Lisování, forma zakázkového lisování kovů, je pilířem moderní výroby, rychlým a přesným procesem, díky němuž se vyrábí neuvěřitelné množství kovových dílů, které používáme v každodenním životě.Ať už jde o složité konektory v našich chytrých telefonech, nebo o konstrukční panely karoserie našich automobilů, účinky lisování jsou všudypřítomné. Pro inženýra, manažera nákupu a konstruktéra je důkladná znalost této technologie nejen výhodou, ale i nutností při vývoji nákladově efektivních, spolehlivých a škálovatelných výrobků.
V tomto podrobném průvodci se blíže seznámíte se základy lisování, jeho různými procesy, důležitými operacemi a složitou konstrukcí samotné lisovací formy. Podíváme se na některé z nejdůležitějších průmyslových aplikací, provedeme vás procesem výběru materiálů a uvedeme přehledné srovnání s jinými výrobními procesy. Prozkoumáme také životní cyklus lisovacích nástrojů a představíme několik nápadů, jak z nich vytěžit maximum a prodloužit jejich životnost, a nakonec se budeme zabývat budoucností tohoto dynamického odvětví.
Co je to lisování? Přehled
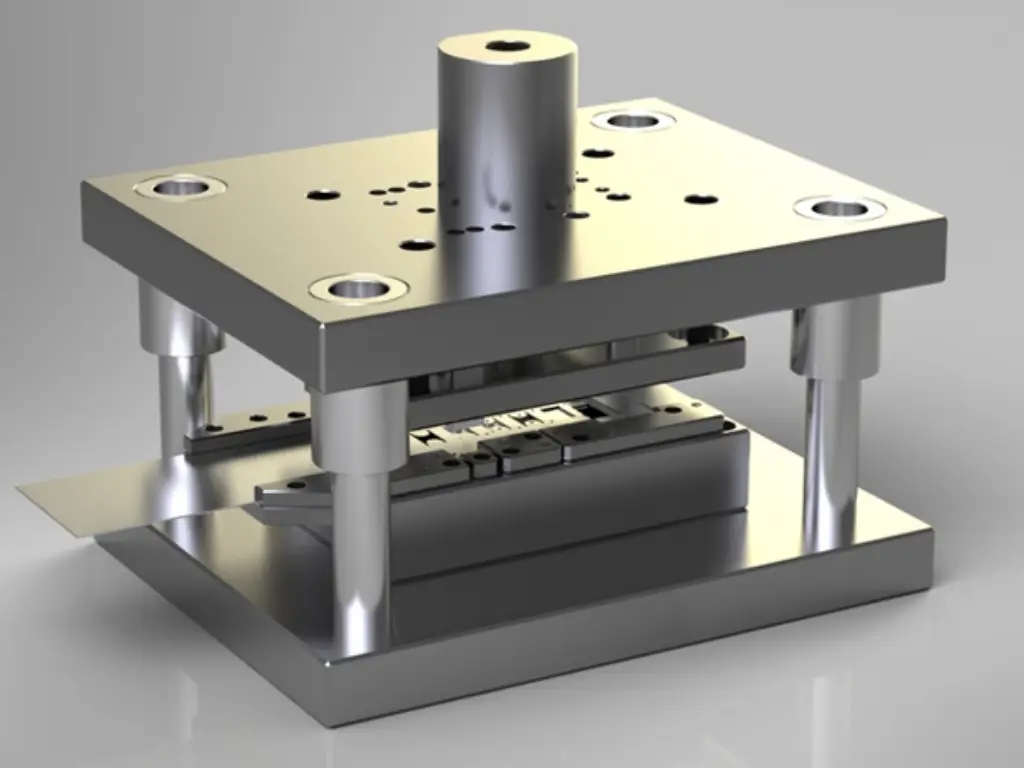
Lisování je v podstatě výrobní proces tváření za studena, který se používá k tvarování nebo řezání plochého plechu do požadované geometrie. Provádí se vložením plechu mezi dvě poloviny speciálního nástroje známého jako raznice. Poté se použije lisovací zařízení, které působí obrovskou silou, jež plasticky deformuje nebo stříhá materiál do tvaru matrice. Ačkoli se běžně zaměňuje s obecnějším termínem lisování plechů, lisování pod tlakem se zaměřuje zejména na tlakovou formu jako tvářecí nástroj. Je to jádro operace, přičemž pečlivě navržené lisovací formy určují velikost, vlastnosti a přesnost výsledné součásti. Celý proces lisování kovů lze rozdělit do tří hlavních částí:
- Razítkovací lis: Stroj, který dodává sílu (tonáž) k uzavření matrice. Lisy mohou být mechanické nebo hydraulické a mají různé velikosti, od malých stolních lisů až po obrovské stroje, které zaplní celou místnost.
- Na stránkách Raznice: Speciální nástroj, obvykle z kalené nástrojové oceli, který má dutinu nebo tvar, do něhož se tváří plech. Skládá se z horní a spodní části, které do sebe zapadají. Obrobek: Obrobek: Surovina, kterou může být kovový obrobek ve formě plechu, svitku nebo předseknutého polotovaru. Mezi běžné materiály patří ocel, hliník, měď a nerezová ocel.
Základní koncepce lisování je založena na plastické deformaci. Pokud je lisovací síla větší než mez pružnosti kovu, kov trvale přijme tvar raznice. Pokud se síla soustředí na ostrou hranu, bude větší než pevnost materiálu ve smyku a dojde k vystřižení nebo slepení. Právě tato schopnost řezání a tvarování v jediném tahu, tedy operace s vysokou rychlostí, činí z lisování extrémně efektivní proces pro hromadné lisování.
Klíčové procesy a typy lisování pod tlakem
Pojem "lisování" zahrnuje několik různých typů lisovacích forem a procesů, z nichž každý je optimalizován pro různé složitosti dílů, objemy výroby a náklady. Výběr nejlepšího procesu lisování je zásadním rozhodnutím, které ovlivňuje náklady na projekt, dobu realizace a kvalitu dílů. Třemi nejvýznamnějšími typy jsou progresivní, transferové a kombinované lisování.
Progresivní lisování
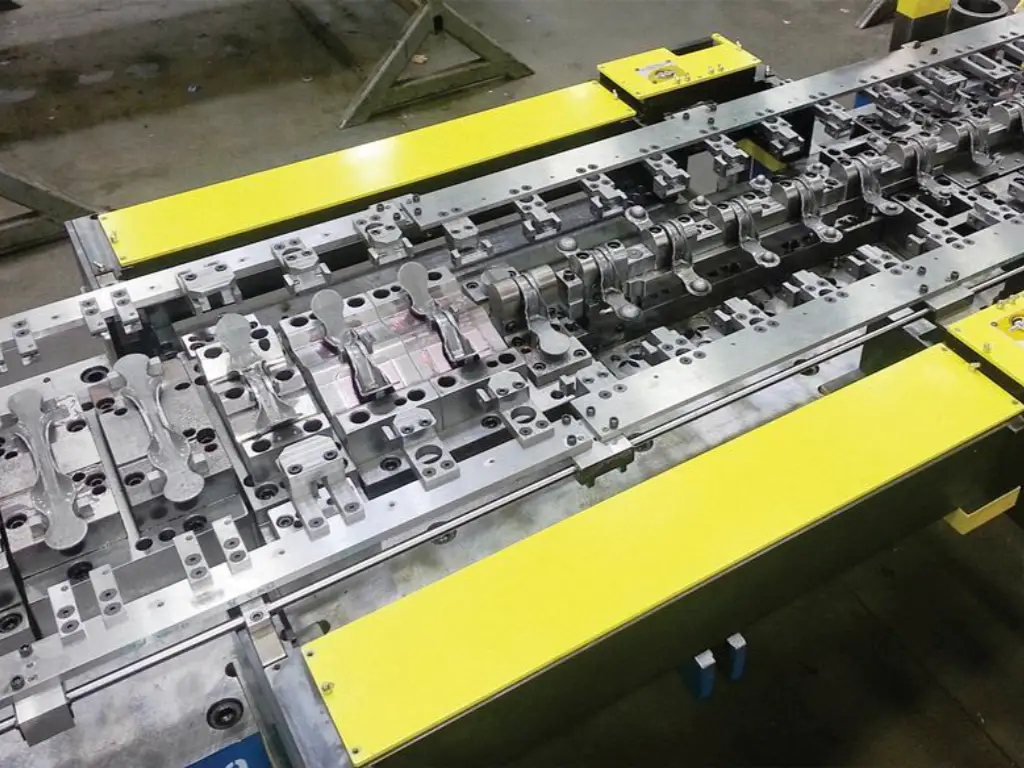
Špičkové velkoobjemové a vysoce efektivní tváření kovů je progresivní lisování. Při tomto procesu je kovový pás veden z cívky přes lis a do matrice s různými stanicemi. Při každém cyklu lisu se materiál posune nebo postoupí o určitou vzdálenost skrz matrici. Na každé stanici se současně provádí určitá operace (děrování, ražení nebo ohýbání).
Díl je po celou dobu průchodu matricí držen na nosném pásu tak, aby byl v každém kroku dokonale vyrovnán. V poslední stanici se pak hotový díl z pásu odřízne. Jedná se o automatizovaný, kontinuální proces, který může vyrábět složité díly extrémně vysokou rychlostí, někdy stovky nebo dokonce tisíce dílů za minutu.
- Princip fungování: Plynulé podávání materiálu, několik operací na jeden zdvih lisu, díl zůstává na nosném pásu až do poslední operace.
- Výhody:
- Extrémní rychlost: Vhodné při velmi vysokých objemech výroby (stovky tisíc až miliony dílů).
- Nízké náklady na díl: Po zkonstruování nástroje jsou mzdové a provozní náklady na jeden díl velmi nízké.
- Vysoká opakovatelnost: Dosahuje velmi konzistentních a přesných dílů, protože nástroje jsou pevné.
- Složité geometrie: Dokáže vyrábět složité díly díky integraci mnoha operací do jediného nástroje.
- Nevýhody:
- Vysoké náklady na nástroje: Progresivní zápustky jsou složité a nákladné na konstrukci a výrobu.
- Dlouhá doba výroby nástrojů: Proces návrhu a výroby matrice může trvat týdny nebo měsíce.
- Materiálový odpad: Z nosného pásu, který je potřebný při podávání, se stává odpadní materiál.
Přenosové razítkování
Přenosová ražba je podobná postupné ražbě, protože k provedení řady operací se používá jeden lis s několika stanicemi. Zásadní rozdíl však spočívá v tom, že jakmile je díl vyříznut z plechu (zaslepen), není již připevněn k nosnému pásu. Poté je jednotlivý díl přenesen mechanickým přenosovým systémem, obvykle pomocí prstů nebo chapadel, z jedné operace na další stanici v rámci lisu. K tomu se používají specializované přenosové formy.
Tento postup je zvláště vhodný pro větší kusy, které nelze snadno podepřít na nosném pásu, nebo pro kusy, které musí být hluboce tažené a materiál musí volně proudit, aniž by byl omezen pásem.
- Princip fungování: Jednotlivé polotovary se oddělí a poté se mechanicky přemístí mezi stanicemi k provedení dalších operací.
- Výhody:
- Velké díly: Vhodné pro použití na díly, které jsou příliš velké nebo objemné, než aby se vešly do progresivního lisu.
- Flexibilita: Umožňuje operace, jako je hluboké tažení, a přístup k dílu ve všech směrech.
- Méně materiálového odpadu: Není nutná žádná nosná lišta, což může zvýšit spotřebu materiálu.
- Nevýhody:
- Snížená rychlost výroby: Mechanický přenos je pomalejší než plynulý posuv progresivní matrice.
- Drahé nástroje a vybavení: Kromě sady lisovacích nástrojů potřebuje složitý přenosový systém.
- Složitost: Koordinace mezi lisem a přenosovým systémem vnáší do systému prvek složitosti.
Složené lisování
Složená matrice provádí několik řezných operací v jednom tahu lisu na jedné stanici.Tyto operace se obvykle provádějí v jednom kroku, a to jak pro vytvoření vnitřních prvků (např. otvorů), tak pro vytvoření vnějšího obrysu (zaslepení) součásti. Součásti razníku a matrice pro vnitřní i vnější výřezy jsou namontovány na stejné stanici.
Tato technika je známá díky své vysoké přesnosti při zachování polohového vztahu mezi prvky. Protože se všechny řezy provádějí současně s plně omezeným materiálem, lze zachovat velmi vysokou soustřednost a tolerance mezi prvky. Nejčastěji se používá při výrobě relativně plochých součástí, jako jsou podložky nebo polotovary ozubených kol, kde je přesnost rozměrů velmi důležitá.
- Princip fungování: Na jedné stanici se provádí několik řezných operací jedním tahem lisu.
- Výhody:
- Velká rozměrová přesnost: Lepší řízení tolerancí mezi jednotlivými prvky a mezi jednotlivými hranami prvků.
- Vysoká opakovatelnost: Vyrábí velmi ploché, konzistentní díly.
- Méně nákladné na méně složité díly: V některých aplikacích může být nástroj jednodušší než progresivní zápustka.
- Nevýhody:
- Pomalejší než progresivní ražba: Na jeden tah se vyrobí jeden díl a proces není kontinuální.
- Omezená složitost dílů: Obvykle se omezuje na plošší díly a není schopen provádět hlavní tvářecí operace, jako je hluboké tažení.
- Odstraňování šrotu: Vyhazování hotového dílu a vnitřních drážek může být složitější.
Srovnání procesů lisování
| Funkce | Progresivní lisování | Přenosové razítkování | Složené lisování |
| Ideální objem výroby | Velmi vysoká (100 000+) | Střední až vysoká (10 000+) | Nízká až vysoká |
| Náklady na díl | Velmi nízká | Nízká až střední | Nízká |
| Náklady na nástroje a doba přípravy | Velmi vysoká | Vysoká | Střední až vysoká |
| Rychlost výroby | Velmi rychle | Střední až rychlý | Pomalý až střední |
| Maximální velikost dílu | Malé až střední | Středně velké až velmi velké | Malé až střední |
| Složitost části | Vysoký (vícenásobné ohyby, formy) | Vysoká (zejména hluboké tahy) | Nízká až střední (převážně plochá) |
| Rozměrová přesnost | Dobrý až výborný | Dobrý | Vynikající |
| Využití materiálu | Středně těžké (nosný pás je šrot) | Dobrý až výborný | Dobrý |
| Nejlepší pro | Malé, složité díly, jako jsou konektory, svorky a držáky v hromadné výrobě. | Větší díly, jako jsou panely automobilových karoserií, hlubokotažné skořepiny a skříně spotřebičů. | Ploché díly vyžadující vysokou přesnost, jako jsou podložky, podložky a polotovary ozubených kol. |
Základní operace: Od zaslepení po kreslení
V rámci každého procesu lisování se provádí řada základních operací, které transformují surový plech. Tyto operace lze obecně rozdělit na řezání a tváření.
Řezné operace (stříhání)
Při těchto procesech je použita tak velká síla, že překoná pevnost materiálu ve smyku a materiál se zlomí a rozštěpí podél určité linie.
- Zaslepení: Proces stříhání celého vnějšího obrysu kusu z většího archu. Požadovaný obrobek je vystřižený kus.
- Piercing (nebo Punching): Proces vytváření vnitřního otvoru nebo drážky v dílu. Vyříznutý materiál je odpad (šnek).
- Ořezávání: Sekundární proces, který se používá k odstranění přebytečného materiálu nebo otřepů na hraně tvářeného dílu, aby se dosáhlo přesného konečného rozměru.
- Zářezy: Obráběcí proces, při kterém se odebírá materiál na okraji obrobku.
Tvarovací operace
Tyto operace deformují materiál nad jeho mez pružnosti, aniž by záměrně způsobily jeho porušení nebo lom.
- Ohýbání: Proces napínání materiálu podél přímé osy, při kterém vzniká trvalý úhel. Jedná se o jednu z nejběžnějších tvářecích operací, která se používá k vytváření prvků, jako jsou příruby a záložky.
- Kreslení: Tato operace formuje plochý polotovar do trojrozměrného dutého tvaru. Toho se dosáhne vtlačením materiálu do dutiny matrice pomocí razníku. Hluboké tažení se týká případů, kdy je hloubka dílu větší než jeho průměr. Používá se k výrobě výrobků, jako jsou plechovky, skořápky a pouzdra.
- Ražba mincí: Intenzivní lisování, při kterém je materiál nucen protékat do jemných detailů matrice. Působí extrémně vysokým tlakem a vytváří ostré rysy, nápisy nebo velmi hladké povrchy. Ukázkovým příkladem je výroba mincí.
- Ražba: Proces používaný k vytvoření vyvýšeného nebo zapuštěného vzoru v plechu. Na rozdíl od ražby se při ražení materiál natahuje a tloušťka materiálu se mění jen minimálně.
Raznice: konstrukce, opotřebení, životnost a cena
Raznice je srdcem celého výrobního procesu. Její konstrukce, materiál a stav přímo určují kvalitu konečného dílu, efektivitu výroby a celkovou ziskovost provozu. Dobře navržená lisovací forma může s minimálními zásahy proběhnout miliony cyklů, zatímco špatně zkonstruovaná může vést k neustálým prostojům, vadám dílů a nadměrným nákladům.
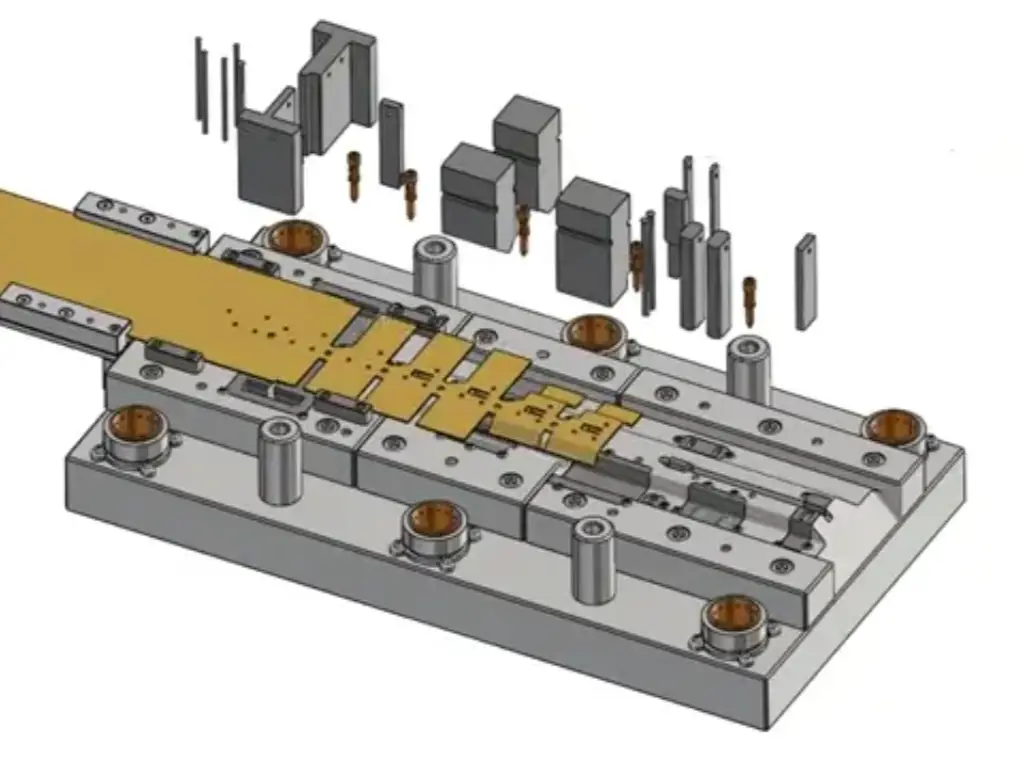
Anatomie raznice
Raznice je složitá sestava přesně opracovaných součástí, které pracují v dokonalé harmonii. I když se konstrukce liší v závislosti na procesu, většina z nich obsahuje několik klíčových prvků:

- Sada výsekových forem: Základ nástroje, který se skládá ze spodní lisovací patky (přišroubované k lůžku lisu) a horní lisovací patky (přišroubované k beranu lisu). Ty jsou vyrovnány vodicími kolíky a pouzdry, aby bylo zajištěno dokonalé spárování.
- Blok raznice (nebo dutina raznice): Spodní, nepohyblivá část nástroje, která obsahuje ženský tvar nebo břit.
- Děrovaná deska: Horní část nástroje, která drží razníky, což jsou vnější součásti, které provádějí řezání nebo tváření.
- Odizolovací deska: Deska, která obklopuje razidlo a slouží k odstranění materiálu z vtahovaného razidla po operaci. Tím se zabrání přilepení materiálu k razníku a jeho zvednutí.
- Piloti: Kolíkové lokátory, které zapadají do dříve proražených otvorů v materiálovém pásu a zajišťují přesné zarovnání a postup v progresivní matrici.
Nevyhnutelná výzva: opotřebení nástrojů a jeho dopady
Během provozu jsou tyto součásti lisu vystaveny obrovským silám, tření a nárazům při každém zdvihu lisu. To nevyhnutelně vede k opotřebení nástroje, postupné degradaci kritických povrchů lisovací formy. Mezi hlavní formy opotřebení patří:
- Abrazivní opotřebení: Příčinou jsou tvrdé částice v plechu, které poškrábou a vydřou povrch matrice.
- Opotřebení lepidla: Vzniká, když se mezi obrobkem a povrchem nástroje pod vysokým tlakem vytvoří mikroskopické svary, které se následně roztrhnou a materiál se z nástroje vytrhne.
- Únava: Praskání a odlamování povrchu nástroje způsobené opakovaným cyklickým zatěžováním lisu.
Toto opotřebení není jen problémem údržby, ale přímo ovlivňuje kvalitu výroby a náklady. Opotřebovaná břitová hrana vytváří na dílu větší otřepy. Opotřebovaný tvářecí poloměr změní konečné rozměry ohybu. Tato degradace vede k tomu, že díly vypadávají z tolerance, zvyšuje se zmetkovitost a v konečném důsledku dochází k nákladnému zastavení výroby kvůli údržbě nebo výměně matrice.
Prodloužení životnosti lisovacích nástrojů pomocí náhradních dílů na zakázku
Při velkosériové výrobě dochází k opotřebení kritických součástí lisu. Obvykle se velké opotřebení kritické součásti může považovat za indikátor nutnosti výměny celého nákladného nástroje, což by vedlo ke značným prostojům a investičním nákladům.
Inteligentnějším, udržitelnějším a mnohem levnějším přístupem je přesná výměna dílů. Právě v této oblasti může být specializovaný výrobní partner nesmírně užitečný.
Naši inženýři ve společnosti U-Need, kteří mají více než 30 let zkušeností v oboru přesného obrábění, vědí, jak obrovskému namáhání jsou vaše nástroje vystaveny. Jsme odborníci na výrobu vysoce přesných, zakázkových součástí forem a zápustek, které nejenže splňují původní specifikace, ale jsou vyrobeny tak, aby je překonaly. Naše hlavní činnost, z níž 60-70 % tvoří díly do lisovacích forem, vstřikovacích forem a nástrojů pro studené hlavy, je založena na řešení problému opotřebení nástrojů.
Používáme nejlepší zařízení na světě, včetně japonských přesných soustruhů Takisawa, švýcarských drátových elektroerozivních strojů GF AgieCharmille a japonských jiskrových elektroerozivních strojů Seibu/Sodick, abychom zajistili špičkové tolerance v oboru až +/-0,001 mm. Tato přesnost, která je až o 90 % vyšší než průmyslový standard, znamená, že náhradní díl U-Need bude dokonale pasovat a vaše matrice bude stejně přesná jako předtím.
Navíc nejsme omezeni cenovými limity původního výrobce, takže můžeme často zlepšit výkonnost dílu. Pečlivým výběrem lepších materiálů, např. nahrazením standardní nástrojové oceli vysoce výkonným karbidem wolframu nebo speciálním PVD povlakem, můžeme zajistit náhradní díly s mnohem delší životností než původní. Tato metoda jednoduché výměny opotřebovaných dílů za vysoce kvalitní díly má dramatický účinek, neboť výrazně prodlužuje celkovou životnost vašich cenných nástrojů, maximalizuje vaši počáteční investici a snižuje nákladné prostoje ve výrobě.
Analýza Struktura nákladů lisování
Je důležité pochopit ekonomické aspekty lisování, protože se jedná o kompromis mezi vysokou počáteční investicí a velmi nízkými náklady na jeden díl v měřítku. Celkové náklady projektu lze rozdělit do tří velkých kategorií.
Náklady na nástroje jsou první. Nejvýznamnějším individuálním nákladem je návrh a výroba zakázkové matrice. Faktory, které ovlivňují tyto počáteční náklady, jsou složitost matrice (progresivní matrice s více stanicemi je mnohem nákladnější než jednoduchá zaslepovací matrice), požadovaná přesnost (přísnější tolerance vyžadují sofistikovanější obrábění), kvalita použité nástrojové oceli a velikost nástroje obecně. Tato vysoká investice by se měla vrátit na celkovém objemu výroby, a proto je tento proces nejvhodnější při velkých sériích.
Zde je důležité zvážit celkové náklady na vlastnictví (TCO). Ačkoli méně kvalitní materiály mohou snížit počáteční náklady na nástroje, mají tendenci zvyšovat celkové náklady v důsledku časté údržby, prostojů a zvýšené zmetkovitosti. Zakoupením vysoce kvalitní matrice s lepšími díly odolnými proti opotřebení, např. vyrobenými na zakázku od U-Need, životnost nástroje se výrazně prodlouží. Tato strategie šetří dlouhodobé náklady tím, že je údržba předvídatelná a snižuje se riziko katastrofické poruchy, takže matrice efektivně pracuje po miliony cyklů.
Druhým důvodem jsou proměnlivé náklady na díl, které jsou nízké, když je nástroj v provozu. Tyto náklady jsou tvořeny především samotnou surovinou. Do těchto nákladů je třeba zahrnout veškerý vzniklý odpad (například nosný pásek v progresivní zápustce). K tomu se připočítává strojní čas, což je hodinová sazba lisu, a práce na seřizování a hlídání stroje. Tyto náklady na jeden díl jsou díky vysoké rychlosti výroby a automatizaci velmi nízké.
Nakonec je třeba vzít v úvahu náklady na sekundární operace. Hotový díl nemusí nutně znamenat vyražený díl. K celkovým jednotkovým nákladům přispívají další procesy včetně odstraňování otřepů, tepelného zpracování tvrdosti, povrchové úpravy (pokovování, eloxování nebo lakování) a konečné montáže.
Ekonomický model lisování je v podstatě charakterizován objemem. Velké počáteční náklady na nástroje jsou kompenzovány tím, že se díly vyrábějí ve velkém množství, takže náklady na jeden díl jsou zanedbatelné.
Průmyslové aplikace technologie lisování
Lisování je základní výrobní technologie, která umožňuje výrobu téměř ve všech hlavních průmyslových odvětvích. Díky své schopnosti vyrábět ve velkých množstvích trvanlivé, přesné a hospodárné kovové součásti je preferovanou volbou obrovského množství komponentů, včetně obrovských automobilových panelů a drobných elektronických terminálů. Následuje zúžené zkoumání toho, jaké konkrétní výrobky se v těchto hlavních průmyslových odvětvích vyrábí pomocí lisování.
Automobilový průmysl
Lisování se nejvíce používá v automobilovém průmyslu. Vyrábí se povrchová úprava třídy A a tvar dílů karoserie v bílé barvě (BIW), jako jsou dveře, kapoty a blatníky. Důležitá je konstrukce bezpečnostní klece vozidla, která je lisována do složitých tvarů, jež zajišťují tuhost a absorpci energie nárazu, a to za použití sloupků A/B a kolejnic podvozku z vysokopevnostní oceli. Mnoho menších držáků a úchytů motoru, zavěšení a výfuků je rovněž vyráběno sériově kvůli jejich pevnosti a dokonalému uchycení.
Elektronika a telekomunikace
Jedná se o odvětví, které využívá progresivní lisování k hromadné výrobě miniaturních dílů, u nichž je přesnost velmi důležitá. Lisované kovové součásti, jako jsou elektrické svorky a kolíkové konektory, se používají v každé desce s plošnými spoji a kabelové sestavě a vyrábějí se v miliardových počtech. Citlivé mikročipy jsou umístěny v lisovaných EMI/RFI stíněních, aby se zabránilo rušení signálu. Kromě toho jsou typickým příkladem vysoce přesného ražení vnitřní rámečky vodičů, které spojují křemíkový čip s vnějšími vývody integrovaného obvodu.
Letecký a zdravotnický průmysl
Lisování se v leteckém průmyslu používá k výrobě tisíců lehkých, ale pevných držáků a spon draku letadla z hliníkových a titanových slitin, které drží kabeláž a systémy na svém místě. V proudových motorech jsou nezbytné lisované těsnicí a pojistné kroužky z tepelně odolných superslitin.
Lékařská profese vyžaduje maximální přesnost a sterilitu. Jednorázové i opakovaně použitelné chirurgické nástroje, včetně kleští a svorek, se vyrábějí lisováním. Je to také hlavní způsob výroby biokompatibilních titanových pouzder implantabilních zařízení, jako jsou kardiostimulátory, které musí být hermeticky uzavřené a naprosto spolehlivé.
Spotřebiče a HVAC
Spotřebiče v našich domech jsou vyrobeny z lisovaných dílů. Pračky, sušičky a chladničky mají jako vnější plášť velké lisované panely. V interiéru jsou lisovanými součástmi držáky motorů, podpěrné konzoly a součásti bubnu. Lopatky ventilátorů v systémech HVAC jsou lisovány do přesných úhlů, aby zajistily co nejlepší proudění vzduchu, a tenká žebra, která tvoří výměníky tepla, jsou lisována v milionech na vysokorychlostních lisovacích linkách.
Lisování vs. jiné výrobní metody
Pro informované rozhodnutí musí konstruktéři zvážit výhody lisování v porovnání s jinými běžnými výrobními procesy.
| Srovnávací metrika | Lisování | CNC obrábění | Tlakové lití | Kování |
| Typ procesu | Tvarování plechu za studena | Subtraktivní, řezání z pevného bloku | Vstřikování roztaveného kovu do formy | Tvarování plných polotovarů za tepla nebo za studena |
| Jednotkové náklady (velký objem) | Velmi nízká | Vysoká | Nízká až střední | Střední |
| Náklady na nástroje | Velmi vysoká | Nízká až žádná | Velmi vysoká | Vysoká |
| Rychlost výroby | Velmi rychle | Pomalý | Rychle | Střední |
| Doba realizace (počáteční) | Dlouhé (pro nástroje) | Rychle | Dlouhé (pro nástroje) | Dlouhé (pro nástroje) |
| Výběr materiálu | Široký sortiment plechů | Velmi široký, téměř jakýkoli obrobitelný materiál | Omezeno na slitiny (Al, Zn, Mg). | Omezeno na kujné slitiny (ocel, Al, Ti) |
| Složitost části | Vhodné pro složité 2D/3D tvary | Vynikající pro velmi složité geometrie | Vynikající pro složité díly ve tvaru sítě | Vhodné pro silné, jednodušší tvary |
| Rozměrová přesnost | Dobrý až výborný | Vynikající | Dobrý | Slušný až dobrý |
| Materiálový odpad | Mírné (např. nosný pás) | Vysoký (vytváří třísky/odštěpky) | Nízká (šrot se snadno recykluje) | Velmi nízká |
| Nejvhodnější pro | Velkosériová výroba plechových dílů vyžadující rychlost a nízké jednotkové náklady. | Prototypy, malosériová výroba, díly s extrémně složitou geometrií nebo přísnými tolerancemi. | Velkoobjemové díly se složitými detaily a tenkými stěnami, zejména z neželezných kovů. | Vysokopevnostní díly kritické z hlediska bezpečnosti, které vyžadují vynikající odolnost proti únavě (např. klikové hřídele). |
Budoucnost: Chytré a udržitelné lisování
Oblast lisování není statická. Technologie se neustále vyvíjí, což je dáno požadavky Průmyslu 4.0 a potřebou vyšší efektivity a udržitelnosti.
Chytré zážehové motory a prediktivní údržba
Budoucnost obrábění spočívá v "chytrých nástrojích". Zabudováním senzorů internetu věcí přímo do lisovací formy mohou výrobci sledovat kritické parametry v reálném čase.
- Snímače teploty může odhalit přehřátí způsobené nedostatečným mazáním.
- Tlakové senzory může sledovat tvářecí síly, aby zajistil konzistenci a odhalil odchylky materiálu.
- Vibrační nebo akustické senzory dokáže rozpoznat akustickou signaturu razníku, který se začíná otupovat nebo praská, dlouho předtím, než dojde ke katastrofickému selhání.
Tato data se přenášejí do centrálního systému, který pomocí algoritmů strojového učení předpovídá, kdy je potřeba provést údržbu. Tím se mění paradigma z reaktivní (oprava rozbitého nástroje) nebo preventivní (výměna dílů podle pevného plánu) na prediktivní údržbu (zásah v optimálním okamžiku), čímž se maximalizuje doba provozuschopnosti a životnost nástroje.
Úloha simulace při navrhování
Pokročilý software pro analýzu konečných prvků (FEA), jako je AutoForm nebo Pam-Stamp, se stal nepostradatelným nástrojem při navrhování moderních výlisků. Předtím, než je vyříznuta jakákoli ocel, mohou konstruktéři vytvořit kompletní digitální dvojče matrice a procesu lisování. Tato simulace dokáže přesně předpovědět:
- Tok materiálu: Jak se plech při tváření roztahuje a stlačuje.
- Vady: Potenciální problémy, jako je praskání, vrásnění nebo nadměrné ztenčení.
- Odrazový můstek: Tendence materiálu částečně se vrátit do původního tvaru po tváření.
Identifikací a opravou těchto problémů v digitální oblasti mohou společnosti výrazně snížit čas a náklady spojené s fyzickým zkoušením a úpravami nástrojů, což vede k rychlejšímu uvedení výrobku na trh a robustnějším výrobním procesům.
Lisování pokročilých materiálů
Snaha o odlehčení v automobilovém a leteckém průmyslu vedla k významným inovacím v oblasti lisování pokročilých materiálů, jako jsou pokročilé vysokopevnostní oceli (AHSS) a hliníkové slitiny. Tyto materiály nabízejí neuvěřitelnou pevnost, ale jsou méně šetrné k tváření než tradiční měkká ocel. To vedlo k vývoji nových technik, jako je lisování za tepla (nebo kalení v lisu), kdy se materiál před tvarováním zahřeje na vysokou teplotu a poté se rychle ochladí v lisovně. Tímto procesem vznikají díly s mimořádně vysokou pevností, což umožňuje výrazné snížení hmotnosti bez snížení bezpečnosti.
Partnerství pro úspěch v oblasti zakázkové ražby
Výběr vhodného výrobního procesu není celá bitva. Projekt, zejména ten, který využívá zakázkové díly a vyžaduje náročné aplikace, může být úspěšný pouze tehdy, když je vybrán správný výrobní partner. Vynikající partner není jen ten, kdo umí vyrábět díly, ale také ten, kdo dokáže poskytnout technické znalosti, zajistit kvalitu a důkladně znát celý životní cyklus vašeho nářadí.
Při posuzování potenciálního partnera je třeba vzít v úvahu následující skutečnosti:
- Technické znalosti: Mají zkušenosti s poskytováním informací o návrhu pro vyrobitelnost (DFM)? Jsou schopni navrhnout zlepšení materiálu nebo procesu?
- Systémy kvality: Mají certifikaci (např. ISO 9001:2015)? Mají dobře propracovaný vícestupňový systém kontroly kvality, počínaje kontrolou surovin a konče konečnou kontrolou rozměrů pomocí sofistikovaných nástrojů, jako jsou souřadnicové měřicí stroje?
- Podpora životního cyklu: Co uděláte, když se nástroj opotřebuje? Poskytují jiné odpovědi než nabídku nového, drahého nástroje?
Inovativní partner si uvědomuje, že vaše prosperita je založena na životnosti a efektivitě vašeho investičního majetku. Na tomto principu jsme založili naše podnikání ve společnosti U-Need. Nevyrábíme pouze náhradní lisovací díly. Využíváme také naše více než 30leté zkušenosti s přesným obráběním a vyvíjíme díly na míru vašemu specializovanému výrobnímu zařízení tak, aby všechny prvky vaší linky byly optimalizovány na výkon. Máme silný poprodejní servis s roční zárukou, 24hodinovou reakcí na problémy a bezplatnou výměnou všech vadných dílů.
Když si vyberete partnera, který vám může nabídnout takovou míru komplexní podpory, nekupujete si součástku, ale investujete do odolnějšího, efektivnějšího a ziskovějšího výrobního ekosystému.



