tutti fattori determinanti le condizioni della macchina, la qualità dell’elettrodo, il controllo del lavaggio, il comportamento del materiale e il metodo di ispezione.
Nella produzione pratica, i fori di dimensioni comprese tra 0,1 e 0,5 mm vengono spesso considerati come lavorazioni EDM di fori piccoli. L’elettroerosione rapida dei fori viene applicata più comunemente per fori di dimensioni comprese tra circa 0,3 e 3,0 mm. Più piccolo è il foro, più il processo diventa sensibile all’usura dell’elettrodo e all’energia della scintilla. Le scariche a bassa energia aiutano a preservare la forma, ma tendono anche a ridurre la velocità di asportazione.
Nel caso del carburo, spesso si opta per l'elettroerosione (EDM) poiché gli utensili convenzionali sono soggetti a forte usura e rottura. I problemi legati alla foratura del carburo di tungsteno con utensili convenzionali rispetto all'EDM sono legati alla durezza e al carico sull'utensile. Una punta deve tagliare fisicamente il carburo. L'EDM lo erode elettricamente, quindi la durezza rappresenta un ostacolo minore, purché il tipo di carburo sia conduttore di elettricità.
I progettisti dovrebbero evitare di specificare il foro più piccolo possibile, a meno che la funzione non lo richieda. Un diametro leggermente maggiore può migliorare il lavaggio, ridurre la fragilità degli elettrodi e facilitare l'ispezione.
Limiti della foratura con elettroerosione (EDM) per fori con rapporto di profondità elevato
I limiti della foratura con elettroerosione (EDM) per fori con un elevato rapporto di aspetto sono legati principalmente al lavaggio e al comportamento dell'elettrodo. Il rapporto di aspetto è dato dal rapporto tra la profondità del foro e il suo diametro. Ad esempio, un foro di 1 mm di diametro e 20 mm di profondità ha un rapporto di aspetto di 20:1.
La foratura EDM stabile è comunemente associata a rapporti di aspetto compresi tra 15:1 e 25:1. Per la produzione, un intervallo compreso tra 15:1 e 20:1 risulta spesso più pratico. È possibile realizzare fori più profondi, ma ciò richiede un migliore controllo del lavaggio e una maggiore attenzione alla conicità e alla rettilineità.
Man mano che la profondità aumenta, i detriti devono percorrere una distanza maggiore per uscire dalla zona di scintilla. Se i detriti rimangono nello spazio tra gli elettrodi, possono causare scintille instabili, scariche secondarie, danni alla superficie, rallentamento del taglio e conicità. Inoltre, l’elettrodo si usura durante la foratura, pertanto la precisione del foro può diminuire con l’aumentare della profondità.
I fori profondi possono ancora rappresentare un valido caso d’uso per l’EDM. Uno scenario riportato relativo a un foro profondo riguardava un foro di 1 mm di diametro a una profondità di 150 mm in metallo duro, con risultati molto precisi in termini di diametro e rettilineità in condizioni avanzate. Questo tipo di esempio mostra ciò che è possibile ottenere, ma non dovrebbe essere considerato come una tolleranza di produzione standard per ogni foro profondo. Nella produzione generale, la tolleranza può essere più ampia, specialmente quando il rapporto di aspetto supera 20:1.
Limiti di profondità dei fori ciechi nella foratura con elettroerosione
I limiti di profondità dei fori ciechi nella foratura EDM sono più restrittivi rispetto a quelli dei fori passanti, poiché i detriti e il fluido dielettrico non hanno una via di uscita attraverso il lato opposto del pezzo. Ciò rende più difficile il lavaggio e aumenta il rischio che i detriti rimangano intrappolati sul fondo del foro.
In un foro passante, il fluido dielettrico può aiutare a espellere le particelle erose. In un foro cieco, i detriti devono tornare indietro attraverso lo stesso percorso stretto utilizzato dall’elettrodo e dal fluido. Con l’aumentare della profondità, questo processo diventa meno stabile. Ciò può comportare un rallentamento del taglio, variazioni nella geometria del fondo, conicità o difetti superficiali.
Anche la foratura con elettroerosione di fori ciechi richiede un controllo più rigoroso della profondità. Il processo asporta il materiale tramite erosione da scintilla, non tramite una punta da taglio dotata di un semplice fermo meccanico. La precisione della profondità dipende dal controllo della macchina, dalla compensazione dell’usura dell’elettrodo e dalla stabilità del processo.
I fori ciechi realizzati con lavorazione EDM sono fattibili quando il diametro, la profondità, la tolleranza e le condizioni del fondo sono realistici. Diventano rischiosi quando il foro è molto piccolo, profondo, con tolleranze ristrette e presenta una forma del fondo o condizioni superficiali critiche.
Le difficoltà della foratura EDM di fori angolati nell'acciaio temprato
Le difficoltà legate alla foratura con elettroerosione (EDM) di fori angolati nell'acciaio temprato derivano dall'accessibilità, dall'allineamento, dalla guida dell'elettrodo e dal lavaggio. L'acciaio temprato è solitamente un materiale adatto all'EDM poiché è conduttivo e difficile da forare meccanicamente dopo il trattamento termico. La geometria angolata rappresenta spesso la parte più complessa del problema.
Se posizionato ad angolo, l’elettrodo può penetrare su una superficie inclinata o curva. Ciò può influire sulla forma e sulla posizione di penetrazione. Lo spazio di scarica deve rimanere stabile anche se l’elettrodo non è perpendicolare alla superficie. Il sistema di fissaggio e il controllo degli assi CNC assumono quindi maggiore importanza.
I fori angolati rendono inoltre il lavaggio meno prevedibile. Il flusso dielettrico potrebbe non rimuovere i detriti in modo uniforme, specialmente se il foro è profondo o interseca un altro elemento. Una rimozione non uniforme dei detriti può aumentare la conicità o causare problemi di finitura superficiale.
Le macchine EDM CNC a cinque assi consentono di migliorare l'accessibilità agli angoli complessi. Ciononostante, il disegno deve definire il punto di ingresso, l'angolo, il diametro, la profondità e le condizioni accettabili di ingresso/uscita. Se l'angolo è determinante per il flusso del fluido o per il raffreddamento, la pianificazione delle ispezioni deve essere inclusa nella valutazione di fattibilità.
Come funziona la foratura con elettroerosione CNC
Questa sezione illustra i principi fondamentali, i fattori chiave che influenzano il processo e le considerazioni pratiche relative all'applicazione della foratura con elettroerosione a controllo numerico (CNC), trattando il suo meccanismo di funzionamento, le variabili critiche del processo, l'adattabilità ai materiali e l'impiego tipico nella preparazione dell'elettroerosione a filo.
Elettrodi tubolari, elettroerosione e asportazione di materiale senza contatto
La foratura con elettroerosione CNC utilizza un elettrodo tubolare di piccole dimensioni, spesso realizzato in rame o ottone. L'elettrodo viene posizionato in prossimità del pezzo, lasciando uno spazio controllato in cui si generano le scintille. Gli impulsi elettrici attraversano tale spazio creando calore localizzato. Questo calore fonde e vaporizza piccole quantità di materiale del pezzo.
Poiché l'elettrodo non esercita una pressione sul pezzo come un trapano, la forza meccanica esercitata è minima. Ciò rende l'EDM una scelta pratica nei casi in cui sia importante ridurre il rischio di deflessione dovuto alla forza di perforazione; tuttavia, la rettilineità e la posizione di uscita possono comunque essere influenzate dall'usura, dalla stabilità del lavaggio e da errori di configurazione.
L'elettrodo tubolare funge anche da condotto per il fluido dielettrico. Il fluido contribuisce a raffreddare la zona di scintilla e a rimuovere i detriti. In molte configurazioni, l'elettrodo ruota per aiutare a mantenere una forma stabile del foro e migliorare il lavaggio.
Il diametro del foro non è esattamente uguale a quello dell’elettrodo. La distanza tra gli elettrodi, l’usura degli elettrodi, il lavaggio e i parametri della macchina influiscono sulle dimensioni finali. Questo è uno dei motivi per cui è necessario verificare la precisione del diametro del foro, specialmente nell’elettroerosione a foratura rapida e nella foratura profonda.
Influenza della pressione di lavaggio dielettrico sulla qualità dei fori realizzati con elettroerosione
L'impatto della pressione di lavaggio del dielettrico sulla qualità dei fori realizzati con elettroerosione è diretto. Il lavaggio rimuove le particelle erose dallo spazio di scarica. Se la pressione e la portata sono troppo basse, i detriti rimangono nel foro e causano una scarica instabile. Se la pressione e la portata non sono adeguate alle dimensioni dell'elettrodo e del foro, il processo può comunque diventare instabile o produrre una geometria non uniforme.
Prima del rilascio, è inoltre necessario verificare le condizioni di ingresso e la geometria circostante. Superfici di ingresso inclinate o interrotte, cavità intersecanti nelle vicinanze, spaziatura ridotta tra i fori, tasche cieche e uscite dei fori passanti non supportate possono tutte ridurre la stabilità del lavaggio e aumentare il sovrascavo in ingresso, la conicità o la variazione in uscita.
Un buon risciacquo aiuta a tenere sotto controllo:
- Rettilineità del foro
- Conicità
- Finitura superficiale
- Comportamento di usura degli elettrodi
- Condizioni della superficie interessata dal calore
- Stabilità di taglio
I fori profondi richiedono maggiore attenzione perché i detriti devono percorrere una distanza maggiore. Le configurazioni con più fori possono inoltre causare problemi di equilibrio della pressione se i fori sono troppo vicini tra loro o se i percorsi del fluido sono ostruiti.
Ove possibile, è buona prassi progettuale prevedere percorsi di lavaggio aperti. I fori passanti sono solitamente più semplici dei fori ciechi, poiché consentono al fluido e ai detriti di fuoriuscire. Nel caso di schemi con più fori, la spaziatura e la sequenza possono influire sull’uniformità del lavaggio.
In che modo la conduttività del pezzo influisce sulle prestazioni della foratura con elettroerosione
L’EDM richiede un pezzo da lavorare elettricamente conduttivo, ma la conduttività da sola non determina il comportamento di foratura. Anche la velocità di asportazione, l’usura dell’elettrodo, la tendenza alla rifusione e la stabilità del lavaggio variano in base alla conduttività termica, al comportamento di fusione e alla formazione di detriti; pertanto, l’acciaio temprato, il titanio, l’Inconel e il carburo non devono essere considerati materiali equivalenti per l’EDM. La selezione dei materiali conduttivi è solo il primo passo; la fattibilità produttiva dipende comunque dalla geometria, dalla profondità e dai requisiti di qualità.
I metalli duri conduttivi non si comportano tutti allo stesso modo. Le differenze nella composizione della lega, nella risposta termica e nella formazione di detriti possono influire sulla velocità di asportazione, sull’usura degli elettrodi e sulle condizioni della superficie. Il titanio, l’Inconel, l’acciaio temprato e il carburo possono tutti essere forati con l’EDM, ma potrebbero richiedere parametri diversi.
I materiali duri non rappresentano automaticamente un problema per l'EDM. Anzi, la durezza è proprio uno dei motivi per cui si ricorre all'EDM. La questione più importante è se il materiale sia conduttivo e se la geometria del foro consenta un lavaggio stabile.
Requisiti relativi ai fori iniziali per l'elettroerosione a filo in materiali spessi
La foratura CNC con elettroerosione (EDM) viene spesso utilizzata per realizzare fori iniziali per l'elettroerosione a filo in materiali spessi. L'elettroerosione a filo richiede un percorso che il filo possa seguire all'interno del pezzo prima di poter tagliare un contorno interno. Se il pezzo è spesso, temprato o difficile da forare meccanicamente, la foratura con elettroerosione può realizzare il foro iniziale senza provocare la deflessione dell'utensile.
I requisiti relativi al foro iniziale per l'elettroerosione a filo su materiali spessi dipendono dal diametro del filo, dallo spessore del materiale, dall'allineamento e dalla posizione di ingresso richiesta. Il foro deve essere sufficientemente ampio da consentire l'inserimento del filo e posizionato in modo tale che il filo possa iniziare il taglio previsto. È inoltre necessario che il percorso attraverso il pezzo sia libero da ostacoli.
Nel caso di materiali conduttivi spessi, i fori iniziali realizzati con l'elettroerosione riducono il rischio di rottura delle punte e di forature non centrate. Gli aspetti principali da considerare sono la rettilineità del foro, la posizione di uscita e la presenza di spazio sufficiente per un inserimento affidabile del filo.

Vantaggi, limiti e compromessi di processo
Ogni processo di lavorazione presenta vantaggi, svantaggi e compromessi pratici intrinseci. Comprendere i principali compromessi tra i diversi metodi di produzione dei fori di piccole dimensioni aiuta a selezionare il processo ottimale in base alle specifiche esigenze relative al materiale, alle tolleranze e alla produzione.
Compromessi in termini di precisione tra l'elettroerosione di fori di piccole dimensioni e la foratura CNC
I compromessi in termini di precisione tra l'elettroerosione per fori di piccole dimensioni e la foratura CNC dipendono dal materiale, dalle dimensioni del foro, dalla profondità e dalla tolleranza richiesta. La foratura CNC può risultare precisa e veloce su materiali idonei, specialmente per fori più grandi e poco profondi. Tuttavia, in presenza di diametri molto piccoli o di rapporti di profondità elevati, la deflessione e la rottura della punta possono rappresentare un limite.
L’elettroerosione per fori piccoli evita la forza di taglio, quindi è in grado di mantenere meglio la posizione e la forma nei materiali duri in cui le punte tendono a deviare. La tolleranza tipica per i fori praticati con elettroerosione a bassa profondità può aggirarsi intorno a ±0,02–0,05 mm. Per i fori profondi, le tolleranze possono peggiorare fino a ±0,1 mm a causa dell’usura dell’elettrodo, della conicità e dei limiti di lavaggio. Configurazioni avanzate hanno dimostrato valori di diametro e rettilineità molto più rigorosi, ma tali risultati dipendono dalle capacità della macchina e dalle condizioni di lavorazione controllate.
La scelta pratica non si pone in termini di “electroerosione contro foratura” in generale, ma consiste nel valutare se il foro esuli dal campo di stabilità di un trapano meccanico. Se un trapano CNC standard è in grado di realizzare il foro garantendo una durata dell’utensile, un controllo delle bave e una tolleranza accettabili, potrebbe rappresentare il processo migliore. Se invece sussiste il rischio che il trapano si pieghi, si rompa o non colpisca il punto desiderato, l’electroerosione diventa l’opzione più indicata.
Confronto tra l'elettroerosione a foratura rapida e la foratura laser per microfori
Un confronto tra l'elettroerosione a foratura rapida e la foratura laser per microfori dovrebbe concentrarsi sul materiale, sulla profondità, sugli effetti termici e sulla qualità dei fori. L'elettroerosione a foratura rapida viene utilizzata per piccoli fori conduttivi, spesso compresi tra circa 0,3 e 3,0 mm. L'elettroerosione per fori di piccole dimensioni può raggiungere l'intervallo 0,1–0,5 mm quando la configurazione lo consente.
La foratura laser è spesso la soluzione più indicata quando il materiale non soddisfa i requisiti di conduttività richiesti dall’EDM o quando una velocità molto elevata su sezioni sottili è più importante delle condizioni metallurgiche. L'EDM a foratura rapida è spesso preferibile quando materiali duri conduttivi, un rapporto di aspetto più elevato, un controllo geometrico più rigoroso o un minor rischio di rifusione e di zona termicamente alterata sono più importanti della velocità. La scelta pratica dovrebbe basarsi sul confronto tra conduttività, rifusione ammissibile, rapporto di aspetto, geometria di entrata e uscita e requisiti di convalida a valle, piuttosto che considerare entrambi i processi come intercambiabili.
Per le leghe dure conduttive con fori piccoli e profondi, dove la rettilineità e la lavorazione senza deformazioni sono fondamentali, si ricorre spesso all’elettroerosione (EDM). Per la produzione di fori ad altissima velocità o per materiali non conduttivi, si può prendere in considerazione la foratura laser, ma ciò richiede una valutazione di fattibilità a sé stante, basata sul pezzo specifico e sui limiti di qualità.
Problemi nella foratura del carburo di tungsteno con utensili convenzionali rispetto all'EDM
Il carburo di tungsteno è un caso tipico in cui l'EDM svolge un ruolo fondamentale. Le punte convenzionali possono incontrare difficoltà, poiché il carburo è un materiale molto duro e abrasivo. Le punte di piccole dimensioni sono particolarmente soggette a usura dei bordi, scheggiature e rotture.
L'EDM non risolve tutti i problemi legati alla foratura del carburo, ma evita il principale problema legato al taglio meccanico. Poiché il processo erode il materiale conduttivo tramite scariche elettriche, è in grado di creare piccoli fori senza dover forzare una fragile punta attraverso il carburo.
Come regola generale, il carburo di solito aumenta l’usura degli elettrodi e la sensibilità del processo; l’Inconel spesso rallenta l’asportazione e aumenta la dipendenza dal lavaggio; il titanio può richiedere un controllo più rigoroso della rifusione e dell’integrità superficiale; mentre l’acciaio temprato è spesso più prevedibile quando la geometria e il lavaggio sono stabili. Si tratta di indicazioni comparative, non di classificazioni universali, e la convalida da parte del fornitore dovrebbe basarsi sulla lega specifica e sulla geometria esatta del foro.
Il compromesso riguarda la velocità e le condizioni della superficie. L’EDM può risultare più lento della foratura nei materiali più morbidi e potrebbe essere necessario ispezionare il foro per verificare la presenza di conicità, strati di rifusione e il diametro. Per elementi di precisione in carburo, questi compromessi sono spesso accettabili poiché la foratura meccanica potrebbe non essere sufficientemente stabile.
Quando la perforazione con EDM risulta più lenta o meno praticabile rispetto a metodi alternativi
La foratura EDM è solitamente più lenta rispetto alla foratura convenzionale quando il foro è ampio, poco profondo e realizzato in un materiale facilmente lavorabile. Può inoltre rivelarsi meno pratica quando il pezzo è non conduttivo, quando i limiti relativi alla metallurgia superficiale sono molto rigidi o quando la geometria del foro impedisce un buon lavaggio.
La foratura di fori di grandi dimensioni non è particolarmente indicata per l'elettroerosione, poiché in molti casi la rimozione del materiale tramite erosione da scintilla è più lenta rispetto ai processi di asportazione di trucioli. Se l'elemento può essere fresato, forato o alesato con utensili stabili, tali metodi potrebbero ridurre i tempi di ciclo e i costi.
L'EDM può inoltre rivelarsi meno pratica per lavori su grandi volumi se ogni foro richiede un'ispezione minuziosa, frequenti sostituzioni degli elettrodi o complessi posizionamenti a cinque assi. I grandi volumi non escludono l'uso dell'EDM, ma rendono ancora più importanti la stabilità dell'allestimento e il controllo dell'usura degli elettrodi.
Modalità di guasto comuni e rischi per la qualità
Nella foratura EDM di metalli duri, nella produzione di routine si verificano spesso varie modalità di cedimento e rischi nascosti legati alla qualità.
Cause dell'usura degli elettrodi nella foratura con elettroerosione di metalli duri
Tra le cause dell'usura degli elettrodi nella foratura EDM di metalli duri figurano l'energia delle scintille, la profondità di foratura, il comportamento del materiale, le condizioni di lavaggio e il materiale dell'elettrodo. Gli elettrodi a tubo in rame e ottone subiscono un'usura durante il processo poiché le scintille agiscono sia sul pezzo in lavorazione che sull'elettrodo.
L'usura è importante perché modifica le dimensioni e la forma effettive dell'utensile. Nei fori profondi, l'usura dell'elettrodo può contribuire alla variazione del diametro, alla conicità e all'errore relativo alle condizioni del fondo. Gli elettrodi di piccole dimensioni sono più sensibili, poiché una minima usura incide in misura maggiore sul diametro.
La scelta dell'elettrodo deve essere concordata con il fornitore, poiché il rame e l'ottone presentano caratteristiche diverse in termini di usura, stabilità e lavaggio. La scelta concreta dipende dal diametro e dalla profondità del foro, dal materiale del pezzo da lavorare e dal fatto che la priorità sia la velocità, una minore usura o una geometria più stabile durante un ciclo di produzione.
I materiali conduttivi duri, quali il carburo, l’Inconel, l’acciaio temprato e il titanio, possono richiedere un attento controllo dei parametri per limitare l’usura, garantendo al contempo un taglio stabile. Le scariche a bassa energia possono aiutare a preservare la forma nei microfori, ma possono anche rallentare il processo.
L'usura degli elettrodi non è solo una questione di costi degli utensili. È una questione di controllo geometrico. Nel caso di fori con tolleranze strette, la compensazione dell'usura e la convalida del processo fanno parte della producibilità.
Cause comuni dell'assottigliamento nel foratura con elettroerosione di fori profondi
Tra le cause più comuni del rimpicciolimento del foro nella foratura EDM di fori profondi figurano l'usura dell'elettrodo, una scarsa rimozione dei detriti, un lavaggio instabile, scariche secondarie e un rapporto profondità/diametro eccessivo. Man mano che l'elettrodo si sposta più in profondità, la zona di ingresso e quella inferiore del foro potrebbero non essere erose allo stesso modo.
Il rischio di conicità aumenta quando i fori superano i rapporti di aspetto comunemente utilizzati nella produzione, come ad esempio da 15:1 a 20:1. A partire da 25:1, il controllo del lavaggio diventa ancora più critico. Se nei residui rimangono detriti, potrebbero verificarsi scintille in punti non previsti. Ciò può causare l’allargamento di alcune sezioni del foro o comprometterne la rettilineità.
La conicità è influenzata anche dalle dimensioni degli elettrodi, dalla rotazione, dalle impostazioni degli impulsi e dal materiale. Per i componenti di precisione, il disegno tecnico deve specificare se la conicità è controllata dai limiti di diametro in entrata e in uscita, dalla rettilineità o da prove funzionali di flusso.
Problemi relativi alla finitura superficiale dei fori realizzati con elettroerosione
I problemi relativi alla finitura superficiale dei fori realizzati con elettroerosione derivano dal processo stesso di erosione da scintilla. L'elettroerosione non produce la stessa struttura superficiale di un foro meccanico alesato o levigato. Ogni scarica forma un piccolo cratere. La superficie finale dipende dall'energia della scintilla, dal lavaggio, dal materiale e dal margine di finitura.
Per molte applicazioni relative al raffreddamento, alla ventilazione o ai fori di avviamento, la finitura superficiale ottenuta con l’elettroerosione può essere accettabile. Per i fori destinati alla tenuta, sensibili alla fatica o critici dal punto di vista del flusso, la finitura superficiale potrebbe richiedere maggiore attenzione. Il progettista dovrebbe definire le condizioni superficiali richieste, anziché dare per scontato che la superficie di un foro praticato sia accettabile.
È possibile prevedere un margine di materiale di circa 0,02–0,05 mm qualora sia prevista un’ulteriore operazione di finitura. Ciò può risultare utile quando il foro realizzato con elettroerosione serve solo come sgrossatura o come punto di accesso, ma richiede comunque una quantità di materiale e uno spazio sufficienti per la fase di finitura.
Rischi legati alla formazione di uno strato di rifusione nella foratura con elettroerosione (EDM)
I rischi legati alla formazione di uno strato di ricristallizzazione nella foratura con elettroerosione derivano dalla ricristallizzazione del materiale fuso sulle pareti del foro. Questo strato rappresenta una preoccupazione comune nei processi di elettroerosione, poiché il materiale viene asportato per effetto del calore.
Uno strato di rifusione può influire sul comportamento a fatica, sull’integrità della superficie, sul flusso o sulla finitura a valle. Il grado di preoccupazione dipende dalla funzione del componente. I componenti aerospaziali, medici e sottoposti a sollecitazioni elevate richiedono spesso un’analisi più approfondita delle condizioni superficiali rispetto ai fori di sfiato o ai fori di avvio delle attrezzature generiche.
Il rischio di rifusione può essere gestito tramite le impostazioni di processo, il lavaggio e, se necessario, la post-lavorazione, ma i dati di progetto forniti devono definire i requisiti. Se il disegno indica solo il diametro e la profondità, il fornitore potrebbe non sapere che la metallurgia della superficie è fondamentale.
Fattori relativi alla tolleranza, ai costi e ai tempi di consegna
Quando si pianifica la foratura con elettroerosione CNC per componenti di precisione, gli ingegneri devono trovare un equilibrio tra i livelli di tolleranza raggiungibili, i costi complessivi di produzione e le aspettative realistiche in termini di tempi di consegna. Queste tre considerazioni fondamentali sono influenzate da numerose variabili relative al processo e ai pezzi, che vengono analizzate in dettaglio di seguito.
Limiti di tolleranza nella foratura con elettroerosione CNC per componenti di precisione
I limiti di tolleranza della foratura con elettroerosione CNC per componenti di precisione dipendono dalla profondità del foro, dal diametro, dal materiale, dall’usura dell’elettrodo, dal lavaggio, dalle capacità della macchina e dall’accessibilità per l’ispezione. Per i fori poco profondi, in molti casi possono essere realistiche tolleranze tipiche comprese tra ±0,02 e 0,05 mm. Per i fori più profondi, la tolleranza può aumentare fino a ±0,1 mm a causa della conicità e dell’usura.
Macchine avanzate e configurazioni controllate consentono di ottenere risultati molto più precisi, tra cui un controllo estremamente accurato del diametro e della rettilineità in specifici casi di fori profondi. Alcune condizioni di microlavorazione riportate raggiungono una precisione vicina a ±1,0 μm, mentre la precisione generale può essere più vicina a ±50 μm. Questi valori devono essere considerati come dipendenti dalle condizioni e non universali.
Ai fini del processo decisionale, la tolleranza deve essere adeguata alla funzione del foro. Un foro di sfiato, un foro di raffreddamento, un foro di dosaggio del combustibile e un foro iniziale per l’elettroerosione a filo non richiedono tutti lo stesso livello di controllo. Tolleranze eccessivamente strette possono aumentare i tempi di configurazione, l’impegno richiesto per le ispezioni e il rischio di scarti.
Fattori che influenzano la precisione del diametro dei fori nell'elettroerosione a foratura rapida
I fattori che influenzano la precisione del diametro del foro nell'elettroerosione a foratura rapida includono il diametro dell'elettrodo, la distanza di scarica, l'usura dell'elettrodo, la pressione di lavaggio, il posizionamento della macchina, la profondità e il materiale del pezzo. Il foro finale risulta più grande dell'elettrodo a causa della distanza di scarica e della zona di erosione.
Il diametro, la posizione, la rettilineità, la conicità, la profondità e la posizione di uscita devono essere considerati come parametri di controllo distinti, poiché l’elettroerosione non li mantiene in modo uniforme. La pianificazione delle ispezioni deve essere adeguata ai requisiti: il diametro per le dimensioni, la sezione o la misura del foro per la conicità, la verifica della profondità per i fori ciechi e i controlli di flusso o funzionali laddove le prestazioni siano più importanti delle dimensioni nominali.
La profondità è una delle variabili principali. Un foro poco profondo di 1 mm e uno profondo di 1 mm non comportano lo stesso rischio. All’aumentare della profondità, l’usura e la rimozione dei detriti diventano più difficili da controllare. Ciò può modificare il diametro del foro lungo la sua lunghezza.
Il lavaggio è un altro fattore chiave. Un flusso dielettrico stabile rimuove i residui e mantiene costante il comportamento di scarica. Un lavaggio inadeguato può causare bruciature eccessive, conicità o superfici più ruvide.
L'ispezione influisce anche sul modo in cui viene valutata la precisione. I calibri a perno, l'ispezione ottica, il sezionamento, le prove di flusso e la misurazione a coordinate non forniscono la stessa risposta. Se la funzione del foro è critica, il disegno dovrebbe definire il metodo di accettazione.
Fattori di costo per i servizi di foratura EDM ad alto volume
I fattori che determinano il costo dei servizi di foratura EDM ad alto volume includono il numero di fori, il diametro dei fori, il rapporto di profondità, il materiale, la tolleranza, l’angolo, il sistema di fissaggio, il consumo di elettrodi e i requisiti di ispezione. Poiché i dati forniti non consentono di stabilire un prezzo esatto, il costo dovrebbe essere discusso in base a tali fattori piuttosto che a importi fissi per foro.
I fori di piccole dimensioni richiedono elettrodi di piccole dimensioni, che possono usurarsi più rapidamente ed essere più fragili. I fori profondi aumentano la durata del ciclo e il rischio di processo, poiché il lavaggio diventa più difficile. I fori angolati possono richiedere sistemi di fissaggio più complessi o un accesso multiasse. Le tolleranze strette possono richiedere l’ottimizzazione dei parametri, la realizzazione di pezzi di prova e un maggior numero di controlli.
Un volume elevato può ridurre l'impatto della messa a punto quando la disposizione dei fori è stabile e ripetibile. Tuttavia, il volume può anche aumentare la sensibilità all'usura degli elettrodi e alla deriva del processo. Il controllo dei lotti potrebbe richiedere la sostituzione programmata degli elettrodi e ispezioni periodiche.
I tempi di consegna dipendono dagli stessi fattori. I fori passanti semplici sulle facce accessibili sono più facili da pianificare rispetto ai fori ciechi profondi e angolati in leghe dure con requisiti di finitura superficiale rigorosi.
Tabella: diametro, rapporto di profondità, intervallo di tolleranza, requisiti di controllo e complessità di configurazione
| Condizioni del buco | Diametro | Rapporto di profondità | Tolleranza | Necessità di ispezione | Complessità della configurazione | Segnale di fattibilità |
|---|---|---|---|---|---|---|
| Foro passante piccolo e poco profondo | 0,3–3,0 mm | Inferiore a 15:1 | ±0,02–0,05 mm | Controlli del diametro e della posizione | Da basso a moderato | Fattibile |
| Microforo | 0,1-0,5 mm | Specifico per il progetto | Sensibilità all’elettrodo/lavaggio | Ottica/specializzata | Da moderato a elevato | Da rivedere |
| Produzione di fori profondi | 0,3–3,0 mm | 15,1–20,1 | Dipendente dalla conicità | Diametro, uscita, rettilineità | Moderato | Da rivedere |
| Foro con rapporto di aspetto elevato | Piccolo diametro | 20,1–25,1 | Può variare di ±0,1 mm | Linearità, conicità, flusso | Alto | Rischio più elevato |
| Foro profondo di precisione avanzata | ~1 mm | Oltre 25:1 | Da utilizzare solo in condizioni controllate | Diametro totale + rettilineità | Alto | Rischio più elevato |
| Foro cieco micro/profondo | 0,1–1,0 mm | Qualsiasi rapporto elevato | Rischio di intrappolamento da detriti | Profondità, condizioni del fondale, superficie | Alto | Rischio più elevato |
| Foro obliquo in lega temprata | 0,1–3,0 mm | Dipendente dall'accesso | Sensibile alla geometria di ingresso/uscita | Angolo, posizione, ingresso/uscita | Alto | Da rivedere |

Applicazioni e casi d'uso ingegneristici
La tecnologia avanzata di elettroerosione per fori di piccole dimensioni trova applicazione in un’ampia gamma di settori industriali, fornendo soluzioni di microforatura di precisione per componenti ad alte prestazioni nei settori aerospaziale, medico e della progettazione di stampi.
Procedimento ottimale per la foratura dei fori di raffreddamento delle pale delle turbine
Il processo migliore per la foratura dei fori di raffreddamento delle pale delle turbine dipende dalla lega, dal diametro dei fori, dall’angolo, dalla profondità e dai requisiti superficiali. La foratura CNC con elettroerosione (EDM) viene spesso utilizzata poiché i componenti delle turbine possono richiedere piccoli fori di raffreddamento in leghe dure e conduttive, dove la foratura convenzionale non risulta stabile. Il FAA conferma che l'EDM è la tecnica preferita per i fori di raffreddamento delle pale delle turbine grazie alla sua natura senza contatto.
I fori di raffreddamento possono essere inclinati e potrebbero richiedere un flusso costante. Ciò rende fondamentali il diametro, la conicità e le condizioni della superficie. L’elettroerosione (EDM) è utile perché consente di forare senza applicare forza meccanica, ma richiede comunque un buon lavaggio e un buon accesso.
Per quanto riguarda la lavorazione delle pale delle turbine, la decisione non deve limitarsi alle sole dimensioni del foro. È necessario valutare anche se il foro è passante o cieco, se interseca un passaggio interno, se è necessario l’accesso a cinque assi e in che modo verrà controllata la qualità del foro.
Ugelli per carburante aerospaziale: scenari di elettroerosione (EDM) per fori di piccolo diametro (0,1–0,5 mm)
Gli ugelli per carburante nel settore aerospaziale presentano spesso fori molto piccoli, in cui il comportamento del flusso dipende dal diametro e dalla forma. L’elettroerosione (EDM) di fori piccoli, nell’intervallo 0,1–0,5 mm, può rivelarsi una soluzione adeguata quando le leghe conduttive temprate rendono inaffidabile la foratura convenzionale.
In uno scenario rappresentativo tratto dalla ricerca fornita, è stata utilizzata l’elettroerosione per fori di piccole dimensioni con scariche a bassa energia e lavaggio controllato per la realizzazione di fori di precisione con un rapporto di aspetto di circa 20:1. L’obiettivo era ottenere una forma stabile del foro e una tolleranza di circa ±0,05 mm per garantire un flusso affidabile.
Questo tipo di applicazione dimostra perché la stabilità del processo è fondamentale. Un foro può avere il diametro nominale all’ingresso, ma non funzionare correttamente se la conicità, la rifusione o le condizioni della superficie interna alterano il flusso. Secondo una ricerca sulle misurazioni pubblicata dal NIST, quando si utilizza una sonda a fibra ottica avanzata su una macchina di misura a coordinate (CMM) per misurare il diametro e la forma dei microfori negli ugelli degli iniettori di carburante, i fattori che contribuiscono maggiormente all’incertezza di misura non sono lo strumento stesso, bensì la finitura superficiale interna e la forma del foro. Il NIST afferma che, anche in condizioni metrologiche ottimizzate, una parete del foro in cattivo stato può impedire una determinazione affidabile del diametro, indipendentemente dalla precisione dello strumento. Alla luce di ciò, l’ispezione dei fori degli ugelli di iniezione dovrebbe prendere in considerazione non solo il diametro nominale di ingresso, ma anche le condizioni della superficie interna, la distribuzione della conicità lungo la profondità del foro e la pulizia del foro stesso: la sola misurazione standard con calibro a perno è insufficiente per i fori in cui le prestazioni di flusso costituiscono il requisito funzionale.
Componenti in titanio medico e Inconel che richiedono microfori senza deformazioni
I componenti in titanio e Inconel destinati al settore medico possono richiedere la realizzazione di microfori in materiali difficili da forare meccanicamente. L'elettroerosione (EDM) può rivelarsi utile poiché non comporta l'inserimento di una punta di piccole dimensioni nel materiale. Ciò riduce il rischio di deformazione ed evita alcuni problemi legati alla rottura degli utensili.
I campi di applicazione riportati per l'EDM su fori di piccole dimensioni vanno da circa 0,004 pollici fino a fori di dimensioni leggermente superiori, in configurazioni controllate per microfori. In condizioni avanzate sono state dichiarate tolleranze molto strette, con valori vicini a ±0,0001 pollici. Ai fini delle decisioni ingegneristiche, tali valori devono essere confermati in base alla profondità effettiva del foro, al materiale e al metodo di ispezione.
Anche i componenti medicali possono essere soggetti a requisiti relativi all’integrità della superficie. La valutazione della fattibilità dell’EDM dovrebbe tenere conto del rischio di formazione di strati di rifusione, della finitura superficiale e di eventuali operazioni di post-lavorazione o convalida richieste dalle specifiche del componente.
Sfiato degli stampi, canali di raffreddamento ed elementi relativi ai fori per utensili temprati
La realizzazione di fori di sfiato e di canali di raffreddamento negli stampi rappresenta un caso d’uso comune della foratura EDM, poiché gli stampi vengono spesso temprati prima dell’aggiunta dei fori finali. La foratura meccanica su stampi temprati può risultare lenta o rischiosa, specialmente nel caso di fori di sfiato di piccole dimensioni.
La foratura con elettroerosione (EDM) consente di realizzare fori da 0,3 a 1,0 mm in stampi temprati con rapporti di aspetto tipici compresi tra 15:1 e 20:1, quando i percorsi di deflusso sono liberi e il progetto favorisce la rimozione dei detriti. Questi fori possono servire per lo sfiato, il raffreddamento o l'accesso per l'elettroerosione a filo.
Per quanto riguarda gli utensili, la scelta è spesso dettata da considerazioni pratiche: l’elettroerosione può ridurre il rischio di rottura degli utensili e consentire la realizzazione di fori anche dopo il trattamento termico. Il compromesso consiste in una maggiore lentezza nella foratura e nella necessità di gestire la conicità e la finitura superficiale nei casi in cui la funzione del foro sia critica.
Come valutare la foratura con elettroerosione CNC di un pezzo
La valutazione della foratura con elettroerosione CNC per componenti su misura richiede un'analisi sistematica delle specifiche di progettazione, dei limiti di processo, delle capacità della macchina e dei rischi di produzione, che comprenda verifiche preliminari delle specifiche, norme relative ai disegni, compatibilità delle macchine e valutazione della fattibilità.
Cosa occorre verificare prima di specificare la foratura EDM?
Prima di definire la foratura con elettroerosione CNC, verificare il materiale, la geometria, la tolleranza, l'accessibilità e il piano di controllo. Il materiale deve essere conduttivo. Il foro deve rientrare in un intervallo di diametro e profondità praticabile per il livello di qualità richiesto.
Il primo criterio di fattibilità è il diametro. I fori compresi tra 0,1 e 3,0 mm sono tipici della foratura con elettroerosione, mentre quelli tra 0,1 e 0,5 mm sono considerati microfori o fori di piccole dimensioni. La seconda verifica riguarda il rapporto di aspetto. Rapporti compresi tra 15:1 e 20:1 sono obiettivi di produzione comuni, mentre quelli tra 20:1 e 25:1 richiedono maggiore attenzione. Rapporti più elevati possono essere possibili, ma devono essere considerati come più rischiosi.
Il terzo controllo consiste nel verificare se il foro è passante o cieco. I fori passanti sono solitamente più semplici da realizzare perché consentono un migliore lavaggio. I fori ciechi richiedono invece un controllo della profondità e della rimozione dei residui.
Il quarto controllo riguarda l’accessibilità. Fori angolati, superfici curve ed elementi di forma complessa possono richiedere un posizionamento a cinque assi o un sistema di fissaggio speciale. Se l’elettrodo non riesce ad avvicinarsi al foro in modo corretto, l’elettroerosione potrebbe comunque fallire anche se il diametro e il materiale sono adeguati.
Occorre inoltre definire il volume annuo, la conicità ammissibile, la rifusione ammissibile o la variazione metallurgica, se il flusso è più importante del diametro nominale, se è consentita la finitura secondaria e se è possibile ricorrere alla validazione distruttiva sul primo articolo. Una caratteristica può essere tecnicamente realizzabile in fase di prova, ma risultare comunque poco adatta alla produzione se tali requisiti non sono in linea con il processo.
Requisiti di foratura: diametro del foro, profondità, angolo, tolleranza e finitura superficiale
Il disegno deve specificare il diametro, la profondità, l'angolo, la posizione, la tolleranza e le condizioni superficiali del foro. Se il foro è funzionale, il disegno deve inoltre specificare se sono rilevanti la conicità, la rettilineità, lo strato di rifusione o le prestazioni di scorrimento.
Una buona indicazione della posizione di un foro nell'EDM dovrebbe includere:
- Diametro nominale del foro
- Tolleranza del diametro
- Profondità del foro o requisiti relativi ai fori passanti
- Angolo del foro e riferimento di ingresso
- Tolleranza di posizione
- Conicità o rettilineità accettabili, se il parametro è critico
- Requisiti relativi alla finitura superficiale, se critici
- Riformulare il requisito relativo all'integrità dello strato o della superficie, se critico
- Metodo di ispezione qualora la misurazione standard non sia sufficiente
Per i fori profondi, può essere utile specificare il diametro all’entrata e all’uscita, anziché limitarsi a indicare una singola dimensione nominale. Per i microfori, potrebbe essere necessaria un’ispezione ottica o specializzata, poiché i calibri standard potrebbero non rilevare la conicità o i difetti interni.
Controlli delle capacità della macchina: accesso a 5 assi, controllo del lavaggio e intervallo di dimensioni degli elettrodi
Le capacità della macchina dovrebbero essere verificate in relazione al pezzo, non solo in base ai dati generici riportati nel catalogo. Secondo Norma aeronautica SAE AS7116/3 — il documento sui criteri di audit NADCAP che disciplina specificatamente l’elettroerosione — i fornitori qualificati nel settore dell’EDM sono tenuti a mantenere controlli documentati sulla gestione degli elettrodi, sulla convalida dei parametri di processo e sulla tracciabilità delle ispezioni come condizioni minime per l’approvazione nella catena di fornitura aerospaziale. Sulla base di questi requisiti di accreditamento, una valutazione delle capacità dovrebbe andare ben oltre le specifiche tecniche pubblicate delle macchine: i controlli necessari includono la gamma dimensionale degli elettrodi, l’accessibilità degli assi, il controllo del lavaggio, la capacità di profondità e lo storico delle tolleranze per materiali simili.
L'accesso a cinque assi può risultare fondamentale per i componenti delle turbine, gli ugelli di iniezione e i fori angolati nell'acciaio temprato. Senza un accesso adeguato, l'elettrodo potrebbe non allinearsi con l'asse del foro richiesto.
Il controllo del lavaggio è fondamentale per i fori profondi e i fori ciechi. La norma AS7116/3 stabilisce che la stabilità del processo — compresa l’uniformità del flusso di dielettrico — costituisce un elemento formale di verifica, non una questione lasciata alla discrezione del fornitore. La macchina deve garantire un flusso stabile di dielettrico attraverso l’elettrodo di piccole dimensioni e mantenere la stabilità della scintilla man mano che il foro si approfondisce. Un lavaggio inadeguato può causare conicità, problemi di finitura superficiale e il rischio di rifusione.
Anche la gamma di dimensioni degli elettrodi è importante. Una macchina può supportare un ampio intervallo nominale, ma il diametro e la lunghezza specifici dell’elettrodo devono essere adeguati al foro. Gli elettrodi molto piccoli richiedono una manipolazione accurata e possono limitare la profondità effettiva.
Lista di controllo: quando la foratura con elettroerosione CNC è fattibile, rischiosa o inadatta
Per gli intervalli di tolleranza, i metodi di ispezione e la complessità di configurazione relativi a ciascuna condizione, consultare la tabella dei parametri nella sezione “Fattori relativi a tolleranza, costo e tempi di consegna”.
| Categoria di decisione | Condizioni fondamentali | Motivo principale |
|---|---|---|
| Realizzabile in condizioni normali | Materiale conduttivo; foro da 0,1 a 3,0 mm; foro passante; rapporto di aspetto ≤ 15:1–20:1; ingresso accessibile | Lavaggio stabile, usura controllata degli elettrodi, intervallo di tolleranza normale |
| È fattibile, ma va riesaminato | Rapporto di aspetto 20:1–25:1; microforo ≤ 0,1 mm; ingresso angolato; lega temprata; diametro ridotto; condizioni superficiali richieste | Maggiore sensibilità alla stabilità del flusso e all'usura degli elettrodi |
| Rischio più elevato | Foro cieco profondo; percorso di lavaggio inadeguato; rettilineità ridotta; flusso critico; ispezione difficile | L'accumulo di detriti e il controllo della profondità diventano le principali cause di guasto |
| Di solito non adatto | Materiale non conduttivo; foro ampio e poco profondo; accesso all’elettrodo ostruito; integrità della superficie incompatibile con la rifusione mediante elettroerosione | Il processo è sostanzialmente inapplicabile oppure esiste un altro metodo più veloce e più sicuro |
La logica alla base della scelta è semplice. Ricorrere alla foratura con elettroerosione a controllo numerico (CNC EDM) quando il foro è piccolo, profondo, di precisione elevata e realizzato in un materiale duro e conduttivo, in cui gli utensili da taglio rischiano di rompersi o di deformarsi. Evitarla invece quando il materiale è non conduttivo, quando il foro è grande e facile da forare, oppure quando la configurazione del pezzo impedisce un lavaggio stabile.
Per i componenti al limite, gli aspetti più importanti da verificare sono il rapporto di aspetto, il percorso di lavaggio, la tolleranza e il controllo qualità. Questi fattori determinano solitamente se il processo è pronto per la produzione o se è realizzabile solo in condizioni particolari.

Domande frequenti
Che cos’è la foratura EDM?
La foratura CNC EDM è un processo di lavorazione senza contatto che utilizza scintille elettriche controllate per erodere piccoli fori in pezzi metallici conduttivi. Si avvale di un elettrodo tubolare e di un fluido dielettrico in circolazione per sostituire le tradizionali punte da trapano fisiche, consentendo la rimozione del materiale tramite scintille. Questa tecnica avanzata evita la forza di taglio meccanica e la deflessione dell’utensile, comuni nelle operazioni di foratura convenzionali. È perfettamente adatta alla realizzazione di fori minuscoli, profondi e di precisione in leghe dure ad alta resistenza che la lavorazione standard non è in grado di lavorare in modo affidabile.
Quando è opportuno ricorrere alla foratura EDM anziché alla foratura meccanica?
Scegliete la foratura EDM per fori ultra-piccoli, profondi o angolati in leghe resistenti che comportano il rischio di rottura della punta e un’usura rapida dell’utensile. Questo processo è ideale per la foratura professionale di fori di piccole dimensioni in acciaio temprato, titanio, Inconel e carburo di tungsteno, con requisiti dimensionali e di rettilineità molto rigorosi. La foratura meccanica rimane la soluzione più conveniente e veloce per fori grandi e poco profondi in metalli morbidi comunemente lavorabili e in leghe standard. I produttori possono passare con fiducia all’EDM quando la stabilità di precisione e la durata degli utensili diventano la priorità assoluta in progetti complessi che prevedono la realizzazione di microfori.
Qual è la profondità massima raggiungibile nella foratura con elettroerosione CNC?
I servizi professionali di foratura EDM di fori profondi garantiscono una produzione stabile con un rapporto profondità/diametro compreso tra 15:1 e 25:1. Il rapporto compreso tra 15:1 e 20:1 è considerato l’intervallo più sicuro e costante per i flussi di lavoro di produzione di massa in serie. Rapporti superiori a 20:1 comportano evidenti rischi di scarso lavaggio dielettrico, eccessiva usura dell’elettrodo e conicità indesiderata del foro. Gli ingegneri devono verificare i parametri di processo e le capacità della macchina per garantire la precisione dimensionale dei fori ultra-profondi in vari metalli duri conduttivi.
Quanto sono precisi i fori realizzati con la foratura EDM?
I fori praticati con elettroerosione a bassa profondità mantengono facilmente tolleranze di precisione comprese tra ±0,02 e 0,05 mm per la produzione di stampi generici, utensili e componenti industriali. Le tolleranze dei fori profondi tendono in genere ad aumentare fino a circa ±0,1 mm a causa dell’usura cumulativa dell’elettrodo e dell’instabilità del flusso di scintille a profondità maggiori. Le configurazioni di macchine di fascia alta con parametri ottimizzati sono in grado di produrre componenti forati con elettroerosione di alta precisione, caratterizzati da un’eccezionale uniformità dimensionale. Si raccomanda sempre di applicare rigorosi metodi di ispezione per verificare le dimensioni, la rettilineità e l’integrità superficiale dei fori funzionali critici.
Quali sono i materiali adatti alla foratura con elettroerosione?
La tecnologia standard di foratura EDM supporta solo metalli elettricamente conduttivi e leghe industriali di alta qualità per le normali applicazioni di produzione. È la soluzione di riferimento per la foratura EDM di metalli duri ampiamente utilizzati nei componenti aerospaziali, nei componenti medici e negli stampi temprati. I materiali comunemente compatibili includono acciaio temprato, titanio, Inconel e carburo di tungsteno resistente con proprietà conduttive stabili. Le sostanze non conduttive come la ceramica, il vetro, i polimeri e i materiali compositi non possono essere lavorate tramite la foratura EDM convenzionale senza un trattamento speciale personalizzato.
Velocità della foratura EDM rispetto alla foratura CNC standard?
L'EDM per fori rapidi offre una velocità affidabile nella realizzazione di microfori, ma è generalmente più lenta della foratura CNC standard per semplici operazioni su fori grandi e poco profondi. Il suo metodo di asportazione per elettroerosione non può eguagliare l'elevata efficienza di asportazione dei trucioli dei trapani meccanici per lavori di lavorazione di routine e semplici. Eccelle nella realizzazione efficiente e di precisione di fori in metalli duri, eliminando le frequenti rotture delle punte, la deflessione e i costosi tempi di fermo dovuti alla sostituzione degli utensili. Nonostante la velocità per singolo ciclo sia inferiore, migliora l’efficienza produttiva complessiva e la resa per lotti complessi di microfori in leghe ad alta durezza.