Die Säulen des Erfolgs in der Welt der Großserienfertigung von Metallteilen sind Präzision, Geschwindigkeit und Kosteneffizienz. Das Folgeverbundstanzverfahren ist eine der leistungsstärksten Metallumformungstechnologien der Welt. Jährlich werden Milliarden komplexer Bauteile für die Automobil-, Elektronik-, Medizin- und Konsumgüterindustrie hergestellt. Für Ingenieure, Beschaffungsmanager und Produktdesigner ist eine gründliche Kenntnis dieses Verfahrens nicht nur von Vorteil, sondern auch entscheidend für die erfolgreiche Einführung eines Produkts.
Dieser maßgebliche Leitfaden enthält eine detaillierte technische Beschreibung des Folgeverbundstanzens. Wir werden seine innere Mechanik aufschlüsseln, es mit anderen traditionellen Verfahren vergleichen und seine Vor- und Nachteile untersuchen. Wir erörtern die wichtigsten Verwendungszwecke, gehen auf die Feinheiten des Kosten- und Werkzeugmanagements ein und geben praktische Empfehlungen zum Design for Manufacturability (DFM). Schließlich geben wir Ihnen Informationen zur Auswahl eines geeigneten Fertigungspartners und einen Ausblick auf die Zukunft dieser wichtigen Technologie. Dieser Leitfaden wird Ihr wertvollstes Werkzeug sein, egal ob Sie am Anfang einer Projektbewertung stehen oder versuchen, eine bestehende Produktionslinie zu rationalisieren.
Was ist Progressive Die Stamping?
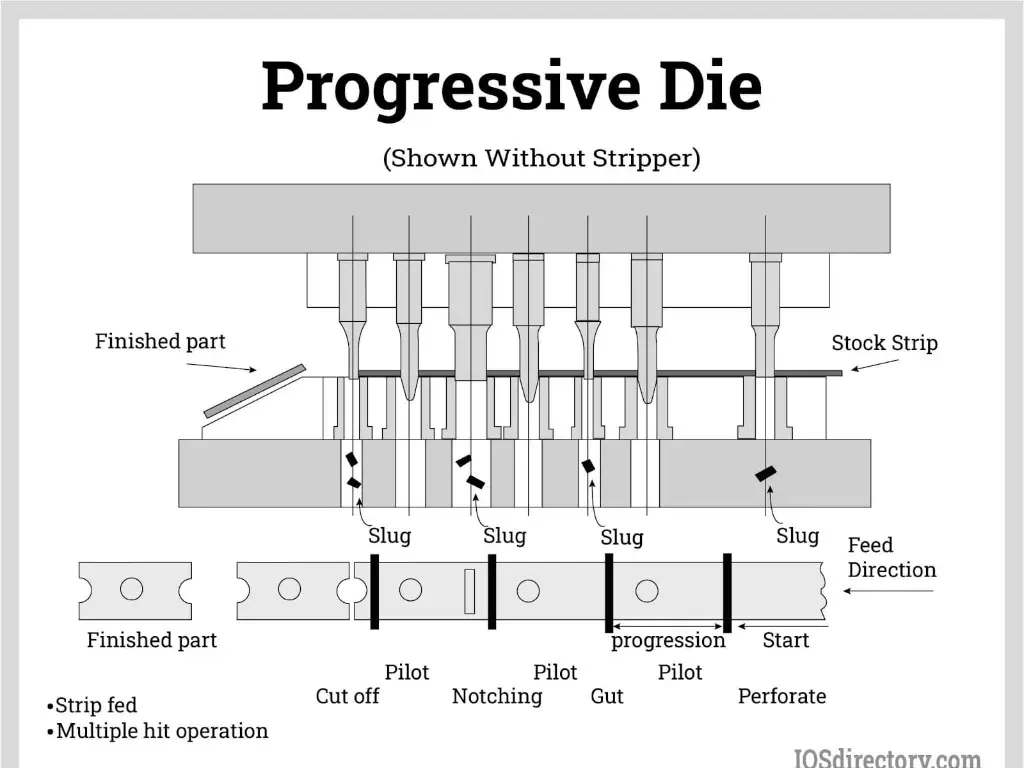
Das Folgeverbundstanzverfahren ist ein schnelles, automatisiertes Metallumformverfahren, bei dem komplexe Teile aus einem kontinuierlichen Blechband hergestellt werden. Der fortschrittliche Charakter des Folgeverbundstanzverfahrens besteht in der Abfolge aufeinander folgender Arbeitsgänge, die an dem Metallband ausgeführt werden, während es sich durch eine Reihe von Arbeitsstationen in einem einzigen Stanzwerkzeug bewegt - oder fortschreitet. Die Matrize hat eine Reihe von Stationen, von denen jede einen anderen Arbeitsgang ausführt, z. B. Stanzen, Prägen, Biegen oder Ziehen. Das Trägerband, ein kontinuierlicher Metallstreifen, transportiert das Werkstück präzise zwischen den Stationen bis zur letzten Station, an der das fertige Teil aus dem Band geschnitten wird.
Der gesamte Prozess ist in einer Stanzpresse enthalten, die die Kraft zum Schneiden und Formen des Materials liefert. Sie ist eine Symphonie mechanischer Perfektion und wurde so konstruiert, dass sie nach ihrer Installation kontinuierlich und mit hohem Volumen läuft, ohne dass die Arbeit beeinträchtigt wird.
Der schrittweise Prozess:
- Abspulen und Zuführen von Material: Das Rohblech, das aus Stahl, Aluminium, Kupfer oder anderen Legierungen bestehen kann, hat die Form eines großen Coils. Dieses Coil wird auf eine Abwickelhaspel gelegt und läuft in eine Richtmaschine, um den Coilsatz (die natürliche Krümmung des Materials) zu beseitigen. Das gerichtete Band wird dann durch ein automatisches Vorschubsystem mit einer kontrollierten Schrittweite, der so genannten Teilung, genau in das Folgeverbundwerkzeug geschoben.
- Beförderung im Würfel: Die Matrize selbst ist eine komplizierte und robuste Vorrichtung, die normalerweise aus gehärtetem Werkzeugstahl besteht und mehrere Stationen hat. Die Matrize schließt sich, wenn sich die Presse auf und ab bewegt, und an jeder Station wird gleichzeitig ein bestimmter Arbeitsgang ausgeführt.
- Lotsen: Das Stanzen von Pilotlöchern in den Trägerstreifen ist eine der wichtigsten frühen Stationen. In späteren Stationen werden in diese Löcher vor der Umformung kegelförmige Führungslöcher in der oberen Hälfte des Werkzeugs eingesetzt. Dies ermöglicht eine perfekte Ausrichtung des Bandes bei jedem Pressenhub, was für enge Toleranzen unerlässlich ist.
- Stanzarbeiten: Das Band durchläuft eine Reihe von Stationen, die Folgendes umfassen können:
- Durchbohren/Stanzen: Anbringen von Löchern, Schlitzen oder Ausschnitten.
- Biegen/Umformen: Herstellung von Winkeln, Flanschen oder komplexen Formen.
- Zeichnung: Flache becherartige Formen.
- Prägung/Embossing: Prägen von Details wie Logos, Text oder Versteifungsrippen.
- Beschneiden: Entfernen von überflüssigem Material.
- Teil-Auswurf: Der letzte Teil ist die Trennung des fertigen Teils vom Trägerband. Die fertigen Abschnitte werden aus der Presse geschoben, in der Regel auf ein Förderband, um gesammelt zu werden, und der Rest des Trägerbandgerüsts wird in kleine Stücke geschnitten, um eine effiziente Schrottsammlung und Wiederverwertung zu ermöglichen.
Da alle diese Arbeitsgänge in einem Werkzeug in einer Presse durchgeführt werden, können mit dem Folgeverbundstanzverfahren Hunderte oder sogar Tausende von Teilen pro Minute hergestellt werden, so dass es sich um ein äußerst effizientes Verfahren der Massenproduktion handelt.
(Ein animiertes Video, das hier platziert wird, würde den Weg des Metallstreifens durch die einzelnen Stationen der Matrize veranschaulichen).
Anatomie eines Folgeverbundwerkzeugs: Schlüsselkomponenten
Um den Prozess und seine Kosten zu verstehen, ist es wichtig, die wichtigsten Teile zu kennen, aus denen ein Folgeverbundwerkzeug besteht. Diese Komponenten arbeiten unter schwierigen Bedingungen, und ihre Qualität bestimmt die Leistung und die Lebensdauer des Werkzeugs.
Quelle: IQSdirectory.com
- Satz Würfel: Dies ist die Basis des Werkzeugs. Es besteht aus einem schweren Oberschuh und einem Unterschuh, in der Regel aus Gusseisen oder Stahl. Diese Schuhe werden nach genauen Spezifikationen bearbeitet, um alle anderen Teile durch Führungsstifte und Buchsen in perfekter Ausrichtung zu halten, so dass sich die Matrize bei jedem Hub der Presse auf die gleiche Weise schließt.
- Schläge: Dies sind die männlichen Teile, die die Aufgabe haben, das Material zu schneiden oder zu formen. Sie sind enormen Stößen und Belastungen ausgesetzt und daher verschleißintensive Bauteile.
- Lochstempel werden zur Herstellung von Löchern verwendet.
- Umformstempel sind dazu bestimmt, das Material in die gewünschte Geometrie zu biegen, zu ziehen oder zu prägen. Die Genauigkeit ihrer Arbeit wirkt sich direkt auf die Genauigkeit des Endprodukts aus.
- Die Buttons / Matrix: Sie sind das weibliche Äquivalent von Stempeln und bestehen in der Regel aus präzisionsgeschliffenem, gehärtetem Stahl oder Hartmetalleinsätzen. Beim Durchstechen eines Lochs dringt der Stempel in den Matrizenknopf ein, um das Material sauber abzuscheren. Ähnlich wie bei Stempeln handelt es sich um Verschleißteile, die regelmäßig ausgetauscht werden müssen.
- Piloten: Es handelt sich dabei um kegelförmige, präzisionsgeschliffene Stifte, die in Vorbohrungen auf dem Trägerstreifen passen. Es handelt sich um reine Ausrichtvorrichtungen, die jedoch unverzichtbar sind. Sie sind direkt an der hohen Wiederholgenauigkeit und den engen Toleranzen der fertigen Teile beteiligt, indem sie das Band vor jedem Umform- oder Schneidvorgang genau positionieren.
- Abstreifplatte: Das Material neigt dazu, an den Stempeln zu haften, wenn sie sich zurückziehen, wenn sich die Presse nach einem Hub öffnet. Die Abstreiferplatte ist eine Platte, die die Stempel umschließt und federbelastet ist. Sie hält den Materialstreifen während des gesamten Prozesses sicher fest und streift ihn dann beim Zurückziehen der Stempel ab, so dass sich der Streifen frei zur nächsten Arbeitsstation bewegen kann.
- Heber und Führungen: Dabei handelt es sich um eine Reihe von Stiften, Schienen und Blöcken, die das Trägerband beim Durchlauf durch die Matrize führen, anheben und stützen. Sie verhindern, dass das Band knickt oder durchhängt, und ermöglichen einen zuverlässigen und staufreien Transport zwischen den Stationen.
- Matrizeneinsätze / Blöcke: Der Matrizenblock besteht in der Regel aus einem einzigen Stück teuren Werkzeugstahls, aber komplexe oder stark beanspruchte Bereiche können als separate, austauschbare Matrizeneinsätze hergestellt werden. Diese Einsätze, die wichtige Schneid- oder Formgeometrien aufnehmen, können aus hochwertigen Materialien wie Wolframkarbid hergestellt werden. Diese modulare Bauweise ist eine der wichtigsten Maßnahmen zur Kosteneinsparung; wenn ein Bereich verschlissen ist, muss nur der kleine Einsatz ersetzt werden und nicht der ganze, riesige Matrizenblock. Diese gezielte Austauschphilosophie ist der Kern eines effektiven Lebenszyklusmanagements für Werkzeuge.
Breitschlitzwerkzeug vs. Transferwerkzeug vs. Vierschlitten
Die Wahl des richtigen Stanzverfahrens ist eine wichtige Entscheidung, die sich auf die Werkzeugkosten, die Produktionsgeschwindigkeit und die Komplexität der Teile auswirkt. Das Folgeverbundstanzverfahren ist keine Einheitslösung für alle. Für eine korrekte Projektplanung ist es wichtig, seine Vorteile im Vergleich zu anderen gängigen Verfahren wie dem Transferstanzverfahren und dem Vier-Seiten-Stanzverfahren (oder Mehr-Seiten-Stanzverfahren) zu kennen.
| Merkmal | Folgeverbundstempel | Transferstanzung | Vierer-/Mehrerschlittenprägung |
| Wie es funktioniert | Ein kontinuierliches Metallband durchläuft ein Mehrstationenwerkzeug. | Einzelne Teile werden mit Hilfe eines Transfersystems zwischen den einzelnen Werkzeugen bewegt. | Das Material wird durch mehrere Werkzeuge geformt, die sich aus verschiedenen Richtungen bewegen. |
| Am besten geeignet für | - Kleine/mittlere Teile in hohen Stückzahlen - Klemmen, Halterungen, Abschirmungen | - Große oder tiefgezogene Teile - Teile, die freien Zugang benötigen | - Komplizierte, komplexe Biegungen - Klammern, Federn, Drahtformen |
| Produktionsrate | Sehr hoch | Mittel bis Hoch | Mittel |
| Investitionen in Werkzeuge | Hoch | Sehr hoch | Mittel bis Hoch |
| Verwendung des Materials | Gut (Trägerstreifen ist Schrott) | Fair (Rohlinge können Abfall verursachen) | Ausgezeichnet (minimaler Ausschuss) |
| Einrichtung und Umstellung | Lang | Sehr lang | Mittel |
Zusammengefasst, Folgeverbundstanzung ist der König der Geschwindigkeit und Effizienz für die Großserienproduktion von Teilen, die auf einem Band transportiert werden können. Transferprägung bietet mehr Flexibilität für größere oder tiefgezogene Teile, die nicht an einem Band haften bleiben können, allerdings auf Kosten höherer Werkzeuginvestitionen und langsamerer Geschwindigkeiten. Vier-Seiten-Prägung hat sich eine eigene Nische geschaffen, denn sie eignet sich hervorragend für die Herstellung kleiner, hochkomplexer Draht- und Bandformen, die mit einer herkömmlichen Vertikalpresse nur schwer oder gar nicht zu realisieren wären.
Wichtige Vorteile und Einschränkungen für Ihr Projekt
Um eine fundierte Entscheidung zu treffen, ist eine ausgewogene Betrachtung der Technologie erforderlich. Das Folgeverbundstanzverfahren ist zwar unglaublich leistungsfähig, aber es ist wichtig, seine Vorteile gegen seine Einschränkungen im Kontext Ihrer spezifischen Projektanforderungen abzuwägen.
Vorteile des Folgeverbundstempelns
- Schnelle Produktionsrate: Dies ist die größte Stärke. Die Produktionsraten sind sehr hoch, da die Zuführung automatisch erfolgt und bei jedem Pressenhub mehrere Arbeitsgänge ausgeführt werden. Dadurch eignet sich das Verfahren gut für große Aufträge (in der Regel Zehntausende bis Millionen von Teilen) mit kurzen Vorlaufzeiten.
- Niedrige Teilekosten bei Band: Die Kosten für die Werkzeuge sind hoch, aber die Kosten für das Teil sind extrem niedrig, sobald die Produktion angelaufen ist. Die Größenvorteile sind aufgrund der hohen Geschwindigkeit, des automatisierten Charakters und des geringen Arbeitsaufwands bemerkenswert. Es ist in der Regel das wirtschaftlichste Metallumformungsverfahren, wenn es um große Produktionsmengen geht.
- Gut Reproduzierbarkeit und Konsistenz: Die feste Geometrie der Matrize und die Genauigkeit des Zuführungssystems steuern den Prozess. Nach der Qualifizierung der Matrize sind alle hergestellten Teile praktisch identisch mit dem vorherigen Teil. Dies sorgt für enge Toleranzen und wiederholbare Qualität über den gesamten Produktionslauf hinweg, was bei Anwendungen, bei denen die Austauschbarkeit von Teilen von größter Bedeutung ist, wie z. B. in der Automobil- und Elektronikindustrie, unerlässlich ist.
- Weniger Schrottmaterial: Ein richtig konstruiertes Folgeverbundwerkzeug verfügt über eine gut durchdachte Trägerstreifenanordnung (Verschachtelung), die es ermöglicht, die meisten Teile aus einem bestimmten Materialstück herzustellen. Durch diese effektive Nutzung des Materials wird der Ausschuss im Vergleich zu anderen Verfahren verringert, was zur Senkung der Gesamtkosten der Teile beiträgt.
Grenzen des Folgeverbundstempelns
- Hohe Anschaffungskosten für Werkzeuge: Der erste Nachteil ist, dass die Entwicklung und Konstruktion eines Folgeverbundwerkzeugs sehr kostspielig ist. Es handelt sich um komplexe Präzisionswerkzeuge, die je nach Komplexität des Teils, seiner Größe und der gewünschten Lebensdauer Zehntausende bis Hunderttausende von Dollar kosten können. Das ist sehr teuer und eignet sich daher nicht für Prototypen oder kleine Produktionsserien.
- Unangemessenes bis geringes Aufkommen: Die Werkzeugkosten sind hoch, so dass ein großes Produktionsvolumen erforderlich ist, um die Investition zu rechtfertigen und einen wettbewerbsfähigen Teilepreis zu erzielen. Bevor man sich für den Einsatz dieser Technologie entscheidet, sollte der Break-even-Punkt genau berechnet werden.
- Design-Zwänge: Das Teil sollte so konstruiert sein, dass es bis zum letzten Arbeitsgang auf dem Trägerband zwischen den Stationen transportiert werden kann. Dies kann mitunter zu Einschränkungen bei der Geometrie des Teils führen. Da außerdem alle Arbeitsgänge in einer Pressrichtung (vertikal) erfolgen, können Merkmale, die in mehr als einer Richtung geformt werden müssen, nicht ohne komplizierte Mechanismen in der Matrize hergestellt werden.
- Vorlaufzeit für Werkzeuge: Die Entwicklung, Konstruktion und Qualifizierung eines neuen Folgeverbundwerkzeugs ist ein zeitaufwändiger Prozess, der mehrere Wochen oder Monate dauern kann. Diese Vorlaufzeit sollte im Gesamtprojektplan berücksichtigt werden.
Schlüsselanwendungen in den wichtigsten Branchen
Die Effizienz, Präzision und Kosteneffizienz des Folgeverbundstempelns haben es zu einer unverzichtbaren Technologie in einer Vielzahl von Branchen gemacht. Seine Anwendungen sind allgegenwärtig und finden sich in vielen der Produkte, die wir täglich benutzen. Das Verständnis dieser Anwendungen bietet einen realen Kontext für den Wert des Verfahrens.
Automobilindustrie
Einer der größten Abnehmer von Folgeverbundstanzteilen ist die Automobilindustrie, wo große Stückzahlen, enge Toleranzen und Zuverlässigkeit nicht verhandelbar sind.
- Steckverbinder und Klemmen: Ein Fahrzeug hat Dutzende oder sogar Hunderte von Präzisionsklemmen und -steckern in jedem Kabelbaum, um Strom und Daten zu leiten. Die einzige Möglichkeit, diese in dem erforderlichen Umfang und zu den erforderlichen Kosten herzustellen, ist das Folgeverbundprägen.
- Klammern und Clips: Kleine Sensorhalterungen im Motorraum, Clips für die Innenverkleidung und Komponenten für den Sicherheitsgurtaufroller sind allesamt Stanzteile, die zur Befestigung und Unterstützung des Fahrzeugs verwendet werden.
- ECU und Modulgehäusen: Das progressive Stanzen wird üblicherweise zur Herstellung von Metallgehäusen für elektronische Steuergeräte (ECU) und andere elektronische Module verwendet, um EMI/RFI-Abschirmung und physischen Schutz zu bieten.
- Hitzeschutzschilder: Dünne, gestanzte Hitzeschilde aus Aluminium oder Stahl, die empfindliche Teile vor der Abgaswärme schützen, werden in großen Mengen hergestellt.
Elektronik und Telekommunikation
Die Elektronikindustrie ist eine schnelllebige Branche, in der Miniaturisierung und Präzision wichtig sind. Das fortschrittliche Stanzen liefert die komplexen, hochpräzisen Teile, die in einer Vielzahl von Geräten benötigt werden.
- EMI/RFI Abschirmung: Gestanzte Metalldosen oder Abschirmungen werden speziell entwickelt, um empfindliche elektronische Komponenten gegen elektromagnetische und hochfrequente Störungen zu isolieren, was bei Smartphones, Routern und Computern von entscheidender Bedeutung ist.
- Blei Rahmen: Dabei handelt es sich um Metallrahmen, die Siliziumchips tragen und sie mit den äußeren Stiften eines Gehäuses für integrierte Schaltungen verbinden. Sie erfordern eine mikroskopische Genauigkeit, die ideal für das Folgestanzen geeignet ist.
- Kontakte und Steckverbinder: USB-Steckergehäuse, interne Batteriekontakte, Board-to-Board-Verbindungen und vieles mehr werden aus Stanzteilen hergestellt und sind für die Herstellung zuverlässiger elektrischer Verbindungen unerlässlich.
- Kühlkörper: Kleine gestanzte Aluminiumkühlkörper finden sich in vielen Geräten zur Kühlung von Prozessoren und Leistungskomponenten.
Medizinische Geräte
Der Gesundheitssektor erfordert ein Höchstmaß an Genauigkeit, Hygiene und Rückverfolgbarkeit der Materialien. Das fortschrittliche Stanzen wird zur Herstellung von Teilen für chirurgische Einweg- und Dauerprodukte eingesetzt.
- Chirurgische Instrumententeile: Die meisten Teile von chirurgischen Klammern, Schneidinstrumenten und anderen handgehaltenen chirurgischen Instrumenten sind aus medizinischem Edelstahl gestanzt.
- Gehäuse für implantierbare Geräte: Die Schutzgehäuse von Geräten wie Herzschrittmachern und Defibrillatoren benötigen hermetisch dichte, biokompatible Metallgehäuse, die im Tiefzieh- oder Folgestanzverfahren hergestellt werden können.
- Teile für Diagnostikgeräte: Teile für Diagnosegeräte, wie z. B. Komponenten von Diagnosemaschinen, fluidischen Steuerungssystemen und Prüfgeräten, werden aufgrund ihrer Wiederholbarkeit und Kosteneffizienz häufig durch Stanzen hergestellt.
Luft- und Raumfahrt und Verteidigung
Obwohl die Stückzahlen in der Luft- und Raumfahrt im Allgemeinen geringer sind als in der Automobilindustrie, wird das Folgeverbundstanzen auch bei standardisierten Teilen mit hohen Stückzahlen eingesetzt, bei denen Präzision und Materialintegrität entscheidend sind.
- Befestigungselemente, Passscheiben und Unterlegscheiben: Standard- und kundenspezifische Verbindungselemente, Präzisionsbeilagen zum Ausgleich von Toleranzen und spezielle Unterlegscheiben werden in einer breiten Palette von Typen gestanzt.
- Kleine strukturelle Komponenten: Kleine Halterungen, Beschläge und andere unkritische Strukturteile werden häufig aus hochfesten Aluminium- oder Stahllegierungen gestanzt.
Verstehen und Verwalten progressiver Werkzeugkosten
Für jeden Projektleiter oder Ingenieur ist die Kostenkontrolle ein vorrangiges Ziel. Beim Folgeverbundprägen ist die Kostenstruktur stark auf die Erstinvestition in die Werkzeuge ausgerichtet. Ein umfassendes Verständnis dafür, wie sowohl die anfänglichen als auch die langfristigen Kosten verwaltet werden können, ist entscheidend für die Maximierung der Investitionsrendite (ROI) Ihres Projekts.

Erstinvestition vs. langfristige Einsparungen
Das wirtschaftliche Modell des Folgeverbundstempelns ist ein klassischer Kompromiss. Man nimmt hohe Anfangskosten in Kauf, um sich für die Dauer einer langen Produktionsserie einen extrem niedrigen Stückpreis zu "erkaufen".
- Aufschlüsselung der Werkzeugkosten: Die anfänglichen Werkzeugkosten setzen sich aus mehreren Faktoren zusammen:
- Design und Technik: Stunden, die erfahrene Werkzeugkonstrukteure damit verbringen, das Teil zu modellieren, das Streifenlayout zu planen und die Werkzeugstationen zu konstruieren.
- Rohmaterialien: Die Kosten für hochwertige Werkzeugstähle (z. B. D2 oder Hartmetall für verschleißintensive Bereiche) und die Basis des Werkzeugsatzes.
- Präzision Bearbeitungen: Die umfassende Verwendung von CNC-Fräsen, Drahterodieren, Senkerodieren und Präzisionsschleifen, um die Werkzeugkomponenten mit Toleranzen im Mikrometerbereich herzustellen.
- Versammlung & Probefahrt: Der arbeitsintensive Prozess des Zusammenbaus der Matrize, der Prüfung und der Feinjustierung, um sicherzustellen, dass die Teile allen Spezifikationen entsprechen.
- Berechnung des Break-Even-Points: Die Entscheidung, in ein Folgeverbundwerkzeug zu investieren, hängt vom Break-even-Punkt ab - dem Volumen, bei dem die Gesamtkosten des Folgeverbundwerkzeugs niedriger sind als bei einem alternativen Verfahren (wie Laserschneiden und -umformen). Eine vereinfachte Berechnung lautet:
- Break-Even-Volumen = (progressive Werkzeugkosten) / (Kosten pro Stück (alternativ) - Kosten pro Stück (progressiv))
- Diese Berechnung verdeutlicht, warum in der Regel zehn- oder hunderttausend Stück benötigt werden, um die Investition zu rechtfertigen.
Der verborgene Faktor: Werkzeuginstandhaltung und Lebenszyklus
Der tatsächliche ROI eines Folgeverbundwerkzeugs besteht nicht nur aus den Kosten des Werkzeugs, sondern aus der produktiven Lebensdauer des Werkzeugs. Ein weiterer Kostenfaktor, der beim Folgeverbundwerkzeug normalerweise nicht berücksichtigt wird, ist die langfristige Wartung der Werkzeuge und die Ausfallzeiten. Matrizen sind Präzisionswerkzeuge, die durch Millionen von Schlagzyklen enormen Belastungen ausgesetzt sind. Wichtige Teile wie Stempel, Führungen und Matrizeneinsätze nutzen sich zwangsläufig ab, brechen aus oder werden beschädigt. Die herkömmliche Methode kann teure Notreparaturen oder im schlimmsten Fall den Austausch des gesamten teuren Werkzeugsatzes beinhalten.
Ein wirtschaftlicherer Ansatz ist jedoch eine proaktive, lebenszyklusorientierte Wartung mit hochwertigen, maßgeschneiderten Ersatzteilen. Es ist nicht nur eine Reparatur, sondern ein Plan, um das Beste aus der Anlage herauszuholen.
Verlängern Sie die Lebensdauer Ihrer Werkzeuge und reduzieren Sie Ihre Kosten durch maßgeschneiderte Formteile
Hier ist die Herstellung von Spezialteilen unerlässlich. U-Need hat sich auf Präzisionsformteile nach Maß spezialisiert, insbesondere auf Folgeverbundwerkzeuge, Spritzgießformen und andere industrielle Werkzeuge. Das gesamte Geschäftsmodell ist darauf ausgelegt, die langfristigen Betriebskosten unserer Kunden zu berücksichtigen. Sie können den Lebenszyklus Ihrer ursprünglichen Investition erheblich verlängern und die Wartungskosten senken, indem sie nur die abgenutzten, kritischen Komponenten und nicht das gesamte Werkzeug ersetzen.
Wir haben unser Fachwissen in der Präzisionsbearbeitungsindustrie in mehr als 30 Jahren entwickelt und sind in der Lage, die 60-70% der wichtigsten Verschleißteile abzudecken, die das Herzstück eines jeden Werkzeugs sind, z. B. Kaltstauch-, Stanz- und Spritzgussformen. Wenn ein Stempel aus Standard-Werkzeugstahl verschlissen ist, können wir einen Ersatz aus einer höheren Hartmetallsorte entwickeln und herstellen, der die doppelte oder sogar dreifache Lebensdauer haben kann. Im Falle des Versagens eines komplexen Formeinsatzes kann unser Team von Ingenieuren (mit durchschnittlich über 15 Jahren Erfahrung) diesen mit einer Genauigkeit von bis zu +/- 0,001 mm nachbauen, in vielen Fällen sogar besser als das Original.
Wir setzen die besten Geräte der Welt ein, wie z. B. optische Kurvenschleifmaschinen von PG, um ultrapräzise Profile an Stempeln und Einsätzen, Toleranzen und Oberflächengüten herzustellen, die in einer normalen Werkstatt nicht erreicht werden können. Dies ermöglicht uns die Herstellung von Teilen für die anspruchsvollsten Anwendungen, wie z. B. Halbleiterformen mit 0,02 mm Innenradien. Wir ersetzen nicht einfach Teile, sondern verbessern sie, indem wir uns auf hochwertige Werkstoffe, modernste Fertigungstechniken wie Spiegelelektroerosion und Multiprozess-Bearbeitung sowie eine gründliche Kenntnis der Werkzeugverschleißmuster konzentrieren. Diese proaktive Strategie trägt dazu bei, dass Ihre Produktionslinien mit minimalen Ausfallzeiten in Betrieb bleiben, und macht Ihre Werkzeuge zu einem langfristigen, leistungsstarken Vermögenswert anstelle von Verbrauchskosten.
Kritische Design (DFM) Überlegungen für Stanzen
Effektives Teiledesign ist eine Zusammenarbeit zwischen dem Produktdesigner und dem Fertigungsingenieur. Die Anwendung von DFM-Prinzipien (Design for Manufacturability) in den frühesten Stadien ist der effektivste Weg, um Kosten zu senken, die Qualität zu verbessern und einen reibungslosen Produktionsstart zu gewährleisten.
Auswahl des Materials
Die Auswahl des Materials beeinflusst die Kosten, die Formbarkeit und die Leistung des fertigen Teils.
- Verformbarkeit: Stahl mit niedrigem Kohlenstoffgehalt, Aluminium und Kupferlegierungen sind sehr dehnbar und können leicht zu komplexen Biegungen und Ziehungen geformt werden. Rostfreie Stähle und hochfeste Stähle (HSS) sind weniger tolerant und erfordern möglicherweise größere Biegeradien und stärkere Werkzeuge.
- Kosten: Das Rohmaterial ist ein wichtiger Kostentreiber für ein Teil. Fragen Sie sich immer, ob ein teureres Material für die funktionalen Anforderungen der Anwendung wirklich erforderlich ist.
- Härte und Abnutzung: Die Härte des Materials beeinflusst die Verschleißrate der Matrize. Beim Stanzen von abrasiven oder sehr harten Materialien muss die Matrize aus teureren, verschleißfesten Werkzeugstählen wie Hartmetall hergestellt werden.
Toleranzen
Die Kosten werden direkt und exponentiell von der Toleranz beeinflusst.
- Geben Sie nur an, was erforderlich ist: Je enger die Toleranz ist, desto kostspieliger ist die Herstellung und Unterstützung der Matrize. Eine Toleranz von +/- 0,1 mm ist normal und relativ leicht zu erreichen. Um eine Toleranz von ±0,01 mm zu erreichen, ist eine viel genauere Fertigung und Qualitätskontrolle erforderlich.
- Mikron-Ebene Präzision: Toleranzen von bis zu +/- 0,001 mm sind möglich, wie Spezialgeschäfte wie U-Need zeigen, sollten aber nur bei den wichtigsten Funktionsmerkmalen verwendet werden. Einer der häufigsten und teuersten Konstruktionsfehler ist die Übertolerierung eines Teils.
Merkmale von Löchern und Schlitzen
Um Stempelbrüche zu vermeiden und die Qualität der Teile zu gewährleisten, sollten Sie diese Faustregeln beachten.
- Lochdurchmesser vs. Materialdicke: Die Dicke eines gestanzten Lochs muss mindestens so groß sein wie der Durchmesser des Lochs. Bei härteren Materialien muss dieses Verhältnis noch größer sein (z. B. 2:1). Eine Unterschreitung dieses Verhältnisses kann zu einer übermäßigen Abnutzung der Stanzen und zum Bruch führen.
- Abstand zwischen den Merkmalen: Der Abstand zwischen dem Rand eines Lochs und dem Rand des Werkstücks oder zwischen zwei Löchern muss mindestens das Zweifache der Materialstärke betragen, um Verformungen zu vermeiden und die Festigkeit des Materials zu erhalten.
Biegungen und Formen
Bei der Herstellung von Biegungen müssen die Materialeigenschaften berücksichtigt werden.
- Minimale Biegeradien: Alle Materialien haben einen minimalen inneren Biegeradius, unterhalb dessen sie reißen. Dieser Radius wird in der Regel als Vielfaches der Materialstärke angegeben (z. B. 1T, 2T). Spezifische Empfehlungen finden Sie in den Materialdatenblättern. Machen Sie immer den größtmöglichen Radius.
- Rückfederung: Wenn ein Material gebogen wird, neigt es dazu, ein wenig zurückzuspringen, sobald der Umformdruck aufgehoben wird. Dies wird als Rückfederung bezeichnet und muss in der Matrize durch Überbiegen des Teils berücksichtigt werden. Dies kann von erfahrenen Werkzeugkonstrukteuren vorausgesehen und berücksichtigt werden.
- Biegeausrichtung: Das Biegen entlang der Faserrichtung des Materials kann zu Rissen im Material führen. Biegungen sollten immer im rechten Winkel zur Faserrichtung erfolgen.
Design des Trägerstreifens
Obwohl sich der Konstrukteur mit dem letzten Teil befasst, ist der Trägerstreifen im Hinblick auf die Herstellbarkeit ebenso wichtig. Der Streifen sollte steif genug sein, um das Teil an allen Stationen ohne Verformung zu halten und sichere Stellen für die Anbringung von Vorbohrungen zu bieten.
Die Wahl des richtigen Stanzpartners
Der Erfolg Ihres Projekts hängt stark von den Fähigkeiten und der Philosophie Ihres Fertigungspartners ab. Die Auswahl eines Lieferanten sollte weit über den einfachen Vergleich von Preisangeboten hinausgehen. Sie wählen einen Partner, der eine Erweiterung Ihres Teams sein wird und für die Verwaltung eines kritischen Vermögenswerts verantwortlich ist - Ihrer Werkzeuge.
Hier ist eine Checkliste mit den wichtigsten Punkten:
- Technik und DFM Fachwissen
Ein günstiges Angebot ist wertlos, wenn der Lieferant keine technische Unterstützung im Vorfeld leisten kann. Ein guter Partner wird als Berater fungieren.
- Was Sie fragen sollten: "Können Sie einen DFM-Bericht über unseren Entwurf erstellen? Welche Vorschläge haben Sie zur Kostensenkung oder Qualitätsverbesserung?"
- Was zu Suche nach: Suchen Sie einen Partner mit einem engagierten Ingenieurteam, das konkrete Vorschläge machen kann. Ein Partner wie U-Bedarf, mit einer Ein Team von mehr als 20 Ingenieuren mit durchschnittlich 15 Jahren ErfahrungEr verfügt über das nötige Fachwissen, um ein Teil zu analysieren und Änderungen zu empfehlen, die über die gesamte Lebensdauer des Projekts hinweg Kosten sparen.
- Fertigungs- und Qualitätssysteme
Die Qualität der Teile spiegelt unmittelbar die Qualität der Ausrüstung und der Verfahren des Partners wider.
- Was Sie fragen sollten: "Können wir Ihre Ausrüstungsliste sehen? Wie lauten Ihre Qualitätszertifikate? Wie sieht Ihr QC-Prozess aus?"
- Was zu Suche nach: Ein erstklassiger Anbieter hat in erstklassige Ausrüstung investiert (GF AgieCharmille, Sodick, Takisawa). Sie werden ISO 9001:2015 zertifiziert und verfügen über ein mehrstufiges QC-Verfahren, das die Materialeingangsprüfung, die Kontrolle während des Prozesses und die abschließende volldimensionale Prüfung mit modernen Geräten wie CMMs und 2,5D-Projektoren umfasst. Eine behauptete Erfolgsquote von 99.3% oder höher ist ein starker Indikator für eine robuste Prozesskontrolle.
- Verwaltung und Unterstützung des Lebenszyklus von Werkzeugen
Das macht den Unterschied zwischen einem Lieferanten und einem Partner aus. Ihre Einstellung zur Instandhaltung von Werkzeugen zeigt ihr Interesse an Ihrem langfristigen Erfolg im Betrieb.
Was Sie fragen sollten: Wie sieht Ihr Verfahren zur Wartung und Reparatur von Werkzeugen aus? Woher beziehen Sie Ihre Ersatzteile? Wie schnell reagieren Sie bei einem Ausfall?"
Was zu Suche nach: Die bessere Antwort auf diese Frage ist ein proaktiver Ansatz. Erkundigen Sie sich bei der Prüfung eines Partners nach seiner Lieferkette für kritische Komponenten. Die Möglichkeit der schnellen Bestellung von nicht standardisierten, langlebigen Teilen ist für die Verringerung von Ausfallzeiten unerlässlich. Dies gilt nicht nur für die Form, sondern auch für die Stanzausrüstung.
Wir sind der strategische Partner der besten Hersteller bei U-Bedarf. Wir entwerfen auch kundenspezifische Ausrüstungskomponenten zusammen mit Formteilen, so dass Ihre gesamte Produktionslinie, nicht nur die Werkzeuge, gewartet werden kann, um die bestmögliche Leistung zu erbringen und so lange wie möglich zu halten. Wir können eine Mindestbestellmenge von 1 Stück unterstützen und dringende Aufträge innerhalb von 3 bis 5 Tagen ausliefern - das ist die Flexibilität und Reaktionsfähigkeit, die erforderlich ist, um lange Ausfallzeiten zu vermeiden. Ein Stanzpartner, der mit einem Spezialisten wie uns zusammenarbeitet, zeigt ein großes Interesse daran, dass Ihre Betriebszeit maximiert und Ihre Gesamtinvestition geschützt wird.
Zukünftige Trends im Folgeverbundwerkzeugbau
Das Folgeverbundstanzverfahren ist zwar eine ausgereifte Technologie, entwickelt sich aber ständig weiter. Innovation wird durch die Nachfrage nach komplexeren Teilen, die Einführung neuer Materialien und die Integration digitaler Technologien vorangetrieben.
Simulation und digitale Zwillinge
Mit fortschrittlicher Finite-Elemente-Analyse-Software (FEA) können Werkzeugkonstrukteure den gesamten Stanzprozess digital simulieren. Sie können den Materialfluss vorhersagen, potenzielle Spannungspunkte identifizieren, die Rückfederung vorhersehen und die Bandanordnung optimieren, bevor ein einziges Stück Stahl geschnitten wird. Dieser "digitale Zwilling" des Werkzeugs reduziert die kostspielige und zeitaufwändige Versuch-und-Irrtum-Phase der Werkzeugentwicklung drastisch.
IIoT und In-Die-Sensorik
Das industrielle Internet der Dinge (IIoT) verwandelt die Werkzeugwartung von einer reaktiven in eine vorausschauende Disziplin. Durch die Einbettung von Sensoren direkt in das Werkzeug ist es möglich, kritische Parameter wie Druck, Temperatur und Vibration in Echtzeit zu überwachen. Diese Daten können analysiert werden, um vorherzusagen, wann eine Komponente zu verschleißen oder auszufallen beginnt, sodass die Wartung proaktiv geplant werden kann, bevor es zu einem Produktionsausfall kommt.
Fortschrittliche Materialien
Das Streben nach Leichtbau in der Automobilindustrie und nach höherer Leistung in der Elektronik treibt die Einführung neuer Materialien voran. Das Stanzen von hochfesten Stählen (AHSS), Aluminiumlegierungen und sogar Titan stellt neue Herausforderungen dar. Dies erfordert Innovationen bei Werkzeugen, Beschichtungen und Schmiermitteln sowie neue Pressentechnologien, um diese weniger nachgiebigen Werkstoffe erfolgreich umzuformen.
Hybride Fertigungsverfahren
Die Zukunft könnte in der Kombination von Prozessen innerhalb eines einzigen Werkzeugs liegen. Dazu könnte die Integration des Laserschweißens im Werkzeug gehören, um zwei Teile zu verbinden, das Gewindeschneiden im Werkzeug, um Gewindelöcher zu erzeugen, oder das automatische Einsetzen von Komponenten wie Muttern oder Bolzen. Diese hybriden Verfahren können sekundäre Arbeitsgänge eliminieren, das Teilehandling reduzieren und die Gesamtkosten senken.
Das Folgeverbundstempeln ist nach wie vor ein Eckpfeiler der modernen Fertigung. Seine grundlegenden Prinzipien wie Geschwindigkeit, Präzision und Effizienz sind zeitlos. Während Folgeverbundstanzung sich durch Effizienz auszeichnet, wird das [Transferprägen] oft für komplizierte Formen bevorzugt. Wenn Sie die Mechanik verstehen, die Kosten strategisch verwalten, für die Herstellbarkeit konstruieren und Partner wählen, die in Ihren langfristigen Erfolg investieren, können Sie die Vorteile dieser bemerkenswerten Technologie voll ausschöpfen.



