Das Stanzen von Metall ist eines der grundlegendsten und einflussreichsten Verfahren in der Welt der Großserienfertigung. Im Mittelpunkt all dieser Aktivitäten steht ein einziges, brillant konstruiertes Instrument: das Stanzwerkzeug. Es ist nicht nur eine Maschine, sondern das Herzstück eines Fertigungssystems, ein Präzisionswerkzeug, das die Aufgabe hat, rohe Metallbleche durch plastische Verformung in die Arbeitsteile zu verwandeln, die unsere moderne Welt antreiben.
Dieser maßgebliche Text ist eine gründliche Untersuchung von Stanzwerkzeugen. Wir werden ihre grundlegende Definition, ihre wesentlichen Verwendungszwecke in den wichtigsten Industriezweigen, die Elemente, aus denen sie bestehen, und die wichtigsten Typen, die heute in der Produktion eingesetzt werden, erörtern. Wir werden auch den Stanzprozess selbst, wichtige Designüberlegungen und die strategischen Überlegungen bei der Auswahl des geeigneten Werkzeugs für Ihr Projekt untersuchen. Vor allem aber werden wir erörtern, wie man die Lebensdauer und die Investition dieser wertvollen Anlagen optimal nutzen kann, was für jeden wettbewerbsfähigen Fertigungsbetrieb von entscheidender Bedeutung ist.
Was ist eine Metallstempelmatrize?
Ein Stanzwerkzeug ist ein spezielles Präzisionswerkzeug, das in einer Stanzpresse verwendet wird, um flache Bleche in eine bestimmte, vorher festgelegte Geometrie oder gewünschte Form zu schneiden oder zu formen. Die Matrize ist das Herzstück des Kaltumformungsprozesses und bestimmt die endgültige Form und Präzision eines fertigen Teils. Es besteht aus einer Kombination von speziell konstruierten Teilen, meist aus gehärtetem Werkzeugstahl oder Hartmetall, die zusammenwirken, um bei jedem Hub der Presse einen oder mehrere Arbeitsgänge auszuführen.
Die Hauptidee eines Stanzwerkzeugs besteht darin, eine Massenproduktion mit hervorragender Wiederholbarkeit zu ermöglichen. Im Gegensatz zu anderen Verfahren, wie z. B. der CNC-Bearbeitung, bei der das Material schrittweise abgetragen wird, um eine Form zu erhalten, wird beim Blechstanzen das gesamte Profil in einem Schritt oder in einer schnellen Folge von Schritten geformt oder geschnitten, oft in einem einzigen Hub der Presse. Dies ist der grundlegende Unterschied, der dieses Verfahren zu einer äußerst effizienten und kostengünstigen Methode zur Herstellung von Hunderten, Tausenden oder sogar Millionen gleicher Teile macht.
Das Werkzeug erzeugt nicht die Kraft, sondern ist in eine größere Maschine, eine mechanische oder hydraulische Stanzpresse, eingebaut, die die erforderliche Tonnage liefert, um das Werkzeug zu bewegen und das Material zu bearbeiten. Die Matrize dient dazu, diese Energie mit einer Genauigkeit im Mikrometerbereich so zu lenken, dass ein Teil entsteht, das allen Konstruktionsanforderungen entspricht. Einfach ausgedrückt, ist das Stanzwerkzeug das Gehirn und die Hände des Vorgangs, der Muskel ist die Presse, und es erfüllt die komplizierte Aufgabe, ein flaches Blech in ein funktionelles, dreidimensionales Metallwerkstück zu verwandeln.
Branchenübergreifende Anwendungen von Stanzwerkzeugen
Stanzwerkzeuge spielen in fast allen Bereichen der modernen Fertigung eine Rolle. Sie sind unverzichtbar, weil sie leistungsstarke, leichte und komplizierte Komponenten in hoher Geschwindigkeit herstellen können. Das Wissen um diese Anwendungen zeigt nicht nur die Flexibilität der Technologie, sondern auch, wie wichtig sie für Produkte ist, die wir in unserem täglichen Leben verwenden.
- Automobilindustrie: Der Automobilsektor ist wahrscheinlich der größte Abnehmer von gestanzten Metallteilen. Stanzwerkzeuge werden sowohl für Strukturelemente als auch für ästhetische Verkleidungen benötigt.
- Karosserie in Weiß (BIW): Türen, Motorhauben, Kotflügel, Dächer und Kofferraumdeckel sind allesamt große, komplexe Bauteile, die in riesigen Transferwerkzeugen geformt werden.
- Strukturelle Komponenten: A-Säulen, B-Säulen, Fahrgestellrahmen und Querträger sind aus hochfestem Stahl (HSS) und hochfestem Stahl (AHSS) gestanzt, um die Sicherheit und Steifigkeit des Fahrzeugs zu gewährleisten.
- Klammern und Befestigungen: Millionen kleinerer Halterungen zur Befestigung von Motoren, Auspuffanlagen und Innenteilen werden in Hochgeschwindigkeits-Folgeverbundwerkzeugen hergestellt.
- Luft- und Raumfahrt: Die Produktionsmengen sind geringer als bei Automobilen, aber Präzision, Festigkeit und Leichtbau sind die wichtigsten Faktoren.
- Komponenten der Flugzeugzelle: Rippen, Halterungen und Klammern, die sich in der gesamten Rumpf- und Flügelstruktur befinden, werden in der Regel aus Aluminium- und Titanlegierungen gestanzt.
- Avionik und Gehäuse: Empfindliche elektronische Geräte und Flugsteuerungssysteme sind in Gehäusen untergebracht, die eine EMI/RFI-Abschirmung benötigen, was in der Regel durch sorgfältig gestanzte Metallgehäuse erreicht wird.
- Sitze und Interieur: Komponenten für Flugzeugsitze und Kabineninnenräume müssen extrem leicht und gleichzeitig extrem stabil sein, um die strengen Sicherheitsanforderungen zu erfüllen.
- Elektronik: Die Miniaturisierung hat die Verwendung von Präzisionsstanzteilen nur noch verstärkt.
- Steckverbinder und Klemmen: Die kleinen, empfindlichen Metallstecker, die in allen elektronischen Geräten, einschließlich Smartphones und Servern, zu finden sind, werden in sehr komplexen Folgeverbundwerkzeugen in großen Mengen hergestellt.
- Gehäuse und Umhüllungen: Laptops, Tablets und Smartphones haben Metallrahmen und -gehäuse, die gestanzt werden, um ihnen strukturelle Integrität und ein hochwertiges Gefühl zu verleihen.
- EMI/RFI-Abschirmung: Abschirmdosen sind gestanzte Metallabdeckungen, die über bestimmten Teilen einer Leiterplatte (PCB) angebracht werden, um elektromagnetische Störungen zu vermeiden.
- Geräte: Bei Konsumgütern ist die Massenproduktion der wichtigste Faktor, und das Stanzen ist das Verfahren der Wahl.
- Gehäuse und Paneele: Die Außenhüllen von Waschmaschinen, Trocknern, Kühlschränken und Backöfen sind große Stanzteile.
- Interner Rahmen: Alle internen Chassis und Halterungen, die Motoren, Trommeln und andere Teile an ihrem Platz halten, werden mit Stanzwerkzeugen hergestellt.
- Schalttafeln: Die Bedienknöpfe und Anzeigen sind aus Metall und müssen sowohl funktional als auch von hoher Oberflächenqualität sein.
- Medizinische Geräte: In dieser Branche werden höchste Anforderungen an Sauberkeit, Genauigkeit und Biokompatibilität gestellt.
- Chirurgische Instrumente: Eine Vielzahl von chirurgischen Einweg- und Mehrweginstrumenten, darunter Klemmen, Retraktoren usw., enthalten gestanzte Teile.
- Implantierbare Geräte: Die Gehäuse von Herzschrittmachern und anderen implantierbaren Geräten werden aus Titan oder Edelstahl gestanzt und müssen gratfrei und zuverlässig bearbeitet werden.
- Diagnostische Ausrüstung: Große Diagnosegeräte wie MRT- und CT-Scanner haben Gehäuse und Innenteile, die zur Bildung der Struktur gestanzt werden.
Kernkomponenten in jedem Stanzwerkzeug
Ein Stanzwerkzeug ist kein massiver Block, sondern eine komplizierte Anordnung von präzisionsgefertigte Teile, die jeweils einen bestimmten Zweck erfüllen. Die Genauigkeit und die Art und Weise, wie diese Komponenten zusammenpassen und zusammenwirken, bestimmen die Leistung, die Genauigkeit und die Lebensdauer des Werkzeugs. Dies sind die wichtigsten Elemente, die notwendig sind, um das Werkzeug im Allgemeinen zu verstehen.
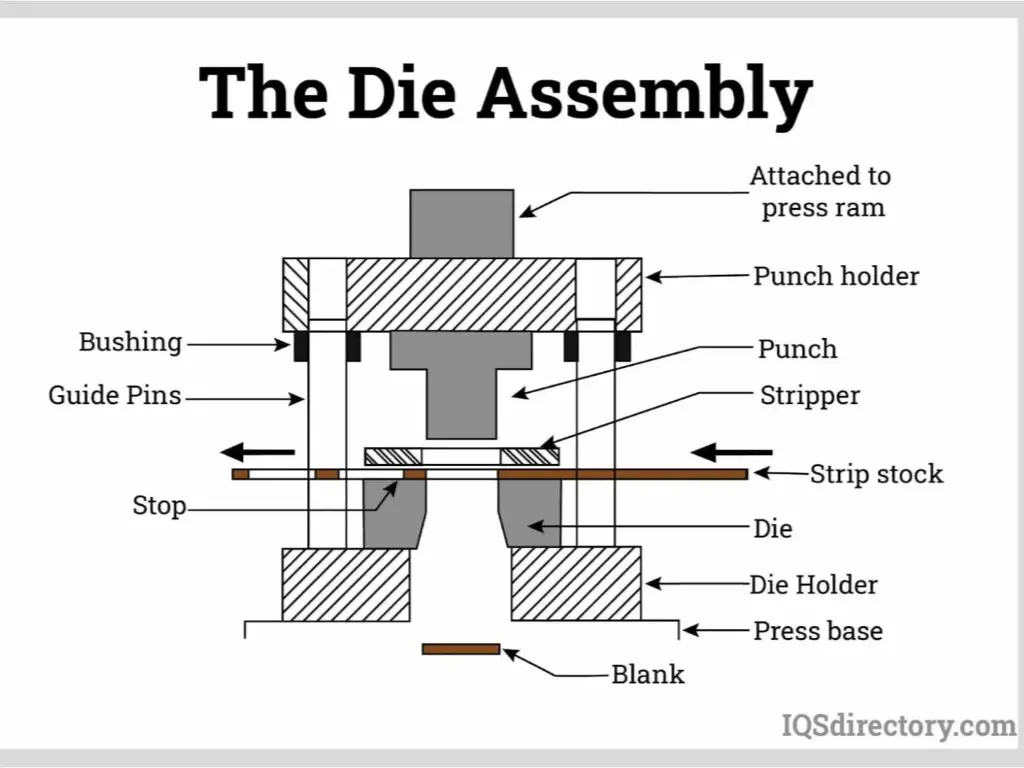
Quelle: IQSdirectory.com
- Satz Würfel: Dies ist die Basis des gesamten Werkzeugs. Es besteht aus einem Paar aufeinander abgestimmter Platten, dem oberen Matrizenschuh, der am Pressenstößel befestigt ist, und dem unteren Schuh, der am Pressentisch oder -träger montiert ist. Der Matrizensatz hält alle anderen Teile in der richtigen Position.
- Führungsstifte und Buchsen: Diese sind das Hauptausrichtungssystem der Matrize. Ein Schuh (in der Regel der untere) hat gehärtete Stahlführungsstifte, die in präzisionsgeschliffene Buchsen am anderen Schuh gleiten. Dieses System sorgt dafür, dass die obere und die untere Hälfte der Matrize während des Pressenhubs perfekt ausgerichtet sind, was für die Vermeidung von Schäden und die Herstellung enger Teiletoleranzen von entscheidender Bedeutung ist.
- Kasperle: Die Patrize ist der Stempel, der die Umformung oder den Schnitt vornimmt. Er ist normalerweise am oberen Schuh befestigt. Stempel können einfach rund sein, um Löcher zu stechen, oder kompliziert konturiert, um Merkmale zu formen.
- Matrizenhohlraum / Matrizenknopf / Matrizeneinsatz: Dies ist die Matrize, in die der Stempel eingesetzt wird. Die Form des Matrizenhohlraums bestimmt zusammen mit dem Stempel die Form des Teils. Einer der wichtigsten Parameter eines Matrizenkonstrukteurs ist das Spiel, der kleine Raum zwischen dem Stempel und dem Matrizenhohlraum, der sich direkt auf die Qualität einer Schnittkante und die Gratmenge auswirkt. Bei einfachen Löchern ist dieses Teil in der Regel ein standardmäßiger, austauschbarer Matrizenknopf.
- Abstreifplatte: Das Material neigt dazu, am Stempel zu haften, nachdem ein Stempel das Material durchbohrt oder geformt hat. Die Abstreifplatte hat die Aufgabe, das Material vom Stempel abzustreifen, wenn die Presse ihren Aufwärtshub beginnt. Es kann sich um eine starre Platte mit einem Loch zur Aufnahme des Stempels oder um eine federbelastete Platte handeln, die während des Vorgangs eine nach unten gerichtete Kraft auf das Material ausübt.
- Heber und Locatoren: Bei Folgeverbundwerkzeugen muss das Materialband von der unteren Werkzeugoberfläche abgehoben werden, damit es der nächsten Station zugeführt werden kann. Dies geschieht durch Heber (oder Bandabheber). Stifte, so genannte Locators oder Pilots, werden in die bereits im Band angebrachten Löcher eingesetzt, um sicherzustellen, dass das Band an jeder Station genau positioniert wird.
Die entscheidende Rolle von hochverschleißfesten kundenspezifischen Formteilen
Obwohl alle Teile von Bedeutung sind, sind es doch einige wenige, die bei jedem Pressenzyklus der vollen Kraft des Betriebs ausgesetzt sind und massiven Belastungen, Reibung und Kollisionen ausgesetzt sind. Die wichtigsten Faktoren, die für die Bauteilgenauigkeit und Lebensdauer einer Matrize sind diese verschleißintensiven Teile, nämlich die Stempel, Matrizenknöpfe, Führungsstifte und Buchsen. Diese Teile können durch den ständigen Verschleiß und die Abnutzung von Werkstoffen wie hochfestem Stahl abgenutzt werden, ausbrechen oder an Maßhaltigkeit verlieren.
Die Auswirkungen dieser Verschlechterung auf die Produktion sind unmittelbar und drastisch:
- Verlust der Teilequalität: Abgenutzte Schneidkanten verursachen zu viele Grate und ungenaue Merkmale, was zum Ausschuss der Teile führt.
- Mehr Ausfallzeit: Die Produktion muss zum Schärfen, zur Wartung oder zum Austausch verschlissener Teile angehalten werden.
- Katastrophisches Versagen: Ein gebrochener Stempel oder ein festgefressener Führungsstift kann zu einem Absturz der Matrize führen, was zu massiven Schäden und Reparaturkosten führen kann, die in die Tausende gehen.
Aus diesem Grund ist es für einen erfolgreichen Stanzvorgang wichtig, qualitativ hochwertige, austauschbare Teile mit hervorragender Haltbarkeit zu beschaffen. U-Need ist der Experte für kundenspezifische Präzisionsformteile - kaltgeschmiedete Führungsstifte, gehärtete Matrizenknöpfe und vieles mehr -, die so konstruiert sind, dass sie den rauesten Umgebungen standhalten und die Lebensdauer Ihrer gesamten Matrizenbaugruppe verlängern. Unsere Erfahrung von mehr als 30 Jahren in der Branche wird durch Weltklasse-Ausrüstung wie Takisawa, GF AgieCharmille und Sodick unterstützt, um kritische Komponenten herzustellen, die das Rückgrat der Stanzwerkzeuge unserer Kunden sind.
Die wichtigsten Arten von Stanzwerkzeugen erklärt
Stanzwerkzeuge können nach ihrer Funktion und Konstruktion kategorisiert werden. Die Wahl des Werkzeugtyps ist eine strategische Entscheidung, die vom Produktionsvolumen, der Komplexität der Teile und dem Budget abhängt. Die drei in der modernen Fertigung am häufigsten verwendeten Werkzeugtypen sind Folgeverbund-, Transfer- und Verbundwerkzeuge.
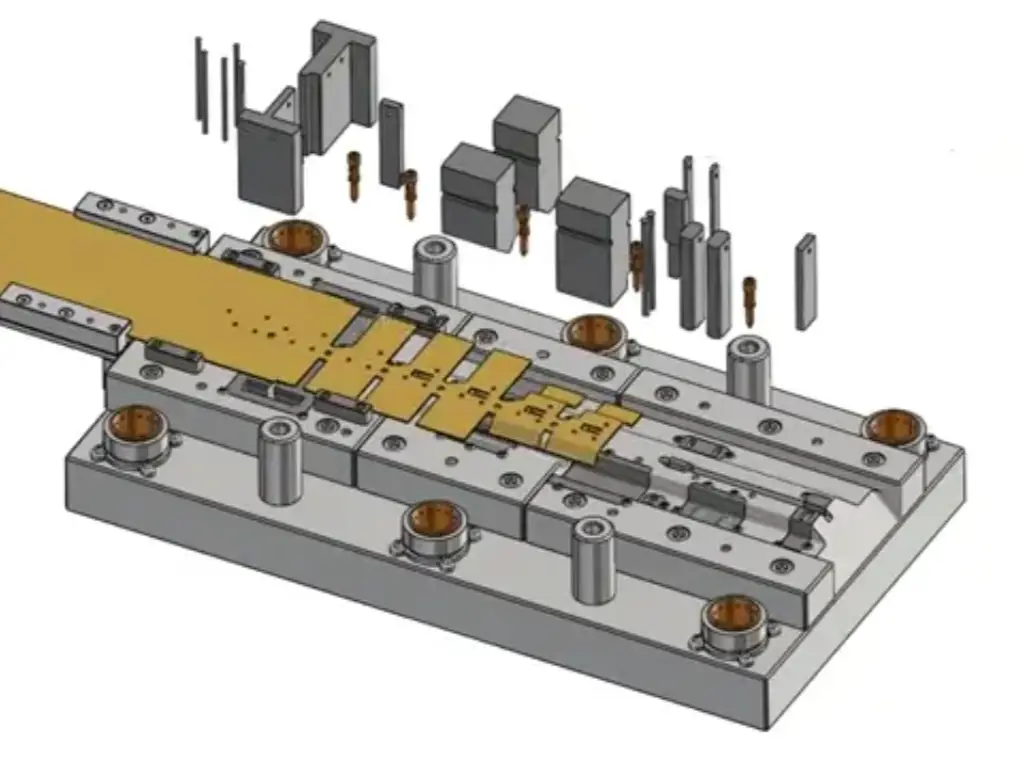
- Progressiver Würfel: Ein Folgeverbundwerkzeug ist das Arbeitspferd der Großserienfertigung und ein Werkzeug, das eine Reihe von Umformvorgängen in einem einzigen Werkzeug durchführt. Ein Materialstück wird durch die Matrize geführt und bei jedem Pressenhub wird ein anderer Vorgang (Lochen, Biegen, Prägen) an einer anderen nächsten Station ausgeführt. Dieses Folgeverbundwerkzeug ist eine Produktionslinie, die auf ein kleines, kompaktes Werkzeug reduziert wurde.
- Vorteile: Hohe Effizienz, geringe Arbeitskosten und hohe Wiederholbarkeit.
- Nachteilig: Teurer in der Anfangsphase, kompliziertere Konstruktion und geringere Flexibilität der tiefgezogenen Teile.
- Würfel übertragen: Geeignet für große und komplexe Teile, die mehrere Umformvorgänge erfordern, insbesondere tiefgezogene Teile wie Karosserieteile. Das Band wird in Teile geschnitten und dann mit einem mechanischen Transfersystem zwischen den Stationen bewegt. Dies wird oft als Transferstanzen bezeichnet.
- Vorteile: Es können sehr komplexe Geometrien und große Teilegrößen bearbeitet werden, und es ist möglich, mehr Kontrolle über jede Stufe zu haben.
- Nachteile: langsamer als Folgeverbundwerkzeuge, teurer in der Anschaffung und größerer Platzbedarf.
- Zusammengesetzte Matrize: Ein sehr leistungsfähiges Werkzeug, das mehrere Arbeitsgänge (wie Lochen und Stanzen) in einem Pressenhub ausführt. Stempel und Matrize sind so eingestellt, dass sie gleichzeitig die äußere Form und die inneren Löcher eines Teils schneiden.
- Vorteile: Hohe Genauigkeit, gratfreie und flache Teile und schnelle Produktion.
- Nachteilig: Kann nur auf flachen Abschnitten verwendet werden, und die Konstruktion ist nicht so flexibel wie bei Folgeverbundwerkzeugen.
Vergleich der wichtigsten Matrizentypen
| Merkmal | Progressive Matrize | Würfel übertragen | Zusammengesetzte Matrize |
| Produktionsgeschwindigkeit | Sehr hoch | Mittel bis Hoch | Niedrig bis mittel |
| Kosten für die Erstausstattung mit Werkzeugen | Sehr hoch | Sehr hoch | Mittel |
| Teil Komplexität | Hoch (Biegungen, Formen) | Sehr hoch (große, tiefe Züge) | Niedrig (flache Teile) |
| Geeignetes Volumen | Hoch bis sehr hoch | Mittel bis Hoch | Niedrig bis Hoch |
| Materialeffizienz | Medium (Trägerbandschrott) | Hoch | Hoch |
| Typische Anwendungen | Steckverbinder, Klammern, Klemmen | Autopaneele, Kochgeschirr | Unterlegscheiben, Dichtungen, Unterlegscheiben |
Von der CAD-Datei zum fertigen Werkzeug: Der Herstellungsprozess
Der Weg von einer digitalen Blaupause zu einem physischen Prägestempel ist ein Beweis für die Synergie von Spitzentechnologie und menschlichem Fachwissen. Dieser Prozess ist ein delikates Ballett von Maschinen und Köpfen, bei dem jeder Schritt auf dem letzten aufbaut, um ein einziges Ziel zu erreichen: kompromisslose Präzision.
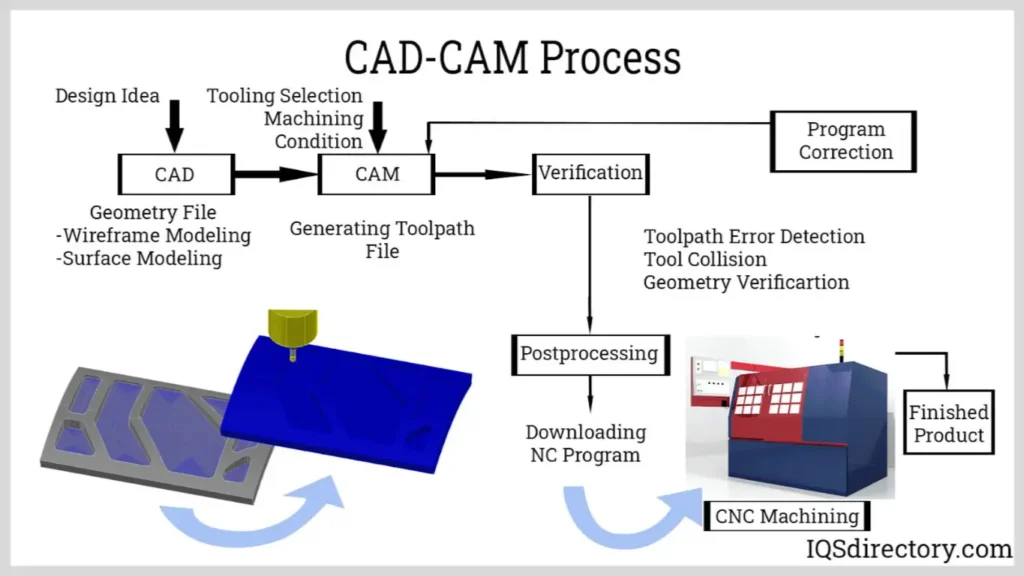
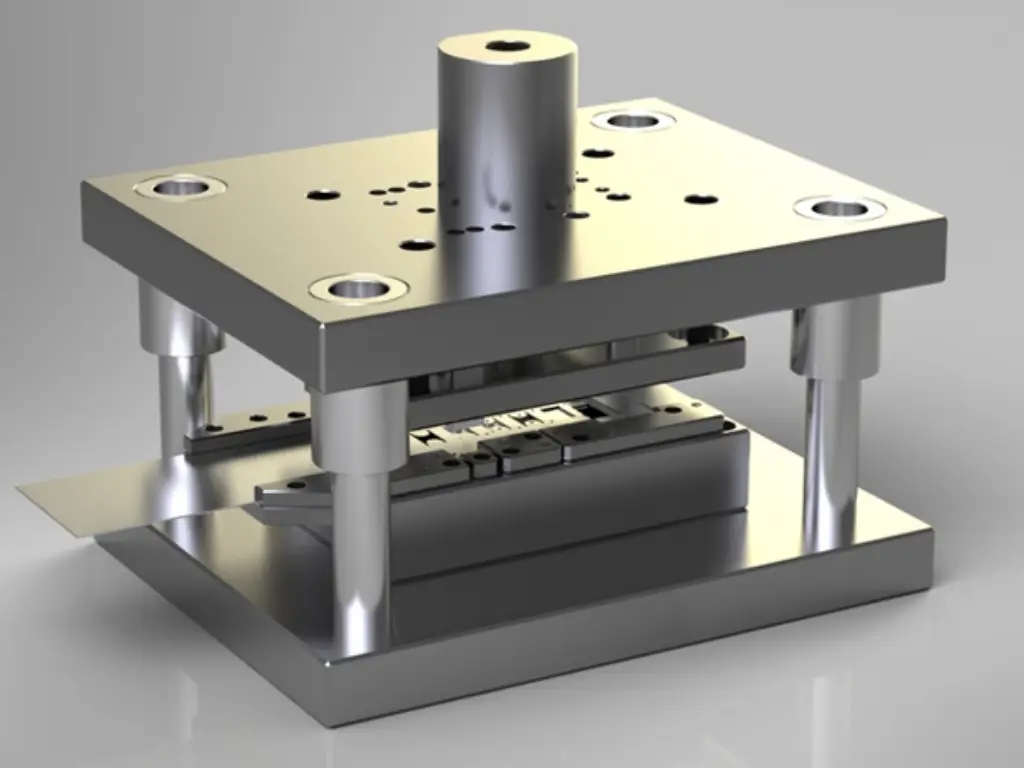
Quelle: IQSdirectory.com
- CAD/CAE Simulation: Der Prozess beginnt in der digitalen Welt, wo die Ingenieure die Form mit Hilfe moderner Software entwerfen. Finite-Elemente-Analyse-Simulationen (FEA) werden durchgeführt, um den Materialfluss und mögliche Umformprobleme vorherzusagen, bevor ein einziges Stück Stahl geschnitten wird.
- CNC Bearbeitungen: Die grobe Formgebung der Formteile erfolgt auf CNC-Fräsmaschinen (Computer Numerical Control). Diese Maschinen folgen dem digitalen Modell, um die allgemeinen Formen mit hoher Genauigkeit auszufräsen.
- Drahterodieren & Widder EDM: Für feine Details und komplexe Geometrien wird die Funkenerosion (EDM) eingesetzt. Insbesondere das Drahterodieren ist wie ein chirurgisches Skalpell für Metall. Dabei wird ein elektrisch geladener Draht verwendet, um komplizierte Formen und Abstände mit Submikrometerpräzision zu schneiden.
- Wärmebehandlung: Nach der Bearbeitung werden die Werkzeugkomponenten durch einen kontrollierten Erwärmungs- und Abkühlungsprozess gehärtet. Dieser Schritt ist entscheidend für die Verbesserung der Festigkeit und Verschleißfestigkeit des Werkzeugs, so dass es Millionen von Zyklen standhalten kann.
- Schleifen und Polieren: Präzisionsschleifmaschinen und erfahrene Techniker veredeln die Oberflächen der Werkzeugkomponenten. Eine spiegelglatte Oberfläche (Ra < 0,1 μm) auf den Matrizenoberflächen ist häufig erforderlich, insbesondere bei Zieh- oder Kosmetikteilen, um einen reibungslosen Materialfluss und ein tadelloses Endprodukt zu gewährleisten.
- Zusammenbau und Fehlersuche: Die fertigen Komponenten werden sorgfältig zusammengebaut. Das Werkzeug wird dann in einer Presse getestet, und es werden alle notwendigen Anpassungen vorgenommen, um sicherzustellen, dass es wie geplant funktioniert - ein Prozess, der als Fehlersuche bekannt ist.
Schlüsselfaktoren bei der Konstruktion von Stanzwerkzeugen
Qualität, Zuverlässigkeit und Kosteneffizienz eines Stanzvorgangs werden lange vor dem Bau des Werkzeugs festgelegt. Sie werden in der Konstruktionsphase geschmiedet. Ein gut konzipiertes Werkzeug läuft effizient, produziert gleichbleibende Teile und hat eine lange Lebensdauer. Mehrere Schlüsselfaktoren sind in diesem Prozess von größter Bedeutung.
- Design for Manufacturability (DFM): DFM ist ein gemeinschaftlicher Prozess zwischen dem Teilekonstrukteur und dem Werkzeugkonstrukteur. Ziel ist es, die Konstruktion des Teils so zu optimieren, dass es sich leichter und wirtschaftlicher durch Stanzen herstellen lässt. Dazu gehören Überlegungen wie:
- Biegeradien: Vorgabe großzügiger Biegeradien zur Vermeidung von Rissen.
- Platzierung der Löcher: Sicherstellen, dass die Löcher einen sicheren Abstand zu Kanten und anderen Merkmalen haben, um Verzerrungen zu vermeiden.
- Merkmal Orientierung: Ausrichten von Biegungen und Merkmalen zur Minimierung komplexer Vorgänge und Reduzierung der Werkzeugkosten.
- Materialauswahl (Werkzeugstahl und Hartmetall): Die Wahl des Werkstoffs für die Schneid- und Umformkomponenten der Matrize ist entscheidend für deren Lebensdauer. Die Entscheidung ist ein Kompromiss zwischen Verschleißfestigkeit, Zähigkeit und Kosten.
- A2 Werkzeugstahl: Ein guter Allzweckwerkzeugstahl mit einem ausgewogenen Verhältnis von Verschleißfestigkeit und Zähigkeit.
- D2 Werkzeugstahl: Höhere Verschleißfestigkeit als A2, aber weniger zäh, so dass es bei starken Stößen leichter abbricht.
- M2 Werkzeugstahl: Ein Hochgeschwindigkeitsstahl, der seine Härte auch bei hohen Temperaturen beibehält und für Hochgeschwindigkeitsanwendungen geeignet ist.
- Hartmetall: Extrem hohe Verschleißfestigkeit, aber spröde und teuer. Wird für die Produktion sehr hoher Stückzahlen oder für das Stanzen von abrasiven Materialien verwendet.
- Toleranz Kontrolle und Abstände: Ein Stanzwerkzeug ist ein System mit kontrollierten Toleranzen. Die Präzision des Endprodukts ist ein direktes Ergebnis der in die Werkzeugkomponenten eingebauten Präzision. Das Spiel zwischen dem Stanzstempel und dem Matrizenknopf beispielsweise beträgt in der Regel einen bestimmten Prozentsatz der Materialstärke und muss mit äußerster Genauigkeit kontrolliert werden. Ein zu geringes Spiel führt zu übermäßigem Verschleiß und sekundärer Scherung an der Werkstückkante; ein zu großes Spiel erzeugt einen großen, unerwünschten Grat. Aus diesem Grund ist die Fähigkeit zur Herstellung von Werkzeugkomponenten mit so engen Toleranzen wie ±0,001mm, eine Spezialität von U-Need, ist so wichtig.
- Simulation & Finite-Elemente-Analyse (FEA): Die moderne Konstruktion von Stanzwerkzeugen stützt sich in hohem Maße auf Simulationssoftware. Mit FEA können Konstrukteure den gesamten Stanzprozess digital simulieren, bevor das erste Stück Stahl geschnitten wird. Diese Software kann Vorhersagen treffen:
- Materialfluss: Wie sich das Blech beim Formen dehnen und stauchen wird.
- Potenzielle Defekte: Sie kann das Risiko von Faltenbildung, Rissen oder übermäßiger Ausdünnung erkennen.
- Rückfederung: Sie sagt voraus, wie das Material nach der Umformung elastisch zurückfedert, so dass die Konstrukteure dies durch ein "Überbiegen" des Teils in der Matrize ausgleichen können.
- Diese Simulation spart enorme Mengen an Zeit und Geld, da der traditionelle, kostspielige Versuch-und-Irrtum-Prozess in der Werkstatt entfällt.
Die Auswahl der richtigen Matrize für Ihr Projekt
Die Auswahl des geeigneten Stanzwerkzeugs ist eine wichtige Geschäftsentscheidung, die sich direkt auf die Projektlaufzeiten, die Kosten der Teile und die Gesamtrentabilität auswirkt. Die Wahl sollte auf einer sorgfältigen Analyse von drei Hauptfaktoren beruhen: Produktionsvolumen, Komplexität der Teile und Budget. Dieser Entscheidungsprozess ist das Herzstück eines jeden erfolgreichen Individuelle Metallprägung Projekt.
- Produktionsvolumen
Der wichtigste Faktor ist das erwartete Lebensvolumen des Teils.
- Niedrig Band (z. B. < 10.000 Stück pro Jahr): Im Falle von Prototypen oder Kleinserien sind die Kosten für Folgeverbund- oder Transferwerkzeuge unerschwinglich. Weniger komplexe, kostengünstigere Werkzeuge, wie z. B. Einzelstations- (oder Linien-) Werkzeuge, sind die rationellste Option.
- MittelBand (z.B. 10.000 - 250.000 Teile pro Jahr): Dieser Band bietet eine Entscheidungshilfe. Ein Verbundwerkzeug kann für einfachere Teile geeignet sein, und ein einfacheres Folgeverbundwerkzeug kann eine gute Investition sein, wenn die Teilegeometrie dies erfordert.
- Hoch Band (z. B. > 250.000 Teile pro Jahr): Bei hohen jährlichen Stückzahlen ist der niedrige Stückpreis, der mit der Automatisierung erzielt werden kann, der wichtigste Faktor. Die ultimative Lösung sind Folgeverbund- und Transferwerkzeuge, da sich deren hohe Anschaffungskosten für Werkzeuge bei Millionen von Teilen schnell amortisieren.
- Komplexität und Größe der Teile
Die Art der Matrize ist stark durch die Geometrie und Größe des Teils begrenzt.
- Größe der Teile: Große Teile, z. B. eine Autotürverkleidung, sind physisch zu groß für die Herstellung in einem Folgeverbundwerkzeug und eignen sich gut für die Herstellung in einem Transferwerkzeug. Folgeverbundwerkzeuge sind ideal für kleine, komplexe elektronische Steckverbinder.
- Geometrie des Teils:
- Weist das Teil nur Schnittmerkmale auf und ist es flach? Am genauesten ist ein Verbundwerkzeug.
- Handelt es sich um ein Teil mit mehreren Biegungen, Formen oder gezogenen Merkmalen? Diese Vorgänge erfordern ein Folgeverbundwerkzeug, um sie nacheinander auszuführen.
- Ist das Teil sehr tief gezogen (die Tiefe ist größer als der Durchmesser) oder weist es auf allen Seiten Merkmale auf? Diese komplexen Operationen sind mit einem Transferwerkzeug möglich.
- Haushalt und Rentabilität der Investition (ROI)
Die Analyse sollte sich nicht nur auf die Anschaffungskosten der Werkzeuge beschränken, sondern auch die Gesamtbetriebskosten (TCO) berücksichtigen.
- Anschaffungskosten vs. Stückpreis: Ein Folgeverbundwerkzeug kann 100.000 kosten, während ein Satz von Linienwerkzeugen zur Herstellung desselben Teils 20.000 kosten kann. Das automatisierte Folgeverbundwerkzeug kann jedoch das Teil zu 0,10 kosten und die arbeitsintensiven Linienwerkzeuge können das Teil zu 1,50 kosten.
- Breakeven-Punkt: Der Punkt, an dem das teurere Werkzeug rentabler ist, lässt sich durch eine einfache Rechnung ermitteln. Wenn das Unternehmen im Vorfeld mehr investiert, hat es viel niedrigere Kosten pro Stück, was über die gesamte Lebensdauer des Projekts zu einer viel höheren Rendite führt. Diese TCO-Analyse ist eine wesentliche Voraussetzung für eine gute finanzielle Entscheidung.
Maximierung der Werkzeuglebensdauer und Reduzierung der Kosten
Ein Stanzwerkzeug ist eine beträchtliche Kapitalinvestition, deren Erhalt für die langfristige Rentabilität entscheidend ist. Das Geheimnis für eine möglichst lange Lebensdauer und niedrige Gesamtbetriebskosten ist ein strategischer Ansatz für die Wartung, der auf Reparaturen und den Austausch von Komponenten abzielt, anstatt ein komplettes Werkzeug vorzeitig zu ersetzen.
Ein Werkzeug ist ein Kampf gegen den Verschleiß. Jeder Pressenhub ist ein Schritt in Richtung Verschlechterung der Schneidkante und der Formoberfläche. Die erste Verteidigungslinie ist ein gründliches Wartungsprogramm, das Reinigung, Inspektion und Schärfen umfasst. Doch trotz sorgfältigster Pflege erreichen die verschleißintensiven Komponenten früher oder später das Ende ihrer Lebensdauer.
Dies ist der wichtigste Entscheidungspunkt, an dem die meisten Unternehmen einen sehr teuren Fehler begehen. Sobald die Qualität der Teile durch den Verschleiß der Komponenten beeinträchtigt ist, kann der Gedanke an den Austausch des gesamten Werkzeugs, der zehn- oder sogar hunderttausende von Dollar kosten kann, als einzige Lösung erscheinen. Das Verständnis für fortschrittliche Fertigungsansätze, einschließlich Folgeverbundstanzungbietet praktische Alternativen zum kostspieligen Austausch des gesamten Werkzeugs. Das ist es nicht.
Reparatur vs. vollständiger Ersatz: Ein strategischer Ansatz zur Kostenreduzierung
Ein viel klügerer und wirtschaftlicherer Ansatz besteht darin, das Werkzeug als modulares System zu betrachten. Anstatt das gesamte Werkzeug zu ersetzen, zielt ein strategisches Reparaturprogramm darauf ab, nur die verschleißintensiven Komponenten zu ersetzen, die verschlissen sind. Der große, kostspielige Werkzeugsatz und die meisten der maßgefertigten Blöcke haben eine fast unbegrenzte Lebensdauer. Die Leistung wird von den kleinen Verschleißteilen bestimmt. Durch ihren Austausch lässt sich die Matrize zu einem Bruchteil der Kosten einer Neuanfertigung wieder auf ihren ursprünglichen Betriebsstandard bringen.
Hier kommt U-Need mit einer Menge Wert ins Spiel. Wir sind ein engagierter Hersteller von kundenspezifischen Formteilen und können Kernstifte für Ihre Spritzgussformen sowie die wichtigsten Teile Ihrer Hardware-Stanzwerkzeuge liefern. Ungefähr 60-70 Prozent unseres Geschäfts konzentrieren sich auf diese kritischen Komponenten, die es Ihnen ermöglichen, den Lebenszyklus Ihres Werkzeugs erheblich zu verlängern und die Betriebskosten zu senken.
Wir sorgen nicht nur für Ersatz, sondern für Verbesserung.
- Unerreichte Genauigkeit für perfekte Integration: Unser Verfahren basiert auf Präzision mit mehr als 30 Jahren Branchenerfahrung und einer Qualifikationsrate von 99,3 Prozent. Unsere Fähigkeit, Toleranzen von bis zu +/- 0,001 mm zu fertigen, was weit über den Industriestandards liegt, bedeutet, dass unsere Ersatzteile perfekt in Ihre vorhandenen Werkzeuge passen und wie ursprünglich funktionieren, ohne dass langwierige und teure Anpassungen erforderlich sind.
- Leistungsverbesserungen mit verlängerter Lebensdauer: Wir sind nicht durch die Kostenerwägungen des Herstellers der Erstausrüstung eingeschränkt. Dies ermöglicht uns, Leistungsverbesserungen anzubieten. Wir können dafür sorgen, dass Ersatzteile 30 Prozent oder mehr länger halten als die Originalteile, indem wir bessere Materialien vorschlagen (z. B. PEEK anstelle von normalem Kunststoff oder eine bessere Qualität von D2-Werkzeugstahl anstelle von A2) oder indem wir spezielle Oberflächenbehandlungen anwenden (wir bieten mehr als 20 verschiedene Behandlungen an), wie PVD oder chemische Vernickelung.
- Ansprechbar Service zur Minimierung von Ausfallzeiten: Wir wissen, dass Ausfallzeiten verlorene Einnahmen sind. Egal, ob Sie eine einzelne Ersatzkomponente (MOQ 1) für einen Testlauf oder einen kompletten Satz Verschleißteile für Ihre Produktionslinie benötigen, unser Team von mehr als 20 Ingenieuren steht Ihnen zur Verfügung. Wir bieten einen 24-Stunden-Angebotsservice und eine 1-Jahres-Garantie auf alle Teile - ein risikofreier Weg zu reduzierten Wartungskosten und maximierter Betriebszeit. Wir entwickeln auch Sonderteile für spezielle Anlagen, so dass Sie sicher sein können, dass Sie die von Ihnen benötigte Nicht-Standard-Komponente erhalten.
Mit einer proaktiven Wartungs- und präzisen Komponentenaustauschstrategie verwandeln Sie Ihre Stanzwerkzeuge in langfristige, nachhaltige Produktionssysteme anstelle von abnutzbaren Anlagen.



