El estampado en frío se sitúa en la intersección de un proceso de conformado en frío que da forma al alambre metálico y la eficiencia de fabricación. Se utiliza ampliamente en la fabricación de piezas estampadas en frío para producir componentes pequeños y repetibles -especialmente fijaciones estándar y fijaciones especiales- dando forma al material en lugar de cortarlo, lo que lo diferencia fundamentalmente de las rutas de fabricación basadas en el mecanizado, como el torneado.
Esta guía explica cómo el proceso de estampación en frío crea piezas, dónde encaja en la fabricación moderna y dónde se rompe en escenarios de producción reales. Se centra en factores de decisión prácticos, como la conformabilidad en frío en los procesos de trabajo y conformado en frío, el volumen de producción, el coste del utillaje y cuándo son mejores rutas de proceso de forja alternativas como la forja en frío.
Qué es el cold heading y por qué es importante
El estampado en frío se encuentra en la intersección del comportamiento de los materiales, el diseño de herramientas y la economía de producción. Entender qué es -y dónde encaja- ayuda a aclarar por qué algunas piezas metálicas pequeñas se fabrican de este modo y otras no.
En esta sección se explica el concepto básico del estampado en frío en la fabricación y, a continuación, se explica en qué se diferencia de otros procesos afines y por qué se utiliza ampliamente para elementos de fijación y componentes similares.
¿Qué es la estampación en frío en la fabricación?
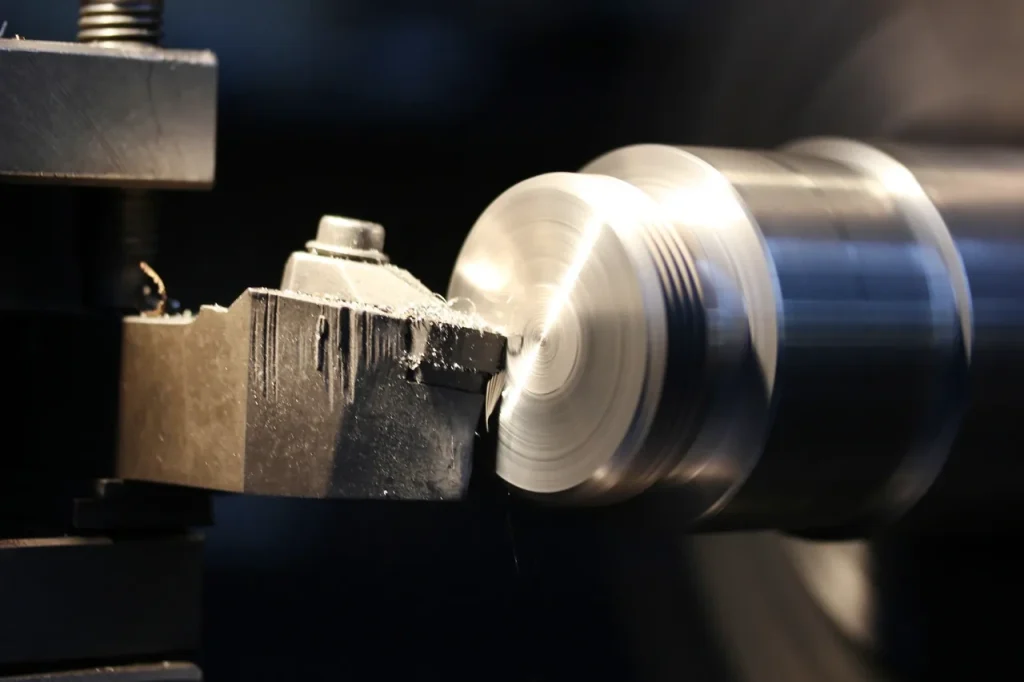
El estampado en frío es un proceso de conformado de metales que da forma al alambre metálico en intrincados componentes utilizados para fabricar pequeñas piezas metálicas a temperatura ambiente. En términos sencillos, el material se moldea a alta presión sin calentarlo primero, por lo que también se denomina proceso de conformado en frío. Este proceso se utiliza sobre todo para fabricar elementos de fijación como tornillos, pernos, remaches y pasadores.
El punto clave es que el estampado en frío no es un proceso de corte, sino un proceso de conformado que da forma al alambre metálico dentro de una cavidad. El material se desplaza y se forma, no se elimina. Esto es importante porque la ruta del proceso afecta al coste, la forma de la pieza, los residuos y las características prácticas. En el estampado en frío, se corta un alambre en bruto y se introduce en una máquina de estampado en frío, donde se golpea dentro de una cavidad y se le da forma. Las fuentes de investigación lo describen como un proceso de deformación de alta velocidad, impulsado por la presión, con un comportamiento de flujo similar al de la extrusión para formas de fijación de precisión.
Para los compradores de ingeniería, el estampado en frío es importante porque se sitúa en un nicho de fabricación específico. Es muy adecuado para piezas con geometría axisimétrica o casi axisimétrica, repetidas en grandes volúmenes, donde la misma forma se hace muchas veces y el coste de utillaje puede repartirse entre toda la producción. Si la forma de la pieza se ajusta al proceso, el estampado en frío puede producir formas casi netas de forma eficaz. Si la forma no se ajusta, el proceso se vuelve difícil, arriesgado o antieconómico.
A menudo se habla del estampado en frío junto con el estampado en caliente y el forjado. La diferencia empieza por la temperatura. El estampado en caliente forma el metal después de calentarlo. El estampado en frío realiza el conformado en frío como un tipo de tecnología de conformado en frío, mientras que el estampado en caliente utiliza calor. Esto significa que el estampado en frío evita la fase de calentamiento y suele ser más eficaz, ya que produce productos estampados en frío de calidad constante. En la práctica, esto hace que el comportamiento del material y la calidad del alambre sean fundamentales para la viabilidad.
Diferencias entre el estampado en frío y el forjado en frío de pequeñas piezas metálicas
El estampado en frío suele considerarse una rama de la forja en frío y, para los componentes metálicos pequeños, es una buena forma de verlo. Ambos procesos forman el metal por debajo de la temperatura de recristalización y se basan en la deformación plástica en lugar de en el mecanizado. La diferencia radica principalmente en la aplicación, la configuración del equipo y el enfoque geométrico.
El estampado en frío suele referirse a la producción de piezas estampadas a partir de alambre o material en bruto, especialmente elementos de fijación. El proceso consiste en recalcar, extrudir y dar forma a un extremo o a varias secciones de una pieza pequeña en secuencia. La forja en frío es la categoría más amplia. Puede incluir más tipos de piezas, disposiciones de utillaje más variadas y geometrías que van más allá de las formas clásicas de tornillos o pernos.
Para la toma de decisiones, la distinción práctica es la siguiente: cuando se compara el estampado en frío con la forja en frío para pequeños componentes metálicos, el estampado en frío suele ser el mejor término cuando la pieza empieza como alambre, tiene un cuerpo similar al de una caña y necesita una cabeza o una característica similar formada. Si la forma de la pieza es más parecida a la de una pieza forjada de precisión que a la de un elemento de fijación, la forja en frío puede ser el proceso más adecuado.
El solapamiento es grande, por lo que los proveedores pueden utilizar los términos de forma diferente. Los ingenieros deben centrarse menos en la redacción y más en si la secuencia de proceso propuesta puede crear la geometría sin causar inestabilidad, falta de relleno o agrietamiento.
Por qué el estampado en frío se utiliza principalmente para tornillos, elementos de fijación y piezas similares
La estampación en frío se utiliza especialmente para elementos de fijación estándar y especiales, como tornillos, pernos y remaches, porque estos productos se adaptan bien al proceso. La mayoría de los elementos de fijación parten de alambre, tienen simetría rotacional y pueden fabricarse mediante recalcado por etapas y extrusión. Un tornillo en bruto, por ejemplo, puede cortarse a partir de alambre, descabezarlo, recortarlo y enviarlo a operaciones secundarias como el laminado de roscas o el conformado de ranuras.
Este ajuste entre tipo de pieza y proceso no es casual. El estampado en frío funciona mejor cuando el material puede fluir en formas compactas y repetidas a través de una secuencia de matrices controlada. Los tornillos y pernos son ideales porque combinan materias primas sencillas, grandes volúmenes de producción y formas que a menudo pueden dividirse en una serie de pasos de conformado.
Las investigaciones sobre el diseño de matrices y utillajes de precisión para piezas de tornillería corroboran este punto. En la estampación en frío, los ingenieros suelen hablar de matrices, punzones, geometría de utillaje y secuenciación de estaciones en lugar de moldes.
En otras palabras, el proceso es sólido cuando la familia de productos ya está estandarizada y la geometría puede diseñarse en torno a un comportamiento de conformado conocido.
Para los compradores, esto significa que el estampado en frío es a menudo una buena opción para elementos de fijación estándar o semiestándar, pero menos adecuado para piezas personalizadas de bajo volumen con cabezas inusuales, orificios transversales, formas interrumpidas o características complejas no axisimétricas.
Tabla: Conformado en frío frente a mecanizado frente a otras rutas de conformado de metales
| Proceso | Mejor ajuste | Puntos fuertes | Limitación principal | Caso típico |
|---|---|---|---|---|
| Cabezal frío | Piezas pequeñas de alambre o en blanco, especialmente cierres con cabeza | Conformado de grandes volúmenes con bajo arranque de material | La geometría debe adaptarse al flujo de material y a la secuencia de troquelado | Tornillos, pernos, remaches, pasadores |
| Mecanizado | Piezas que requieren una geometría flexible o un control local estricto de las características | Gran libertad de diseño y fácil revisión | Se elimina material, por lo que el coste de la pieza puede aumentar en volumen | Fijaciones personalizadas, prototipos, piezas torneadas especiales |
| Forjado en frío | Piezas pequeñas y medianas formadas en frío, más anchas que las formas de cabeza | Buen aprovechamiento del material para formas forjables | Se siguen aplicando los límites de mecanizado y conformabilidad | Piezas brutas de precisión, algunas piezas conformadas especiales |
| Conformado en caliente o estampado en caliente | Mayor deformación cuando se necesita material calentado | Mejor conformabilidad para algunos materiales más difíciles de conformar | El calor añade complejidad al proceso y puede afectar al acabado | Piezas de cabeza muy deformadas fuera de los límites del conformado en frío |
¿Puede fabricarse su pieza mediante estampación en frío?
La viabilidad de las piezas en la estampación en frío depende menos del tamaño de la pieza y más de cómo se comporta la geometría bajo la deformación. Antes de comparar costes o seleccionar un proveedor, es importante evaluar si la propia forma se ajusta al proceso.
En esta sección se explica cómo la geometría, las características del diseño y el volumen de producción influyen en la posibilidad realista de producir una pieza mediante estampación en frío, y dónde empiezan a aparecer los límites prácticos.
Cómo afecta la geometría de la pieza a la viabilidad del estampado en frío
La geometría de la pieza es uno de los primeros filtros en la viabilidad del estampado en frío. El proceso depende del flujo controlado del metal, por lo que la forma debe ser compatible con la deformación por etapas a partir de una pieza bruta de partida sencilla. En la práctica, la forma en que la geometría de la pieza afecta a la viabilidad del estampado en frío se reduce a unas pocas preguntas: ¿puede la forma construirse por etapas, puede el metal llenar la cavidad sin doblarse ni agrietarse y puede la pieza expulsarse sin sufrir daños?
Los vástagos simples, las cabezas, los cuellos y las secciones cortas extruidas suelen ser más viables que las transiciones bruscas, las formas desplazadas o los detalles profundamente empotrados. La simetría ayuda porque favorece el flujo estable del material. Las transiciones suaves ayudan porque reducen las concentraciones locales de tensión. Las características que pueden añadirse posteriormente mediante laminado de roscas, recorte o mecanizado también pueden mejorar la viabilidad.
Una pieza estampada en frío no tiene por qué salir totalmente acabada de la estampadora. En muchos casos, el proceso se utiliza para crear una pieza en bruto eficiente casi neta. A continuación, esa pieza en bruto pasa a etapas secundarias para las características que son difíciles de conformar directamente.
Características de diseño que aumentan la dificultad de la cabeza fría
Algunas opciones de diseño dificultan el estampado en frío incluso cuando la pieza parece pequeña y sencilla. Las características de diseño más comunes que aumentan la dificultad del estampado en frío son los cambios bruscos de diámetro, los rebajes profundos, las secciones delgadas sin soporte, las esquinas afiladas y las características que interrumpen el flujo axial normal del material.
Los salientes largos sin soporte pueden doblarse durante el conformado. Los bordes afilados pueden concentrar la tensión y aumentar el riesgo de grietas. Las cavidades profundas pueden ser difíciles de rellenar sin una presión excesiva o un flujo deficiente. Los elementos en forma de pestaña muy finos pueden deformarse durante la expulsión o la manipulación posterior. Las formas descentradas también son difíciles porque no se alinean con la trayectoria de fuerza normal de una secuencia de encabezado.
La complejidad del utillaje aumenta con la complejidad de la geometría. Un diseño puede parecer menor en un plano, pero si requiere estaciones adicionales, una alineación más estricta de la matriz o un difícil llenado de cavidades, la pieza puede quedar fuera del alcance práctico del estampado en frío. Esta es una de las razones por las que las fijaciones especiales a menudo necesitan una ruta híbrida, en la que el estampado crea la pieza en bruto básica y el mecanizado termina las características especiales.
Cuando la estampación en frío no es adecuada para piezas de geometría compleja
Hay un punto en el que queda claro cuándo la estampación en frío no es adecuada para la geometría de piezas complejas: la pieza ya no se comporta como una pieza bruta de fijación conformable. Si el diseño incluye cajeras intrincadas, características transversales, formas exteriores muy irregulares o detalles locales exigentes en varias direcciones, el mecanizado u otra ruta suele ser más fácil de controlar.
La cuestión no es sólo si la forma puede conformarse una vez. Se trata de si puede conformarse repetidamente con un flujo de material estable, una vida útil aceptable de la matriz y unas dimensiones constantes. Un proceso que funciona en una pieza de prueba puede ser una mala elección para la producción si la geometría provoca desgaste de la herramienta, variación o riesgo de grietas.
El estampado en frío también es un ajuste débil cuando es probable que se produzcan revisiones de diseño. Dado que el diseño de la matriz es fundamental para el proceso, los cambios importantes en la geometría pueden implicar cambios importantes en el utillaje. Para piezas experimentales, piezas de bajo volumen o piezas con una madurez de diseño incierta, el mecanizado suele ofrecer más flexibilidad.
¿Qué volumen de producción se necesita para justificar la estampación en frío?
El estampado en frío suele tener más sentido cuando el volumen de producción es lo suficientemente alto como para absorber los costes de utillaje y el esfuerzo de desarrollo del proceso. En la investigación realizada no se ha verificado ningún umbral de fuentes cruzadas, por lo que la decisión debe ser cualitativa.
Un mayor volumen de repetición suele mejorar la rentabilidad del estampado en frío, pero el umbral de rentabilidad depende del coste del utillaje, el rendimiento del material, la estabilidad del proceso, las operaciones secundarias y la tasa de sustitución de las matrices. Los compradores deben evaluar la demanda anual, el tamaño del lote, el riesgo de lanzamiento de piezas desechadas y la estabilidad del diseño antes de asumir que el estampado será más barato que el mecanizado.
La lógica económica es sencilla. El utillaje para un proceso de cabezal de varias etapas es especializado. El diseño, la configuración y la validación de las matrices añaden costes antes de que la producción se estabilice. Si la misma pieza se fabrica durante mucho tiempo, el coste fijo se reparte entre muchas piezas. Si la tirada es corta, la carga de utillaje puede superar cualquier ahorro derivado de un conformado eficiente del material.
Así que la criba práctica es la siguiente: si la pieza está estandarizada, se espera que se repita en grandes lotes y no es probable que cambie pronto, la estampación en frío merece una revisión. Si la pieza es de bajo volumen, se trata de una pieza única o aún se está revisando el diseño, el mecanizado u otra ruta flexible suelen ser más seguros.
Cómo funciona el proceso de descabezado en frío
El estampado en frío se entiende mejor como una secuencia de pasos de conformado controlados que como una operación única. El proceso depende de cómo se introduce el material, se le da forma en varias estaciones y se le guía con herramientas en cada etapa.
Proceso de estampación en frío paso a paso desde el alambre o la pieza en bruto hasta la pieza conformada
El estampado en frío se realiza normalmente en máquinas de estampado en frío, donde el proceso comienza con el corte del alambre y su alimentación automática al sistema. El diámetro de la pieza, su longitud, el estilo del cabezal, el número de estaciones y el método de transferencia influyen en si la pieza es una candidata práctica para el estampado o si requiere una ruta de proceso diferente.
La materia prima se introduce en la máquina, se corta a medida si es necesario y se coloca en la primera matriz. A continuación, un punzón introduce el material en la cavidad de la matriz o contra ella utilizando matrices y punzones dentro del equipo de estampación en frío.
A partir de ahí, la pieza puede pasar por más estaciones. Cada estación realiza una cantidad limitada de deformación. Una etapa puede formar la cabeza. Otra puede reducir o extrudir una sección. Otra puede refinar el perfil. Este enfoque por etapas es importante porque intentar forzar toda la forma de un solo golpe puede provocar un llenado deficiente o grietas.
Tras el conformado, la pieza se expulsa y puede ir a recorte, punteado, laminado de roscas, tratamiento térmico, limpieza o revestimiento en función de los requisitos del producto. En el caso de los tornillos y muchos elementos de fijación, el estampado en frío suele producir la pieza en bruto, no la pieza final acabada.
Esta es también la respuesta a lo que es en la práctica el proceso de estampación en frío: la deformación controlada de una pequeña pieza metálica en bruto en una o varias estaciones de troquelado, normalmente a gran velocidad, sin precalentar la pieza.
Secuencias de conformado multietapa para elementos de fijación con cabeza fría
El conformado en varias etapas es una de las razones por las que la estampación en frío funciona tan bien para las fijaciones. Un elemento de fijación en bruto a menudo necesita más de un cambio de forma, y cada cambio puede asignarse a una estación distinta. Esto reduce la carga de conformado por etapa y mejora el control del flujo de material.
Por ejemplo, una etapa puede alterar la pieza en bruto para crear el volumen de la cabeza. Una etapa posterior puede definir la forma de la cabeza con mayor precisión. Otra puede extruir o dimensionar el extremo del vástago. La secuencia exacta depende de la geometría y el comportamiento del material, pero el principio es el mismo: dividir la forma en pasos de deformación manejables.
El valor de este enfoque no es sólo el éxito de la formación. También ayuda a mantener la integridad estructural. La investigación señala que la formulación de procesos y el diseño de moldes de precisión son necesarios para mantener la precisión y solidez de las piezas en la producción de tornillería de cabeza fría.
Diseño de matrices de estampación en frío y consideraciones sobre moldes de precisión
El estampado en frío depende en gran medida del diseño de la matriz. La cavidad de la matriz controla el flujo de material, mientras que los punzones y la secuencia de la estación controlan cómo entra la pieza en bruto en cada paso del conformado. Si no están bien adaptados a la forma de la pieza, el resultado puede ser un llenado insuficiente, defectos de plegado, exceso de tensión o dispersión dimensional.
Por este motivo, el diseño de la matriz de estampación en frío y las consideraciones relativas al molde de precisión son fundamentales para la viabilidad. La estructura de la matriz debe tener en cuenta la geometría de la pieza, la trayectoria de deformación y el comportamiento de llenado de la cavidad. En el caso concreto de las piezas de tipo tornillo, la investigación se ha centrado en optimizar la estructura del molde y la formulación del proceso para mejorar el rendimiento de la producción.
Desde la perspectiva del comprador o del ingeniero de diseño, el utillaje no es sólo un detalle de fabricación. Determina si una pieza puede fabricarse de forma repetible. Las piezas con ventanas de proceso estrechas necesitan una mayor disciplina en el diseño de las matrices. Esto aumenta el esfuerzo de utillaje y puede reducir la flexibilidad del proceso si el diseño cambia más adelante.
Diagrama: Flujo de material, llenado de cavidades y secuencia de troqueles en el estampado en frío
Una forma sencilla de imaginar la partida en frío es pensar en el material moviéndose a través de una serie controlada de espacios confinados.
- Alambre / corte en blanco(Alambre cortado en blanco preparación para el encabezamiento en frío)
- Estación 1: Corte y desbastado inicial(El proceso de descabezado en frío comienza con el acortamiento y espesamiento del material).
- Estación 2: Preforma de la cabeza(flujo de material que forma la cabeza inicial en las piezas estampadas en frío).
- Estación 3: formación final de la cabeza / característica de extrusión(el metal llena completamente la cavidad de la matriz para una geometría precisa)
- Estación 4+: Operaciones de dimensionamiento, recorte y transferencia(control dimensional y preparación para el mecanizado secundario).
- Salida: Pieza en bruto encabezada en frío lista para operaciones secundarias (por ejemplo, mecanizado, roscado o acabado).
La principal preocupación de ingeniería en este flujo es el llenado de la cavidad. El material debe desplazarse allí donde la matriz lo necesite, sin crear zonas muertas, solapamientos ni tensiones locales elevadas. Por tanto, el éxito del proceso depende de la relación entre el volumen de la pieza en bruto, la forma de la cavidad, el orden de las etapas y el estado de la matriz.

Selección de materiales y límites de conformabilidad
El comportamiento del material establece los límites prácticos del estampado en frío. Aunque la geometría de una pieza parezca factible, el proceso solo funcionará de forma fiable si el material puede soportar la deformación requerida sin fallar.
Cómo influye la conformabilidad en la selección del material para el estampado en frío
La selección del material para el estampado en frío empieza por la conformabilidad. Un material puede satisfacer las necesidades finales de resistencia y, sin embargo, ser una mala elección si no se deforma bien en frío. Por eso, la influencia de la conformabilidad en la selección de materiales para el estampado en frío es más importante que las propiedades mecánicas del material por sí solas.
El estampado en frío se basa en el flujo plástico bajo presión. Los materiales con una ductilidad limitada en el estado de suministro tienen más probabilidades de agrietarse, resistirse al llenado o sobrecargar el utillaje. Esto es especialmente importante cuando la pieza necesita un gran cambio de forma en una secuencia corta. En ese caso, el comportamiento del material durante la deformación puede controlar la viabilidad más que la carga de aplicación final.
Para la revisión del diseño, la pregunta útil no es sólo “¿Puede utilizarse esta aleación?”, sino “¿Puede esta aleación ser estampada en frío en esta geometría a partir de esta forma de alimentación?”. Se trata de una pregunta más concreta y relevante para la producción.
Limitaciones de la estampación en frío del acero inoxidable
El acero inoxidable puede ser más difícil de mecanizar en frío porque la selección de la calidad, las condiciones iniciales, la sensibilidad a la lubricación y el rápido endurecimiento por deformación afectan a la cantidad de deformación que puede soportarse sin que se produzcan grietas o se acelere el desgaste de la matriz. Una pieza de acero inoxidable teóricamente conformable puede ser difícil de procesar con solidez en la producción si la severidad de la reducción, la secuencia de estaciones o el estado del material no están bien adaptados.
La investigación facilitada no proporciona límites numéricos verificados, por lo que el debate debe ser cualitativo. El punto principal es que las limitaciones de material del estampado en frío para el acero inoxidable suelen manifestarse como una mayor dificultad de conformado, un mayor riesgo de grietas y unas exigencias más estrictas en cuanto a utillaje y control del proceso.
Para los compradores, el acero inoxidable no debe considerarse automáticamente inadecuado. Debe considerarse más sensible a la geometría de la pieza, la cantidad de deformación y la calidad del alambre. Una forma que es rutinaria en un material puede resultar difícil en acero inoxidable si la deformación se concentra en un elemento pequeño o si la secuencia exige que el material fluya demasiado en una sola etapa.
Esta es una de las razones por las que el material y la geometría deben evaluarse juntos, no por separado.
Impacto de la calidad del alambre en la consistencia de las piezas estampadas en frío
El impacto de la calidad del alambre en la consistencia de las piezas estampadas en frío es significativo porque el proceso comienza con una materia prima que debe deformarse de forma repetible. Las variaciones en el estado de la superficie del alambre, la consistencia del diámetro, la calidad interna o el estado del material pueden manifestarse posteriormente como variaciones en el llenado, la forma de la cabeza, la tendencia al agrietamiento o la estabilidad dimensional.
Dado que el proceso utiliza presión y velocidad para introducir el material en la cavidad de la matriz, incluso las pequeñas incoherencias en la materia prima pueden amplificarse en grandes series de producción. Si el estado del alambre cambia de un lote a otro, es posible que la configuración de la matriz que funcionaba antes ya no produzca el mismo resultado. Esto puede afectar tanto a la calidad como a la vida útil de la herramienta.
En la práctica, el estampado en frío es menos tolerante a la inconsistencia de la materia prima de lo que muchos compradores suponen. Un proceso estable no solo depende del diseño de la matriz, sino también de la estabilidad del alambre.
¿Qué materiales se suelen utilizar en la estampación en frío?
Los materiales utilizados en el estampado en frío suelen ser los disponibles en forma de alambre o de piezas brutas con suficiente conformabilidad en frío para la secuencia de deformación prevista. En la práctica, esto incluye a menudo los aceros utilizados para elementos de fijación y componentes pequeños relacionados. También se utiliza el acero inoxidable, aunque en algunos casos con más precaución en el conformado.
La elección exacta del material depende de la geometría, las propiedades requeridas tras el procesamiento y si se prevén operaciones secundarias. El punto clave es que la idoneidad del material depende del proceso. Un material que se mecaniza bien puede ser una mala elección para el estampado en frío, mientras que un material seleccionado para el estampado puede necesitar operaciones posteriores para alcanzar el estado final de la pieza.
Entre los materiales de estampación en frío más comunes se encuentran los aceros de bajo y medio carbono, los aceros aleados seleccionados, los aceros inoxidables, las aleaciones de aluminio, las aleaciones de cobre y otros materiales dúctiles de alambre o babosas aptos para la deformación en frío. La viabilidad depende no sólo de la familia de aleaciones, sino también de las condiciones de suministro, la limpieza, la respuesta de lubricación y la cantidad de deformación necesaria en cada estación.
Ventajas y limitaciones de la estampación en frío
El estampado en frío ofrece claras ventajas, pero éstas dependen en gran medida del tipo de pieza, la geometría y la escala de producción. Para evaluarlo correctamente, hay que tener en cuenta tanto lo que el proceso hace bien como las limitaciones que presenta.
Comparación entre el estampado en frío y el mecanizado de elementos de fijación
La comparación entre el estampado en frío y el mecanizado de elementos de fijación comienza con la lógica del proceso. El estampado en frío da forma al material. El mecanizado elimina el material para revelar la forma. En el caso de los elementos de fijación y piezas similares a tornillos, esta diferencia determina la mayor parte de la compensación.
El estampado en frío suele ajustarse mejor a la geometría repetida de la fijación, ya que el material de partida y la forma final están estrechamente relacionados. El mecanizado ofrece más libertad de formas, sobre todo para detalles especiales, pero esa flexibilidad conlleva una mayor eliminación de material y, a menudo, más tiempo por pieza.
Por este motivo, las familias de fijaciones estándar se suelen descabezar, mientras que las fijaciones especiales o a medida se pueden mecanizar o mecanizar parcialmente después del descabezado. Cuanto más se aleje la pieza de la forma clásica del tornillo de alambre, más sentido tendrá el mecanizado.
Coste de la estampación en frío frente al mecanizado CNC de piezas de gran volumen
Por lo que respecta al coste del estampado en frío frente al mecanizado CNC para piezas de gran volumen, la pauta general del sector es clara incluso sin cifras verificadas de fuentes cruzadas: el estampado en frío tiende a ser más favorable a medida que aumenta el volumen y la geometría sigue siendo adecuada para el conformado. El mecanizado CNC tiende a seguir siendo más atractivo cuando el volumen es menor, los cambios de diseño son probables o la geometría es demasiado compleja para el estampado estable.
La razón es el coste fijo frente al variable. El estampado en frío conlleva un coste de utillaje especializado y un esfuerzo de configuración del proceso, pero una vez establecido el proceso, puede producir la misma pieza en bruto repetidamente con un desperdicio de material limitado. El mecanizado CNC necesita menos utillaje especializado para muchas piezas personalizadas, pero el coste del ciclo pieza a pieza y la eliminación de material siguen formando parte de la economía.
Así que el coste no debe juzgarse únicamente por el precio de la pieza. Los compradores deben tener en cuenta el compromiso de utillaje, el volumen anual previsto, el riesgo de chatarra durante el lanzamiento y si las operaciones secundarias anulan las ventajas de la pieza en bruto conformada.
Limitaciones de la estampación en frío para fijaciones especiales a medida
Las limitaciones de la estampación en frío para las fijaciones especiales a medida suelen estar relacionadas con la complejidad de la geometría, la concentración de tolerancia en características locales y el bajo volumen de producción. Las fijaciones especiales suelen incluir cabezas no estándar, rebajes inusuales, muescas, características transversales o detalles funcionales que son difíciles de crear únicamente mediante el flujo axial de material.
En estos casos, el cabezal puede seguir produciendo el cuerpo básico, pero pueden ser necesarios uno o más pasos secundarios para terminar la pieza. Si después hay que mecanizar una parte excesiva de la pieza, el valor del estampado puede disminuir. Además, si es probable que el diseño personalizado cambie, el utillaje duro se convierte en un riesgo empresarial mayor.
Esto no significa que las fijaciones especiales no puedan utilizar el estampado en frío. Significa que necesitan una revisión de viabilidad más cuidadosa que los tornillos o pernos estándar.
Tabla: Ventajas, limitaciones y compensaciones típicas por tipo de pieza
| Tipo de pieza | Ventajas del descabezado en frío | Principales limitaciones | El típico compromiso |
|---|---|---|---|
| Tornillos y pernos estándar | Buena adaptación al conformado multietapa con alambre | Las herramientas deben ajustarse a una geometría estable de gran volumen | Un proceso sólido si el diseño está maduro |
| Remaches y pasadores | Conformado eficaz de formas con cabeza o recalcadas | Valor limitado para las características locales intrincadas | A menudo práctico si la forma es sencilla |
| Fijaciones especiales a medida | Puede formar un blanco casi neto antes del trabajo secundario | Los detalles complejos pueden superar los límites del proceso | Puede ser necesario un cabezal híbrido + mecanizado |
| Piezas pequeñas de precisión no fijadoras | Posible si la geometría es compacta y moldeable | El ajuste del proceso disminuye a medida que la forma se vuelve irregular | Puede orientarse hacia el mecanizado o una forja en frío más amplia |
Defectos comunes, riesgos y escenarios de fracaso
Los defectos de estampación en frío no suelen ser aleatorios, sino que están relacionados con la forma en que fluye el material, las fases del proceso y la estabilidad de las herramientas y las condiciones de entrada a lo largo del tiempo. Comprender estos riesgos ayuda a relacionar los problemas visibles de las piezas con sus causas de origen.
Defectos comunes de la estampación en frío y cómo se producen
Entre los defectos comunes en el estampado en frío y cómo se producen, los principales mecanismos son el flujo deficiente del material, el llenado incompleto de la cavidad, el plegado del material y los daños relacionados con una tensión local excesiva. Dado que el estampado en frío es un proceso de deformación, los defectos suelen deberse al movimiento del material dentro de la matriz más que a errores de corte.
Si el volumen en blanco o la secuencia son incorrectos, puede que una cavidad no se rellene correctamente. Si el material se pliega sobre sí mismo durante el flujo, pueden aparecer discontinuidades superficiales o subsuperficiales. Si un cambio de forma es demasiado agresivo en una estación, la pieza puede agrietarse o deformarse en lugar de adoptar la forma prevista.
Los defectos deben tratarse como señales del proceso vinculadas a causas específicas y no como problemas genéricos de calidad. El agrietamiento suele indicar una tensión local excesiva, un mal estado del material o una sobrecarga en una estación; la falta de llenado o la variación de la forma pueden indicar un error en el volumen de la pieza en bruto, un flujo de material inestable o el desgaste de las herramientas; la desviación dimensional persistente puede indicar el desgaste de la matriz, un cambio en la configuración o un alambre de entrada incoherente.
Riesgos de agrietamiento durante el proceso de estampado en frío
Los riesgos de agrietamiento durante el proceso de estampación en frío aumentan cuando la tensión local supera lo que el material puede soportar en frío. Las transiciones bruscas, los materiales difíciles de conformar, el mal estado de la materia prima y el diseño demasiado ambicioso de las etapas aumentan este riesgo.
El agrietamiento puede aparecer durante el golpe de cabeza, durante la transferencia entre etapas, o más tarde si se introdujeron daños ocultos durante el conformado. El acero inoxidable y otros materiales menos tolerantes pueden ser más sensibles, pero la geometría es tan importante como la elección de la aleación. Una forma generosa en un material más duro puede conformar mejor que una forma severa en un material más fácil.
El riesgo de agrietamiento es una de las razones por las que es importante planificar el proceso. Dividir la deformación en más etapas puede ayudar, pero solo si el utillaje y el coste resultantes siguen teniendo sentido.
Causas de la variación dimensional en piezas estampadas en frío
Las causas de la variación dimensional en las piezas estampadas en frío suelen estar relacionadas con la variación de la materia prima, el desgaste de la matriz, la desviación de la configuración y el flujo inestable del material. Dado que el estampado en frío forma la pieza directamente a partir del volumen de existencias, cualquier cambio en las dimensiones o el estado del material entrante puede afectar a la pieza final.
La variación también puede proceder de la alineación de la transferencia entre estaciones o del llenado de cavidades, que es sensible a la lubricación y al estado de las herramientas. En un proceso estable, estas fuentes se controlan conjuntamente. En un proceso marginal, pueden interactuar y producir una dispersión más amplia.
Esto es importante para los compradores, porque la capacidad de estampación en frío no debe juzgarse sólo por el diseño nominal. Debe juzgarse por la estabilidad del proceso en torno a ese diseño.
Cómo afecta el desgaste de la matriz a la calidad de las piezas estampadas en frío
La forma en que el desgaste de las matrices afecta a la calidad de las piezas estampadas en frío es sencilla: las matrices desgastadas modifican las condiciones de la cavidad y el contacto, por lo que la forma de la pieza también cambia. El desgaste puede reducir la definición de los bordes, cambiar el flujo de material y aumentar la variación de una pieza a otra.
En casos graves, el desgaste también puede aumentar el riesgo de defectos porque el material ya no se llena o se desprende del utillaje según lo previsto. El desgaste de las herramientas no es sólo un problema de mantenimiento. Es un problema de calidad y de costes. Las piezas que parecen viables en el momento del lanzamiento pueden volverse inestables más adelante si la vida útil de la matriz es corta para esa geometría o material.
Por esta razón, los diseños desafiantes deben evaluarse no sólo por el éxito de la primera pieza, sino por el comportamiento sostenido de la producción.

Coste, tolerancia y operaciones secundarias
El coste, la tolerancia y las fases de acabado del estampado en frío están estrechamente relacionados. Las decisiones sobre el utillaje, la precisión alcanzable y las operaciones posteriores influyen en si el proceso ofrece una ventaja real.
Factores que afectan al coste del utillaje en la estampación en frío
Los principales factores que afectan al coste del utillaje en el estampado en frío son la geometría de la pieza, el número de etapas de conformado, la complejidad de la matriz, la precisión requerida en el diseño de la cavidad y la dificultad del material. Una pieza simple necesita un utillaje menos complejo que una pieza con múltiples cambios de diámetro o formas de cabeza detalladas.
El coste del utillaje también aumenta cuando la ventana de proceso es estrecha. Si la pieza requiere un control cuidadoso del flujo y una alta precisión de la matriz, aumenta el esfuerzo de desarrollo. La elección del material puede agravar la situación si la aleación somete al utillaje a un mayor esfuerzo o exige un diseño de fase más conservador.
Por este motivo, el coste del utillaje debe examinarse junto con la vida útil prevista de la pieza en producción. Una inversión inicial elevada en utillaje puede ser razonable para una pieza estándar de larga duración, pero mucho menos para un diseño personalizado con una demanda incierta.
Límites de tolerancia del estampado en frío en comparación con el torneado CNC
Los límites de tolerancia de la partida en frío en comparación con Torneado CNC debe entenderse en términos de proceso, no como una simple clasificación de mejor o peor. El torneado CNC ofrece un control directo de muchas dimensiones mediante el corte a medida. El estampado en frío deriva las dimensiones del volumen de existencias, el estado de la matriz y el flujo de material. Por tanto, las fuentes de variación son diferentes.
La investigación proporcionada no respalda las afirmaciones sobre tolerancias numéricas verificadas, por lo que no deben asumirse valores exactos aquí. En general, el torneado CNC es más flexible cuando es fundamental un control local estricto de las características, especialmente en piezas personalizadas complejas.
La repetibilidad del estampado en frío suele ser mayor en las características creadas directamente por la geometría estable de la matriz, como los diámetros del vástago, las proporciones de la cabeza y la longitud de corte, mientras que las características funcionales más ajustadas suelen controlarse en operaciones secundarias. Las roscas críticas, las superficies de apoyo, los detalles de rebaje, la concentricidad o las relaciones de ubicación muy ajustadas pueden requerir laminado, recorte, dimensionado o mecanizado después del estampado.
Para las decisiones de ingeniería, lo importante es saber qué dimensiones son críticas y si se conforman, se dimensionan después o se mecanizan a posteriori.
Operaciones secundarias necesarias tras la estampación en frío
Muchas piezas necesitan operaciones secundarias tras el estampado en frío antes de su acabado. Éstas pueden incluir recorte, laminado de roscas, punteado, ranurado, taladrado, mecanizado de características especiales, tratamiento térmico, limpieza o revestimiento. La necesidad de trabajos secundarios no significa que el estampado en frío haya fracasado. En muchas aplicaciones, la finalidad del estampado es crear una preforma o pieza en bruto eficiente para su posterior acabado.
Lo que importa es cuánto queda después del encabezamiento. Si las operaciones secundarias son limitadas y previsibles, el proceso sigue teniendo sentido. Si es necesario un mecanizado exhaustivo para recuperar la geometría final, la economía puede cambiar.
Ésta es una de las comprobaciones más importantes para los compradores: ¿elimina el estampado en frío suficiente arranque de material y tiempo de ciclo como para justificar la complejidad del utillaje y el proceso?
Coste de los desbastes en frío y de las piezas mecanizadas
La relación coste-eficacia entre las piezas brutas estampadas en frío y las piezas mecanizadas depende del volumen, la geometría, el uso de material y las fases posteriores. Una pieza en bruto estampada en frío puede reducir el desperdicio de materia prima y el tiempo de mecanizado posterior, pero sólo si la pieza en bruto se aproxima lo suficiente a la forma final y se produce en volumen suficiente.
Una pieza mecanizada puede costar más por pieza en estado estacionario, y aun así ser la mejor opción si la demanda es incierta o si se esperan cambios en el diseño. En ese caso, evitar el uso de utillaje especializado puede compensar las ventajas de la pieza en bruto conformada.
Por lo tanto, la comparación práctica no es entre el descabezado y el mecanizado de forma aislada. Se trata de la partida más todas las operaciones secundarias necesarias frente al mecanizado más cualquier acabado necesario después.
Dónde encaja la partida en frío en la producción
El estampado en frío no es un método de conformado universal, sino un proceso que encaja mejor en escenarios de producción específicos. Su valor se hace evidente cuando el tipo de pieza, la geometría y el volumen se ajustan a sus puntos fuertes.
Elementos de fijación y tornillos de estampación en frío: la aplicación más común encaja
La aplicación más adecuada sigue siendo el estampado en frío de elementos de fijación y tornillos. Estas piezas encajan con el proceso porque parten bien del alambre, necesitan formas de cabeza repetidas y suelen producirse en grandes volúmenes. El proceso puede crear piezas en bruto de forma eficaz para operaciones posteriores como el laminado de roscas o el conformado de rebajes.
Este ajuste de la producción explica por qué la estampación en frío está tan estrechamente asociada a la industria de elementos de fijación. No es una respuesta universal al conformado de metales. Es un proceso que se adapta perfectamente a un grupo reducido pero importante de piezas.
Retos de la producción de componentes complejos con estampación en frío
Los principales retos a la hora de fabricar componentes complejos con estampación en frío están relacionados con el control del flujo de material. Los componentes complejos suelen necesitar detalles que no se alinean con la deformación axial de una pieza en bruto simple. A medida que aumenta la complejidad, puede aumentar el número de matrices, se dificulta el llenado de cavidades y aumenta el riesgo de defectos.
Llega un momento en que la pieza es posible en teoría, pero débil en producción. Ese es el punto de decisión que deben encontrar los ingenieros. Si una geometría requiere demasiados compromisos de conformado o demasiado trabajo de limpieza, otro proceso suele ser el mejor camino.
¿La estampación en frío es adecuada para piezas personalizadas o de bajo volumen?
El estampado en frío suele ser menos adecuado para piezas personalizadas o de bajo volumen porque el proceso depende de utillajes específicos y de una producción repetida estable. No obstante, puede ser útil para piezas personalizadas si la geometría se aproxima a las formas de fijación estándar y se espera que el volumen aumente en el futuro.
El mecanizado suele ser más fácil de justificar cuando se trata de trabajos de muy bajo volumen, prototipos o piezas cuyo diseño se está modificando. El proceso es más flexible y depende menos del compromiso de las herramientas.
Lista de control: Categorías de piezas y situaciones de producción en las que resulta práctica la estampación en frío
El estampado en frío suele ser práctico cuando la pieza presenta la mayoría de estas características:
- Pequeño componente metálico fabricado con alambre o una simple pieza en bruto
- Geometría de la cabeza, del vástago o similar a la del tornillo
- Forma simétrica o casi simétrica
- Material con adecuada conformabilidad en frío
- Volumen de producción elevado y repetible
- Riesgo limitado de revisión del diseño
- Las operaciones secundarias son modestas y planificadas, no se trata de grandes rescates
Si faltan varias de estas condiciones, la viabilidad se debilita.
Cómo evaluar y elegir la partida fría
La elección del estampado en frío es, en última instancia, una decisión de equilibrio entre la intención del diseño y la realidad de la fabricación. Requiere considerar la geometría, el comportamiento del material, el volumen de producción y los requisitos posteriores como un único sistema en lugar de factores aislados.
Matriz de decisión: geometría, material, volumen, tolerancia y tratamiento posterior
Una forma útil de evaluar la rúbrica fría es revisar cinco variables juntas.
| Factor | Mejor adaptación al frío | Señales de advertencia |
|---|---|---|
| Geometría | Forma de cabeza, axisimétrica, escalonada | Rasgos intrincados, desplazados, profundamente empotrados, en cruz |
| Material | Buena conformabilidad en frío en forma de alambre o de piezas brutas | Mayor sensibilidad a las grietas o condiciones inestables de la materia prima |
| Volumen | Producción repetida en tiradas largas | Prototipo, bajo volumen, demanda incierta |
| Tolerancia | Dimensiones críticas compatibles con el proceso de conformado y posterior dimensionado | Control local estricto de muchas funciones personalizadas |
| Tratamiento posterior | Recorte o acabado limitados tras el descabezado | Tras el conformado sigue siendo necesario un mecanizado pesado |
La matriz es sencilla, pero refleja la lógica principal de la ingeniería. Se opta por el estampado en frío cuando se dan simultáneamente varias condiciones favorables al proceso.
¿Cómo saber si la estampación en frío es el proceso adecuado?
El estampado en frío es el proceso adecuado cuando la forma de la pieza puede construirse mediante deformación en frío por etapas a partir de alambre o material en bruto, el material puede tolerar esa deformación y el volumen de producción es lo suficientemente alto como para justificar un utillaje especializado. Es muy adecuado para tornillos, pernos, remaches y piezas similares.
Por lo general, no es el proceso adecuado cuando la geometría es intrincada, el volumen es bajo o aún sería necesario un mecanizado secundario importante.
Qué deben comprobar los compradores e ingenieros antes de solicitar presupuestos o utillaje
Antes de solicitar presupuestos o utillajes, los compradores e ingenieros deben comprobar el plano de la pieza para ver si presenta características que dificulten el flujo de material, no sólo características que parezcan difíciles de mecanizar.
Deben revisar el grado y el estado del material, el uso anual, el tamaño del lote, las dimensiones críticas, los requisitos de roscado, el tratamiento térmico, el chapado, los objetivos de dureza, las expectativas de inspección y qué características deben conformarse en lugar de mecanizarse posteriormente. La revisión del proveedor será más eficaz si en la petición de oferta se indica también si el diseño está congelado, qué nivel de aprobación se requiere y si ya se han validado piezas similares.
También es importante identificar qué características deben conformarse en la herramienta y cuáles pueden añadirse más tarde. Esta distinción suele determinar si el proceso es práctico o si el diseño debe orientarse hacia el mecanizado u otra ruta de conformado.
Un paquete de preoferta útil incluye un plano estable, las especificaciones del material, la demanda anual prevista y una nota clara sobre el procesamiento posterior. Sin ellas, la comparación de procesos se convierte en conjetura.
Referencias necesarias: fuentes académicas, organismos de normalización e informes de la industria.
El contenido de estampación en frío se discute a menudo en los materiales de los proveedores, pero la toma de decisiones debe basarse en fuentes más sólidas siempre que sea posible. El trabajo académico es útil para la formulación del proceso, el diseño de matrices y el comportamiento de la deformación. Los organismos de normalización son útiles para conocer las dimensiones de los elementos de fijación acabados y los requisitos de los materiales, aunque no describan el proceso completo de estampado. Los informes de la industria pueden ayudar con el contexto del mercado, pero deben comprobarse cuidadosamente para detectar afirmaciones sin fundamento.
La base de investigación que se ofrece actualmente es escasa. Por ello, los ingenieros deben tratar con cautela muchas de las afirmaciones prácticas del mercado, a menos que estén respaldadas por normas, estudios revisados por expertos o datos de producción validados.
Conclusión
El estampado en frío es un proceso especializado de conformado de metales en frío con un fuerte ajuste a tornillos, pernos, remaches, pasadores y pequeños componentes similares fabricados a partir de alambre o simples piezas en bruto. Según bibliografía de ingeniería sobre conformado de metales, El estampado en frío sigue siendo uno de los métodos de fabricación más eficientes en cuanto a material para la producción de grandes volúmenes de elementos de fijación, gracias a su capacidad de conformado casi neto. Su valor reside en dar forma al material en lugar de cortarlo, especialmente cuando la geometría es estable y el volumen de producción es elevado. El proceso depende de un buen flujo de material, un cuidadoso diseño de la matriz y la consistencia de la materia prima.
La decisión principal no es si el estampado en frío es eficaz en abstracto. Es si la pieza concreta se comporta como una pieza estampada en frío. La geometría, la conformabilidad del material, el volumen, las necesidades de tolerancia y las operaciones secundarias deben coincidir. Si es así, el estampado en frío puede ser una vía práctica para la producción casi neta. Si no es así, el mecanizado u otro proceso suele ser más fácil de controlar y menos arriesgado.
PREGUNTAS FRECUENTES
Si se pregunta qué es el estampado en frío, se trata de un método de conformado de metales en el que se da forma al material a temperatura ambiente utilizando alta presión en lugar de calor. Esta técnica se utiliza habitualmente para producir piezas estampadas en frío, como tornillos, pernos y remaches, con una excelente resistencia y consistencia. Como el material no se calienta, su estructura interna de grano permanece intacta, lo que mejora su durabilidad. Es la técnica preferida en la fabricación de grandes volúmenes por su rapidez, bajo nivel de residuos y capacidad para crear componentes precisos y repetibles.
La diferencia clave radica en la temperatura y el comportamiento del material. El estampado en frío forma el metal a temperatura ambiente, mientras que el estampado en caliente calienta el material para hacerlo más blando y fácil de moldear. El estampado en caliente funciona mejor para formas grandes o complejas, pero puede provocar incrustaciones, oxidación y acabados menos precisos. El conformado en frío, por su parte, ofrece mejor calidad superficial y resistencia, aunque requiere más fuerza y suele utilizarse para componentes más pequeños. Al comparar la eficacia de la fabricación y la calidad del resultado, la elección suele depender del tamaño de la pieza, el material y el volumen de producción.
El estampado en frío es en realidad un tipo especializado de forja centrado en la producción a alta velocidad de componentes más pequeños. La forja en sí incluye una amplia gama de procesos -en caliente, en caliente y en frío- que se utilizan para dar forma al metal mediante la fuerza de compresión. La forja tradicional suele utilizarse para piezas más grandes y puede requerir mecanizado adicional, mientras que el estampado en frío produce formas casi netas con un acabado mínimo. En algunos flujos de trabajo, los fabricantes pueden combinar métodos, por ejemplo, empezando con piezas en bruto conformadas y acabándolas con mecanizado, como piezas en bruto mecanizadas en frío con CNC para tolerancias más estrictas.
El estampado en frío es un proceso de conformado de metales en el que se da forma a componentes de alambre o varilla utilizando alta presión a temperatura ambiente, sin cortar ni calentar el material.
El proceso suele incluir:
- Alimentación y corte de alambre en formatos precisos
- Colocación de la pieza en bruto en la cavidad de la matriz
- Punzonado a alta presión, que obliga al material a fluir y tomar forma
- Conformado multietapa para geometrías más complejas como tornillos o pernos
- Expulsión y operaciones secundarias como roscado o revestimiento
En la planificación de la fabricación, a menudo se compara el coste del torneado CNC con el del estampado en frío, porque el estampado en frío suele ser más rentable para piezas de gran volumen y complejidad simple o media, mientras que el torneado CNC ofrece más flexibilidad para diseños de bajo volumen o complejos.



