L'emboutissage, une forme d'emboutissage de métaux sur mesure, est un pilier de la fabrication moderne, un processus rapide et précis qui permet de fabriquer une quantité incroyable de pièces métalliques que nous utilisons dans notre vie de tous les jours, qu'il s'agisse des connecteurs complexes de nos smartphones ou des panneaux structurels de nos voitures. Pour un ingénieur, un responsable des achats et un concepteur, une connaissance approfondie de cette technologie n'est pas seulement un avantage, mais une nécessité pour le développement de produits rentables, fiables et évolutifs.
Ce guide détaillé examine de plus près les principes fondamentaux de l'emboutissage, ses différents processus, les opérations importantes qu'il implique et la conception complexe de l'outil d'emboutissage lui-même. Nous examinerons certaines des applications industrielles les plus importantes, nous vous guiderons dans le processus de sélection des matériaux et nous établirons une comparaison claire avec d'autres processus de fabrication. Nous examinerons également le cycle de vie des outils d'emboutissage et présenterons quelques idées sur la manière d'en tirer le meilleur parti et d'en prolonger la durée de vie, et enfin nous examinerons l'avenir de cette industrie dynamique.
Qu'est-ce que le matriçage ? Une vue d'ensemble
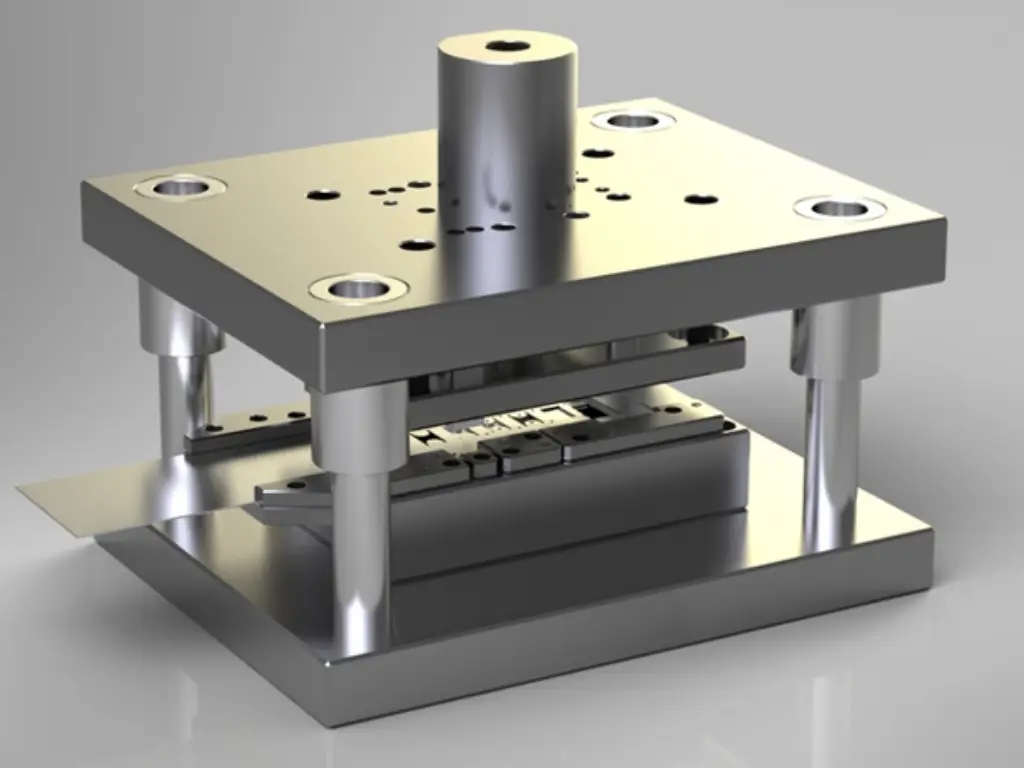
L'estampage est un processus de fabrication à froid qui sert à former ou à découper une feuille de métal plat selon la géométrie souhaitée. Pour ce faire, une feuille de métal est prise en sandwich entre les deux moitiés d'un outil spécial appelé matrice. Une presse d'emboutissage est ensuite utilisée pour exercer une force considérable, qui déforme plastiquement ou cisaille le matériau pour lui donner la forme de la matrice. Bien qu'il soit souvent interchangeable avec le terme plus général d'emboutissage de la tôle, l'emboutissage sous pression se concentre plus particulièrement sur la matrice en tant qu'outil de formage. C'est le cœur de l'opération, avec des matrices d'emboutissage soigneusement conçues qui déterminent la taille, les caractéristiques et la précision de la pièce finale. L'ensemble du processus d'emboutissage peut être divisé en trois composantes principales :
- La presse à timbrer : La machine qui fournit la force (tonnage) pour fermer la matrice. Les presses peuvent être mécaniques ou hydrauliques, et leur taille varie, des petites presses montées sur un établi aux énormes machines qui remplissent une pièce.
- Le Filière d'estampage: L'outil spécial, généralement en acier trempé, qui présente la cavité ou la forme dans laquelle la tôle est formée. Il est composé d'une partie supérieure et d'une partie inférieure qui s'emboîtent l'une dans l'autre. La pièce : La matière première, qui peut être une pièce métallique sous la forme d'une feuille, d'une bobine ou d'une ébauche prédécoupée. Les matériaux courants sont l'acier, l'aluminium, le cuivre et l'acier inoxydable.
Le concept de base de l'estampage repose sur la déformation plastique. Lorsque la force de pression est supérieure à la limite d'élasticité du métal, celui-ci prend de façon permanente la forme de la matrice. Lorsque la force est concentrée sur une arête vive, elle est supérieure à la résistance au cisaillement du matériau et une opération de découpe ou de découpage se produit. C'est cette capacité à couper et à façonner en un seul coup, une opération à grande vitesse, qui fait de l'emboutissage un processus extrêmement efficace pour la production de masse.
Principaux procédés et types d'emboutissage
Le terme "matriçage" englobe plusieurs types distincts de matrices et de procédés, chacun optimisé pour des complexités de pièces, des volumes de production et des considérations de coût différents. Le choix du meilleur procédé d'emboutissage est une décision cruciale qui a un impact sur le coût du projet, le délai de production et la qualité des pièces. Les trois types les plus courants sont l'emboutissage progressif, l'emboutissage par transfert et l'emboutissage composé.
Estampage progressif
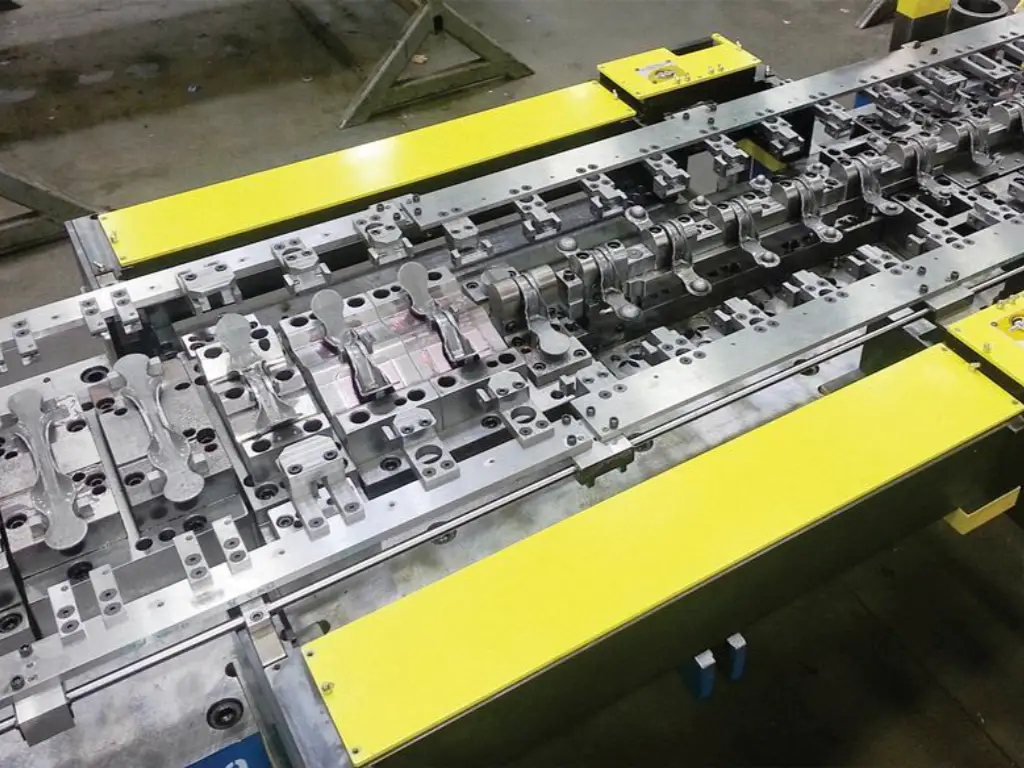
L'emboutissage progressif constitue la forme la plus aboutie de formage des métaux, en termes de volume et d'efficacité. Au cours de ce processus, une bande de métal est acheminée d'une bobine à travers la presse et dans une matrice dotée de différentes stations. Lors des cycles de la presse, le matériau se déplace ou avance d'une distance spécifique dans la matrice à chaque cycle de la presse. À chaque station, une opération particulière (poinçonnage, frappe ou pliage) est effectuée en même temps.
La pièce est maintenue sur la bande porteuse tout au long de son passage dans la filière, de sorte qu'elle est parfaitement alignée à chaque étape. La partie finie est ensuite coupée de la bande dans la dernière station. Il s'agit d'un processus automatisé et continu qui permet de produire des pièces complexes à des vitesses extrêmement élevées, parfois des centaines, voire des milliers de pièces par minute.
- Principe de fonctionnement : Alimentation continue du matériau, plusieurs opérations par coup de presse, la pièce reste sur la bande support jusqu'à la dernière opération.
- Avantages :
- Vitesse extrême : convient lorsque les volumes de production sont très élevés (des centaines de milliers à des millions de pièces).
- Faible coût par pièce : Une fois l'outil construit, les coûts de main-d'œuvre et d'exploitation par pièce sont très faibles.
- Haute répétabilité : Permet d'obtenir des pièces très cohérentes et précises car l'outillage est fixe.
- Géométries complexes : Capacité à produire des pièces complexes grâce à l'intégration de nombreuses opérations dans un seul outil.
- Inconvénients :
- Coût élevé de l'outillage : Les matrices progressives sont compliquées et coûteuses à concevoir et à construire.
- Long délai d'approvisionnement en outillage : le processus de conception et de fabrication de la matrice peut prendre des semaines, voire des mois.
- Déchets de matériaux : La bande de support nécessaire à l'alimentation devient un matériau de rebut.
Découpage par transfert
L'estampage par transfert est similaire à l'estampage progressif car il utilise une seule presse avec plusieurs stations pour effectuer une série d'opérations. Mais la différence essentielle est la suivante : une fois que la pièce a été découpée dans la feuille, elle n'est plus attachée à une bande de support. Ensuite, la pièce individuelle est transférée par un système de transfert mécanique, généralement à l'aide de doigts ou de pinces, d'une opération à la station suivante de la presse. Cette opération est réalisée à l'aide de matrices de transfert spécialisées.
Ce procédé est particulièrement adapté aux pièces de grande taille qui ne sont pas facilement soutenues par une bande de support, ou aux pièces qui doivent être embouties et dont le matériau doit pouvoir s'écouler librement sans être confiné par une bande.
- Principe de fonctionnement : La pièce brute est séparée, puis transférée mécaniquement d'un poste à l'autre pour effectuer les opérations suivantes.
- Avantages :
- Grandes pièces : Convient aux pièces trop grandes ou trop volumineuses pour être introduites dans une filière progressive.
- Flexibilité : Permet des opérations telles que l'emboutissage et l'accès à la pièce dans toutes les directions.
- Moins de déchets matériels : Aucune bande de support n'est nécessaire, ce qui permet d'améliorer l'utilisation des matériaux.
- Inconvénients :
- Vitesse de production réduite : le transfert mécanique est plus lent que l'alimentation continue d'une filière progressive.
- Outillage et équipement coûteux : Il faut un système de transfert compliqué en plus du jeu de matrices.
- Complexité : La coordination entre la presse et le système de transfert introduit un élément de complexité dans le système.
Estampage de matrices composées
Ces opérations sont généralement effectuées en une seule étape, à la fois pour former les caractéristiques internes (telles que les trous) et le contour externe (découpage) de la pièce. Les composants du poinçon et de la matrice pour les coupes internes et externes sont montés sur la même station.
Cette technique est réputée pour sa grande précision dans la préservation de la relation positionnelle entre les caractéristiques. Comme toutes les coupes sont effectuées simultanément avec le matériau complètement contraint, la concentricité et les tolérances de bord à bord peuvent être maintenues à un niveau très élevé. Cette technique est surtout utilisée dans la fabrication de pièces relativement plates, comme les rondelles ou les ébauches d'engrenages, où la précision des dimensions est de la plus haute importance.
- Principe de fonctionnement : Plusieurs opérations de coupe sont effectuées sur une même station par un seul coup de presse.
- Avantages :
- Grande précision dimensionnelle : Meilleure gestion des tolérances d'une caractéristique à l'autre et d'une caractéristique à l'autre.
- Haute répétabilité : Permet d'obtenir des pièces très plates et homogènes.
- Moins coûteux pour les pièces moins complexes : Dans certaines applications, l'outillage peut être plus simple que les matrices progressives.
- Inconvénients :
- Plus lent que l'estampage progressif : Une pièce est fabriquée par course et le processus n'est pas continu.
- Complexité limitée des pièces : Normalement limité aux pièces plates et incapable d'effectuer des opérations de formage importantes telles que l'emboutissage.
- Élimination de la ferraille : L'éjection de la pièce finie et des limailles internes peut être plus compliquée.
Comparaison des procédés d'emboutissage
| Fonctionnalité | Estampage progressif | Découpage par transfert | Estampage de matrices composées |
| Volume de production idéal | Très élevé (100 000+) | Moyenne à élevée (10 000+) | De faible à élevé |
| Coût par pièce | Très faible | Faible à moyen | Faible |
| Coût de l'outillage et délai d'exécution | Très élevé | Haut | Moyen à élevé |
| Vitesse de production | Très rapide | Moyen à rapide | Lent à moyen |
| Taille maximale des pièces | Petite à moyenne | Moyen à très grand | Petite à moyenne |
| Complexité des pièces | Haut (courbes multiples, formes) | Élevée (surtout pour les tirages profonds) | Faible à moyen (principalement plat) |
| Précision dimensionnelle | Bon à excellent | Bon | Excellent |
| Utilisation des matériaux | Modéré (la bande transporteuse est de la ferraille) | Bon à excellent | Bon |
| Meilleur pour | Petites pièces complexes comme les connecteurs, les terminaux et les supports dans la production de masse. | Pièces plus grandes telles que les panneaux de carrosserie automobile, les coques embouties et les boîtiers d'appareils électroménagers. | Pièces plates nécessitant une grande précision, telles que les rondelles, les cales et les ébauches d'engrenages. |
Opérations de base : De la découpe au dessin
Dans chaque processus d'emboutissage, une série d'opérations fondamentales sont effectuées pour transformer la tôle brute. Ces opérations peuvent être classées en deux grandes catégories : les opérations de découpe et les opérations de formage.
Opérations de coupe (cisaillement)
Ces processus impliquent l'utilisation d'une force si importante qu'elle dépasse la résistance au cisaillement du matériau et que celui-ci se fracture et se fend le long d'une ligne spécifique.
- Mise à blanc : Le processus de cisaillement de l'ensemble du contour extérieur d'une pièce dans une feuille plus grande. La pièce souhaitée est celle qui est découpée.
- Piercing (ou Punching) : Le processus de fabrication d'un trou interne ou d'une fente dans une pièce. Le rebut (lopin) est la matière découpée.
- Taille : Un processus secondaire utilisé pour éliminer la matière supplémentaire ou les bavures sur le bord d'une pièce formée afin de produire la dimension finale précise.
- Entaille : Un processus d'usinage qui enlève de la matière sur le bord d'une pièce.
Opérations de formage
Ces opérations déforment le matériau au-delà de sa limite d'élasticité sans provoquer intentionnellement une défaillance ou une fracture.
- Pliage : Le processus de déformation d'un matériau le long d'un axe droit, créant un angle permanent. Il s'agit de l'une des opérations de formage les plus courantes, utilisée pour créer des caractéristiques telles que des brides et des languettes.
- Dessin : Cette opération consiste à donner à une ébauche plate une forme creuse tridimensionnelle. Elle est réalisée en forçant le matériau dans une cavité de matrice à l'aide d'un poinçon. L'emboutissage profond désigne les cas où la profondeur de la pièce est supérieure à son diamètre. Cette opération est utilisée pour fabriquer des produits tels que des boîtes de conserve, des coquilles et des boîtiers.
- Monnaie : Il s'agit d'une opération de pressage intense au cours de laquelle le matériau est forcé de s'écouler dans les moindres détails d'une matrice. Il s'agit d'appliquer une pression extrêmement élevée pour créer des caractéristiques tranchantes, des inscriptions ou des surfaces très lisses. La fabrication de pièces de monnaie en est un excellent exemple.
- Gaufrage : Procédé utilisé pour créer un motif en relief ou en creux dans la tôle. Contrairement au monnayage, le gaufrage implique un étirement du matériau et n'entraîne qu'une modification minime de son épaisseur.
Le poinçon de marquage : conception, usure, longévité et coût
La matrice d'emboutissage est au cœur de tout le processus de fabrication. Sa conception, son matériau et son état déterminent directement la qualité de la pièce finale, l'efficacité de la production et la rentabilité globale de l'opération. Une matrice bien conçue peut effectuer des millions de cycles avec une intervention minimale, tandis qu'une matrice mal construite peut entraîner des temps d'arrêt constants, des défauts de pièces et des coûts excessifs.
L'anatomie d'un poinçon de marquage
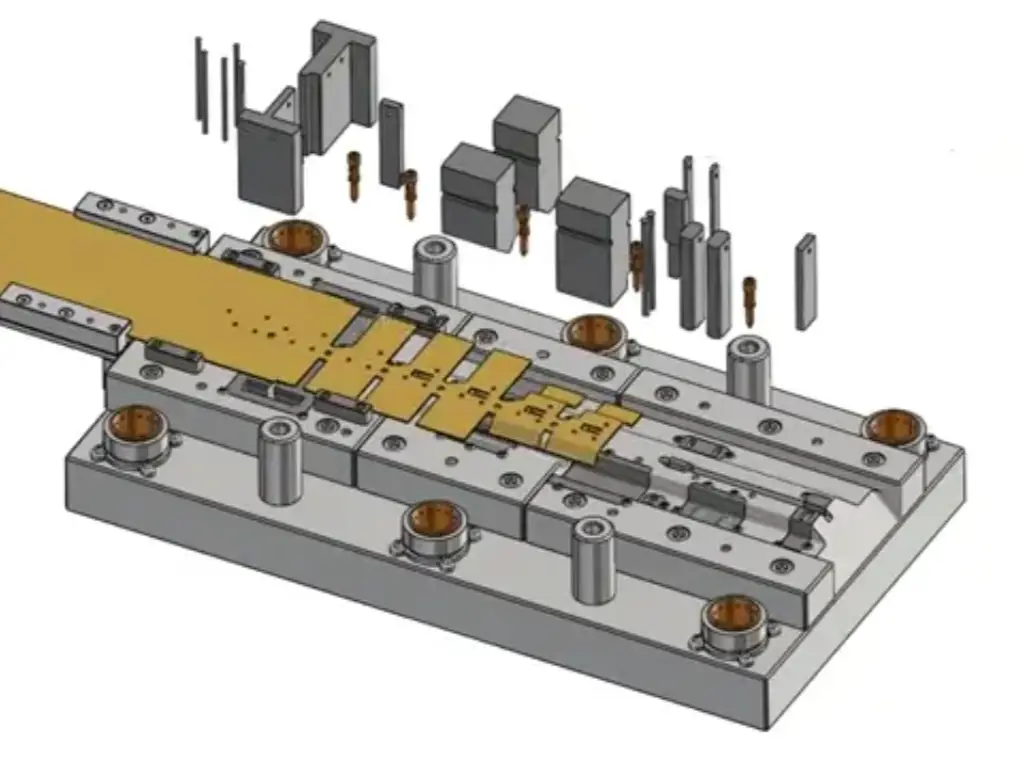
Une matrice d'emboutissage est un assemblage complexe de composants usinés avec précision et fonctionnant en parfaite harmonie. Bien que les conceptions varient en fonction du processus, la plupart d'entre elles contiennent plusieurs éléments clés :

- Jeu de matrices : La base de l'outil, composée d'un sabot inférieur (boulonné au bâti de la presse) et d'un sabot supérieur (boulonné au coulisseau de la presse). Ces éléments sont alignés par des goupilles de guidage et des douilles pour assurer un accouplement parfait.
- Bloc de la matrice (ou cavité de la matrice) : La partie inférieure et fixe de l'outil qui contient la forme femelle ou l'arête de coupe.
- Plaque de poinçonnage : La partie supérieure de l'outil qui contient les poinçons, qui sont les composants mâles qui effectuent la coupe ou le formage.
- Plaque de décapage : Plaque qui entoure le poinçon et qui sert à décoller le matériau du poinçon rentrant après une opération. Cela empêche le matériau de coller et de se soulever avec le poinçon.
- Pilotes : Les localisateurs en forme de goupilles qui s'engagent dans les trous précédemment percés dans la bande de matériau pour assurer un alignement et une progression précis dans une filière progressive.
Un défi inévitable : l'usure des outils et son impact
Pendant leur fonctionnement, ces composants sont soumis à d'immenses forces, à des frottements et à des chocs à chaque coup de presse. Cela conduit inévitablement à l'usure de l'outil, une dégradation progressive des surfaces critiques de la matrice. Les principales formes d'usure sont les suivantes
- Usure abrasive : Causé par des particules dures dans la tôle qui rayent et entaillent les surfaces de l'outil.
- Usure de l'adhésif : Se produit lorsque des soudures microscopiques se forment entre la pièce à usiner et la surface de l'outil sous l'effet d'une forte pression, et qu'elles sont ensuite déchirées, ce qui arrache de la matière à l'outil.
- Fatigue : Fissuration et écaillage de la surface de l'outil causés par la charge cyclique répétée de la presse.
Cette usure n'est pas seulement un problème de maintenance ; elle a un impact direct sur la qualité et le coût de la production. Une arête de coupe usée produira une bavure plus importante sur la pièce. Un rayon de formage usé modifiera les dimensions finales d'un pliage. Cette dégradation entraîne des pièces hors tolérance, une augmentation des taux de rebut et, en fin de compte, des arrêts de production coûteux pour l'entretien ou le remplacement des outils.
Prolonger la durée de vie des matrices grâce à des pièces de rechange personnalisées
L'usure des composants critiques de l'outil est inévitable dans le cadre d'une production à haut volume. Traditionnellement, une usure importante d'une pièce critique pourrait être considérée comme un indicateur de la nécessité de remplacer l'ensemble de l'outil coûteux, ce qui entraînerait un temps d'arrêt et un coût d'investissement considérables.
L'approche la plus intelligente, la plus durable et la moins coûteuse est le remplacement de pièces de précision. C'est dans ce domaine qu'un partenaire de fabrication spécialisé peut être d'une aide incommensurable.
Nos ingénieurs à U-Besoinqui ont plus de 30 ans d'expérience dans le domaine de l'usinage de précision, connaissent les contraintes énormes auxquelles est soumis votre outillage. Nous sommes experts dans la production de composants de moules et de matrices personnalisés de haute précision qui ne sont pas seulement fabriqués pour répondre aux spécifications d'origine, mais pour les surpasser. Notre activité principale, dont 60 à 70 % sont des pièces destinées aux matrices d'emboutissage, aux moules d'injection et à l'outillage de frappe à froid, est basée sur la résolution du problème de l'usure des outils.
Nous utilisons les meilleurs équipements au monde, notamment des tours de précision japonais Takisawa, des électroérosions à fil suisses GF AgieCharmille et des électroérosions à étincelles japonaises Seibu/Sodick, afin de fournir des tolérances de pointe allant jusqu'à +/-0,001 mm. Cette précision, qui dépasse de 90 % la norme industrielle, signifie qu'une pièce de rechange de U-Need s'adaptera parfaitement et rendra votre outil aussi précis qu'il l'était auparavant.
En outre, nous ne sommes pas limités par les restrictions de coûts du fabricant d'origine, ce qui nous permet d'améliorer fréquemment les performances de la pièce. En choisissant soigneusement de meilleurs matériaux, par exemple en remplaçant un acier à outils standard par un carbure de tungstène haute performance ou un revêtement PVD spécial, nous pouvons fournir des pièces de rechange ayant une durée de vie beaucoup plus longue que l'original. Cette méthode, qui consiste simplement à remplacer les pièces usées par des pièces de haute qualité, a pour effet spectaculaire d'augmenter considérablement la durée de vie totale de votre précieux outillage, de maximiser votre investissement initial et de réduire les coûteux temps d'arrêt de la production.
Analyse de la Structure des coûts de l'estampage
Il est important de comprendre les aspects économiques de l'estampage, car il s'agit d'un compromis entre un investissement initial élevé et un coût par pièce très faible à l'échelle. Le coût global d'un projet peut être divisé en trois grandes catégories.
Les coûts d'outillage sont les premiers. La dépense individuelle la plus importante est la conception et la fabrication de la matrice personnalisée. Les facteurs qui déterminent ce coût initial sont la complexité de la matrice (une matrice progressive à plusieurs stations est beaucoup plus coûteuse qu'une simple matrice de découpage), la précision requise (des tolérances plus serrées nécessitent un usinage plus sophistiqué), la qualité de l'acier à outils utilisé et la taille de l'outil en général. Ce lourd investissement doit être amorti sur le volume total de production et le processus est donc plus approprié lorsqu'il s'agit de grandes séries.
Le coût total de possession (CTP) est un élément important à prendre en compte. Bien que les matériaux de qualité inférieure puissent réduire le coût initial de l'outillage, ils ont tendance à augmenter les coûts globaux en raison de la maintenance fréquente, des temps d'arrêt et de l'augmentation des taux de rebut. En achetant une matrice de haute qualité avec des pièces plus résistantes à l'usure, par exemple fabriquée sur mesure par U-BesoinLa durée de vie de l'outil s'en trouve considérablement augmentée. Cette stratégie permet de réduire les coûts à long terme en rendant la maintenance prévisible et en réduisant le risque de défaillance catastrophique, de sorte que la matrice fonctionne efficacement pendant des millions de cycles.
Viennent ensuite les coûts variables par pièce, qui sont faibles lorsque l'outil est en service. Ce coût est principalement constitué de la matière première elle-même. Tout rebut généré (comme la bande porteuse dans une matrice progressive) doit être inclus dans ce coût. À cela s'ajoutent le temps machine, qui est un taux horaire de la presse, et la main d'œuvre pour installer et surveiller la machine. Ces coûts par pièce sont maintenus à un niveau très bas grâce à des vitesses de production élevées et à l'automatisation.
Enfin, le coût des opérations secondaires doit être pris en compte. Une pièce finie n'est pas nécessairement une pièce emboutie. Les processus supplémentaires tels que l'ébavurage, le traitement thermique de dureté, la finition de surface (placage, anodisation ou peinture) et l'assemblage final contribuent au coût unitaire total.
Le modèle économique de l'emboutissage se caractérise essentiellement par le volume. Le coût initial élevé de l'outillage est compensé par le fait que les pièces sont produites en grandes quantités, de sorte que le coût par pièce est insignifiant.
Applications industrielles de la technologie d'emboutissage
L'emboutissage est une technologie de fabrication de base qui permet de produire dans presque tous les grands secteurs industriels. Sa capacité à fabriquer des composants métalliques durables, précis et économiques en grandes quantités en fait l'option préférée d'une vaste gamme de composants, y compris d'énormes panneaux automobiles et de minuscules terminaux électroniques. Nous allons maintenant examiner de plus près les produits particuliers qui sont fabriqués par emboutissage dans ces grandes industries.
Industrie automobile
L'estampage est surtout utilisé dans l'industrie automobile. La finition de surface de classe A et la forme des pièces de carrosserie telles que les portes, les capots et les ailes sont embouties. La structure de la cage de sécurité du véhicule est emboutie pour former des formes complexes qui assurent la rigidité et l'absorption de l'énergie en cas de collision, en utilisant des piliers A/B et des rails de châssis en acier à haute résistance. De nombreux supports plus petits et des supports de moteur, de suspension et d'échappement sont également produits en série en raison de leur solidité et de leur parfaite adaptation.
Électronique et télécommunications
Il s'agit d'une industrie qui utilise l'estampage progressif pour produire en masse des pièces miniatures dont la précision est de la plus haute importance. Les composants métalliques estampés, tels que les bornes électriques et les connecteurs à broches, sont utilisés dans chaque carte de circuit imprimé et chaque assemblage de câble, et sont fabriqués par milliards. Les micropuces sensibles sont placées dans des écrans EMI/RFI estampés afin d'éviter les interférences entre les signaux. En outre, les grilles de connexion internes qui relient une puce de silicium aux broches extérieures d'un circuit intégré sont un exemple typique d'estampage de haute précision.
Industries aérospatiale et médicale
L'estampage est utilisé dans l'industrie aérospatiale pour produire des milliers de supports et d'attaches légers mais solides pour les cellules d'avion, en alliages d'aluminium et de titane, qui maintiennent le câblage et les systèmes en place. Les joints et les anneaux de retenue estampés en superalliages résistants à la chaleur sont nécessaires dans les moteurs à réaction.
La profession médicale exige la plus grande précision et la plus grande stérilité. Les instruments chirurgicaux jetables et réutilisables, y compris les pinces et les clamps, sont fabriqués par emboutissage. C'est également le principal moyen de fabriquer les boîtiers en titane biocompatible des dispositifs implantables tels que les stimulateurs cardiaques, qui doivent être hermétiquement scellés et absolument fiables.
Appareils ménagers et CVC
Les appareils électroménagers de nos maisons sont construits à partir de pièces embouties. Les lave-linge, les sèche-linge et les réfrigérateurs ont de grands panneaux estampés comme enveloppe extérieure. À l'intérieur, les pièces estampées sont des supports de moteur, des supports de fixation et des composants du tambour. Les pales des ventilateurs des systèmes de chauffage, de ventilation et de climatisation sont embouties à des angles précis pour assurer le meilleur débit d'air, et les fines ailettes qui constituent les serpentins des échangeurs de chaleur sont embouties par millions sur des lignes d'emboutissage à grande vitesse.
Estampage par rapport à d'autres méthodes de fabrication
Pour prendre une décision éclairée, les ingénieurs doivent comparer les avantages de l'emboutissage à ceux d'autres procédés de fabrication courants.
| Mesure de comparaison | Marquage à l'emporte-pièce | Usinage CNC | Moulage sous pression | Forgeage |
| Type de processus | Formage à froid de la tôle | Soustractif, découpe à partir d'un bloc solide | Injection de métal en fusion dans le moule | Formage à chaud ou à froid de billettes solides |
| Coût unitaire (volume élevé) | Très faible | Haut | Faible à moyen | Moyen |
| Coût de l'outillage | Très élevé | Faible à nulle | Très élevé | Haut |
| Vitesse de production | Très rapide | Lenteur | Rapide | Moyen |
| Délai d'exécution (initial) | Long (pour l'outillage) | Rapide | Long (pour l'outillage) | Long (pour l'outillage) |
| Sélection des matériaux | Large gamme de tôles | Très large, presque tous les matériaux usinables | Limité aux alliages coulables (Al, Zn, Mg) | Limité aux alliages forgeables (acier, Al, Ti) |
| Complexité des pièces | Bon pour les formes complexes 2D/3D | Excellent pour les géométries très complexes | Excellent pour les pièces complexes en forme de filet | Bon pour les formes fortes et simples |
| Précision dimensionnelle | Bon à excellent | Excellent | Bon | Moyen à bon |
| Déchets matériels | Modéré (par exemple, bande transporteuse) | Élevée (produit des copeaux/de la boue) | Faible (la ferraille est facilement recyclée) | Très faible |
| Mieux adapté pour | Production en grande série de pièces en tôle nécessitant rapidité et faible coût unitaire. | Prototypes, production de faibles volumes, pièces aux géométries extrêmement complexes ou aux tolérances serrées. | Pièces de grand volume aux détails complexes et aux parois minces, en particulier en métaux non ferreux. | Pièces à haute résistance, critiques pour la sécurité et nécessitant une résistance supérieure à la fatigue (par exemple, les vilebrequins). |
L'avenir : L'estampillage intelligent et durable
Le domaine de l'estampage n'est pas statique. Poussée par les exigences de l'industrie 4.0 et la nécessité d'une efficacité et d'une durabilité accrues, la technologie continue d'évoluer.
Matrices intelligentes et maintenance prédictive
L'avenir de l'outillage réside dans les "matrices intelligentes". En intégrant des capteurs IdO directement dans le moule d'emboutissage, les fabricants peuvent surveiller les paramètres critiques en temps réel.
- Capteurs de température peut détecter une surchauffe causée par une lubrification insuffisante.
- Capteurs de pression peut contrôler les forces de formage afin de garantir la cohérence et de détecter les variations de matériaux.
- Capteurs de vibrations ou acoustiques peut identifier la signature acoustique d'un poinçon qui commence à s'émousser ou à se fissurer, bien avant qu'il ne provoque une défaillance catastrophique.
Ces données alimentent un système central qui utilise des algorithmes d'apprentissage automatique pour prédire quand la maintenance est nécessaire. On passe ainsi d'une maintenance réactive (réparer un outil cassé) ou préventive (remplacer des pièces selon un calendrier fixe) à une maintenance prédictive (intervenir au moment optimal), ce qui permet de maximiser le temps de fonctionnement et la durée de vie de l'outil.
Le rôle de la simulation dans la conception
Les logiciels avancés d'analyse par éléments finis (FEA), tels qu'AutoForm ou Pam-Stamp, sont devenus des outils indispensables à la conception d'outils modernes. Avant de découper l'acier, les ingénieurs peuvent créer un jumeau numérique complet de l'outil et du processus d'emboutissage. Cette simulation permet de prédire avec précision :
- Flux de matériaux : La façon dont la tôle s'étire et se comprime lors de sa formation.
- Défauts : Problèmes potentiels tels que les fissures, les rides ou l'amincissement excessif.
- Retour à l'état initial : La tendance du matériau à reprendre partiellement sa forme d'origine après sa mise en forme.
En identifiant et en corrigeant ces problèmes dans le domaine numérique, les entreprises peuvent réduire considérablement le temps et les coûts associés aux essais et aux modifications des outils physiques, ce qui permet de lancer des produits plus rapidement et de mettre en place des processus de fabrication plus robustes.
Emboutissage de matériaux avancés
La recherche de légèreté dans les secteurs de l'automobile et de l'aérospatiale a donné lieu à des innovations significatives dans l'emboutissage de matériaux avancés tels que les aciers avancés à haute résistance (AHSS) et les alliages d'aluminium. Ces matériaux offrent une résistance incroyable mais sont moins faciles à former que l'acier doux traditionnel. Cela a conduit au développement de nouvelles techniques telles que l'estampage à chaud (ou le durcissement à la presse), où le matériau est chauffé à une température élevée avant d'être formé, puis rapidement trempé dans la matrice. Ce procédé permet de créer des pièces d'une résistance exceptionnellement élevée, ce qui permet de réduire considérablement le poids sans compromettre la sécurité.
Partenariat pour le succès de l'estampillage à façon
Le choix du processus de fabrication approprié n'est pas tout. Un projet, en particulier s'il s'agit de pièces sur mesure et d'applications difficiles, ne peut être couronné de succès que si l'on choisit le bon partenaire de fabrication. Un excellent partenaire n'est pas seulement quelqu'un qui peut fabriquer des pièces, c'est quelqu'un qui peut fournir des connaissances techniques, une assurance qualité et une connaissance approfondie de l'ensemble du cycle de vie de votre outillage.
Lors de l'évaluation d'un partenaire potentiel, il convient de tenir compte des éléments suivants :
- Expertise technique : Ont-ils l'expérience d'une contribution à la conception pour la fabrication (DFM) ? Sont-ils en mesure de suggérer des améliorations des matériaux ou des processus ?
- Systèmes de qualité : Ont-ils une certification (par exemple ISO 9001:2015) ? Disposent-ils d'un système de contrôle de la qualité en plusieurs étapes bien développé, commençant par l'inspection des matières premières et se terminant par le contrôle dimensionnel final à l'aide d'outils sophistiqués tels que les machines à mesurer tridimensionnelles (MMT) ?
- Soutien au cycle de vie : Que faire lorsqu'un outil s'use ? Apporte-t-il des réponses autres que l'offre d'un nouvel outil coûteux ?
Un partenaire innovant sait que votre prospérité dépend de la durée de vie et de l'efficacité de vos biens d'équipement. C'est sur ce principe que repose l'activité de U-Need. Nous ne nous contentons pas de produire des pièces de rechange. Nous utilisons également notre expérience de plus de 30 ans dans l'usinage de précision pour développer des pièces sur mesure pour votre équipement de production spécialisé afin que tous les éléments de votre ligne soient optimisés pour fonctionner. Nous disposons d'un solide service après-vente avec une garantie d'un an, une réponse aux problèmes dans les 24 heures et le remplacement gratuit de toutes les pièces défectueuses.
Lorsque vous choisissez un partenaire capable d'offrir ce degré de soutien holistique, vous n'achetez pas un composant, vous investissez dans un écosystème de fabrication plus résilient, plus efficace et plus rentable.



