Lo stampaggio di metalli, una forma di stampaggio personalizzato, è un pilastro della produzione moderna, un processo rapido e preciso che produce un'incredibile quantità di parti metalliche che utilizziamo nella nostra vita quotidiana. Che si tratti dei complessi connettori dei nostri smartphone o dei pannelli strutturali delle nostre automobili, gli effetti dello stampaggio sono ovunque. Per un ingegnere, un responsabile degli acquisti e un progettista, una conoscenza approfondita di questa tecnologia non è solo vantaggiosa, ma è una necessità per lo sviluppo di prodotti economici, affidabili e scalabili.
Questa guida dettagliata analizza da vicino i fondamenti dello stampaggio, i suoi diversi processi, le operazioni più importanti e la complessa progettazione dello stampo stesso. Verranno analizzate alcune delle più importanti applicazioni industriali, verrà illustrato il processo di selezione dei materiali e verrà fatto un chiaro confronto con altri processi produttivi. Esamineremo inoltre il ciclo di vita degli stampi di tranciatura e presenteremo alcune idee su come ottenere il massimo da essi e prolungarne la durata; infine, esamineremo il futuro di questo settore dinamico.
Che cos'è la fustellatura? Una panoramica
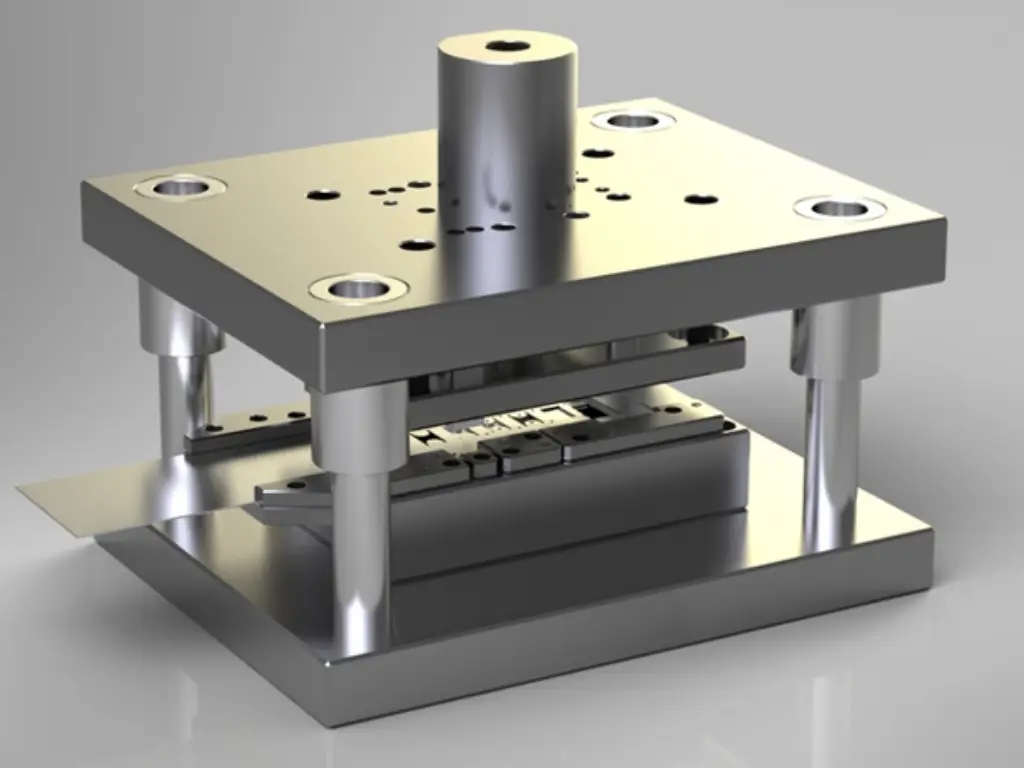
Lo stampaggio a freddo è un processo di produzione che serve a formare o tagliare lamiere piatte nella geometria desiderata. Si realizza inserendo un foglio di metallo tra le due metà di uno speciale strumento noto come stampo. Successivamente, una pressa di stampaggio esercita un'enorme forza che deforma plasticamente o cesoia il materiale in base alla forma dello stampo. Sebbene sia comunemente intercambiabile con il termine più generale di stampaggio di lamiere, lo stampaggio di matrici si concentra in particolare sullo stampo come strumento di formatura. È il cuore dell'operazione, con stampi per lo stampaggio dei metalli accuratamente progettati che determinano le dimensioni, le caratteristiche e la precisione del componente finale. L'intero processo di stampaggio dei metalli può essere suddiviso in tre componenti principali:
- La pressa per timbri: La macchina che fornisce la forza (tonnellaggio) per chiudere lo stampo. Le presse possono essere meccaniche o idrauliche e hanno dimensioni diverse, da piccole presse da banco a macchine enormi che riempiono una stanza.
- Il Stampo per timbratura: L'utensile speciale, solitamente in acciaio temprato, che presenta la cavità o la forma in cui viene formata la lamiera. È composto da una parte superiore e una inferiore che si incastrano tra loro. Il pezzo da lavorare: La materia prima, che può essere un pezzo di metallo sotto forma di lamiera, bobina o grezzo pretagliato. I materiali più comuni sono l'acciaio, l'alluminio, il rame e l'acciaio inossidabile.
Il concetto di base dello stampaggio si basa sulla deformazione plastica. Quando la forza di pressione è superiore al limite elastico del metallo, quest'ultimo assume in modo permanente la forma dello stampo. Quando la forza è concentrata su un bordo tagliente, sarà superiore alla resistenza al taglio del materiale e si verificherà un'operazione di taglio o tranciatura. Questa capacità di tagliare e modellare in un solo colpo, un'operazione ad alta velocità, rende lo stampaggio a matrice un processo estremamente efficiente per la produzione di massa.
Processi e tipi principali di stampaggio
Il termine "stampaggio" comprende diversi tipi di stampi e processi, ciascuno ottimizzato per le diverse complessità dei pezzi, i volumi di produzione e le considerazioni sui costi. La scelta del miglior processo di stampaggio è una decisione critica che influisce sui costi del progetto, sui tempi di consegna e sulla qualità dei pezzi. I tre tipi più importanti sono lo stampaggio progressivo, il trasferimento e lo stampaggio composto.
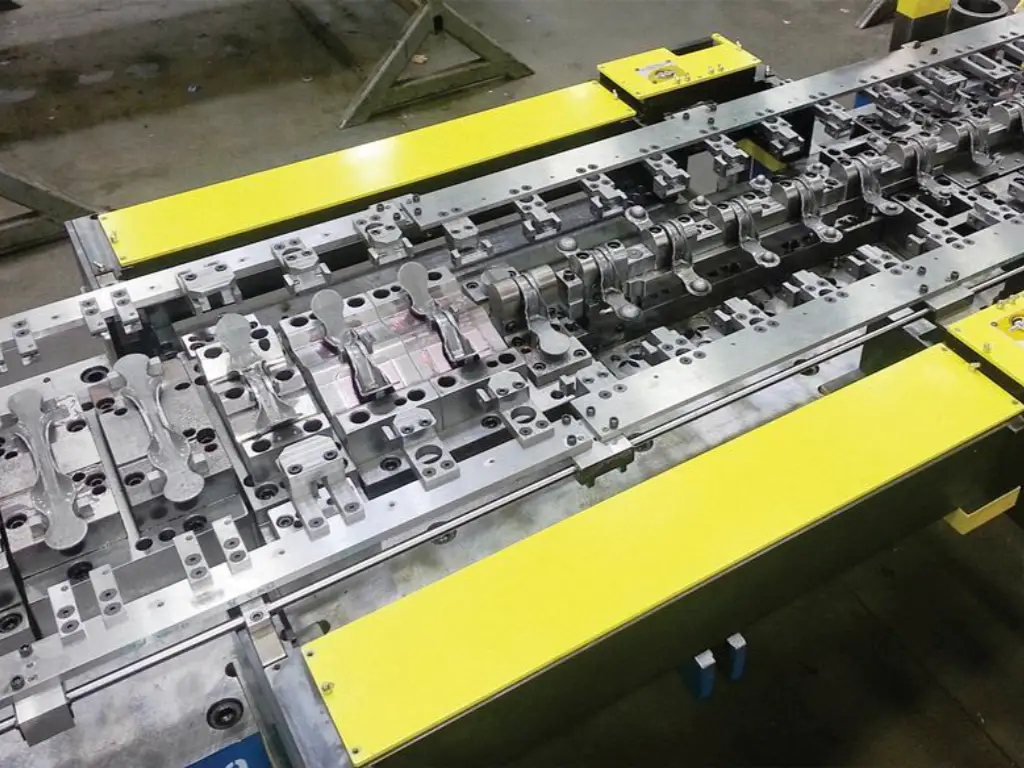
Stampaggio progressivo
La formatura dei metalli ad alto volume e ad alta efficienza è lo stampaggio progressivo. Durante questo processo, una striscia di metallo viene alimentata da una bobina attraverso la pressa e in uno stampo con diverse stazioni. Durante i cicli della pressa, il materiale si sposta o avanza di una distanza specifica attraverso lo stampo a ogni ciclo di pressatura. In ogni stazione viene eseguita contemporaneamente una particolare operazione (punzonatura, coniatura o piegatura).
Il pezzo viene tenuto sulla striscia portante per tutto il suo passaggio attraverso lo stampo, in modo che sia perfettamente allineato in ogni fase. La parte finita viene poi tagliata dal nastro nell'ultima stazione. Si tratta di un processo automatizzato e continuo che può produrre pezzi complessi a velocità estremamente elevate, a volte centinaia o addirittura migliaia di pezzi al minuto.
- Principio di funzionamento: Alimentazione continua del materiale, diverse operazioni per ogni corsa della pressa, il pezzo rimane sul nastro portante fino all'ultima operazione.
- Vantaggi:
- Velocità estrema: adatta quando i volumi di produzione sono molto elevati (da centinaia di migliaia a milioni di pezzi).
- Basso costo per pezzo: Dopo la costruzione dell'utensile, il costo di manodopera e di esercizio per pezzo è molto basso.
- Elevata ripetibilità: Consente di ottenere pezzi molto coerenti e precisi perché l'utensile è fisso.
- Geometrie complesse: In grado di produrre pezzi complessi grazie all'integrazione di numerose operazioni in un unico utensile.
- Svantaggi:
- Costo elevato degli utensili: Gli stampi progressivi sono complicati e costosi da progettare e costruire.
- Tempi lunghi per la realizzazione degli stampi: il processo di progettazione e realizzazione dello stampo può richiedere settimane o mesi.
- Scarti di materiale: Il nastro portante necessario per l'alimentazione diventa materiale di scarto.
Stampaggio a trasferimento
Lo stampaggio con matrice transfer è simile allo stampaggio progressivo perché utilizza un'unica pressa con più stazioni per eseguire una serie di operazioni. Ma la differenza essenziale è la seguente: una volta che il pezzo è stato tagliato dal foglio (tranciato), non è più attaccato a un nastro portante. Successivamente, il singolo pezzo viene trasferito da un sistema di trasferimento meccanico, di solito con l'uso di dita o pinze, da un'operazione alla stazione successiva all'interno della pressa. A tal fine si utilizzano stampi di trasferimento specializzati.
Questo processo è particolarmente adatto a pezzi di grandi dimensioni che non possono essere facilmente sostenuti da un nastro portante, o a pezzi che devono essere trafilati in profondità e il materiale deve poter fluire liberamente senza essere confinato da un nastro.
- Principio di funzionamento: Il singolo pezzo grezzo viene separato e quindi trasferito meccanicamente tra le stazioni per eseguire le operazioni successive.
- Vantaggi:
- Pezzi di grandi dimensioni: Adatto all'uso di pezzi troppo grandi o ingombranti per essere inseriti in uno stampo progressivo.
- Flessibilità: Consente operazioni come l'imbutitura profonda e l'accesso al pezzo in tutte le direzioni.
- Meno sprechi di materiale: Non è necessaria alcuna striscia di supporto, il che può migliorare l'utilizzo del materiale.
- Svantaggi:
- Velocità di produzione ridotta: il trasferimento meccanico è più lento rispetto all'alimentazione continua di uno stampo progressivo.
- Utensili e attrezzature costosi: Richiede un complicato sistema di trasferimento oltre al set di stampi.
- Complessità: Il coordinamento tra la pressa e il sistema di trasferimento introduce un elemento di complessità nel sistema.
Stampaggio di stampi composti
Uno stampo composto esegue diverse azioni di taglio in un'unica corsa della pressa in una sola stazione. Queste operazioni vengono solitamente eseguite in un unico passaggio, sia per formare caratteristiche interne (come i fori) che il contorno esterno (tranciatura) del pezzo. I componenti del punzone e della matrice per i tagli interni ed esterni sono montati sulla stessa stazione.
Questa tecnica è famosa per la sua elevata precisione nel preservare la relazione posizionale tra gli elementi. Poiché tutti i tagli vengono eseguiti simultaneamente con il materiale completamente vincolato, la concentricità e le tolleranze da elemento a elemento possono essere mantenute a un livello molto elevato. Si applica soprattutto nella produzione di componenti relativamente piatti, come rondelle o grezzi di ingranaggi, dove la precisione delle dimensioni è di estrema importanza.
- Principio di funzionamento: In un'unica stazione vengono eseguite diverse operazioni di taglio con un solo colpo di pressa.
- Vantaggi:
- Grande precisione dimensionale: Migliore gestione delle tolleranze da caratteristica a caratteristica e da caratteristica a bordo.
- Alta ripetibilità: Produce pezzi molto piatti e uniformi.
- Meno costoso per i pezzi meno complessi: In alcune applicazioni gli utensili possono essere più semplici degli stampi progressivi.
- Svantaggi:
- Più lento dello stampaggio progressivo: Viene prodotto un pezzo per corsa e il processo non è continuo.
- Complessità limitata dei pezzi: Normalmente si limita a pezzi più piatti e non è in grado di eseguire operazioni di formatura importanti come l'imbutitura.
- Rimozione degli scarti: L'espulsione del pezzo finito e degli sfridi interni può essere più complicata.
Confronto tra i processi di stampaggio
| Caratteristica | Stampaggio progressivo | Stampaggio a trasferimento | Stampaggio di stampi composti |
| Volume di produzione ideale | Molto alto (100.000+) | Medio-Alto (10.000+) | Da basso ad alto |
| Costo per parte | Molto basso | Da basso a medio | Basso |
| Costi e tempi di produzione degli utensili | Molto alto | Alto | Medio-Alto |
| Velocità di produzione | Molto veloce | Da medio a veloce | Da lento a medio |
| Dimensione massima del pezzo | Da piccolo a medio | Da medio a molto grande | Da piccolo a medio |
| Parte Complessa | Alto (Curve multiple, forme) | Alto (soprattutto per le trafile profonde) | Da basso a medio (principalmente in piano) |
| Precisione dimensionale | Da buono a eccellente | Buono | Eccellente |
| Utilizzo del materiale | Moderato (la striscia portante è un rottame) | Da buono a eccellente | Buono |
| Il migliore per | Pezzi piccoli e complessi come connettori, terminali e staffe nella produzione di massa. | Pezzi di grandi dimensioni come pannelli di carrozzeria, gusci imbutiti e alloggiamenti di elettrodomestici. | Parti piane che richiedono un'elevata precisione, come rondelle, spessori e grezzi per ingranaggi. |
Operazioni fondamentali: Dalla tranciatura al disegno
Ogni processo di stampaggio prevede una serie di operazioni fondamentali per trasformare la lamiera grezza. Queste operazioni possono essere classificate a grandi linee in operazioni di taglio e operazioni di formatura.
Operazioni di taglio (cesoiatura)
Questi processi comportano l'uso di una forza così grande da superare la resistenza al taglio del materiale, che si frattura e si spacca lungo una linea specifica.
- Oscuramento: Il processo di taglio dell'intero contorno esterno di un pezzo da una lastra più grande. Il pezzo desiderato è quello che viene tagliato.
- Piercing (o Punching): Processo di realizzazione di un foro interno o di una scanalatura in un pezzo. Lo scarto (slug) è il materiale tagliato.
- Rifinitura: Un processo secondario che viene impiegato per eliminare il materiale in eccesso o le bave sul bordo di un pezzo formato per produrre la dimensione finale accurata.
- Intaglio: Processo di lavorazione che asporta materiale dal bordo del pezzo.
Operazioni di formatura
Queste operazioni deformano il materiale oltre il suo limite elastico senza provocarne intenzionalmente il cedimento o la frattura.
- Curvatura: Processo di deformazione del materiale lungo un asse rettilineo, creando un angolo permanente. È una delle operazioni di formatura più comuni, utilizzata per creare elementi come flange e linguette.
- Disegno: Questa operazione forma uno spezzone piatto in una forma tridimensionale e cava. Si ottiene forzando il materiale in una cavità dello stampo con un punzone. L'imbutitura profonda si riferisce ai casi in cui la profondità del pezzo è maggiore del suo diametro. Si usa per realizzare prodotti come lattine, gusci e alloggiamenti.
- Coniatura: Un'intensa operazione di spremitura in cui il materiale è costretto a scorrere nei dettagli sottili di uno stampo. Si applica una pressione estremamente elevata per creare caratteristiche nitide, iscrizioni o superfici molto lisce. La produzione di monete ne è un esempio lampante.
- Goffratura: Processo utilizzato per creare un disegno in rilievo o incassato nella lamiera. A differenza della coniatura, la goffratura comporta lo stiramento del materiale e comporta una modifica minima dello spessore del materiale.
Lo stampo di tranciatura: design, usura, durata e costo
Lo stampo di tranciatura è il cuore dell'intero processo produttivo. Il suo design, il suo materiale e le sue condizioni determinano direttamente la qualità del pezzo finale, l'efficienza della produzione e la redditività complessiva dell'operazione. Uno stampo ben progettato può eseguire milioni di cicli con interventi minimi, mentre uno mal costruito può portare a continui fermi macchina, difetti dei pezzi e costi eccessivi.
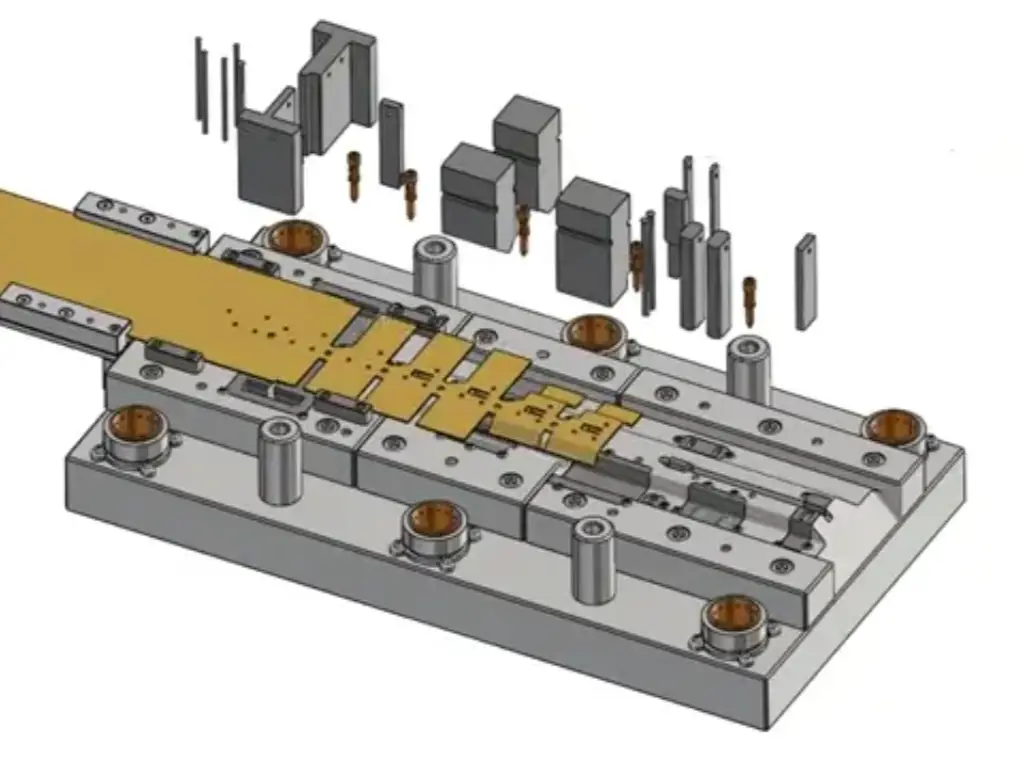
L'anatomia di uno stampo per timbratura
Uno stampo di tranciatura è un complesso assemblaggio di componenti lavorati con precisione che lavorano in perfetta armonia. Anche se i progetti variano a seconda del processo, la maggior parte contiene diversi elementi chiave:

- Set di fustelle: La base dell'utensile, costituita da un pattino inferiore per stampi (imbullonato al piano della pressa) e da un pattino superiore per punzoni (imbullonato allo slittone della pressa). Questi sono allineati da perni di guida e boccole per garantire un perfetto accoppiamento.
- Blocco matrice (o cavità della matrice): La parte inferiore e stazionaria dell'utensile che contiene la forma femminile o il tagliente.
- Piastra di punzonatura: La parte superiore dell'utensile che contiene i punzoni, che sono i componenti maschi che eseguono il taglio o la formatura.
- Piastra di spogliazione: Piastra che circonda il punzone e che serve a togliere il materiale dal punzone che si ritrae dopo un'operazione. In questo modo si evita che il materiale si attacchi e si sollevi con il punzone.
- Piloti: Localizzatori a forma di perno che si agganciano ai fori precedentemente praticati nella striscia di materiale per garantire un allineamento e una progressione precisi in una matrice progressiva.
La sfida inevitabile: l'usura degli utensili e il suo impatto
Durante il funzionamento, questi componenti dello stampo sono sottoposti a forze, attriti e impatti immensi ad ogni corsa della pressa. Questo porta inevitabilmente all'usura degli stampi, un degrado graduale delle loro superfici critiche. Le principali forme di usura sono:
- Usura abrasiva: Causato da particelle dure nella lamiera che graffiano e scavano le superfici dello stampo.
- Usura dell'adesivo: Si verifica quando tra il pezzo e la superficie dell'utensile si formano microscopiche saldature sottoposte ad alta pressione, che vengono poi strappate, estraendo il materiale dall'utensile.
- Stanchezza: Fessurazioni e scheggiature della superficie dell'utensile causate dal ripetuto carico ciclico della pressa.
L'usura non è solo un problema di manutenzione, ma ha un impatto diretto sulla qualità e sui costi di produzione. Un tagliente usurato produce una bava più grande sul pezzo. Un raggio di formatura usurato altera le dimensioni finali di una curva. Questo degrado porta a pezzi fuori tolleranza, a un aumento degli scarti e, in ultima analisi, a costose interruzioni della produzione per la manutenzione o la sostituzione degli stampi.
Estensione della durata di vita degli stampi con parti di ricambio personalizzate
L'usura dei componenti critici dello stampo è destinata a verificarsi con una produzione ad alto volume. Convenzionalmente, un'usura importante di una parte critica potrebbe essere considerata un indicatore della necessità di sostituire l'intero e costoso utensile, con conseguenti notevoli tempi di inattività e costi di capitale.
L'approccio più intelligente, più sostenibile e molto meno costoso è la sostituzione di precisione dei pezzi. È questo il settore in cui un partner di produzione dedicato può essere di incommensurabile aiuto.
I nostri ingegneri di U-Necessitàche vanta oltre 30 anni di esperienza nel settore delle lavorazioni meccaniche di precisione, conosce le enormi sollecitazioni a cui sono sottoposti i vostri utensili. Siamo esperti nella produzione di componenti per stampi e matrici personalizzati di alta precisione che non solo soddisfano le specifiche originali, ma le superano. Il nostro core business, di cui il 60-70% è costituito da componenti per stampi di tranciatura, stampi a iniezione e attrezzature per teste a freddo, si basa sulla risoluzione del problema dell'usura degli utensili.
Utilizziamo le migliori attrezzature al mondo, tra cui torni di precisione giapponesi Takisawa, elettroerosioni a filo svizzere GF AgieCharmille e elettroerosioni a scintilla giapponesi Seibu/Sodick, per fornire tolleranze leader del settore fino a +/-0,001 mm. Questa precisione, che supera del 90% lo standard industriale, significa che un pezzo di ricambio di U-Need si adatta perfettamente e rende il vostro stampo preciso come prima.
Inoltre, non siamo limitati dai vincoli di costo del produttore originale, quindi possiamo spesso migliorare le prestazioni del pezzo. Grazie a un'attenta scelta di materiali migliori, ad esempio la sostituzione di un acciaio per utensili standard con un carburo di tungsteno ad alte prestazioni o con uno speciale rivestimento PVD, possiamo fornire pezzi di ricambio con una vita utile molto più lunga rispetto all'originale. Questo metodo, che consiste nel sostituire semplicemente i pezzi usurati con altri di alta qualità, ha l'effetto straordinario di aumentare notevolmente la durata totale dei vostri preziosi utensili, massimizzando l'investimento iniziale e riducendo i costosi tempi di fermo della produzione.
Analizzare il Struttura dei costi di stampaggio
È importante capire l'economia dello stampaggio, perché si tratta di un compromesso tra un investimento iniziale elevato e un costo per pezzo molto basso su scala. Il costo complessivo di un progetto può essere suddiviso in tre grandi categorie.
I costi di attrezzaggio sono i primi. La spesa individuale più significativa è la progettazione e la produzione dello stampo personalizzato. I fattori che determinano questo costo iniziale sono la complessità dello stampo (uno stampo progressivo a più stazioni è molto più costoso di un semplice stampo di tranciatura), la precisione richiesta (le tolleranze più strette richiedono una lavorazione più sofisticata), la qualità dell'acciaio utilizzato e le dimensioni dell'utensile in generale. Questo pesante investimento dovrebbe essere recuperato sul volume totale di produzione e quindi il processo è più adatto quando si tratta di grandi tirature.
È importante considerare il costo totale di proprietà (TCO). Sebbene i materiali di qualità inferiore possano ridurre il costo iniziale degli stampi, tendono ad aumentare i costi complessivi a causa della manutenzione frequente, dei tempi di fermo e dell'aumento degli scarti. Acquistando uno stampo di alta qualità con parti più resistenti all'usura, ad esempio realizzato su misura da U-NecessitàLa durata dell'utensile è notevolmente aumentata. Questa strategia consente di risparmiare sui costi a lungo termine rendendo prevedibile la manutenzione e riducendo il rischio di guasti catastrofici, in modo che lo stampo funzioni in modo efficiente per milioni di cicli.
In secondo luogo, i costi variabili per pezzo, che sono bassi quando l'utensile è in funzione. Questo costo è costituito principalmente dalla materia prima stessa. Gli scarti generati (come il nastro portante in uno stampo progressivo) devono essere inclusi in questo costo. A questo si aggiunge il tempo macchina, che è una tariffa oraria della pressa, e la manodopera per impostare e controllare la macchina. Questi costi per pezzo sono mantenuti molto bassi grazie alle alte velocità di produzione e all'automazione.
Infine, occorre tenere conto del costo delle operazioni secondarie. Un pezzo finito non è necessariamente un pezzo stampato. I processi aggiuntivi, tra cui la sbavatura, il trattamento termico di durezza, la finitura superficiale (placcatura, anodizzazione o verniciatura) e l'assemblaggio finale, contribuiscono al costo unitario totale.
In sostanza, il modello economico dello stampaggio è caratterizzato dal volume. L'elevato costo iniziale dell'attrezzatura è compensato dal fatto che i pezzi vengono prodotti in grandi quantità e il costo per pezzo è insignificante.
Applicazioni industriali della tecnologia di stampaggio
Lo stampaggio è una tecnologia produttiva di base che consente di produrre in quasi tutti i principali settori industriali. La sua capacità di produrre componenti metallici duraturi, precisi ed economici in grandi quantità la rende l'opzione preferita di un'enorme gamma di componenti, tra cui enormi pannelli automobilistici e minuscoli terminali elettronici. Di seguito, un esame ristretto di quali prodotti particolari vengono fabbricati attraverso lo stampaggio in queste grandi industrie.
Industria automobilistica
Lo stampaggio è molto utilizzato nell'industria automobilistica. La finitura superficiale di Classe A e la forma dei componenti della carrozzeria (BIW), come porte, cofani e parafanghi, vengono stampate. È importante che il veicolo sia dotato di una struttura a gabbia di sicurezza che viene stampata per formare forme complesse, che offrono rigidità e assorbimento dell'energia d'urto, utilizzando montanti A/B e guide del telaio in acciaio ad alta resistenza. Anche molte staffe più piccole e i supporti del motore, delle sospensioni e dello scarico sono prodotti in serie per la loro resistenza e il loro perfetto adattamento.
Elettronica e telecomunicazioni
Si tratta di un'industria che utilizza lo stampaggio progressivo per produrre in serie pezzi miniaturizzati in cui la precisione è di estrema importanza. I componenti metallici stampati, come i terminali elettrici e i connettori a pin, sono utilizzati in ogni scheda di circuito e nell'assemblaggio dei cavi e sono prodotti a miliardi. I microchip sensibili sono inseriti in schermi EMI/RFI stampati per evitare interferenze di segnale. Inoltre, le cornici interne che collegano un chip di silicio ai pin esterni di un circuito integrato sono un tipico esempio di stampaggio ad alta precisione.
Industrie aerospaziali e mediche
Lo stampaggio viene applicato nell'industria aerospaziale per produrre migliaia di staffe e clip leggere ma resistenti per la cellula, realizzate in leghe di alluminio e titanio, che tengono in posizione cablaggi e sistemi. Nei motori a reazione sono necessarie guarnizioni e anelli di tenuta stampati in superleghe resistenti al calore.
La professione medica richiede la massima precisione e sterilità. Gli strumenti chirurgici, sia monouso che riutilizzabili, tra cui pinze e pinze, sono realizzati con lo stampaggio. È anche il metodo principale per realizzare gli involucri in titanio biocompatibile di dispositivi impiantabili come i pacemaker, che devono essere ermeticamente sigillati e assolutamente affidabili.
Elettrodomestici di consumo e HVAC
Gli elettrodomestici presenti nelle nostre case sono costruiti utilizzando parti stampate. Lavatrici, asciugatrici e frigoriferi hanno grandi pannelli stampati come involucro esterno. All'interno, i componenti stampati sono i supporti del motore, le staffe di supporto e i componenti del tamburo. Le pale delle ventole dei sistemi HVAC sono stampate con angoli precisi per garantire il miglior flusso d'aria e le sottili alette che costituiscono le serpentine degli scambiatori di calore sono stampate a milioni su linee di stampaggio ad alta velocità.
Stampaggio di stampi e altri metodi di produzione
Per prendere una decisione informata, gli ingegneri devono soppesare i vantaggi dello stampaggio con altri processi produttivi comuni.
| Metrica di confronto | Stampaggio di stampi | Lavorazione CNC | Pressofusione | Forgiatura |
| Tipo di processo | Formatura a freddo della lamiera | Sottrattivo, taglio da un blocco solido | Iniezione di metallo fuso nello stampo | Formatura a caldo o a freddo di billette solide |
| Costo unitario (alto volume) | Molto basso | Alto | Da basso a medio | Medio |
| Costo degli utensili | Molto alto | Da basso a nessuno | Molto alto | Alto |
| Velocità di produzione | Molto veloce | Lento | Veloce | Medio |
| Tempo di esecuzione (iniziale) | Lungo (per utensili) | Veloce | Lungo (per utensili) | Lungo (per utensili) |
| Selezione del materiale | Ampia gamma di lamiere | Molto ampio, quasi tutti i materiali lavorabili | Limitatamente alle leghe colabili (Al, Zn, Mg) | Limitato alle leghe forgiabili (acciaio, Al, Ti) |
| Parte Complessa | Ottimo per forme complesse 2D/3D | Eccellente per geometrie molto complesse | Eccellente per pezzi intricati e a forma di rete | Ottimo per forme forti e semplici |
| Precisione dimensionale | Da buono a eccellente | Eccellente | Buono | Da discreto a buono |
| Materiale di scarto | Moderato (ad esempio, striscia portante) | Alto (produce trucioli) | Basso (i rottami sono facilmente riciclabili) | Molto basso |
| Ideale per | Produzione in grandi volumi di pezzi in lamiera che richiedono velocità e costi unitari contenuti. | Prototipi, produzione di bassi volumi, pezzi con geometrie estremamente complesse o tolleranze ristrette. | Pezzi di grandi dimensioni con dettagli intricati e pareti sottili, soprattutto in metalli non ferrosi. | Parti ad alta resistenza e critiche per la sicurezza che richiedono una resistenza alla fatica superiore (ad esempio, alberi a gomito). |
Il futuro: Stampaggio intelligente e sostenibile
Il settore dello stampaggio non è statico. Spinta dalle esigenze dell'Industria 4.0 e dalla necessità di una maggiore efficienza e sostenibilità, la tecnologia continua a evolversi.
Stampi intelligenti e manutenzione predittiva
Il futuro dell'utensileria è rappresentato dagli "stampi intelligenti". Integrando sensori IoT direttamente nello stampo, i produttori possono monitorare i parametri critici in tempo reale.
- Sensori di temperatura può rilevare il surriscaldamento causato da una lubrificazione inadeguata.
- Sensori di pressione possono monitorare le forze di formatura per garantire la coerenza e rilevare le variazioni di materiale.
- Sensori di vibrazione o acustici è in grado di identificare l'impronta acustica di un punzone che inizia a smussarsi o a incrinarsi, molto prima che provochi un guasto catastrofico.
Questi dati confluiscono in un sistema centrale che utilizza algoritmi di apprendimento automatico per prevedere quando è necessaria la manutenzione. In questo modo si passa da una manutenzione reattiva (riparazione di un utensile rotto) o preventiva (sostituzione di parti in base a un programma fisso) a una manutenzione predittiva (intervento al momento ottimale), massimizzando i tempi di attività e la durata degli utensili.
Il ruolo della simulazione nella progettazione
I software avanzati di analisi agli elementi finiti (FEA), come AutoForm o Pam-Stamp, sono diventati uno strumento indispensabile per la moderna progettazione degli stampi. Prima di tagliare l'acciaio, gli ingegneri possono creare un gemello digitale completo dello stampo e del processo di stampaggio. Questa simulazione può prevedere con precisione:
- Flusso di materiale: Come la lamiera si allunga e si comprime durante la formatura.
- Difetti: Potenziali problemi come screpolature, rughe o eccessivo assottigliamento.
- Ritorno a molla: La tendenza del materiale a ritornare parzialmente alla sua forma originale dopo la formatura.
Identificando e correggendo questi problemi in ambito digitale, le aziende possono ridurre drasticamente i tempi e i costi associati alle prove e alle modifiche degli utensili fisici, con conseguenti lanci di prodotti più rapidi e processi produttivi più solidi.
Stampaggio di materiali avanzati
La spinta all'alleggerimento nell'industria automobilistica e aerospaziale ha portato a una significativa innovazione nello stampaggio di materiali avanzati come gli acciai avanzati ad alta resistenza (AHSS) e le leghe di alluminio. Questi materiali offrono un'incredibile resistenza, ma sono meno tolleranti nella formatura rispetto al tradizionale acciaio dolce. Ciò ha portato allo sviluppo di nuove tecniche come lo stampaggio a caldo (o tempra in pressa), in cui il materiale viene riscaldato ad alta temperatura prima di essere formato e poi rapidamente raffreddato nello stampo. Questo processo crea pezzi con una resistenza eccezionalmente elevata, consentendo una significativa riduzione del peso senza compromettere la sicurezza.
Partnership per il successo nella timbratura personalizzata
La scelta del processo di produzione appropriato non è l'unica cosa da fare. Un progetto, in particolare uno che utilizza pezzi personalizzati e richiede applicazioni impegnative, può avere successo solo se viene scelto il partner di produzione giusto. Un partner eccellente non è solo qualcuno in grado di produrre pezzi, ma anche qualcuno in grado di fornire conoscenze tecniche, garanzia di qualità e una conoscenza approfondita dell'intero ciclo di vita degli utensili.
Nel valutare un potenziale partner, occorre tenere conto di quanto segue:
- Competenze tecniche: Hanno esperienza nella progettazione per la producibilità (DFM)? Sono in grado di suggerire miglioramenti dei materiali o dei processi?
- Sistemi di qualità: Dispongono di una certificazione (ad esempio ISO 9001:2015)? Dispongono di un sistema di controllo qualità multi-fase ben sviluppato, che inizia con l'ispezione delle materie prime e termina con il controllo dimensionale finale mediante strumenti sofisticati come le CMM?
- Supporto al ciclo di vita: Cosa fare quando un utensile si usura? Forniscono risposte diverse dalla quotazione di un nuovo e costoso utensile?
Un partner innovativo si rende conto che la vostra prosperità si basa sulla durata e sull'efficienza dei vostri beni strumentali. Questo è il principio su cui abbiamo basato la nostra attività in U-Need. Non ci limitiamo a produrre parti di ricambio per stampi. Utilizziamo anche i nostri oltre 30 anni di esperienza nella lavorazione di precisione per sviluppare parti personalizzate per le vostre attrezzature di produzione specializzate, in modo che tutti gli elementi della vostra linea siano ottimizzati per funzionare. Disponiamo di un solido servizio post-vendita con garanzia di un anno, risposta ai problemi in 24 ore e sostituzione gratuita di qualsiasi parte difettosa.
Quando si sceglie un partner in grado di offrire questo livello di supporto olistico, non si acquista un componente, ma si investe in un ecosistema produttivo più resiliente, efficiente e redditizio.



