I servizi di lavorazione micro-CNC vengono solitamente presi in considerazione quando un pezzo è troppo piccolo, troppo preciso o troppo difficile da realizzare con i normali parametri di produzione. La decisione fondamentale non riguarda solo la possibilità di lavorare la geometria del pezzo. La questione più importante è se il pezzo possa essere prodotto in modo ripetibile, ispezionato con sufficiente affidabilità e se la sua realizzazione sia giustificata dai requisiti di tolleranza, costo e tempi di consegna.
Una valida analisi di fattibilità segue una sequenza ben definita: innanzitutto, occorre verificare la producibilità; poi, esaminare i controlli di processo; successivamente, confrontare i compromessi rispetto all’EDM, alla lavorazione svizzera, alla microlavorazione laser o ai metodi ibridi. Infine, occorre valutare i rischi di guasto, i fattori che determinano i costi, i limiti di ispezione, i requisiti applicativi e le prove fornite dai fornitori. La presente guida segue tale percorso decisionale.
Cosa sono i servizi di micro-lavorazione CNC?
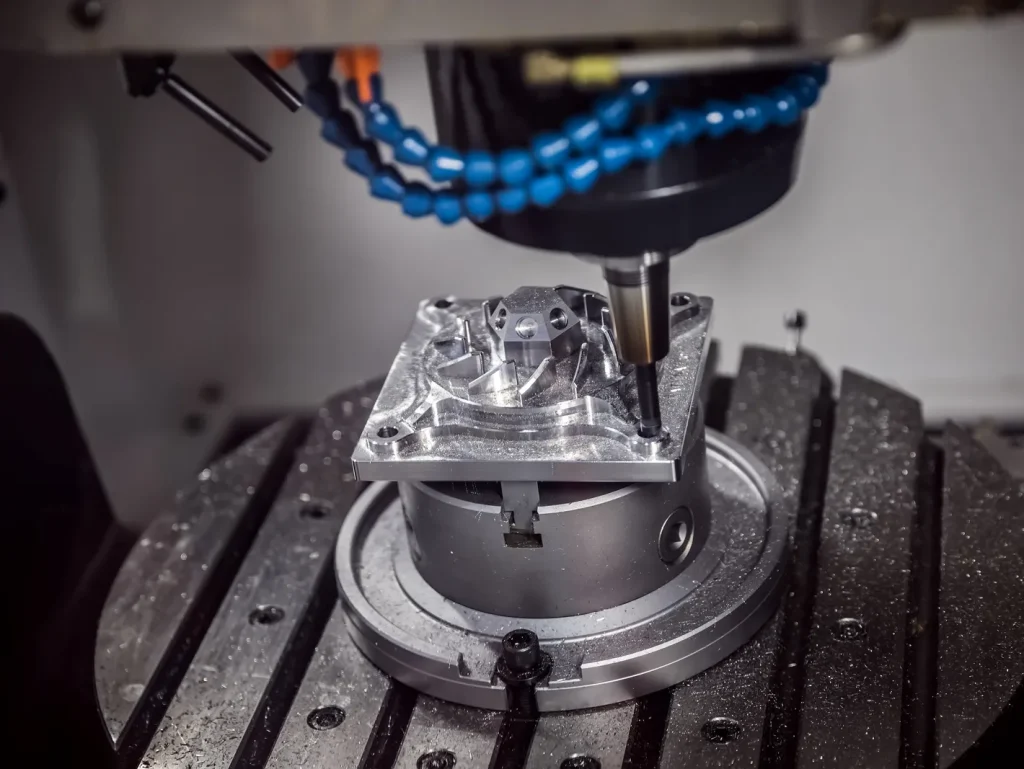
I servizi di lavorazione micro-CNC utilizzano processi di taglio controllati da computer per realizzare elementi meccanici di dimensioni molto ridotte, componenti in miniatura e parti di alta precisione. Le operazioni possono comprendere micro-fresatura, micro-tornitura, foratura, incisione o lavorazione multiasse con utensili di dimensioni molto ridotte e movimenti controllati della macchina.
Il fattore determinante è la scala. Su microscala, le forze di taglio, l’eccentricità dell’utensile, le vibrazioni, le bave, il calore e gli errori di ispezione possono assumere proporzioni significative rispetto alla caratteristica da realizzare. Una caratteristica che sembra semplice nel CAD può rivelarsi difficile da tagliare perché l’utensile è fragile, la parete è sottile o il metodo di ispezione non è in grado di verificare il risultato.
Qual è la differenza tra la lavorazione CNC su piccola scala e quella standard?
La lavorazione CNC standard viene spesso pianificata in base alle dimensioni convenzionali degli utensili, ai normali sistemi di fissaggio e a metodi di controllo quali calibri, micrometri, macchine a misura e controllo (CMM) e calibri di controllo. La micro-lavorazione CNC utilizza lo stesso principio di base della lavorazione sottrattiva, ma il margine di tolleranza del processo è molto più ristretto.
Le principali differenze sono:
- gli utensili da taglio sono molto più piccoli e fragili;
- l'eccentricità dell'utensile incide in misura significativa sulle dimensioni della caratteristica;
- le bave possono essere di dimensioni considerevoli rispetto al pezzo;
- la velocità del mandrino e il controllo delle vibrazioni hanno un'influenza maggiore;
- l'ispezione richiede spesso l'uso di strumenti ottici, tattili o di metrologia ad alta risoluzione;
- La manipolazione e la pulizia possono danneggiare il componente.
Il micro CNC non è semplicemente un “CNC standard in miniatura”. Spesso richiede stabilità della macchina, comportamento termico controllato, utensili specializzati e un piano di ispezione ben definito prima dell’avvio della produzione.
Confronto tra la microfresatura e la lavorazione CNC tradizionale
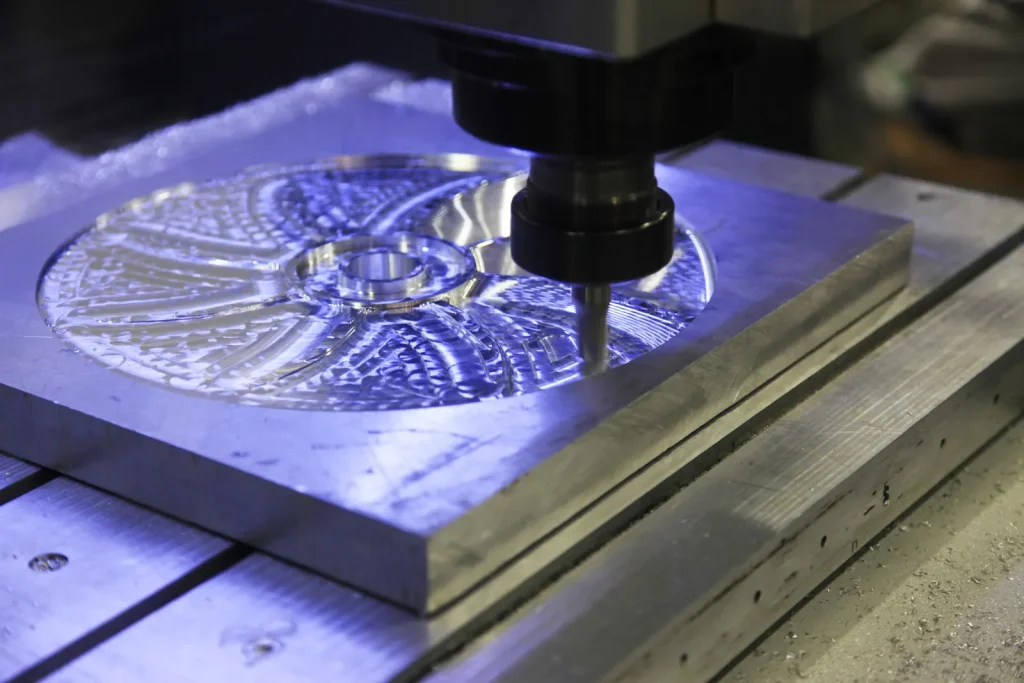
La microfresatura asporta materiale tramite utensili da taglio rotanti, ma lo spessore del truciolo è molto ridotto. Se l'utensile non esegue un taglio netto, potrebbe sfregare anziché tagliare. Ciò può causare un aumento del calore, dell'usura e della formazione di bave.
Tradizionale Fresatura CNC spesso offre un margine più ampio per quanto riguarda l'avanzamento, l'incavo dell'utensile e la rigidità del sistema di fissaggio. La microfresatura offre invece un margine più ridotto. Una piccola variazione della velocità del mandrino, dell'usura dell'utensile o dell'erogazione del refrigerante può far passare il processo da una lavorazione stabile alla rottura dell'utensile o a una finitura superficiale scadente.
Per un acquirente, il punto fondamentale è che un pezzo microfresato debba essere valutato a livello di caratteristiche, non solo a livello di pezzo. Scanalature, pareti sottili, angoli interni acuti e fori piccoli e profondi possono richiedere ciascuno una scelta di processo diversa.
Quando il CNC convenzionale non è adatto alle microcomponenti
Il CNC convenzionale non è adatto alle microparti quando la macchina, il portautensili, il sistema di ispezione o il controllo di processo non sono in grado di supportare le dimensioni del progetto. Ciò si verifica spesso quando un disegno richiede elementi di dimensioni molto ridotte, microparti ad alta precisione, un controllo posizionale rigoroso o requisiti di finitura superficiale che le normali configurazioni non sono in grado di verificare.
Tra i segnali di allarme più comuni figurano:
- dimensioni dei pezzi vicine ai limiti di eccentricità dell'utensile;
- pareti molto sottili con scarso sostegno durante il taglio;
- microfori profondi o fessure con elevati rapporti di aspetto;
- angoli interni acuti con raggio inferiore al raggio pratico dell'utensile;
- bordi privi di sbavature senza un metodo definito per la smussatura dei bordi;
- tolleranze vicine all'incertezza di misura del metodo di controllo.
In questi casi, il progetto potrebbe comunque essere realizzabile, ma potrebbe richiedere l'uso di apparecchiature CNC di precisione, elettroerosione, microlavorazione laser, lavorazione svizzera o un processo ibrido.
Tabella: Micro CNC vs CNC standard in base a tolleranza, dimensioni delle caratteristiche, utensili, metrologia e rischio di produzione
| Fattore | Micro-lavorazione CNC | Lavorazioni meccaniche CNC standard | Impatto della decisione |
|---|---|---|---|
| Capacità di tolleranza | È in grado di raggiungere tolleranze molto strette in casi controllati, compreso ±2 μm quando il processo e l'ispezione lo consentono | Di solito meno impegnativo rispetto alla scala delle caratteristiche | Non indicare tolleranze senza aver verificato la macchina, il materiale e la metrologia |
| Dimensioni dell'elemento | Caratteristiche di piccole dimensioni con una finestra di processo limitata | Funzionalità più avanzate con una scelta più ampia di strumenti | La dimensione minima della caratteristica dipende dall'accessibilità dell'utensile, dal materiale e dal rapporto di aspetto |
| Utensili | Microfresette, punte da trapano, utensili diamantati per applicazioni specifiche, portautensili di precisione | Utensili in carburo convenzionali e portautensili standard | La fragilità degli utensili e il rischio di eccentricità |
| Metrologia | Ispezione ottica, tattile, ad alta risoluzione o specifica per l'applicazione | CMM standard, calibri, micrometri | Il metodo di misurazione deve essere definito sin dall'inizio |
| Rischio di produzione | Elevata sensibilità alle bave, all’usura, alle vibrazioni e alla deriva termica | Sensibilità relativa inferiore | Il controllo del processo è importante tanto quanto la strategia di taglio |
Fonti: rapporti di settore; organismi di normazione; fonti accademiche
I rapporti di settore evidenziano una crescita nel settore della microlavorazione, trainata dalla miniaturizzazione nei settori dell’elettronica, dei MEMS, della sanità e dell’automotive. Gli organismi di normazione forniscono il quadro di riferimento per i disegni tecnici, le tolleranze, i sistemi di qualità e le misurazioni. Le fonti accademiche sono utili per lo studio della meccanica del microtaglio, dell’usura degli utensili, della formazione di bave e del comportamento della rugosità superficiale.
È possibile produrre il microcomponente?
La fattibilità dovrebbe essere valutata in base alla classe di caratteristiche, non solo alle dimensioni del pezzo. Fori piccoli, asole profonde e strette, pareti sottili, fori trasversali, filettature fini e diametri torniti esili presentano problemi per motivi diversi e ciascuno di essi può richiedere un processo o un metodo di ispezione diverso. Un pezzo non è un buon candidato per la micro-lavorazione CNC se le condizioni richieste relative ai bordi, il rapporto di aspetto, l’accessibilità al punto di riferimento o il metodo di misurazione sono incompatibili con una lavorazione e una verifica ripetibili.
Dimensione minima della struttura, spessore della parete, rapporto di aspetto e fattibilità della smussatura dei bordi
La dimensione minima di una feature nella lavorazione CNC non è un valore universale. Dipende dal diametro dell’utensile, dalla sua lunghezza, dal comportamento del mandrino, dal materiale, dalla profondità di taglio e dalla possibilità di ispezionare la feature. Su microscala, gli utensili lunghi e sottili tendono a deformarsi o rompersi più facilmente, pertanto le feature profonde e strette presentano un rischio maggiore rispetto a quelle poco profonde e aperte.
Le pareti sottili comportano un ulteriore problema. Possono spostarsi durante il taglio, vibrare o deformarsi dopo la rimozione del materiale. Anche il rapporto di aspetto è importante. Una micro-scanalatura, un foro o una cavità profondi possono richiedere una pianificazione speciale del percorso utensile o un processo non CNC.
La smussatura dei bordi non deve essere considerata un aspetto secondario. Un “bordo tagliente” può comportare rischi legati alla manipolazione o alla formazione di bave, mentre una fase di sbavatura non ben definita può comportare la rimozione di una quantità eccessiva di materiale. Per i microcomponenti, la fattibilità della smussatura dei bordi deve essere valutata con la stessa attenzione riservata alle dimensioni principali.
Problematiche relative alla scelta dei materiali per i componenti in titanio lavorati con micro-lavorazione meccanica
La scelta del materiale dovrebbe essere valutata considerando l'intera gamma di materiali candidati, non solo il titanio. Gli acciai inossidabili e le leghe di nichel possono aumentare l'usura degli utensili e rendere più difficile la rimozione delle bave; le leghe di alluminio e rame possono deformarsi o lasciare aloni sulle caratteristiche di piccole dimensioni; i polimeri come il PEEK possono spostarsi sotto l'azione del serraggio o del calore; i materiali fragili possono rompersi a causa di scheggiature dei bordi o danni dovuti alla movimentazione. La scelta del processo deve tenere conto della lavorabilità, della stabilità delle caratteristiche e dell’idoneità del metodo di ispezione previsto per la superficie e la geometria di quel materiale.
Nella scelta dei materiali occorre tenere conto di:
- se il tipo di titanio richiesto dall'applicazione;
- se l'integrità della superficie sia fondamentale;
- se sia possibile rimuovere le bave senza danneggiare le caratteristiche;
- se il metodo di ispezione consenta di verificare le superfici critiche;
- se sia necessario un processo diverso per le caratteristiche profonde o strette.
Il titanio può essere una soluzione praticabile, ma non va considerato come un semplice lavoro CNC standard in scala ridotta.
Rischi legati alla producibilità nella progettazione di pezzi torniti in miniatura
I pezzi tornati CNC in miniatura comportano rischi specifici. Diametri molto piccoli, sezioni lunghe e sottili, scanalature, filettature e fori trasversali possono causare problemi di deflessione o sbavature. Se il pezzo richiede una concentricità rigorosa o un controllo preciso della posizione, il disegno tecnico deve definire chiaramente i punti di riferimento.
La GD&T può essere d’aiuto, ma solo se rispecchia le modalità di produzione e misurazione del pezzo. Per i pezzi torniti in miniatura, è opportuno verificare la scelta dei piani di riferimento, i controlli dell’eccentricità e le tolleranze del profilo prima di formulare un preventivo. Se il disegno prevede tolleranze strette su ogni caratteristica, i costi e i tempi di ispezione possono aumentare notevolmente.
Lista di controllo: dati CAD necessari prima della valutazione di fattibilità
Un pacchetto di richiesta di offerta (RFQ) efficace dovrebbe includere dati sufficienti per valutare il rischio di processo.
- Modello CAD nativo e formato file neutro.
- Disegno 2D con quote critiche.
- Materiale e qualità.
- Requisiti di tolleranza per ciascuna caratteristica.
- Requisiti relativi alla finitura superficiale.
- Limiti di rottura del bordo o di bava.
- Requisiti di pulizia o tracciabilità.
- Quantità prevista e fase di produzione.
- Documentazione di ispezione richiesta.
- Eventuali superfici funzionali o interfacce di assemblaggio.
Senza questi dati, una valutazione di fattibilità potrebbe risultare troppo generica per giustificare una decisione di produzione.
Riferimenti: fonti accademiche; manuali di lavorazione meccanica; enti di normazione
La ricerca accademica fornisce un supporto all'analisi del microtaglio, dell'usura degli utensili, della formazione di bave e della finitura superficiale. I manuali di lavorazione meccanica aiutano a mettere in relazione il comportamento dei materiali con i limiti pratici di taglio. Gli organismi di normazione forniscono supporto nell'interpretazione dei disegni, nella GD&T, nei sistemi di qualità e nei requisiti di ispezione.

Come funziona la lavorazione micro-CNC
La lavorazione CNC su microcomponenti segue lo stesso iter generale delle altre lavorazioni CNC: i dati di progettazione vengono convertiti in percorsi utensile, il pezzo viene fissato al banco, il materiale viene asportato e il pezzo viene ispezionato. La differenza sta nel fatto che i piccoli errori assumono maggiore rilevanza. Una minima vibrazione, una variazione di temperatura o un errore di offset dell’utensile possono compromettere una caratteristica critica.
Stabilità della macchina, utensili diamantati, controllo delle vibrazioni e forze di taglio su microscala
La stabilità della macchina è fondamentale nei servizi di micro-lavorazione CNC. La macchina deve controllare i movimenti su scale molto ridotte e il mandrino deve limitare l’eccentricità e le vibrazioni. Se la linea centrale dell’utensile non è stabile, la superficie lavorata potrebbe risultare sovradimensionata, presentare una finitura scadente o causare la rottura dell’utensile.
Gli utensili diamantati possono essere utilizzati in alcune applicazioni di microlavorazione in cui i requisiti relativi al materiale e alla superficie lo consentono. La scelta dell'utensile dipende dal materiale del pezzo, dalla geometria delle caratteristiche e dalla finitura richiesta. Per molti metalli, il rivestimento dell'utensile, la geometria del tagliente, la rigidità e la qualità del portautensile sono importanti tanto quanto il materiale dell'utensile stesso.
Le forze di taglio su microscala hanno un valore assoluto ridotto, ma sono elevate rispetto alla resistenza dell'utensile. Per questo motivo, nella pianificazione del processo è necessario controllare il carico di truciolo, il grado di impegno e la lunghezza dell'utensile.
Influenza della velocità del mandrino sulla precisione dei componenti microfresati
L'impatto della velocità del mandrino sulla precisione dei componenti microfresati è legato alla formazione dei trucioli, alla stabilità dell'utensile e al calore. Se la velocità del mandrino è troppo bassa rispetto all'utensile e all'avanzamento, l'utensile potrebbe sfregare anziché tagliare. Se la velocità è troppo elevata senza un fissaggio stabile e un controllo adeguato del refrigerante, il calore e le vibrazioni potrebbero aumentare.
Anche la velocità del mandrino influisce sull'eccentricità. Su microscala, l'eccentricità può far sì che una scanalatura sostenga un carico maggiore rispetto a un'altra. Ciò accelera l'usura dell'utensile e può modificare le dimensioni delle caratteristiche durante la lavorazione di un lotto. Per lavori che richiedono un'elevata precisione, la velocità del mandrino viene scelta tenendo conto della velocità di avanzamento, del diametro dell'utensile, della lunghezza dell'utensile e della risposta del materiale.
Strategia di raffreddamento per prevenire la rottura degli utensili nella micro-lavorazione
La strategia di lubrorefrigerazione volta a prevenire la rottura degli utensili nella micro-lavorazione non riguarda solo la temperatura. Influisce anche sull’evacuazione dei trucioli. I trucioli di piccole dimensioni possono accumularsi nelle fessure o nei fori, causando il ritaglio, danni alla superficie e il guasto dell’utensile.
L'approccio corretto dipende dal materiale e dal tipo di lavorazione. Alcune operazioni richiedono un getto di refrigerante direzionato, nebbia, getto d'aria o lubrificazione controllata. La chiave è la costanza. Un getto di refrigerante instabile può spostare i pezzi di piccole dimensioni, non riuscire a rimuovere i trucioli o causare urti a un utensile fragile.
Diagramma di processo: CAD/CAM, pianificazione del percorso utensile, sistemazione in maschera, lavorazione, controllo qualità, tracciabilità
| Passo | Scopo principale | Rischio specifico per microelemento |
|---|---|---|
| Revisione CAD | Verificare la geometria e le tolleranze | Angoli non lavorabili, pareti sottili, punti di riferimento poco chiari |
| Pianificazione CAM | Selezionare i percorsi utensile e la strategia di taglio | Flessione dell'utensile, sfregamento, carico di truciolo insufficiente |
| Fissaggio | Tenere il pezzo senza deformarlo | Danni da serraggio o spostamento dei componenti |
| Lavorazione meccanica | Rimuovere il materiale in condizioni controllate | Rottura degli utensili, bave, calore, vibrazioni |
| Ispezione | Verificare le caratteristiche fondamentali | Incertezza di misura troppo elevata |
| Tracciabilità | Documentazione relativa a materiali, processi e controlli | Mancano prove relative alle parti soggette a regolamentazione |
Riferimenti: fonti accademiche; rapporti di settore
Fonti accademiche sostengono l'importanza della modellizzazione dei processi relativi al microtaglio, alle vibrazioni, all'usura degli utensili e alla generazione delle superfici. I rapporti di settore evidenziano un crescente ricorso all'automazione, al monitoraggio digitale, ai sistemi multiasse e alla microlavorazione ibrida nella produzione di precisione.
Vantaggi e limiti della lavorazione con micro-CNC
La micro-lavorazione CNC consente di produrre componenti metallici e plastici di precisione con geometrie controllate, buona ripetibilità e una vasta scelta di materiali. È utile quando il pezzo deve essere tagliato da un materiale tecnico anziché essere stampato, inciso, stampato in 3D o sagomato.
I suoi limiti derivano dall'accessibilità degli utensili, dalla loro resistenza, dal calore, dalle bave e dal controllo qualità. Questi limiti dovrebbero essere considerati come parametri di progettazione, non come imprevisti di produzione.
La micro-lavorazione CNC è in grado di garantire tolleranze di ±2 μm?
Tali tolleranze sono possibili solo in casi sottoposti a rigoroso controllo e devono essere considerate specifiche per ogni singola caratteristica, non applicabili all’intero pezzo. Gli aspetti chiave da considerare sono il tipo di caratteristica, la stabilità del materiale, le dimensioni del lotto, il controllo termico, le sollecitazioni dovute al sistema di fissaggio e se l’incertezza di ispezione sia chiaramente inferiore alla tolleranza dichiarata. Gli acquirenti dovrebbero distinguere le dichiarazioni relative al posizionamento della macchina dalla capacità di processo dimostrata e dalla possibilità di verificare il risultato con strumenti di misura adeguati.
Una tolleranza di ±2 μm è più realistica quando la caratteristica è accessibile, il materiale è stabile, la configurazione è controllata e il metodo di ispezione ha una risoluzione sufficiente. Il rischio aumenta quando la caratteristica è profonda, sottile, flessibile, soggetta a sbavature o difficile da misurare.
Limiti del CNC standard nella lavorazione di microcomponenti ad alta precisione
I limiti dei sistemi CNC standard nella lavorazione di microcomponenti ad alta precisione sono spesso legati al movimento della macchina, all’eccentricità del mandrino, al sistema di serraggio degli utensili, al controllo termico e al controllo qualità. Una macchina standard può certamente tagliare un componente di piccole dimensioni, ma ciò non significa che sia in grado di riprodurre caratteristiche su microscala entro tolleranze ristrette.
I CNC standard potrebbero inoltre non disporre della velocità del mandrino o del controllo delle vibrazioni necessari per utensili di dimensioni molto ridotte. Se il processo si basa sulla sbavatura manuale o su metodi di ispezione standard, la variabilità può aumentare.
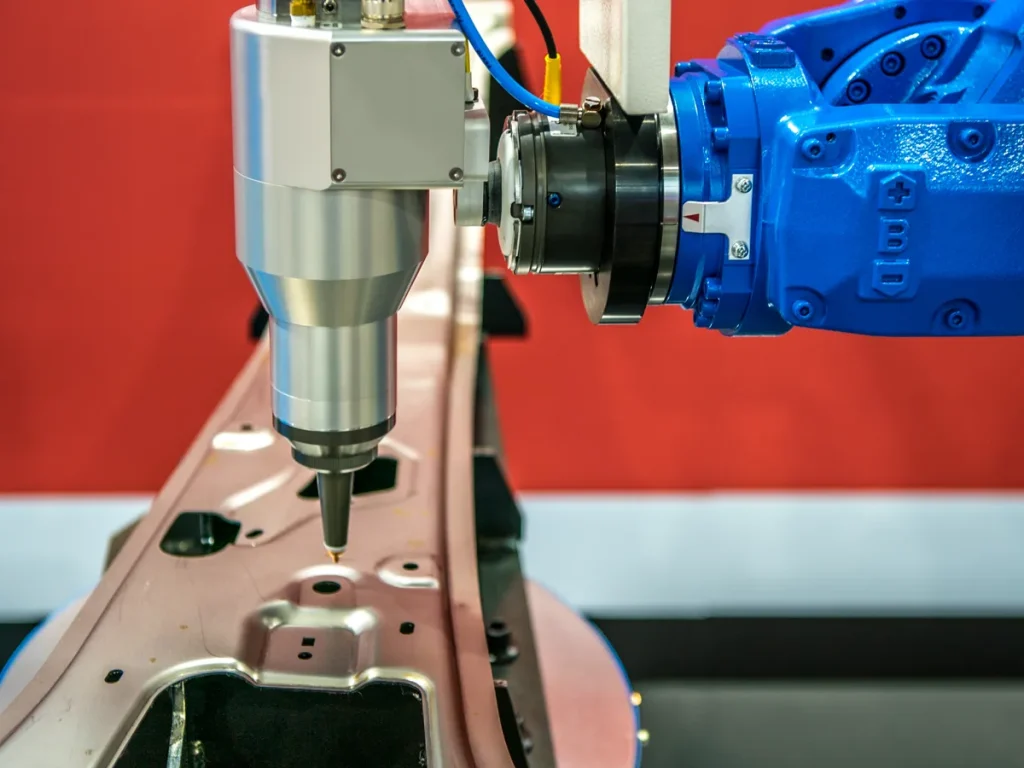
Sfide della lavorazione a 5 assi per microcomponenti complessi
La lavorazione a 5 assi può migliorare l'accessibilità a microcomponenti complessi, ma comporta alcune difficoltà di controllo. La precisione degli assi rotanti, il controllo del punto centrale dell'utensile, il rischio di collisione e l'accessibilità al sistema di fissaggio sono tutti fattori importanti. Nel caso di pezzi minuscoli, un piccolo errore di allineamento può far uscire una caratteristica dai limiti di tolleranza.
Anche le microparti complesse lavorate a 5 assi possono richiedere una pianificazione più accurata delle ispezioni. Può risultare più difficile misurare microcaratteristiche angolate, superfici nascoste e raggi di raggio ridotto. Il vantaggio dell'accesso a 5 assi deve essere valutato alla luce della complessità dell'allestimento e dell'impegno richiesto per la convalida.
La microlavorazione ibrida è migliore rispetto alla sola micro-CNC?
La microlavorazione ibrida può rivelarsi più vantaggiosa quando il pezzo presenta una geometria complessa, un costo elevato del materiale o requisiti di forma quasi definitiva. I rapporti di settore descrivono processi ibridi che combinano la produzione additiva con la finitura CNC. Tra i vantaggi segnalati figurano la riduzione degli scarti di materiale, una maggiore velocità di lavorazione e una maggiore facilità nel realizzare geometrie complesse per i settori aerospaziale e medico.
I metodi ibridi comportano inoltre un aumento dei costi e una maggiore complessità del processo. Gli studi di ricerca evidenziano l’esistenza di ostacoli all’adozione da parte delle aziende di piccole dimensioni, soprattutto quando il costo delle attrezzature è più elevato. La decisione dovrebbe tenere conto del rischio complessivo del processo, non solo dei tempi di lavorazione.
Tabella: Micro-CNC rispetto a elettroerosione (EDM), lavorazione svizzera, microlavorazione laser e processi ibridi additivi-sottrattivi
Scegliere l'EDM quando la presenza di materiali conduttivi, di dettagli fini e profondi o di spigoli interni acuti rende il taglio meccanico una soluzione poco adatta. Scegliete la lavorazione svizzera per parti rotanti lunghe e slanciate con caratteristiche tornite ripetute, e prendete in considerazione i metodi laser quando l’accesso è difficile ma le zone termicamente alterate o le condizioni dei bordi rimangono accettabili. Il micro-CNC diventa una scelta poco indicata quando la sensibilità alle bave, il rapporto di aspetto dei canali, i limiti degli angoli interni o le geometrie sottili non supportate comportano rischi che vanno oltre quanto possono controllare il taglio e l’ispezione.
| Processo | La forza | Limitazione | Caso decisionale di adattamento ottimale |
|---|---|---|---|
| Micro CNC | Taglio diretto di piccoli elementi meccanici in materiali tecnici | Accesso agli utensili, bave, usura degli utensili | Piccoli pezzi fresati o torniti con caratteristiche ispezionabili |
| EDM | È in grado di formare strutture conduttive di piccole dimensioni senza esercitare forza di taglio | Il materiale deve essere conduttivo; gli effetti superficiali devono essere valutati | Elementi conduttivi di dimensioni molto ridotte o materiali duri |
| Lavorazione svizzera | Efficiente per piccoli pezzi torniti | Meno adatto a geometrie fresate complesse, a meno che non sia dotato di | Alberi in miniatura, perni, componenti torniti per il settore medico o elettronico |
| Microlavorazione laser | Elementi di dimensioni molto ridotte e taglio senza contatto | È necessario verificare gli effetti della zona termicamente alterata e la qualità dei bordi | Materiali sottili, aperture, micro-motivi |
| Ibrido additivo-sottrattivo | Forme complesse quasi finite con finitura CNC | Maggiore complessità nella configurazione e nella pianificazione dei processi | Componenti complessi in cui gli scarti o l'accessibilità rappresentano un problema rilevante |
Fonti: rapporti di settore; fonti accademiche
I rapporti di settore evidenziano una crescita nei settori della microlavorazione, dei metodi ibridi, dell’automazione e delle attrezzature multiasse. Le fonti accademiche consentono di mettere a confronto i processi di taglio, l’elettroerosione (EDM), la lavorazione laser e la produzione ibrida su microscala.

Scenari comuni di guasto nella microlavorazione
Gli errori nella microlavorazione derivano spesso da piccoli errori di processo che risulterebbero meno gravi nella lavorazione CNC standard. Bave, usura degli utensili, finitura superficiale scadente e incertezza di misura sono cause frequenti di scarti o rilavorazioni.
Cause della formazione di bave nella microfresatura
Tra le cause della formazione di bave nella microfresatura figurano l'usura dell'utensile, il comportamento duttile del materiale, la formazione instabile dei trucioli, la scarsa affilatura dell'utensile, lo sfregamento eccessivo e i bordi non supportati; a questo proposito sono state pubblicate ricerche sulla meccanica del taglio da parte di NCBI . Le bave sono un problema serio perché possono avere dimensioni simili a quelle dell'elemento stesso. Le bave sono un problema serio perché possono avere dimensioni simili a quelle dell'elemento stesso.
Il controllo delle bave deve essere integrato nella progettazione del processo. Ciò può includere la direzione del percorso utensile, la geometria dei supporti, il taglio in più fasi, le interruzioni controllate dei bordi e l’ispezione delle zone soggette alla formazione di bave. Se un disegno si limita a indicare “rimuovere le bave”, il metodo potrebbe risultare poco chiaro e rischioso.
Le sfide legate all'usura degli utensili di dimensioni minime nella micro-lavorazione
Le difficoltà legate all'usura degli utensili di piccole dimensioni nella microlavorazione sono notevoli, poiché il tagliente è piccolo e fragile. Anche un'usura minima può modificare il diametro dell'utensile, aumentare le forze di taglio e compromettere la finitura. Nel titanio e in altri materiali difficili, l'usura può progredire rapidamente se il calore e i trucioli non vengono controllati.
La durata degli utensili dovrebbe essere considerata una variabile di processo. Nella produzione, ciò può tradursi in regole per la sostituzione degli utensili, controlli in corso d’opera o monitoraggio in tempo reale. In assenza di un adeguato controllo, il primo e l’ultimo pezzo di un lotto potrebbero non risultare identici.
Fattori che influenzano la finitura superficiale nella micro-lavorazione CNC
I fattori che influenzano la finitura superficiale nella lavorazione CNC su scala micro includono la geometria dell'utensile, la velocità del mandrino, l'avanzamento, le vibrazioni, il comportamento del materiale, l'erogazione del refrigerante, l'usura dell'utensile e l'evacuazione dei trucioli. La finitura superficiale può inoltre essere influenzata dalle operazioni di pulizia o sbavatura successive alla lavorazione.
Una superficie che appare accettabile a scala normale potrebbe rivelarsi non conforme se osservata ingrandita. Se la finitura ha una funzione specifica, ad esempio per la tenuta, il flusso di fluidi, gli impianti o l’allineamento ottico, essa deve essere definita e misurata.
Controllo della rugosità superficiale nei componenti microfresati di precisione
Il controllo della rugosità superficiale nei componenti microfresati di precisione dipende dalla stabilità del taglio e dalla ripetibilità delle ispezioni. Gli spostamenti laterali del percorso utensile, l’affilatura dell’utensile e il controllo delle vibrazioni influiscono sui segni superficiali. Se il pezzo presenta pareti sottili, la superficie può variare a causa del movimento della parete durante il taglio.
I requisiti relativi alla rugosità superficiale dovrebbero essere correlati alla funzione. Una superficie puramente estetica e non funzionale non dovrebbe essere soggetta agli stessi requisiti di controllo di una superficie di tenuta o di scorrimento.
Immagine: Matrice delle modalità di guasto in base al materiale, al diametro dell'utensile, alla velocità del mandrino, al refrigerante e al metodo di ispezione
| Variabile | Modalità di guasto | Cosa controllare prima della produzione |
|---|---|---|
| Materiale | Bave, calore, usura degli utensili | Lavorabilità, qualità, requisiti superficiali |
| Diametro dell'utensile | Rottura, deformazione | Lunghezza dell'utensile, eccentricità del portautensile, accessibilità alla superficie di lavorazione |
| Velocità del mandrino | Attrito, vibrazioni, calore | Gara di speed-feed e stabilità |
| Liquido di raffreddamento | Imballaggio dei chip, danni termici | Metodo di consegna e smaltimento dei trucioli |
| Metodo di ispezione | Falso positivo o falso negativo | Risoluzione, incertezza, accesso ai dati di riferimento |
Riferimenti: fonti accademiche; manuali di lavorazione meccanica
Le fonti accademiche forniscono un supporto teorico ai modelli relativi alla formazione di bave, all'usura degli utensili, alla meccanica della microfresatura e alla rugosità superficiale. I manuali di lavorazione meccanica forniscono indicazioni sul comportamento di taglio specifico per ciascun materiale e sulla pianificazione pratica dei processi.
Fattori di costo, tolleranza e tempi di consegna
La lavorazione micro-CNC spesso costa di più rispetto alla lavorazione CNC standard, poiché il margine di tolleranza è più ristretto. Il lavoro può richiedere una revisione tecnica più approfondita, una configurazione più accurata, un maggiore consumo di utensili, una velocità di taglio più bassa e un controllo più dettagliato.
I tempi di consegna sono influenzati dagli stessi fattori. Materiali complessi, utensili speciali, ispezioni in più fasi, documentazione regolamentata e lo sviluppo di attrezzature di fissaggio possono tutti allungare i tempi di consegna.
In che modo le tolleranze strette incidono sui costi della microlavorazione
L'impatto delle tolleranze strette sui costi della microlavorazione dipende dal livello di controllo necessario per garantire la conformità della caratteristica. Una caratteristica non critica con tolleranze ampie può essere lavorata e controllata con una normale ispezione. Una microcaratteristica con tolleranze molto strette può invece richiedere un’impostazione controllata, tagli di prova, una temperatura stabile, il monitoraggio della durata dell’utensile e una metrologia avanzata.
Il costo è spesso determinato più dall’onere delle ispezioni, dal controllo delle bave, dal consumo degli utensili, dai sistemi di serraggio e dalla documentazione che dal solo tempo di taglio. La realizzazione di prototipi può favorire configurazioni flessibili e un apprendimento rapido, mentre la produzione in serie può giustificare l’uso di sistemi di serraggio dedicati, controlli sulla durata degli utensili e attività di convalida solo quando i volumi giustificano tale investimento. Se la quantità aumenta e la geometria è caratterizzata da elementi torniti, dettagli conduttivi profondi o altre forme non adatte alla fresatura, la lavorazione svizzera o l’EDM potrebbero diventare il processo più economico.
Perché i microcomponenti lavorati a CNC costano di più rispetto ai componenti standard lavorati a CNC?
I microcomponenti lavorati con macchine CNC hanno un costo maggiore perché gli utensili di piccole dimensioni sono fragili, le operazioni di configurazione richiedono precisione e i controlli di qualità sono più impegnativi. La rottura degli utensili, la rimozione delle bave e i tempi di misurazione possono rappresentare una quota consistente dello sforzo produttivo.
Anche il materiale può incidere sui costi. Il titanio e altri materiali difficili da lavorare possono richiedere una velocità di taglio inferiore e un controllo più accurato dell’usura degli utensili. Le geometrie complesse possono allungare i tempi di configurazione, specialmente nella lavorazione a 5 assi o nelle operazioni di tornitura di pezzi in miniatura.
Prototipazione in piccole serie vs produzione CNC su piccola scala in grandi volumi
La prototipazione in piccoli volumi viene spesso utilizzata per verificare la geometria, la strategia di tolleranza e il metodo di ispezione. Il primo lotto può evidenziare la presenza di bave, problemi di accessibilità per gli utensili o caratteristiche difficili da misurare con precisione. Il costo unitario del prototipo può risultare elevato, poiché i costi di allestimento e di sviluppo del processo vengono ripartiti su un numero limitato di pezzi.
La produzione CNC su piccola scala ma ad alto volume sposta l'attenzione sulla ripetibilità. La durata degli utensili, il monitoraggio in corso d'opera, l'uniformità dei dispositivi di fissaggio e il Cpk assumono maggiore importanza. Secondo i rapporti di settore, l'automazione e la manutenzione predittiva possono favorire un maggiore utilizzo dei mandrini e ridurre i tempi di fermo, ma questi vantaggi dipendono dal processo e dal volume di produzione.
I vantaggi del monitoraggio in tempo reale nella produzione con micro-CNC
Tra i vantaggi del monitoraggio in tempo reale nella produzione con micro-CNC figurano l'individuazione tempestiva dell'usura degli utensili, delle rotture, delle vibrazioni e delle derive di processo. I rapporti di settore segnalano un crescente ricorso alla manutenzione predittiva e all'ottimizzazione dei percorsi utensile basata sull'intelligenza artificiale, con una conseguente riduzione dei tempi di fermo macchina e dei tempi di lavorazione negli ambienti CNC.
Nel caso dei microcomponenti, il monitoraggio è utile poiché i difetti potrebbero non essere visibili fino al momento dell’ispezione. Rilevare l’usura degli utensili durante la lavorazione può ridurre il rischio di scarti, soprattutto per i componenti prodotti in grandi volumi con caratteristiche geometriche molto precise.
Tabella: Fattori di costo per fascia di tolleranza, materiale, livello di ispezione, complessità di configurazione e dimensione del lotto
| Driver di costo | Condizione di rischio inferiore | Condizione di costo più elevato |
|---|---|---|
| Banda di tolleranza | Tolleranza generale sulle caratteristiche non critiche | Tolleranza estremamente stretta sulle microcaratteristiche critiche |
| Materiale | Materiale di facile lavorazione | Titanio o materiale di difficile lavorazione |
| Livello di ispezione | Controllo dimensionale di base | Metrologia ad alta risoluzione con report |
| Complessità della configurazione | Accesso semplice su 3 assi | 5 assi, micro-tornitura o attrezzature personalizzate |
| Dimensione del lotto | Il lotto più grande dopo il processo è stabile | Prototipo o produzione in piccole serie con attività di sviluppo |
Fonti: rapporti di settore; organismi di normazione
I rapporti di settore confermano le tendenze relative all'automazione, all'adozione di sistemi multiasse, alla lavorazione ibrida e al monitoraggio della produzione. Gli organismi di normazione sostengono la documentazione relativa alla qualità, la comunicazione delle tolleranze e la documentazione delle ispezioni.
Requisiti relativi al controllo qualità e alle misurazioni
Il controllo qualità è spesso il fattore determinante nei servizi di lavorazione micro-CNC. Un fornitore non deve limitarsi a realizzare il pezzo, ma deve dimostrare che le caratteristiche critiche sono conformi al disegno. Su scala micro, la pianificazione delle ispezioni dovrebbe iniziare prima della lavorazione.
Requisiti di controllo del processo per la produzione di componenti micro-lavorati ripetibili
I requisiti di controllo del processo per la produzione ripetibile di microcomponenti lavorati includono un fissaggio stabile, offset controllati degli utensili, regole relative all'usura degli utensili, uniformità del refrigerante, stabilità della macchina e punti di ispezione definiti. La ripetibilità dipende dalla riduzione della variazione da una configurazione all'altra e da un pezzo all'altro.
Nella produzione, il controllo di processo può comprendere l’ispezione del primo articolo, i controlli in corso d’opera, gli intervalli di sostituzione degli utensili e la tenuta di registri tracciabili. Se il processo si basa sul giudizio dell’operatore per la sbavatura o l’ispezione, la variabilità potrebbe aumentare.
Sfide metrologiche per i microcomponenti submicronici
Le sfide metrologiche relative ai microcomponenti sub-micronici includono l'accesso limitato, le superfici di riferimento di piccole dimensioni, gli effetti della finitura superficiale, la distorsione dei dispositivi di fissaggio e l'incertezza di misura. Il sistema di ispezione deve essere adeguato alle dimensioni e alle tolleranze delle caratteristiche.
I sistemi ottici possono essere utili per elementi di piccole dimensioni, ma le superfici riflettenti, il rilevamento dei bordi e le sbavature possono influire sui risultati. I sistemi tattili possono essere limitati dalle dimensioni della sonda e dalla forza di contatto. Il metodo di ispezione dovrebbe essere concordato prima dell'avvio della produzione.
Come viene utilizzato il Cpk nel controllo qualità della microlavorazione
Il Cpk è un indice di capacità di processo. Esso mette a confronto la variazione e la centratura del processo rispetto ai limiti di tolleranza. Nel controllo qualità della microlavorazione, il Cpk può aiutare a dimostrare se un processo stabile è in grado di continuare a produrre pezzi entro i limiti di tolleranza, e non solo di superare il controllo su alcuni campioni.
Il Cpk risulta particolarmente utile una volta che il processo è stabile e si dispone di dati sufficienti. Non dovrebbe sostituirsi a una valutazione di fattibilità. Un processo non può essere considerato "capabile" se il metodo di misurazione non è affidabile.
Considerazioni relative alla GD&T per i pezzi tornati CNC in scala ridotta
Le considerazioni relative alla GD&T per i pezzi tornati CNC in miniatura includono la scelta del sistema di riferimento, l'eccentricità, i controlli relativi alla concentricità, il profilo e la posizione. Il disegno deve definire quali superfici svolgono una funzione di controllo e in che modo vengono misurate.
Una GD&T eccessivamente rigorosa può aumentare i costi e complicare le operazioni di controllo. Una scelta errata dei punti di riferimento può inoltre causare discrepanze tra la produzione e il controllo qualità. Per i componenti miniaturizzati, lo schema dei punti di riferimento dovrebbe corrispondere al modo in cui il componente viene fissato, lavorato e utilizzato.
Lista di controllo: prove di ispezione da richiedere per le microcaratteristiche critiche
- Rapporto di ispezione del primo articolo.
- Metodo di misurazione e tipo di apparecchiatura.
- Stato di taratura delle apparecchiature di controllo.
- Incertezza di misura, ove pertinente.
- Foto o prove visive relative a elementi soggetti alla formazione di bave.
- La finitura superficiale è funzionale.
- Certificazione dei materiali, se richiesta.
- Dati relativi alla capacità di processo per le caratteristiche di produzione.
- Documentazione relativa alla tracciabilità per le applicazioni soggette a regolamentazione.
Riferimenti: organismi di normazione; fonti accademiche
Gli organismi di normazione forniscono supporto in materia di GD&T, gestione della qualità, taratura e metodi di valutazione della capacità. Le fonti accademiche forniscono supporto in materia di micrometrologia, incertezza, ispezione ottica e misurazione di microcaratteristiche.
Applicazioni dei componenti lavorati con micro-CNC
I componenti micro lavorati a CNC vengono utilizzati quando sono richieste dimensioni ridotte, geometrie precise e materiali tecnici. La domanda è trainata dalla miniaturizzazione nei settori dell'elettronica, della sanità, dei sistemi automobilistici, dell'aerospaziale, dei MEMS e dei dispositivi diagnostici compatti.
Impianti medici, dispositivi indossabili, MEMS e strumenti diagnostici compatti
Gli impianti medici e i dispositivi indossabili possono richiedere piccole parti in metallo o polimero con superfici controllate e documentazione tracciabile. I sistemi MEMS e i dispositivi diagnostici compatti necessitano spesso di canali, alloggiamenti, contatti, elementi di fissaggio o interfacce meccaniche di dimensioni minime.
La micro-CNC è utile quando il pezzo deve essere realizzato con un materiale tecnico specifico e quando è possibile tagliare e ispezionare la geometria degli elementi. Potrebbe non essere la scelta migliore per tutti gli elementi microfluidici o MEMS, specialmente se sono richiesti canali molto sottili o una lavorazione senza contatto.
Requisiti di tracciabilità per la microlavorazione dei dispositivi medici
I requisiti di tracciabilità per la microlavorazione dei dispositivi medici possono includere i registri dei lotti dei materiali, i registri di processo, i rapporti di ispezione e il controllo delle revisioni. La tracciabilità consente di collegare un componente finito al materiale da cui è stato ricavato, al processo di fabbricazione e alle prove di qualità.
Per i componenti critici, la tracciabilità deve essere specificata nella richiesta di offerta. La mancanza di documentazione può comportare dei rischi anche se le dimensioni del componente sono accettabili.
Requisiti della norma ISO 13485 per componenti medici micro-lavorati
I requisiti del sistema di qualità dipendono dall’applicazione, dal cliente e dal percorso normativo, non solo dalla microscala. Il settore medico può richiedere la norma ISO 13485 e controlli di tracciabilità più rigorosi, i programmi aerospaziali possono richiedere la norma AS9100, mentre altri componenti industriali possono essere acquistati con controlli a livello ISO 9001 se il rischio è inferiore. Gli acquirenti dovrebbero verificare l’ambito della documentazione, la tracciabilità dei materiali, i registri di ispezione ed eventuali requisiti relativi al controllo delle esportazioni o alla movimentazione prima di considerare un fornitore come qualificato.
Lo standard di per sé non dimostra che un fornitore sia in grado di garantire una determinata microtolleranza. Esso attesta semplicemente l’esistenza di un sistema di qualità per le attività mediche regolamentate. La capacità tecnica deve comunque essere comprovata da esempi di componenti simili, dati di ispezione e controlli di processo.
Componenti elettronici, semiconduttori, aerospaziali, automobilistici e microfluidici
Le applicazioni nel settore dell'elettronica e dei semiconduttori richiedono spesso componenti compatti, piccoli elementi di fissaggio, alloggiamenti di precisione o elementi di allineamento. Le applicazioni nel settore aerospaziale e automobilistico possono avvalersi di microcomponenti in cui il peso, le dimensioni e l'affidabilità sono fattori determinanti. I componenti microfluidici possono richiedere canali di piccole dimensioni, aperture, superfici di tenuta e finiture controllate.
Ogni applicazione presenta una serie di requisiti specifici. Un componente destinato a un dispositivo diagnostico compatto può richiedere particolare attenzione alla pulizia e alla tracciabilità. Un dispositivo di fissaggio per semiconduttori può richiedere particolare attenzione alla stabilità dimensionale e alla finitura superficiale. Un microcomponente per il settore automobilistico può richiedere particolare attenzione alla ripetibilità della produzione e al controllo dei costi.
Tabella: Matrice delle applicazioni rispetto ai requisiti in base a tolleranza, materiale, finitura superficiale, pulizia e documentazione
| Applicazione | Requisito principale | Preoccupazione concreta | Problemi di ispezione | Problema relativo alla documentazione |
|---|---|---|---|---|
| Impianto medico | Geometria precisa e controllo delle superfici | Scelta dei materiali biocompatibili | Verifica delle caratteristiche critiche | Tracciabilità e documentazione sulla qualità |
| Dispositivo indossabile | Dimensioni ridotte e ripetibilità | Materiali leggeri | Controlli dell'interfaccia di assemblaggio | Controllo di revisione |
| Componenti relativi ai MEMS | Caratteristiche micro e allineamento | Stabilità e pulizia | Controlli ottici o ad alta risoluzione | Registrazioni di processo |
| Elettronica/semiconduttori | Dispositivi di fissaggio e alloggiamenti di precisione | Stabilità dimensionale | Controlli di posizione e di superficie | Rapporti di ispezione |
| Settore aerospaziale/automobilistico | Affidabilità e ripetibilità | Resistenza e risposta al calore | Dati sulle capacità | Documentazione relativa ai lotti e ai processi |
| Microfluidica | Canali, porte, aree di tenuta | Compatibilità chimica | Ispezione della superficie e delle bave | Prova di pulizia |
Fonti: rapporti di settore; organismi di normazione
I rapporti di settore evidenziano una domanda proveniente dai settori dell'elettronica, dei MEMS, della sanità, dell'automotive e dei dispositivi compatti. Gli organismi di normazione definiscono i requisiti relativi al sistema di qualità, alla tracciabilità, ai disegni tecnici e alle ispezioni.
Come valutare i servizi di lavorazione CNC su piccola scala
La scelta dei servizi di micro-lavorazione CNC dovrebbe basarsi su prove concrete, non su semplici affermazioni. Le prove più significative dimostrano che il fornitore è in grado di lavorare, misurare e riprodurre con precisione caratteristiche simili a quelle presenti sul vostro pezzo.
Elementi di prova delle capacità da verificare: prove di tolleranza, metrologia, esperienza sui materiali e controlli di processo
La documentazione relativa alle capacità dovrebbe includere prove di tolleranza su caratteristiche simili, non solo una dichiarazione generica delle capacità. Chiedete come vengono misurate le dimensioni critiche, quali utensili vengono utilizzati, come vengono controllate le bave e quali controlli di processo vengono applicati durante la produzione.
L'esperienza con i materiali è fondamentale. Un'officina in grado di eseguire lavorazioni di precisione sull'alluminio potrebbe non ottenere lo stesso successo con il titanio. Un'officina in possesso di documentazione medica potrebbe non essere la scelta migliore per un prototipo non soggetto a normative, se il costo e la rapidità sono più importanti della tracciabilità.
Le microfresatrici CNC da tavolo possono raggiungere una precisione di livello medico?
Le microfresatrici CNC da tavolo possono rivelarsi utili per lo sviluppo, la formazione o la realizzazione di prototipi non critici. La precisione di grado medico richiede ben più di una macchina compatta: dipende dal controllo delle vibrazioni, dalla qualità del mandrino, dagli utensili, dalla convalida dei processi, dal controllo qualità, dalla documentazione e dai sistemi di qualità.
Non si deve dare per scontato che una macchina da tavolo soddisfi i requisiti di precisione previsti dalla normativa, a meno che l’intero processo e la documentazione relativa alle ispezioni non ne confermino la conformità.
Domande da porre prima di richiedere un preventivo per un componente micro-lavorato
Prima di formulare un preventivo, la discussione dovrebbe concentrarsi sui rischi e sui dati concreti. Tra gli argomenti utili figurano le caratteristiche critiche, i fattori che determinano la tolleranza, i limiti di bave, la finitura superficiale, il metodo di ispezione, il tipo di materiale, il volume previsto e i requisiti di documentazione.
Chiedete se il fornitore è in grado di lavorare la stessa classe di caratteristiche, la stessa famiglia di materiali e lo stesso tipo di tolleranza del vostro pezzo, non solo pezzi di dimensioni complessive simili. Verificate la classe della macchina, la strategia relativa al mandrino e al portapezzo, l’approccio al controllo dell’eccentricità, la metrologia interna, il metodo documentato di controllo delle bave e se sono in grado di fornire prove relative al primo articolo su una geometria comparabile. Verificate inoltre se il risultato indicato nel preventivo riflette una capacità di processo ripetibile, un caso ottimale una tantum o una tolleranza più ampia di quanto l’incertezza di misura possa supportare in modo affidabile.
Matrice decisionale: scegliere, rivedere il progetto, ricorrere alla lavorazione ibrida oppure selezionare un processo alternativo
| Decisione | Da utilizzare quando | Da evitare quando |
|---|---|---|
| Scegli Micro CNC | Le caratteristiche sono facilmente individuabili, il materiale è lavorabile, l'ispezione è chiara | La tolleranza non può essere misurata oppure le bave non possono essere controllate |
| Rivedere il progetto | Pareti sottili, spigoli vivi o tolleranze creano rischi evitabili | La funzione richiede la geometria esatta |
| Utilizzare la lavorazione ibrida | La lavorazione “near-net shape” o le geometrie complesse riducono gli scarti e i tempi di lavorazione | La maggiore complessità di configurazione supera i vantaggi |
| Seleziona un altro processo | La lavorazione EDM, al laser o svizzera si adatta meglio al tipo di elemento | Il CNC garantisce risultati più semplici e più facilmente verificabili |
Lista di controllo: documentazione relativa alla richiesta di preventivo per servizi di micro-lavorazione CNC
- Modello CAD e disegno di riferimento.
- Dimensioni critiche per il funzionamento evidenziate.
- Requisiti relativi alla qualità dei materiali e alla certificazione.
- Tolleranza richiesta per ciascuna caratteristica.
- Requisiti relativi alla finitura superficiale e alla smussatura dei bordi.
- Quantità prevista e fase di produzione.
- Requisiti relativi al rapporto di ispezione.
- Requisiti di pulizia e confezionamento.
- Requisiti in materia di tracciabilità o standard di qualità.
- Cronologia dei guasti noti verificatisi in precedenti tentativi.
Fonti: organismi di normazione; rapporti di settore
Gli organismi di normazione forniscono supporto in materia di controllo dei disegni, sistemi di qualità, taratura e documentazione delle ispezioni. I rapporti di settore sostengono un uso più diffuso dell'automazione, del monitoraggio, dei metodi ibridi e della lavorazione multiasse nella produzione di precisione.
Domande frequenti
Cosa caratterizza la micro-lavorazione CNC?
I servizi professionali di lavorazione micro-CNC utilizzano il taglio sottrattivo controllato da computer per realizzare componenti in miniatura ed elementi meccanici ultraprecisi su microscala. Si differenziano notevolmente dalla lavorazione CNC standard a causa dei rischi amplificati di eccentricità dell’utensile, vibrazioni, bave e distorsione termica sui pezzi di dimensioni minime. Il processo richiede una maggiore stabilità della macchina, utensili specializzati e ispezioni rigorose per garantire una precisione dimensionale ripetibile. La sua caratteristica distintiva principale risiede nel rigoroso controllo del processo piuttosto che nelle sole dimensioni fisiche ridotte dei pezzi finiti.
Quali sono gli strumenti utilizzati per la microfresatura?
La microfresatura professionale impiega frese ultra-piccole, micro-punte e portautensili di precisione progettati per la lavorazione di elementi miniaturizzati delicati. Gli utensili diamantati vengono comunemente scelti per materiali duri e applicazioni che richiedono una qualità superiore della finitura superficiale. La scelta dell’utensile dipende strettamente dal materiale del pezzo, dalla geometria delle caratteristiche, dai requisiti superficiali e dalle prestazioni di resistenza all’usura a lungo termine. Un rivestimento adeguato, il design del tagliente e la rigidità del portautensile riducono efficacemente la deflessione e la rottura dell’utensile durante il taglio di precisione.
Quali settori industriali necessitano di componenti micro-lavorati?
Molti settori high-tech si affidano alla lavorazione di precisione di componenti di piccole dimensioni per favorire la miniaturizzazione dei prodotti, la realizzazione di involucri compatti e prestazioni funzionali affidabili. Tra i settori chiave figurano i dispositivi medici, i dispositivi indossabili, i MEMS, la diagnostica, i semiconduttori, l’aerospaziale e i sistemi di precisione per il settore automobilistico. Questi settori necessitano di componenti minuscoli e uniformi per soddisfare rigorosi standard di tolleranza, tracciabilità e compatibilità di assemblaggio. Anche le apparecchiature microfluidiche dipendono da tali componenti per garantire canali precisi, superfici di tenuta e un controllo stabile dei fluidi.
Qual è la dimensione minima delle caratteristiche nella lavorazione CNC?
Non esiste una dimensione minima universale fissa per tutte le applicazioni di lavorazione CNC e microlavorazione. I limiti pratici sono determinati dalle dimensioni degli utensili, dalla lunghezza di sbalzo, dalle proprietà del materiale e dal rapporto di aspetto delle microstrutture progettate. La stabilità della macchina, il controllo delle vibrazioni, la gestione delle bave e la capacità di ispezione determinano direttamente se sia possibile produrre in modo affidabile microparti ad alta precisione. Ogni progetto richiede una valutazione individuale preliminare dell'accessibilità degli utensili, della lavorabilità e della piena fattibilità dell'ispezione.
Come vengono ispezionati i componenti micro-lavorati?
Le procedure di ispezione qualificate sono fondamentali per verificare i componenti microfresati di precisione e garantire il rispetto delle tolleranze strette e dei requisiti di progettazione. I metodi più comuni includono la metrologia ottica, i test tattili ad alta risoluzione, l’analisi della finitura superficiale e i verbali ufficiali di ispezione del primo articolo. Le soluzioni di ispezione devono essere adeguate alla scala delle caratteristiche, ai livelli di tolleranza e alle proprietà dei materiali per ridurre al minimo l’incertezza di misura. La definizione dei protocolli di ispezione prima della produzione garantisce che tutte le microcaratteristiche critiche siano misurate con precisione e pienamente convalidate.
Riferimenti
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing