Tłocznik jest siłą napędową produkcji wielkoseryjnej, decydującą o jakości części, precyzji i rentowności. Chociaż matryca może wydawać się prostym narzędziem, jest to skomplikowany zespół, w którym każda część ma kluczowe znaczenie. Konstrukcja, materiał i integralność tych poszczególnych części determinują ogólną wydajność i żywotność narzędzia w ponad 90 procentach.
Przewodnik jest przeznaczony dla inżynierów, projektantów matryc i specjalistów ds. konserwacji, którzy utrzymują te krytyczne zasoby. Rozetniemy matrycę i zbadamy jej strukturę oraz części robocze, omówimy wybór materiałów i typowe awarie. Ten przewodnik to coś więcej niż lista komponentów, to techniczny plan przejścia od napraw reaktywnych do inteligentnej strategii narzędziowej, umożliwiającej maksymalizację czasu sprawności, minimalizację kosztów i zapewnienie wysokiej wydajności operacji tłoczenia.
Czym są matryce do tłoczenia i dlaczego komponenty mają znaczenie?
Matryca tłocząca to specjalne, wykonane na zamówienie narzędzie, które jest używane w prasie tłoczącej do cięcia lub kształtowania blachy w pożądany kształt. Odbywa się to poprzez włożenie arkusza taśmy metalowej, zwykle w formie zwoju lub półfabrykatu, pomiędzy dwie połówki matrycy. Następnie prasa wywiera ogromny nacisk, który powoduje zamknięcie matrycy i wykonanie określonej operacji na materiale.
Operacje te można sklasyfikować w szeroki sposób:
- Operacje cięcia: Są to operacje, które pociągają za sobą ścinanie metalu.
- Zaślepianie: Usuwanie zewnętrznego profilu elementu z większego arkusza. Pożądaną częścią jest wycięty element.
- Przebijanie: Wiercenie lub wycinanie w inny sposób otworów lub innych kształtów w części. Wycięty materiał jest złomem.
- Operacje formowania: Są to operacje, które zmieniają geometrię metalu bez jego celowego ścinania.
- Gięcie: Naprężanie materiału w kierunku prostym.
- Rysowanie: Wtłaczanie blachy do wgłębienia matrycy w celu uformowania kubka lub kształtu przypominającego skorupę.
- Formowanie: Bardziej ogólny termin, który obejmuje tworzenie takich elementów jak kołnierze, zawinięcia i wytłoczenia.
Jeden kompletny zestaw narzędzi do tłoczenia może być wykonany w celu wykonania jednej konkretnej operacji (matryca jednostanowiskowa) lub serii operacji (matryca progresywna lub transferowa). W matrycy progresywnej zwój materiału jest podawany przez narzędzie, a sekwencja operacji jest wykonywana na różnych stacjach przy każdym skoku prasy, w wyniku czego na końcu powstaje gotowa część. Wstępny projekt takiego złożonego narzędzia jest często opracowywany przy użyciu oprogramowania CAD (Computer-Aided Design), aby zapewnić prawidłowe działanie wszystkich części.
Złożoność i dokładność takich operacji podkreśla znaczenie każdej części. Niewielki błąd rzędu kilku mikrometrów w jednym elemencie może spowodować reakcję łańcuchową awarii: nieprawidłowe wymiary części, wczesne zużycie narzędzi, kosztowne nieplanowane przestoje i wysoki wskaźnik złomu. Dlatego właściwa znajomość pracy każdego komponentu jest pierwszym krokiem do opanowania nauki tłoczenia.
Kluczowe elementy struktury zestawu matryc
Zestaw matryc jest podstawą lub "szkieletem" całego narzędzia. Jego głównym celem jest utrzymanie wszystkich innych komponentów, często zabezpieczonych solidnymi zaciskami, w precyzyjnym wyrównaniu i zapewnienie stabilnej podstawy do montażu matrycy w prasie tłoczącej. Integralność tej struktury nie podlega negocjacjom w celu osiągnięcia jakości części.
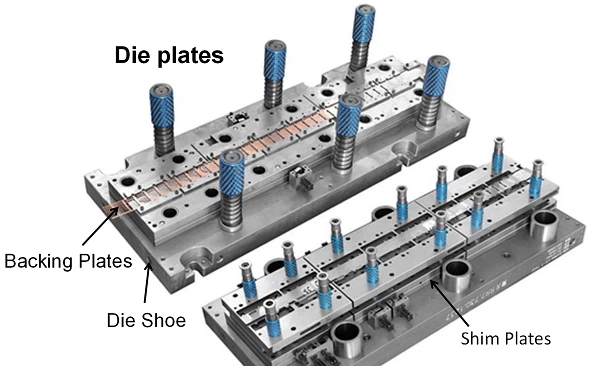
Źródło: hlc-metalparts.com
Buty matrycowe (górne i dolne)
Duże, ciężkie płyty podstawy, które tworzą górną i dolną połowę zestawu matryc, to górne i dolne stopki matrycy. Dolna stopka matrycy jest przymocowana do łoża prasy lub podpory, a górna stopka matrycy do suwaka prasy lub suwaka.
- Funkcja: Stanowią platformę montażową wszystkich innych funkcjonalnych i prowadzących części matrycy. Powinny być wystarczająco wytrzymałe, aby oprzeć się ogromnym i powtarzalnym siłom procesu tłoczenia bez ugięcia.
- Materiały: Żeliwo (zwykle żeliwo wysokiej jakości, takie jak Meehanite) lub gruba blacha stalowa (taka jak A36 lub 1045). Wybór opiera się na rozmiarze matrycy, wymaganej sztywności i koszcie.
- Cechy: Są precyzyjnie obrobione, aby przyjąć sworznie prowadzące i tuleje, gwintowane otwory i szczeliny montażowe do mocowania innych części i utrzymywania matrycy w prasie.
Płyty oporowe (podkładki)
Płyty nośne to hartowane płyty znajdujące się za stemplami i matrycami.
- Funkcja: Ich głównym celem jest oferowanie twardej, odpornej na zużycie powierzchni, która utrzymuje części robocze i nie pozwala im zostać wepchniętym w bardziej miękki materiał stopki matrycy pod wysokim ciśnieniem. Pomagają one również w rozprowadzaniu skoncentrowanych sił stempli na większym obszarze. Mikroregulacja wysokości komponentów odbywa się za pomocą podkładek, bardzo cienkich płytek.
- Materiały: Prawie zawsze hartowana stal narzędziowa, odporna na wgniecenia i zużycie.
Sworznie prowadzące i tuleje

Sworznie prowadzące i tuleje są połączeniami, które zapewniają idealne wyrównanie, w przypadku gdy matryce są szkieletem. Są one wykonane z hartowanych, precyzyjnie szlifowanych sworzni na jednym ślizgu matrycy, które wsuwają się w równie precyzyjne tuleje na drugim ślizgu.
- Funkcja: Jedyną rzeczą, jaką robią, jest utrzymywanie górnej i dolnej połówki matrycy w dokładnej pozycji podczas całego skoku prasy. Jest to niezbędne do zapewnienia odpowiedniego luzu między częściami tnącymi (stemplami i przyciskami matryc), co bezpośrednio wpływa na jakość krawędzi i żywotność narzędzia.
- Rodzaje:
- Sworznie cierne (łożysko ślizgowe): Sworznie z twardej stali osadzone w tulejach z twardej stali lub brązu aluminiowego. Są stabilną i niedrogą opcją w większości zastosowań.
- Prowadnice kulkowe (koszyki kulkowe): Wykorzystują one koszyki łożysk kulkowych, które toczą się między sworzniem a tuleją. Zapewniają mniejsze tarcie, większą precyzję i są stosowane w szybkich lub precyzyjnych matrycach progresywnych.
- Materiały: Trzpienie prowadzące są zwykle wykonane z hartowanej stali narzędziowej. Tuleje mogą być wykonane z hartowanej stali, stali narzędziowej lub samosmarujące, takie jak brąz aluminiowy impregnowany grafitem.
Krytyczne komponenty do obróbki i formowania
Są to części, które wchodzą w bezpośredni kontakt z przedmiotem obrabianym i tworzą go. Są one narażone na największe naprężenia, największe tarcie i największe zużycie. Ich kształt, skład i dokładność są kluczem do sukcesu matrycy.
Symbol zastępczy widoku rozłożonego na części lub szczegółowe ilustracje działających komponentów
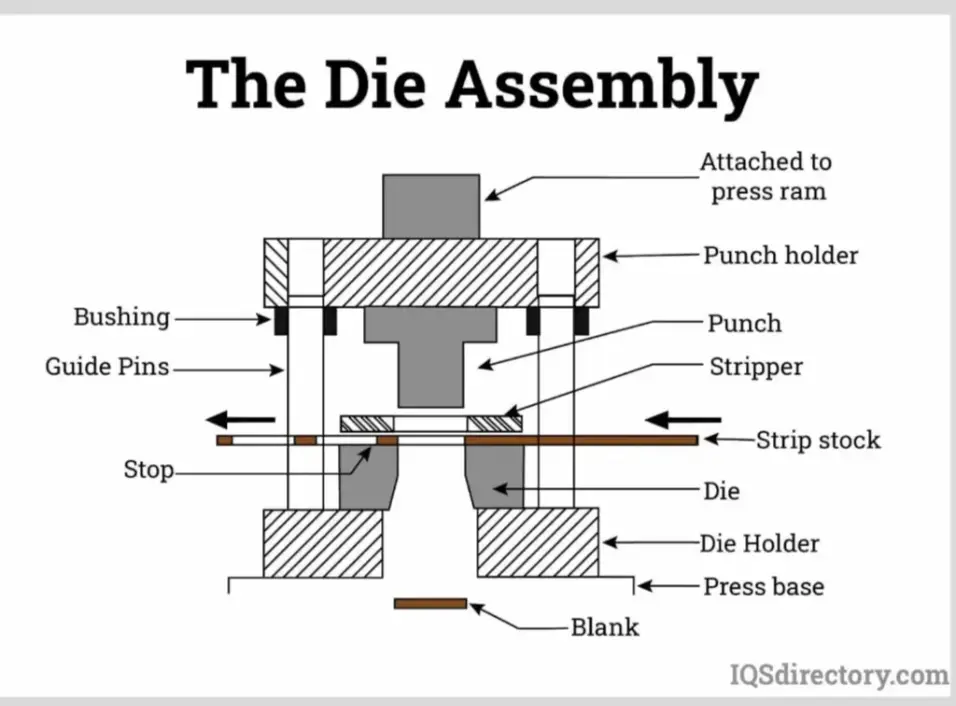
Źródło: IQSdirectory.com
Stemple (cięcie i formowanie)
Męskie części, które wykonują przebijanie, wykrawanie lub formowanie, to stemple.
- Funkcja: Podczas operacji cięcia powierzchnia czołowa stempla przeciska się przez materiał do wgłębienia matrycy (przycisku matrycy). Podczas formowania geometria stempla wymusza kształt materiału.
- Konstrukcja: Stemple mają nieskończenie wiele kształtów i rozmiarów. Najważniejsze cechy konstrukcyjne to rodzaj głowicy (retencja), średnica korpusu, kształt końcówki i długość. W stemplach tnących powszechnie stosuje się mały stożek tylny (stempel jest nieco mniejszy za krawędzią tnącą), aby zminimalizować tarcie.
- Materiały: Wybór materiału jest kluczowy i zależy od zastosowania. Powszechnie stosowane są stale narzędziowe A2, D2 i M2. W przypadku zastosowań o bardzo dużej objętości lub materiałów ściernych, węglik wolframu jest materiałem z wyboru ze względu na jego wyjątkową odporność na zużycie.
- Powłoki: Aby poprawić wydajność, stemple są zwykle powlekane powłokami o niskim współczynniku tarcia i wysokiej twardości, takimi jak azotek tytanu (TiN) lub węglikoazotek tytanu (TiCN), które mogą znacznie wydłużyć żywotność.
Przyciski matrycy (matryca matrycy)
Przycisk matrycy jest żeńskim odpowiednikiem stempla w procesie cięcia. Jest to precyzyjnie szlifowana tuleja z otworem, którego profil pasuje do profilu stempla, i pewnym luzem.
- Funkcja: Zapewnia krawędź tnącą, o którą opiera się stempel. Gdy stempel wciska materiał w przycisk matrycy, naprężenie jest większe niż wytrzymałość materiału na ścinanie i materiał pęka w sposób czysty.
- Prześwit matrycy: Jednym z najważniejszych parametrów w projektowaniu matryc jest przestrzeń między stemplem a przyciskiem matrycy.
- Niewystarczający prześwit: Powoduje wtórne ścinanie, przeciążenie i szybkie zużycie narzędzia.
- Nadmierny prześwit: Powoduje duże, niepożądane przetoczenie na krawędzi części i duże zadziory.
- Odpowiedni prześwit: Zapewnia czyste cięcie z niewielkimi przetoczeniami i zadziorami, co wydłuża żywotność narzędzia. Optymalny luz stanowi procent grubości materiału i zależy od jego rodzaju.
- Materiały: Guziki matrycowe są wykonane z wysokiej jakości stali narzędziowej (D2 jest bardzo popularna) lub węglika wolframu, aby zapewnić maksymalną żywotność, podobnie jak w przypadku stempli.
Płytki do zdejmowania izolacji
Gdy materiał zostanie przebity lub zaślepiony przez stempel, elastyczność materiału sprawia, że mocno trzyma on stempel. Zadaniem płytki zdzierającej jest usunięcie tego materiału ze stempla podczas jego wycofywania.
- Funkcja: Wyrzuca obrabiany przedmiot lub taśmę materiału z stempli podczas ruchu prasy w górę.
- Rodzaje:
- Stały Stripper: Płyta, która jest zamocowana z otworami, przez które przechodzą stemple. Daje to stały otwór, przez który materiał jest podawany.
- Stripper sprężynowy: Płyta poruszana przez wytrzymałe sprężyny. Opada wraz z górną matrycą, utrzymując materiał płasko w procesie cięcia i usuwając go podczas ruchu w górę. Jest to konieczne, aby uniknąć deformacji materiałów i płaskości części.
- Materiały: Zazwyczaj jest to stal stopowa, która może być hartowana w zależności od zastosowania.
Butle i sprężyny azotowe
Elementy te zapewniają wymagane możliwości zdejmowania izolacji, podnoszenia i dociskania.
- Mechaniczne sprężyny śrubowe: Są one wykonane z drutu o wysokiej wytrzymałości (np. chromowo-krzemowego). Są one klasyfikowane zgodnie z ich obciążeniem (np. średnie, ciężkie, bardzo ciężkie) i dają większą siłę, gdy są ściskane. Są ekonomiczne i mogą być podatne na zmęczenie i awarie po milionach cykli.
- Sprężyny azotowe: Są to cylindry wypełnione azotem pod wysokim ciśnieniem. Mają one znaczną przewagę nad sprężynami mechanicznymi, taką jak znacznie większa siła w mniejszej objętości, bardziej równomierna siła w całym skoku i dłuższa, bardziej przewidywalna żywotność. Są one domyślną opcją w wymagających zastosowaniach.
Podnośniki i sworznie pilotujące
Są to niezbędne elementy do przenoszenia i wyrównywania materiałów, szczególnie w przypadku matryc progresywnych.
- Podnośniki: Podnośniki to sworznie lub szyny, zwykle sprężynowe, które podnoszą taśmę z dolnej powierzchni matrycy pod koniec każdego suwu. Umożliwia to łatwe podawanie taśmy do następnej stacji bez przeciągania po powierzchni matrycy.
- Kołki prowadzące: Są to dokładnie pozycjonowane, zwykle kuliste kołki, które są wkładane w otwory już przebite w taśmie. Służą one do zapewnienia ostatecznych, bardzo precyzyjnych korekt położenia taśmy na każdej stacji, dzięki czemu rejestracja jest idealna w następnej operacji.
Zużycie komponentów: Strategia konserwacji i wymiany
Wszystkie elementy tłoczników są podatne na zużycie, niezależnie od tego, jak dobrze zostały zaprojektowane i jak solidnie są zbudowane. Ogromna siła, tarcie i uderzenia, powtarzane tysiące lub miliony razy, z pewnością spowodują pogorszenie wydajności i ostateczną awarię. Nie jest to oznaka słabego narzędzia, ale rzeczywistość działania.
Najczęstsze tryby awarii to:
- Zużycie ścierne: Zużycie powstające w wyniku tarcia między narzędziem a obrabianym przedmiotem. Jest to postrzegane jako stępienie krawędzi tnących.
- Zużycie kleju: Mikroskopijne spawanie i rozrywanie stykających się powierzchni, w szczególności między trzpieniami prowadzącymi i tulejami lub stemplami i ściągaczami.
- Wyszczerbienie/pęknięcie (uszkodzenie zmęczeniowe): Gwałtowne pęknięcie elementu pod cyklicznym obciążeniem, zwykle inicjowane przez mikroskopijny wzrost naprężenia. Jest to typowe dla stempli i matryc.
- Odkształcenie: Trwała lub plastyczna zmiana kształtu elementu w wyniku przeciążenia.
- Zmęczenie sprężyny: Utrata wytrzymałości lub pęknięcie sprężyny po dużej liczbie cykli.
Awaria krytycznego komponentu oznacza zatrzymanie całej linii produkcyjnej. Natychmiastowe i wysokie koszty to utracony czas produkcji, koszty robocizny związane z usunięciem i naprawą matrycy oraz możliwość powstania dużej liczby złomowanych części, które zostały wyprodukowane bezpośrednio przed zauważeniem awarii.
W obliczu tej sytuacji większość organizacji popada w reaktywny model "run-to-failure". Proaktywna strategia konserwacji i wymiany jest bardziej inteligentna i opłacalna. Sam komponent rzadko jest najbardziej kosztownym aspektem awarii matrycy, jest nim czas przestoju. O wiele bardziej opłacalne jest zaplanowanie wymiany części o wysokim stopniu zużycia na części wyższej jakości, zanim ulegną one uszkodzeniu, niż wymiana zestawu matryc o wartości wielu tysięcy dolarów z powodu awarii jednej części.
Rozwiązanie U-Need: Maksymalizacja czasu sprawności formy dzięki zastosowaniu precyzyjnych części zamiennych
W tym miejscu przyda się strategiczne partnerstwo. U-Need to firma specjalizująca się w produkcji wysokowydajnych niestandardowych części zamiennych, które w wielu przypadkach są lepsze niż części oryginalne. Nasi klienci nie postrzegają awarii podzespołów jako nieuniknionego kosztu, ale jako okazję do modernizacji. Dzięki niestandardowemu rozwiązaniu U-Need można odzyskać pierwotną dokładność matrycy, a w wielu przypadkach znacznie wydłużyć jej żywotność poza pierwotne specyfikacje projektowe, zastępując zużytą część standardową. Ta zapobiegawcza strategia pozwoli zaoszczędzić dużo pieniędzy w dłuższej perspektywie i zamieni budżet na konserwację w proaktywną inwestycję w czas sprawności i produktywność.
Wybór odpowiednich materiałów dla komponentów matryc
Wybór odpowiedniego materiału dla każdego komponentu jest krytyczną decyzją inżynieryjną, która równoważy wydajność, żywotność narzędzia i koszty. Dogłębne zrozumienie właściwości materiału jest niezbędne dla każdego projektanta matryc lub producenta narzędzi. Kluczowe właściwości obejmują:
- Twardość: Odporność materiału na wgniecenia i zarysowania. Mierzona w skali Rockwella C (HRC). Wysoka twardość jest niezbędna do utrzymania ostrej krawędzi tnącej.
- Wytrzymałość: Zdolność materiału do pochłaniania energii uderzenia bez pękania. Często istnieje kompromis między twardością a wytrzymałością; wyjątkowo twarde materiały są zwykle bardziej kruche.
- Odporność na zużycie: Odporność na utratę materiału w wyniku ścierania i adhezji. Wpływ na to ma twardość i mikrostruktura materiału (np. obecność twardych cząstek węglika).
- Wytrzymałość na ściskanie: Zdolność do wytrzymania wysokiego ciśnienia bez deformacji.
Poniżej znajduje się podsumowanie popularnych materiałów używanych do tłoczenia elementów matryc:
| Kategoria komponentów | Zalecane materiały | Kluczowe cechy i uzasadnienie |
| Komponenty tnące | Stal narzędziowa D2: Wysoka odporność na zużycie, dobra wytrzymałość. Koń pociągowy w branży. | Doskonałe do wykrawania/przekłuwania stali miękkich na dużą skalę. |
| (Stemple, matryce) | Stal narzędziowa A2: Lepsza wytrzymałość niż D2, dobra odporność na zużycie. | Bezpieczniejszy wybór do zastosowań, w których występują większe wstrząsy lub ryzyko odprysków. |
| Stal szybkotnąca M2: Utrzymuje twardość w wysokich temperaturach. | Idealny do szybkich operacji wykrawania, w których występuje nagromadzenie ciepła. | |
| Stale proszkowe (PM): Bardzo wytrzymałe, o wysokiej odporności na zużycie. | Doskonała wydajność dzięki drobnemu, równomiernemu rozmieszczeniu węglików spiekanych. Najwyższa jakość w porównaniu z konwencjonalnymi stalami narzędziowymi. | |
| Węglik wolframu: Ekstremalna twardość i odporność na zużycie. | Najlepszy wybór w przypadku bardzo długich przebiegów na materiałach ściernych, takich jak stal nierdzewna lub stal elektrotechniczna. Wysoki koszt, niższa wytrzymałość. | |
| Komponenty przewodnie | Stale utwardzane wydzieleniowo: (np. 8620) Twarda powierzchnia, twardy rdzeń. | Opłacalne i wytrzymałe sworznie prowadzące. |
| (sworznie prowadzące, tuleje) | Brąz aluminiowy: właściwości samosmarujące. | Często stosowany do tulei w celu zmniejszenia tarcia i zapobiegania zacieraniu, szczególnie w zastosowaniach wymagających dużej prędkości. |
| Części konstrukcyjne | Stal miękka (np. A36): Niski koszt, łatwa obróbka. | Nadaje się do matryc na mniejszych matrycach o niższym tonażu. |
| (Die Shoes, Plates) | Stal średniowęglowa (np. 1045, 4140): Wyższa wytrzymałość. | Standard dla większości butów do biegania, oferujący dobrą równowagę między wytrzymałością i stabilnością. |
| Żeliwo (np. Meehanite): Doskonałe tłumienie drgań. | Preferowany do bardzo dużych zestawów matryc, gdzie stabilność i kontrola wibracji są najważniejsze. | |
| Formowanie komponentów | Stale narzędziowe D2, A2: Dobra odporność na zużycie podczas formowania powierzchni. | Powszechnie stosowane do formowania stempli i sekcji matryc. |
| PEEK, PTFE, inne tworzywa konstrukcyjne: Niskie tarcie, brak tarcia. | U-Need może je obrabiać do zastosowań, w których istnieje obawa zarysowania lub oznaczenia wykończonej powierzchni (np. polerowanej stali nierdzewnej). |
Niestandardowe części formy a standardowe komponenty
Gdy konieczna jest wymiana części, inżynierowie muszą podjąć decyzję: zamówić standardową, gotową część lub zainwestować w część produkowaną na zamówienie.
Funkcja standardowych części
Przemysł polega na standardowych komponentach, które są dostępne w dużych katalogach. Są one łatwo dostępne, ekonomiczne w użyciu w zastosowaniach ogólnego przeznaczenia i zwykle mogą być odpowiednie dla mniej wymagających matryc lub krótszych serii produkcyjnych. Stanowią one wystarczające minimum.
Wady wystarczająco dobrego rozwiązania
Problem polega na tym, że współczesna produkcja z trudem zadowala się wystarczająco dobrą jakością. Zwiększone prędkości, ściślejsze tolerancje, dłuższa żywotność narzędzi i stosowanie trudnych materiałów (stale o wysokiej wytrzymałości, egzotyczne stopy) często przekraczają granice standardowych części i wymagane są matryce. Typowa część zamienna w najlepszym przypadku przywróci matrycę do jej pierwotnej, ograniczonej wydajności. W najgorszym przypadku będzie to po prostu nowy punkt awarii.
Komponenty niestandardowe Wartość strategiczna
To właśnie tutaj niestandardowe komponenty mają decydującą przewagę. Niestandardowa część nie jest kopią, ale rozwiązaniem inżynieryjnym. Jest to szansa na zbadanie początkowej awarii i opracowanie zamiennika, który jest zasadniczo lepszy.
Jest to esencja propozycji wartości U-Need. Jeśli potrzebujesz standardowego komponentu, który nie jest odpowiedni do Twoich wymagań wydajnościowych lub specjalnej części pasującej do specjalnego sprzętu, rozwiązaniem jest nasza niestandardowa zdolność produkcyjna. Nasza minimalna ilość zamówienia (MOQ) to tylko jedna sztuka, dzięki czemu można testować, walidować i aktualizować bez ogromnych inwestycji kapitałowych. Jesteśmy zespołem z ponad 30-letnim doświadczeniem w branży i nie tylko czytamy druk, ale współpracujemy z Tobą, aby rozwiązać najtrudniejsze problemy związane z narzędziami. Może to być część tłocznika, część do tłoczenia na zimno lub krytyczna część formy wtryskowej, ale mamy doświadczenie, aby zapewnić rozwiązanie, które działa.
Rozwiązywanie typowych usterek elementów matryc tłoczących
Każdy technik lub inżynier, którego zadaniem jest utrzymanie prasy w ruchu, musi posiadać dogłębną wiedzę na temat trybów awarii. Poniżej przedstawiamy trzy najbardziej typowe awarie i ich rozwiązania krok po kroku.
Tryb usterki 1: Wyszczerbienie lub wczesne zużycie stempla
- Objawy: Ostry koniec stempla zostanie zaokrąglony lub odłamią się małe fragmenty (odpryski). Powoduje to ogromne zadziory na części, większe zapotrzebowanie na tonaż i ostateczną katastrofalną awarię.
- Potencjalne przyczyny:
- Nieprawidłowy prześwit: Luz między stemplem a przyciskiem matrycy jest zbyt mały, co powoduje wtórne ścinanie i duże obciążenie boczne końcówki stempla.
- Niewspółosiowość: Nie ma idealnego wyrównania między górną i dolną matrycą, a stempel uderza w krawędź przycisku matrycy.
- Niewłaściwy dobór materiału: Materiał użyty w stemplu nie jest wystarczająco wytrzymały, aby pochłonąć uderzenie lub wystarczająco odporny na zużycie, aby przeciąć materiał.
Rozwiązanie U-Need: Wspólny zamiennik może jedynie zreplikować awarię. The U-Need jest zidentyfikowanie przyczyny. Nasz zespół inżynierów, z ponad 15-letnim doświadczeniem, nie dokona zwykłej wymiany, ale zasugeruje ulepszenie. Może to być zmiana stali narzędziowej D2 na twardszą stal narzędziową PM lub zmiana na węglik wolframu, aby zapewnić lepszą odporność na zużycie ścierne. Co ważniejsze, fakt, że możemy utrzymać tolerancje na poziomie +/- 0,001 mm na naszym najnowocześniejszym sprzęcie, takim jak nasze szlifierki PG Optical Curve Grinders, oznacza, że nowy komponent będzie miał optymalny luz i geometrię, aby działać w swoim zastosowaniu, a to jest najczęstszą przyczyną awarii.
Tryb usterki 2: Zacieranie lub zatarcie sworznia prowadzącego
- Objawy: Ślady otarć, zarysowania lub spawany wygląd sworzni prowadzących lub tulei. Zwiększa to tarcie, nagrzewa się i może doprowadzić do całkowitego zatarcia matrycy, co jest bardzo niebezpiecznym i destrukcyjnym zjawiskiem.
- Możliwe przyczyny:
- Słabe smarowanie: Jest to najczęstsza przyczyna.
- Zanieczyszczenie: Drobiny metalu lub inne zanieczyszczenia dostają się do przestrzeni między sworzniem a tuleją.
- Złe dopasowanie początkowe: Niewłaściwy luz lub złe początkowe wykończenie powierzchni.
Rozwiązanie U-Need: U-Need radzi sobie z tą usterką na poziomie produkcji. Nasze sworznie prowadzące i tuleje są produkowane z najlepszym wykończeniem powierzchni, lustrzanym Ra=0,1um, poprzez precyzyjne szlifowanie i, w razie potrzeby, ręczne polerowanie. Sprawdzamy, czy tolerancje wymiarowe i geometryczne są bezbłędne przy użyciu zaawansowanego sprzętu metrologicznego, takiego jak nasze maszyny CMM i projektory 2.5D. Gwarantuje to idealne dopasowanie, które zmniejsza tarcie i zapewnia silną ochronę przed zatarciem od pierwszego dnia.
Tryb usterki 3: Wyciągnięcie ślimaka lub sklejenie części
- Objawy: Mały kawałek złomu (ślimak) nie może spaść przez matrycę po przebiciu, ale jest wycofywany za pomocą stempla cofającego. Podobnie, zaślepiona część może przylgnąć do powierzchni stempla. Może to prowadzić do uszkodzenia matrycy, wad części i zatrzymania prasy.
- Potencjalne przyczyny:
- Efekt próżni: Olej lub chłodziwo mogą uszczelnić ślimak/część i powierzchnię stempla za pomocą podciśnienia.
- Elastyczność materiału: Materiał powraca i przytrzymuje bok stempla.
- Magnetyzm: Magnetyzm szczątkowy stempla lub materiału.
Rozwiązanie U-Need: Jest to tradycyjny problem i czasami wymaga niestandardowego rozwiązania, a nie części zamiennej. Nasi inżynierowie są w stanie zaprojektować i wyprodukować stemple o określonych właściwościach zapobiegających wyciąganiu ślimaków, w tym sprężynowe kołki wypychające w stemplu, pochylone powierzchnie ścinające w celu przerwania próżni lub specjalne powłoki minimalizujące tarcie. Wiemy, jak pilne jest to zadanie, dlatego jesteśmy w stanie dostarczyć te niestandardowe rozwiązania z niewiarygodną szybkością, z czasem realizacji próbek wynoszącym 3-5 dni. Umożliwi to przetestowanie, walidację i zastosowanie ostatecznego rozwiązania bez większych zakłóceń w harmonogramie produkcji.
Aby lepiej zrozumieć, w jaki sposób opracowywane są takie niestandardowe rozwiązania narzędziowe, warto zapoznać się z następującymi informacjami Projekt matrycy do tłoczenia jest niezbędna.
Zbuduj swoją inteligentną strategię narzędziową z U-Need
Od dziesięcioleci domyślnym modelem konserwacji narzędzi jest model reaktywny. Narzędzie działa, dopóki się nie zepsuje, a następnie następuje walka o jego naprawę. Model ten jest nieefektywny, nieprzewidywalny i kosztowny. Odnoszący największe sukcesy współcześni producenci przeszli na model proaktywny - inteligentną strategię narzędziową.
Przejście od reaktywnej naprawy do proaktywnej optymalizacji
Inteligentna strategia narzędziowa to oparte na danych, proaktywne podejście do zarządzania zasobami narzędziowymi. Priorytetem jest maksymalny czas sprawności, stała jakość części i najniższy całkowity koszt posiadania (TCO), a nie krótkoterminowy koszt pojedynczego komponentu. Każda wymiana komponentu nie jest traktowana jako naprawa, ale jako okazja do poprawy wydajności i trwałości całego systemu.
Strategia ta obejmuje:
- Identyfikacja krytycznych, szybko zużywających się elementów matryc.
- Śledzenie ich wydajności i ustalanie przewidywalnych interwałów wymiany.
- Współpraca z dostawcą, który może dostarczyć komponenty, które nie są tylko zamiennikami, ale prawdziwymi ulepszeniami wydajności.
U-Need jako partner strategiczny
Budowanie i realizacja tej strategii wymaga partnera z głęboką wiedzą techniczną, światowej klasy możliwościami produkcyjnymi i zaangażowaniem w Twój sukces. U-Need jest takim partnerem.
- Doświadczenie i zaufanie: Z zespołem posiadającym Ponad 30 lat precyzja doświadczenie w obróbce skrawaniemzdobyliśmy zaufanie ponad 300 klientów w ponad 20 krajach. Wyprodukowaliśmy ponad 35 000 unikalnych niestandardowych częściKażda z nich stanowi rozwiązanie konkretnego wyzwania klienta.
- Zintegrowane możliwości: Nasz ISO 9001Obiekt z certyfikatem :2015 jest świadectwem naszego zaangażowania w jakość. Znajduje się w nim pełen zestaw międzynarodowego sprzętu najwyższej klasy od Takisawa (Japonia), GF AgieCharmille (Szwajcaria) i Seibu/Sodick (Japonia). Ta pionowa integracja pozwala nam kontrolować cały łańcuch produkcyjny - od wstępnej oceny projektu i pozyskiwania materiałów do złożonej obróbki cieplnej i wyboru ponad 20 opcji wykończenia powierzchni. W ten sposób osiągamy i utrzymujemy nasze Wskaźnik kwalifikacji części 99,3%.
- Niezrównana personalizacja i responsywność: Wierzymy, że każdy klient, niezależnie od wielkości, zasługuje na dostęp do światowej klasy inżynierii. Wspieramy innowacyjność dzięki MOQ 1 szt. i zapewnić wyceny w ciągu 24 godzin. Nasze elastyczne linie produkcyjne i zespół ekspertów pozwalają nam reagować na pilne zamówienia i dostarczać rozwiązania z wiodącą na rynku szybkością.
- Gwarancja U-Need: Twój sukces jest naszym sukcesem. Za naszą pracą stoi kompleksowa 1 rok gwarancji24-godzinny czas reakcji na wszelkie problemy i zobowiązanie do dostarczenia rozwiązania w ciągu 3 dni. Dostarczamy nie tylko części, ale także spokój ducha.
Przestań traktować swoje narzędzia jako zasoby jednorazowego użytku. Skontaktuj się z naszym zespołem sprzedaży technicznej już dziś aby omówić, w jaki sposób inteligentna strategia narzędziowa, oparta na precyzyjnych komponentach U-Need, może usprawnić Twoje operacje i zapewnić wymierny zwrot z inwestycji.



