カスタムメタルスタンピングの一形態であるダイスタンピングは、現代製造業の柱であり、高速かつ正確なプロセスで、私たちが日常生活で使用する驚くほど多くの金属部品を製造しています。スマートフォンの複雑なコネクターであれ、自動車の構造ボディパネルであれ、ダイスタンピングの影響は至るところにあります。エンジニア、調達マネージャー、デザイナーにとって、この技術を熟知していることは有利であるだけでなく、費用対効果に優れ、信頼性が高く、拡張性のある製品を開発する上で必要不可欠です。
この詳細ガイドでは、金型スタンピングの基本、さまざまな工程、重要な作業、複雑な金型設計について詳しく説明します。最も重要な産業用途をいくつか取り上げ、材料の選択プロセスを説明し、他の製造工程との明確な比較を行います。また、スタンピング金型のライフサイクルを検証し、金型を最大限に活用し、寿命を延ばす方法についてのアイデアを紹介します。
ダイ・スタンピングとは?概要
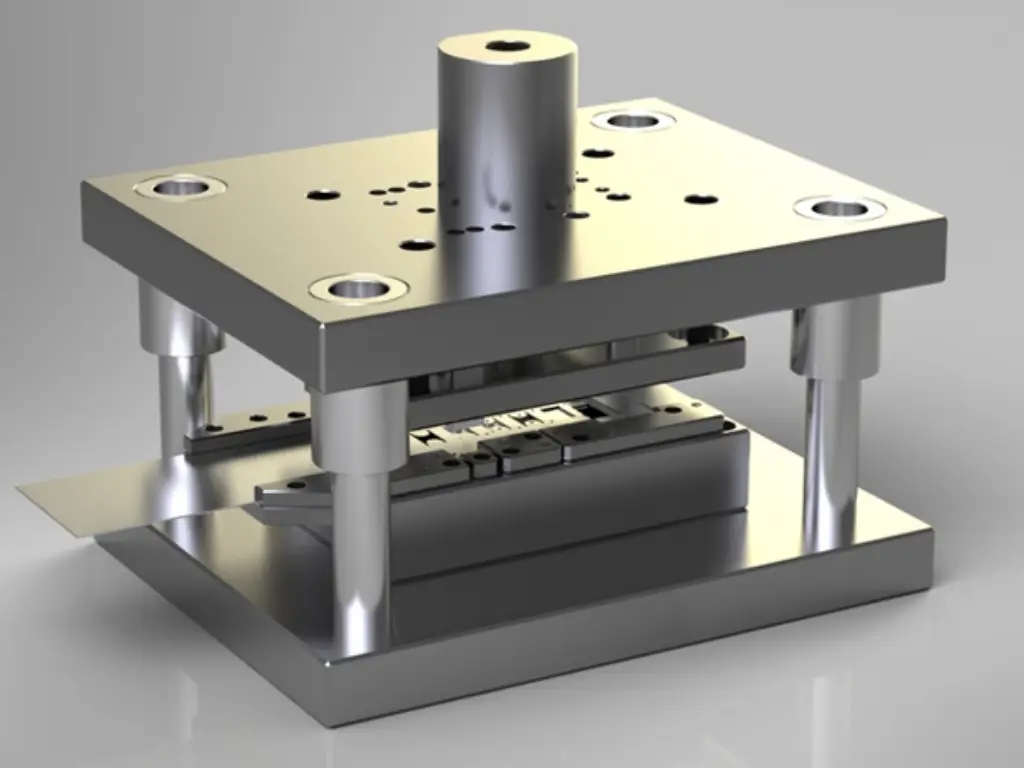
ダイ・スタンピングは冷間成形の製造工程で、平らな金属板を目的の形状に成形または切断するために使用されます。これは、金型として知られる特殊なツールの2つの半分の間に金属シートを挟むことによって行われます。その後、スタンピングプレスを使用して大きな力を加え、材料を塑性変形させたり、金型の形状に合わせて剪断したりする。一般的には、より一般的な板金プレスという用語と互換性がありますが、特に金型プレスは、成形ツールとしての金型に焦点を当てています。入念に設計された金属プレス金型により、最終部品のサイズ、特徴、部品精度が決定され、作業の中核となります。金属プレス工程全体は、主に3つの要素に分けられます:
- スタンピング・プレス 金型を閉じる力(トン数)を供給する機械。プレス機には機械式と油圧式があり、ベンチに設置する小型のものから部屋いっぱいに設置する巨大なものまで、その大きさはさまざまである。
- について スタンピング・ダイ: 通常は焼き入れした工具鋼製の特殊工具で、シートメタルを成形するための空洞または形状を持つ。上部と下部で構成され、互いにはめ合わされる。工作物:シート、コイル、プレカットブランクの形をした金属加工品。一般的な材料には、鋼、アルミニウム、銅、ステンレス鋼などがある。
金型プレスの基本概念は、塑性変形に基づいている。プレス力が金属の弾性限界より大きいと、金属は永久に金型の形状になる。鋭利なエッジに力が集中すると、材料の剪断強度よりも大きくなり、切断またはブランキング作業が発生します。このように、一回のストロークで切断と成形を行うことができるため、ダイ・スタンピングは大量生産において非常に効率的なプロセスとなっている。
金型プレスの主な工程と種類
ダイ・スタンピング」という用語は、いくつかの異なるタイプの金型とプロセスを包含し、それぞれが異なる部品の複雑さ、生産量、およびコストの考慮事項に最適化されています。最適なダイ・スタンピング・プロセスを選択することは、プロジェクト・コスト、リードタイム、部品品質に影響を与える重要な決定事項です。最も顕著な3つのタイプは、順送型、トランスファー型、複合型です。
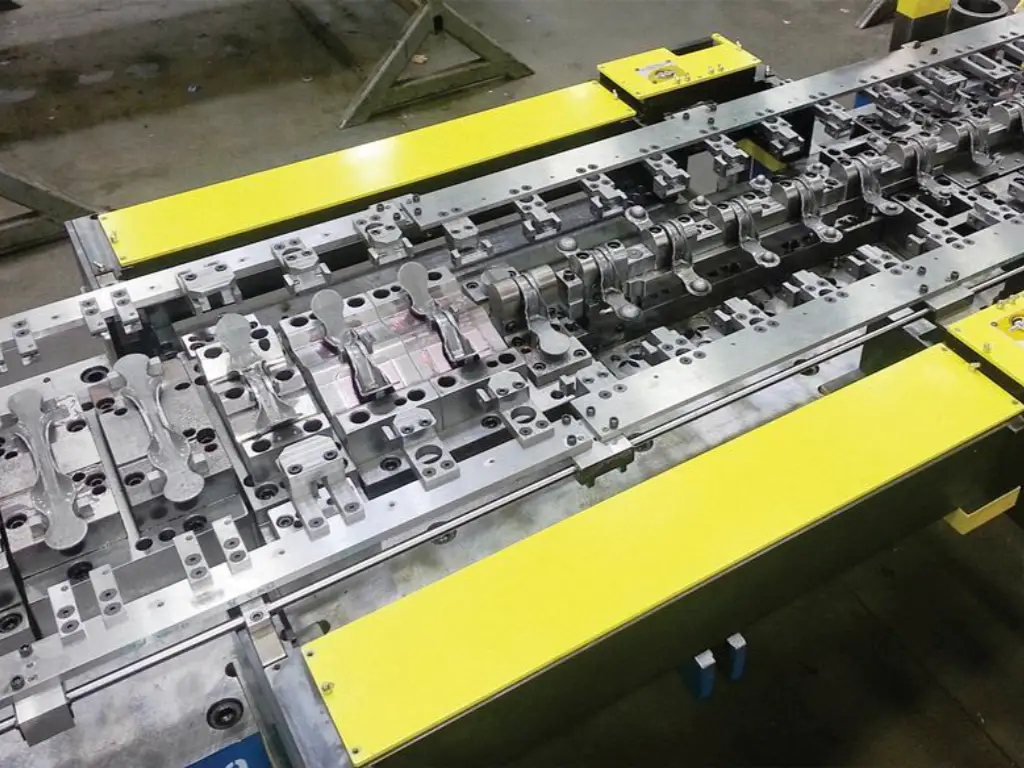
プログレッシブ・ダイ・スタンピング
究極の大量生産、高効率金属成形は順送型プレスである。この工程では、金属ストリップがコイルからプレス機を通って、異なるステーションを持つダイに供給されます。プレスがサイクルするたびに、材料は金型内を特定の距離だけ移動または前進します。各ステーションでは、特定の作業(打ち抜き、コイニング、曲げ)が同時に行われます。
部品はダイを通過する間中、キャリアストリップに保持され、各ステップで完全に整列される。完成品は、最後のステーションでストリップから切り離される。これは自動化された連続プロセスであり、複雑な部品を非常に高速で、時には1分間に数百、数千個の部品を生産することができる。
- 動作原理: 材料の連続供給、1回のプレスストロークで数回の操作、部品は最後の操作までキャリアストリップ上に留まります。
- メリット
- 超高速:生産量が非常に多い場合に適している(数十万から数百万の部品)。
- 部品当たりのコストが低い:工具を製作した後、1部品あたりの人件費と作業コストは非常に低い。
- 高い繰り返し精度:ツーリングが固定されているため、非常に一貫性のある正確な部品を実現。
- 複雑な形状:多数の加工を1つの工具に統合することで、複雑な部品を製造することができる。
- デメリット
- 高い金型コスト:順送金型は、設計と製作が複雑でコストがかかる。
- 長い金型リードタイム:金型の設計と製作のプロセスには、数週間から数ヶ月かかる場合があります。
- 材料の無駄:給餌に必要なキャリアストリップはスクラップ材となる。
トランスファー・ダイ・スタンピング
トランスファー・ダイ・スタンピングは、複数のステーションを備えた1台のプレス機で一連の作業を行うため、プログレッシブ・スタンピングと似ています。しかし、本質的な違いは次のとおりです。部品がシートから切り出されると(ブランク加工)、もはやキャリアストリップには取り付けられません。その後、個々の部品は、通常フィンガーやグリッパーを使用した機械的な搬送システムによって、プレス内のある作業から次のステーションへと搬送されます。これは、専用のトランスファー金型を使って行われる。
この製法は、キャリアストリップに支持されにくい大型のピースや、深絞り加工が必要で、材料がストリップに拘束されることなく自由に流れるようにしなければならないピースに特に適している。
- 動作原理: 個々の部品ブランクは分離され、次の作業を行うためにステーション間を機械的に移送される。
- メリット
- 大型部品:プログレッシブダイに収まらないほど大きかったり、かさばったりする部品に適しています。
- 柔軟性:深絞りなどの作業が可能で、あらゆる方向から部品にアクセスできる。
- 材料の無駄が少ない:キャリアストリップが不要なため、材料の使用量を増やすことができます。
- デメリット
- 生産速度の低下:機械的な搬送は、順送型の連続送りよりも遅い。
- 高価な金型と設備:ダイセット以外に複雑な搬送システムが必要。
- 複雑さ:プレスとトランスファー・システム間の調整は、システムに複雑な要素をもたらす。
複合金型プレス
複合ダイは、1つのステーションの1回のプレスストロークで複数の切断動作を行います。これらの動作は通常、部品の内部形状(穴など)と外部外形(ブランキング)の両方を形成するために、1つのステップで行われます。内部および外部カットのパンチとダイのコンポーネントは、同じステーションに取り付けられます。
この技法が有名なのは、フィーチャー間の位置関係を高精度に保持できるからである。材料が完全に拘束された状態ですべてのカットが同時に行われるため、同心度やフィーチャー間の公差を非常に高いレベルに維持することができる。寸法精度が最も重要なワッシャーやギアブランクのような、比較的平坦な部品の製造に多く適用されている。
- 動作原理: 1回のプレスストロークで、1つのステーションで複数の切断作業が行われる。
- メリット
- 優れた寸法精度:フィーチャー間およびフィーチャーとエッジ間の公差の管理が向上。
- 高い繰り返し精度:非常に平坦で、一貫性のある部品を作ることができます。
- 複雑でない部品ではより安価:用途によっては、順送金型よりも金型製作が簡単な場合があります。
- デメリット
- プログレッシブ・スタンピングより遅い:1回のストロークで1つの部品が作られ、プロセスは連続的ではない。
- 部品の複雑さに制限がある:通常、平坦な部品に限られ、深絞りなどの主要な成形加工はできない。
- スクラップの除去:完成部品と内部スラグの排出は、より複雑になる可能性がある。
金型プレス工程の比較
| 特徴 | プログレッシブ・ダイ・スタンピング | トランスファー・ダイ・スタンピング | 複合金型プレス |
| 理想的な生産量 | 非常に高い(10万人以上) | 中~高(1万人以上) | 低から高 |
| 部品単価 | 非常に低い | 低~中 | 低い |
| 金型費用とリードタイム | 非常に高い | 高い | 中~高 |
| 生産スピード | 非常に速い | ミディアムからファースト | スローからミディアム |
| 最大部品サイズ | 小~中 | 中型から超大型 | 小~中 |
| 部品の複雑さ | 高(マルチプルベンド、フォーム) | 高い(特にディープドロー) | 低~中(主にフラット) |
| 寸法精度 | グッド~エクセレント | グッド | 素晴らしい |
| 素材利用 | 中程度(キャリアストリップはスクラップ) | グッド~エクセレント | グッド |
| 最適 | コネクター、端子、ブラケットなどの小型で複雑な部品を大量生産する。 | 自動車のボディパネル、深絞りシェル、家電製品の筐体などの大型部品。 | ワッシャー、シム、ギアブランクなど、高い精度が要求される平面部品。 |
コア業務ブランキングからドローイングまで
スタンピングの各工程では、シートメタルを加工するために一連の基本的な作業が行われる。これらは切断作業と成形作業に大別される。
切断作業(シャーリング)
これらのプロセスでは、材料のせん断強度を超えるほどの大きな力が使用され、材料は特定の線に沿って破壊・分裂する。
- ブランキング: 大きなシートから、外側の輪郭全体を剪断する工程。切り出された部分が目的のワークピースとなる。
- ピアッシング(またはパンチング): 部品に内孔や溝を開ける工程。スクラップ(スラッグ)は切り出された材料。
- トリミング: 最終的な正確な寸法を出すために、成形部品の端の余分な材料やバリを取り除くために行う二次加工。
- ノッチング: 加工物の端の材料を取り除く加工プロセス。
成形作業
これらの操作は、意図的に破壊や破断を引き起こすことなく、材料を弾性限界を超えて変形させる。
- 曲がる: 直線状の軸に沿って材料をひずみ、永久的な角度を作る工程。最も一般的な成形作業のひとつで、フランジやタブなどの形状を作るのに用いられる。
- ドローイング: この作業は、平らなブランクを三次元の中空形状に成形する。ポンチで材料をダイキャビティに押し込むことで実現する。深絞りとは、部品の深さが直径より大きい場合を指す。これは、缶、シェル、ハウジングのような製品の製造に使用される。
- コイニング: 材料を金型の細部に強制的に流し込む、強烈な絞り加工。非常に高い圧力をかけて、鋭利な特徴や刻印、非常に滑らかな表面を作る。通貨硬貨の製造がその代表例である。
- エンボス加工: シートメタルに盛り上がりやくぼみのあるデザインを施す加工法。コイニング加工とは異なり、エンボス加工は材料を引き伸ばすため、材料の厚みの変化は最小限に抑えられる。
スタンピング・ダイ:デザイン、摩耗、寿命、コスト
プレス金型は、製造工程全体の心臓部です。金型の設計、材質、状態は、最終部品の品質、生産効率、そして全体的な収益性を直接左右します。よく設計された金型は、最小限の介入で数百万サイクルを稼動させることができますが、粗悪な金型は、絶え間ないダウンタイム、部品の欠陥、過剰なコストにつながる可能性があります。
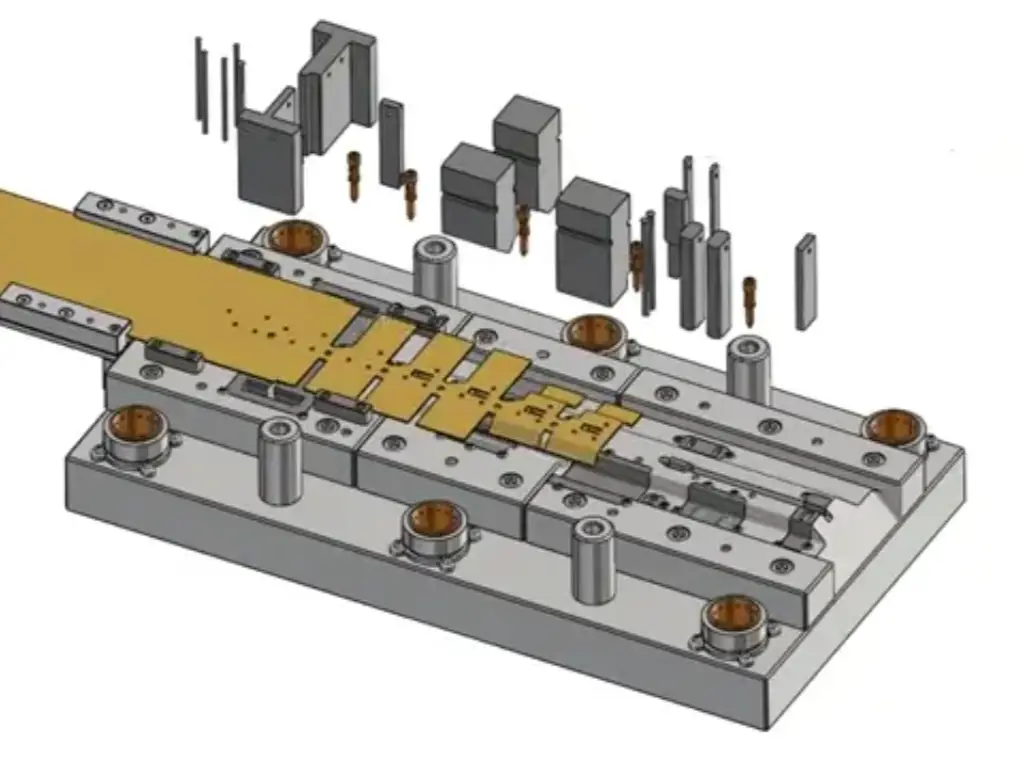
スタンピング・ダイの解剖学
スタンピング金型は、精密機械加工された部品が完璧に調和した複雑なアセンブリです。設計は工程によって異なりますが、ほとんどの場合、いくつかの重要な要素が含まれています:

- ダイセット: 下側のダイシュー(プレスベッドにボルトで固定)と上側のパンチシュー(プレスラムにボルトで固定)で構成される金型の土台。これらはガイドピンとブッシングによって位置合わせされ、完璧な嵌合を保証します。
- ダイ・ブロック(またはダイ・キャビティ): 雌形または切れ刃を含む工具の下部、固定部分。
- パンチプレート: 切削や成形を行う雄部品であるパンチを保持する工具の上部。
- ストリッパープレート: パンチを取り囲むプレートで、作業後に後退するパンチから素材を剥がす役割を果たす。これにより、材料がパンチと一緒に付着したり浮き上がったりするのを防ぐ。
- パイロット ピン状のロケーターで、材料ストリップにあらかじめ開けられた穴と係合し、順送金型内での正確な位置合わせと進行を確実にする。
避けられない課題:工具の摩耗とその影響
運転中、これらの金型部品は、プレスのストロークごとに大きな力、摩擦、衝撃を受けます。これは必然的に、金型の重要な表面が徐々に劣化する金型摩耗につながります。摩耗の主な形態には次のようなものがあります:
- 磨耗: 板金に含まれる硬い粒子が金型表面をひっかいたり、えぐったりすることが原因。
- 接着剤の摩耗: 高圧下でワークと工具表面の間に微細な溶接部が形成され、それが引き裂かれて工具から材料が引き抜かれる。
- 疲労だ: プレスの繰り返しサイクル荷重によって生じる工具表面の割れや欠け。
この摩耗は単なるメンテナンスの問題ではなく、生産品質とコストに直接影響します。刃先が摩耗すると、部品に大きなバリが生じます。成形半径が摩耗すると、曲げの最終寸法が変化します。このような劣化は、部品の公差外れを引き起こし、スクラップ率を増加させ、最終的には、金型のメンテナンスや交換のためにコストのかかる生産停止につながります。
カスタム交換部品による金型寿命の延長
重要な金型部品の摩耗や損傷は、大量生産に伴って必ず発生する。従来、重要部品の大きな磨耗は、高価な金型全体の交換の必要性を示す指標と考えられ、これはかなりのダウンタイムと資本コストにつながる。
より賢く、より持続可能で、より安価なアプローチは、精密部品の交換である。これこそ、専任の製造パートナーが計り知れない力を発揮する分野です。
私たちのエンジニアは U-ニーズ精密機械加工ビジネスで30年以上の経験を持つ当社は、お客様の金型が受ける多大なストレスを熟知しています。私たちは、オリジナルの仕様を満たすだけでなく、それを凌駕する高精度のカスタム金型部品製造のエキスパートです。プレス金型、射出成形金型、冷間圧造金型の部品が60~70%を占める当社の主力事業は、金型摩耗の問題への対処が基本となっています。
日本製タキサワ精密旋盤、スイス製GFアジーシャルミーユワイヤー放電加工機、日本製西武/ソディックスパーク放電加工機など、世界最高の設備を使用し、最大±0.001mmという業界トップクラスの公差を実現しています。業界標準より90%も高いこの精度は、U-Needの交換部品が完璧にフィットし、お客様の金型を以前と同じ精度にすることを意味します。
さらに、オリジナルメーカーのコスト制限に縛られることがないため、部品の性能を頻繁に向上させることができます。例えば、標準的な工具鋼を高性能のタングステンカーバイドや特殊なPVDコーティングに置き換えるなど、より良い材料を注意深く選択することで、元の部品よりもはるかに長寿命の交換部品を提供することができます。消耗した部品を高品質の部品に交換するだけのこの方法は、貴重な工具の総寿命を大幅に延ばし、初期投資を最大化し、コストのかかる生産停止時間を短縮するという劇的な効果をもたらします。
を分析する コスト構造 ダイ・スタンピング
ダイ・スタンピングの経済性を理解することは重要です。なぜなら、ダイ・スタンピングは初期投資が高く、部品当たりのコストは非常に低いというトレードオフの関係にあるからです。プロジェクト全体のコストは、大きく3つのカテゴリーに分けられます。
最初に金型費がかかる。最も大きな個別費用は、カスタム金型の設計と製造です。この初期費用を押し上げる要因は、金型の複雑さ(マルチステーション順送金型は、単純なブランキング金型よりもはるかに高価です)、必要な精度(公差が厳しいほど、より高度な機械加工が必要です)、使用する工具鋼の品質、および一般的な金型のサイズです。この重い投資は、総生産量で回収されるべきであり、したがって、このプロセスは、大規模な生産が含まれる場合に最も適しています。
ここで考慮すべきは、総所有コスト(TCO)である。低グレードの材料は、初期の金型コストを下げるかもしれませんが、頻繁なメンテナンス、ダウンタイム、スクラップ率の増加により、全体的なコストを増加させる傾向があります。より優れた耐摩耗部品を備えた高品質の金型を購入することで、たとえば U-ニーズ金型の寿命は劇的に延びます。この戦略は、メンテナンスを予測可能にし、致命的な故障のリスクを低減することで、長期的なコストを削減します。
第二は、工具が稼動しているときには低い変動費である部品単価である。このコストは主に原材料で構成される。発生するスクラップ(順送金型のキャリアストリップなど)は、このコストに含まれなければならない。これに、プレス機の時間給であるマシンタイムと、マシンのセットアップと監視のための労働力が加わります。これらの部品当たりのコストは、高速生産と自動化によって非常に低く抑えられている。
最後に、二次加工コストも考慮しなければならない。完成部品は必ずしもプレス部品とは限りません。バリ取り、硬度熱処理、表面仕上げ(メッキ、陽極酸化処理、塗装)、最終組立などの追加工程が総単価に寄与します。
基本的に、金型プレスの経済モデルは数量によって特徴付けられる。多額の初期金型費用は、部品が大量に生産されるという事実によって相殺されるため、部品1個当たりのコストは取るに足らない。
ダイ・スタンピング技術の産業応用
スタンピングは基本的な製造技術であり、ほぼすべての主要産業分野で製造が可能である。長持ちし、正確で、経済的な金属部品を大量に製造できることから、巨大な自動車パネルや微細な電子端子など、膨大な種類の部品に採用されている。次に、これらの主要産業において、金型プレスによってどのような特定の製品が製造されているのか、絞り込んで検討する。
自動車産業
ダイ・スタンピングは自動車産業で最も使用されている。ドア、ボンネット、フェンダーなどのボディ・イン・ホワイト(BIW)部品のA級表面仕上げと形状がプレス加工される。重要なのは、車両には複雑な形状を形成するためにプレス加工され、剛性と衝突エネルギー吸収を提供する安全ケージ構造があることで、これには高強度鋼のA/Bピラーとシャーシレールが使用される。多くの小さなブラケットやエンジン、サスペンション、エキゾーストマウントも、その強度と完璧なフィット感から量産されている。
電子・電気通信
この業界は、精度が最も重要視される小型部品を、順送型プレスで大量生産する業界である。電気端子やピン・コネクターなどのプレス加工された金属部品は、あらゆる回路基板やケーブル・アセンブリに使用され、数十億個単位で製造される。繊細なマイクロチップは、信号の干渉を避けるため、プレス加工されたEMI/RFIシールドの中に配置される。さらに、シリコンチップと集積回路の外部ピンを接続する内部リードフレームは、高精度スタンピングの典型的な例です。
航空宇宙および医療産業
ダイ・スタンピングは航空宇宙産業において、配線やシステムを固定するアルミニウムやチタン合金製の軽量かつ強靭な機体ブラケットやクリップを何千個も製造するために応用されている。ジェットエンジンでは、耐熱超合金製のプレス加工されたシールや保持リングが必要です。
医療現場では、最高の精度と無菌性が求められます。鉗子やクランプを含む使い捨てと再利用可能な手術器具の両方が、スタンピングを使用して作られています。また、ペースメーカーなどの埋め込み式器具の生体適合性チタン製ケーシングの主な製造方法でもあり、これらは密閉された絶対的な信頼性が求められます。
家電とHVAC
私たちの家にある家電製品は、プレス部品を使って作られている。洗濯機、乾燥機、冷蔵庫の外殻には大きなプレスパネルがある。内部では、モーターマウント、サポートブラケット、ドラム部品がプレス部品である。HVACシステムのファンブレードは、最良のエアフローを提供するために正確な角度でプレスされ、熱交換器コイルを構成する薄いフィンは、高速プレスラインで何百万枚もプレスされる。
ダイ・スタンピングと他の製造方法との比較
十分な情報を得た上で決断を下すには、エンジニアはダイスタンピングの利点を他の一般的な製造工程と比較検討する必要があります。
| 比較指標 | ダイ・スタンピング | CNC加工 | ダイカスト | 鍛造 |
| プロセスタイプ | 冷間成形板金 | 減法的、ソリッドブロックからの切断 | 金型への溶湯注入 | ソリッドビレットの熱間または冷間成形 |
| 単価(大量) | 非常に低い | 高い | 低~中 | ミディアム |
| 金型費用 | 非常に高い | 低い~なし | 非常に高い | 高い |
| 生産スピード | 非常に速い | 遅い | 速い | ミディアム |
| リードタイム(初期) | ロング(工具用) | 速い | ロング(工具用) | ロング(工具用) |
| 素材の選択 | 幅広いシートメタル | 非常に幅広く、ほとんどの加工可能な材料に対応 | 鋳造可能な合金に限定(Al、Zn、Mg) | 鍛造可能な合金に限定(鋼、Al、Ti) |
| 部品の複雑さ | 複雑な2D/3D形状に適している | 非常に複雑な形状に最適 | 複雑なネット形状の部品に最適 | 強くシンプルな形状に適している |
| 寸法精度 | グッド~エクセレント | 素晴らしい | グッド | フェア~グッド |
| 廃棄物 | 中程度(キャリアストリップなど) | 高い(切り屑や切り粉が出る) | 低い(スクラップは容易にリサイクルできる) | 非常に低い |
| こんな方に最適 | スピードと低単価が要求されるシートメタル部品の大量生産。 | 試作品、少量生産品、非常に複雑な形状や厳しい公差を持つ部品。 | 特に非鉄金属製の、複雑な細部や薄壁を持つ大量生産部品。 | 優れた耐疲労性を必要とする高強度で安全性が重要な部品(クランクシャフトなど)。 |
未来スマートで持続可能なスタンピング
金型プレスの分野は静的なものではありません。インダストリー4.0の要求や、より高い効率性と持続可能性の必要性に後押しされ、技術は進化し続けています。
スマート金型と予知保全
金型の未来は "スマート金型 "にある。IoTセンサーをプレス金型に直接組み込むことで、メーカーは重要なパラメーターをリアルタイムで監視できる。
- 温度センサー は、潤滑不足による過熱を検知することができる。
- 圧力センサー は、成形力を監視して一貫性を確保し、材料のばらつきを検出することができます。
- 振動または音響センサー は、致命的な故障を引き起こすずっと前に、パンチが鈍り始めたり、ひびが入ったりする音響シグネチャーを識別することができます。
このデータは、機械学習アルゴリズムを使用してメンテナンスが必要な時期を予測する中央システムに供給される。これにより、リアクティブ・メンテナンス(壊れた工具を修理する)やプリベンティブ・メンテナンス(決まったスケジュールで部品を交換する)から、プレディクティブ・メンテナンス(最適なタイミングで介入する)へとパラダイムがシフトし、稼働時間と工具寿命が最大化される。
設計におけるシミュレーションの役割
AutoFormやPam-Stampなどの高度な有限要素解析(FEA)ソフトウェアは、最新の金型設計に欠かせないツールとなっています。鋼材を切断する前に、エンジニアは金型とスタンピング工程の完全なデジタル・ツインを作成できます。このシミュレーションにより、金型とプレス成形工程を正確に予測することができます:
- マテリアルフロー: シートメタルが成形されるとき、どのように伸び縮みするか。
- 欠陥: ひび割れ、しわ、過度の薄さなどの潜在的な問題。
- スプリングバック: 成形後、材料が部分的に元の形状に戻る傾向。
デジタル領域でこれらの問題を特定し修正することで、企業は、物理的なツールの試用や修正に関連する時間とコストを大幅に削減することができ、より迅速な製品立ち上げと、より堅牢な製造プロセスにつながります。
先端材料のプレス加工
自動車および航空宇宙産業における軽量化の推進は、先進高張力鋼板(AHSS)やアルミニウム合金のような先進材料のスタンピングに大きな革新をもたらしました。これらの材料は驚異的な強度を提供しますが、従来の軟鋼よりも成形が容易ではありません。このため、成形前に材料を高温に加熱し、金型内で急冷するホットスタンピング(またはプレス焼入れ)のような新しい技術が開発されました。このプロセスにより、非常に高い強度を持つ部品が製造され、安全性を損なうことなく大幅な軽量化が可能になります。
カスタムスタンピングの成功のためのパートナーシップ
適切な製造工程を選択することが、戦いのすべてではない。プロジェクト、特にカスタムパーツを使用し、困難なアプリケーションを必要とするプロジェクトは、適切な製造パートナーが選ばれて初めて成功する。優れたパートナーとは、単に部品を製造できるだけでなく、技術的な知識、品質保証、そして金型のライフサイクル全体を熟知している人を指します。
パートナー候補を評価する際には、以下を考慮すべきである:
- 技術的専門知識: 製造可能性設計(DFM)について意見を述べた経験があるか?材料や工程の改善を提案できるか?
- 品質システム: 認証(ISO9001:2015など)を取得しているか?原材料の検査から始まり、三次元測定機などの高度なツールを使用した最終寸法検査に至るまで、多段階の品質管理システムが整備されているか。
- ライフサイクル・サポート: 工具が摩耗したらどうする?新しい高価な工具の見積もり以外の答えをくれるのか?
革新的なパートナーは、お客様の繁栄が資本資産の寿命と効率に基づいていることを認識しています。これが私たちU-Needのビジネスの原則です。私たちは単に金型交換部品を製造するだけではありません。30年以上にわたる精密機械加工の経験を生かし、お客様の特殊な生産設備に合わせたカスタムパーツを開発することで、お客様のラインのすべての要素が最適化されたパフォーマンスを発揮できるようにします。1年間保証、24時間トラブル対応、不具合部品の無償交換など、アフターサービスも万全です。
このような総合的なサポートを提供できるパートナーを選ぶということは、部品を購入するということではなく、より弾力性があり、効率的で収益性の高い製造エコシステムに投資するということです。



