So wählen Sie die richtige Fräsmaschine für Ihre Fertigungsbedürfnisse zu finden, müssen Sie die Möglichkeiten und Grenzen der einzelnen Verfahren kennen. In diesem Leitfaden wird das Vertikalfräsen von der Maschinenauswahl bis hin zu realen Anwendungen untersucht. Er hilft Ihnen dabei, die Machbarkeit zu beurteilen, die Leistung zu optimieren und den Prozess an Ihre Teileanforderungen anzupassen.
Was vertikales Fräsen ist und warum es wichtig ist
Die Grundlage beginnt damit, zu verstehen, was das Vertikalfräsen von anderen Bearbeitungsmethoden unterscheidet und warum die Spindelausrichtung sowohl die Möglichkeiten als auch die Beschränkungen beeinflusst.
Was ist eine Vertikalfräse und wie unterscheidet sie sich von anderen Mühlentypen?
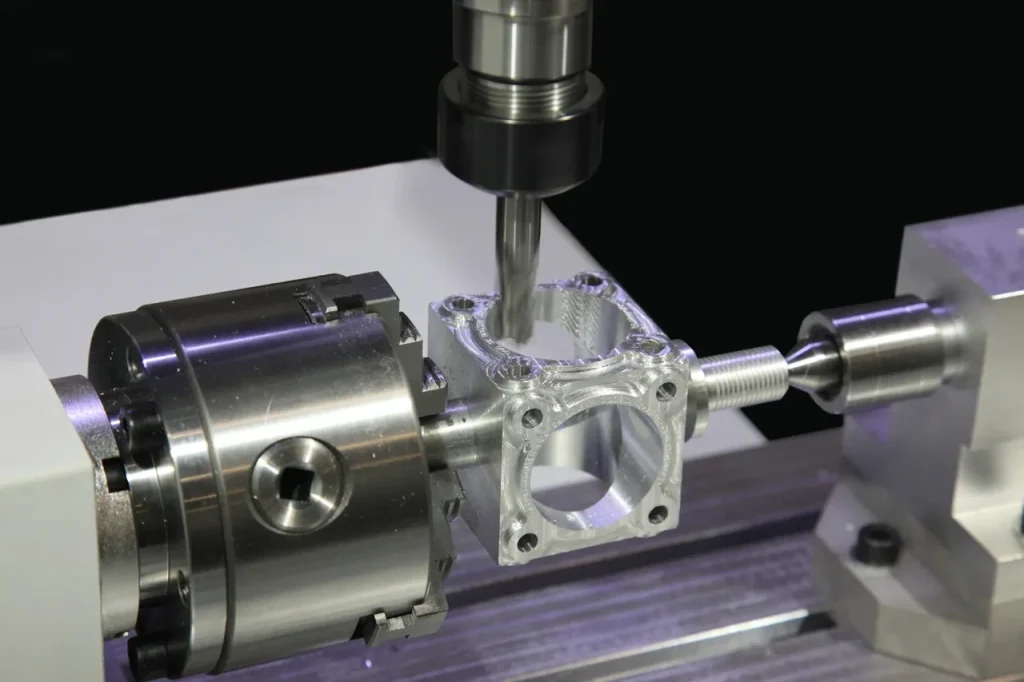
Vertikalfräsen ist eine Art des Fräsens, bei der sich das Schneidwerkzeug auf einer Spindel in vertikaler Ausrichtung dreht, normalerweise entlang der Z-Achse. Der Fräser bewegt sich von oben in das Werkstück, während die Tisch- oder Maschinenachsen das Teil in X, Y und Z positionieren, um Schlitze, Taschen, Flächen, Löcher und konturierte Merkmale zu erzeugen. Einfach ausgedrückt: Das Werkzeug zeigt nach unten auf das Werkstück, anstatt von der Seite zu kommen. Gemäß der Nationales Institut für Standards und Technologie (NIST), Unter Fräsen versteht man ein Bearbeitungsverfahren, bei dem rotierende, mehrschneidige Werkzeuge verwendet werden, um Material von einem Werkstück abzutragen, das mit der hier beschriebenen vertikalen Spindelkonfiguration übereinstimmt.

Diese Spindelausrichtung bestimmt die Art der Fräsarbeiten, die mit der Maschine ausgeführt werden können. Vertikalfräsmaschinen werden häufig für allgemeine Bearbeitungen, Arbeiten im Werkzeugbau, Formen- und Gesenkbau und die Herstellung von Löchern gewählt, da sie auf einer Plattform Schaftfräsen, Planfräsen, Bohren und Tauchbearbeitungen unterstützen. Außerdem sind diese Maschinen vielen Bedienern vertraut, insbesondere in manuellen und Kleinserien-Umgebungen.
Der Hauptunterschied zu anderen Frästypen ist die Spindelrichtung. Bei einer Horizontalfräse läuft die Spindel in horizontaler Ausrichtung, so dass der Fräser das Werkstück von der Seite angreift. Das verändert die Steifigkeit, den Spanfluss und die Art der Materialabtragung, die praktisch ist. Vertikale Maschinen sind für viele alltägliche Teile einfacher einzurichten, während sie im Vergleich zu horizontalen Konstruktionen weniger effizient sind, wenn es um schwere Zerspanung, große Werkstücke oder Merkmale geht, die vom Seitenschneiden und einer besseren Spanabfuhr profitieren. Diese beiden Maschinentypen unterscheiden sich in erster Linie durch die Spindelrichtung, den Spanfluss und die Art der Materialabnahme, die praktisch ist.
Eine weitere nützliche Unterscheidung ist die zwischen einer manuellen Vertikalfräse und einem CNC-Vertikalbearbeitungszentrum. Eine manuelle Maschine beruht auf der direkten Kontrolle durch den Bediener. Ein CNC-Vertikal-Bearbeitungszentrum, oft abgekürzt als VMC, automatisiert die Achsenbewegung und bietet in der Regel zusätzlich Werkzeugwechsel, Kühlmittelverwaltung, Messtaster und in einigen Fällen 4-Achsen- oder 5-Achsen-Funktionen. Unternehmen, die Optionen für vertikale CNC-Fräsmaschinen prüfen, sollten abwägen, ob die automatisierte Achsensteuerung, der Werkzeugwechsel und die Zykluswiederholbarkeit den Schritt von einem manuellen Format nach oben rechtfertigen. Das Bearbeitungsprinzip ist immer noch das Vertikalfräsen, aber die Rolle in der Produktion ist sehr unterschiedlich.
Vertikale Spindelausrichtung, Z-Achsen-Zerspanung und der Einfluss der Spindelausrichtung auf die Spanabfuhr beim Fräsen
Durch die vertikale Bewegung der Spindel eignet sie sich hervorragend für Einstiche und Bohrungen. Der Fräser kann in Z-Richtung direkt in das Werkstück eindringen, was ein Grund dafür ist, dass Vertikalfräser bei der Herstellung von Löchern und Taschen gut abschneiden. Sowohl Schaftfräser als auch Bohrer profitieren von diesem direkten Ansatz.
Aber auch die Ausrichtung der Spindel beeinflusst die Spanabfuhr. Laut ASM Internationale, effektive Späneabfuhr ist bei der Bearbeitung von entscheidender Bedeutung, da Späneansammlungen die Schnitttemperatur erhöhen, den Werkzeugverschleiß beschleunigen und die Oberflächengüte verschlechtern. Beim Vertikalfräsen verbleiben die Späne oft in Taschen, Schlitzen und Hohlräumen unter dem Werkzeug. Wenn das Merkmal flach und offen ist, ist die Spanabfuhr in der Regel überschaubar. Ist das Merkmal tief, schmal oder geschlossen, können sich die Späne um den Fräser herum stauen. Das kann die Schnittkräfte erhöhen, die Oberflächengüte beeinträchtigen und den Werkzeugverschleiß erhöhen. Dies ist ein Grund, warum es bei der Prozessauswahl darauf ankommt, wie sich die Spindelausrichtung auf die Spanabfuhr beim Fräsen auswirkt. Die Schwerkraft hilft nicht immer, die Späne von tiefen inneren Merkmalen zu entfernen, wenn der Fräser in einen Hohlraum hineinarbeitet.
Im Vergleich dazu verwenden horizontale Fräsmaschinen eine seitlich ausgerichtete Spindel, die aufgrund der Ausrichtung des Fräsers und der seitlichen Schnittbedingungen die Späne leichter vom Schnitt wegschleudert. Bei Arbeiten mit schwerer Schruppbearbeitung oder tiefem Zugang zu Hohlräumen kann dies zu einem großen Prozessvorteil werden. Die vertikale Spindel ist also nicht nur ein Detail im Layout. Sie verändert die Art und Weise, wie die Maschine mit Hitze, Spänen und der Werkzeugbelastung umgeht. Die Unterschiede zwischen Horizontalfräsen und Vertikalfräsen zeigen sich vor allem darin, wie die beiden Maschinen die Spanabfuhr bei tiefen oder schweren Schnitten handhaben.
Wichtigste Maschinentypen: Kniefräsen, Revolverfräsen, Bettfräsen und vertikale CNC-Bearbeitungszentren
Die verfügbaren Typen von Vertikalfräsmaschinen decken ein breites Spektrum an vertikalen Formaten ab, und die Auswahl des richtigen Fräsmaschinentyps beginnt mit dem Verständnis der Teileanforderungen, der Losgröße und der Schnittlast. Käufer sollten in der Regel mit dem Material, der Geometrie, dem Toleranzschema, der Anzahl der Aufspannungen und der Losgröße beginnen, da diese Faktoren bestimmen, ob eine vertikale Einrichtung stabil und wirtschaftlich ist. Aluminium und viele Kunststoffe lassen sich auf vertikalen Anlagen oft leichter bearbeiten, während bei rostfreien Stählen, Werkzeugstählen, gehärteten Materialien und einigen Gusseisenwerkstoffen Bedenken hinsichtlich Hitze, Werkzeugverschleiß, Spindelbelastung und Spankontrolle aufkommen. Die Wahl des Werkstoffs wirkt sich daher nicht nur auf die Zykluszeit aus, sondern auch auf die Kühlmittelstrategie, die Wahl des Fräsers und darauf, ob Schruppen und Schlichten auf mehrere Maschinen verteilt werden sollten.
Eine Kniefräse verwendet ein vertikal verstellbares Knie, das den Tisch trägt. Dieses Format ist in handwerklichen Betrieben üblich. Typische Kniefräsen wiegen etwa 1.500 bis 3.000 Pfund, verwenden 2 bis 5 PS-Motoren und bieten einen Arbeitsbereich von etwa 30 Zoll x 12 Zoll x 16 Zoll. Sie eignen sich für Reparaturarbeiten, Prototypen, leichte Produktion und Aufgaben im Werkzeugbau, bei denen die Flexibilität der Einrichtung wichtiger ist als maximale Steifigkeit.
Ein Revolverfräser ist in der Regel ein Kniehebel-Vertikalfräser mit schwenkbarem Stößel oder Kopf, so dass er eher als strukturelle Variante innerhalb der manuellen Vertikalfräsen denn als völlig eigenständige Klasse zu verstehen ist. Diese Anordnung kann die Zugänglichkeit für den Bediener verbessern und winklige Arbeiten unterstützen, aber Steifigkeit und Verfahrweg hängen immer noch von der zugrunde liegenden Maschinenkonstruktion ab.
Bei einer Bettfräse ist das Bett fixiert und der Kopf bewegt sich stattdessen. Das sorgt für eine höhere Stabilität als bei einer Kniehebelkonstruktion und eine bessere Unterstützung bei längeren oder schwereren Schnitten. Bettfräsen können Tischgrößen von bis zu 1400 x 700 mm erreichen, Werkstückgewichte von bis zu 1.000 kg tragen und haben Spindeldrehzahlen von bis zu 3.000 Umdrehungen pro Minute in den genannten Daten.
Ein CNC-Vertikal-Bearbeitungszentrum bietet zusätzlich programmierbare Bewegungen und Automatisierungsfunktionen wie automatische Werkzeugwechsler und in einigen Konfigurationen mehr Achsen. Diese Maschinen sind stärker produktionsorientiert. Typische Spezifikationen für Vertikalmaschinen in den Quellen umfassen Spindeldrehzahlen bis zu 4.000 U/min, Tischgrößen von etwa 1000 x 500 mm und maximale Werkstückgewichte von bis zu 500 kg. Die genaue Kapazität variiert je nach Modell, so dass diese Zahlen am besten als allgemeine Referenzpunkte und nicht als feste Grenzwerte für alle Maschinen zu betrachten sind.
Tabelle: Vertikalfräsen vs. Horizontalfräsen vs. VMC nach typischer Verwendung, Steifigkeit und Bedienersteuerung
| Typ der Maschine | Typische Verwendung | Relative Steifigkeit | Kontrolle durch den Bediener |
|---|---|---|---|
| Manuelle Vertikalmühle | Werkzeugbau, Reparatur, Kleinserienbearbeitung, Bohren, Taschenfräsen | Mäßig, abhängig vom Subtyp | Hohe direkte Bedienerkontrolle |
| Horizontale Mühle | Schwerer Materialabtrag, große Teile, Seitenfräsen, Arbeiten, die eine bessere Spanabfuhr erfordern | Höher für viele Heavy-Cut-Anwendungen | Weniger direkte manuelle Eingriffe in der Produktion |
| CNC-Vertikal-Bearbeitungszentrum (VMC) | Wiederholtes CNC-Fräsen, Formenbau, allgemeine Produktion, Herstellung von Bohrungen | Höher als bei manuellen vertikalen Formaten, aber Geometrie und Einrichtung sind immer noch wichtig | Programmgesteuert mit reduzierter manueller Eingabe beim Schneiden |
Ist das Vertikalfräsen für Ihre Teile- und Produktionsanforderungen machbar?
Die Durchführbarkeit hängt von mehreren sich überschneidenden Faktoren ab. Die Bewertung beginnt mit der grundlegendsten Einschränkung: ob Ihr Werkstück physisch in die Maschine passt.

Werkstückgröße, -gewicht und -umfang: wenn die Werkstückabmessungen die typische vertikale Fräskapazität überschreiten
Eine vertikale Fräsbearbeitung ist nur möglich, wenn das Teil in den Maschinenraum passt und der Tisch das Werkstück und die Vorrichtung zusammen tragen kann. Für die in den zitierten Quellen genannten Standard-Vertikalmaschinen bedeutet das oft Tischgrößen um 1000 x 500 mm und Werkstückgewichte bis zu 500 kg. Bettfräsmaschinen können größer sein, bis hin zu Tischen von 1400 x 700 mm und einer Werkstückkapazität von 1.000 kg.
Diese Zahlen sind in der frühen Phase der Teileprüfung wichtig. Ein Teil kann die Machbarkeitsprüfung schon vor Beginn des Schneidens nicht bestehen. Dabei geht es nicht nur darum, ob das Rohteil physisch auf dem Tisch sitzt. Sie benötigen auch Platz für Spanner, Schraubstöcke, Vorrichtungsplatten, Werkzeugabstand und Achsenverfahrwege oberhalb des höchsten Merkmals. Ein Werkstück, das den Maschinenraum fast ausfüllt, kann immer noch unpraktisch sein, wenn die Einrichtung keinen Zugang für den Fräser lässt.
Hier wird das horizontale gegenüber dem vertikalen Fräsen für große Teile zu einer echten Auswahlfrage. Große Werkstücke erhöhen den Überhang, erschweren das Aufspannen und können eine vertikale Maschine in weniger stabile Bedingungen bringen. Wenn der Auftrag außerdem tiefe Schnitte oder einen erheblichen Materialabtrag erfordert, steigt das Prozessrisiko.
Auswirkungen der Teilegeometrie auf die Wahl zwischen horizontalem und vertikalem Fräsen
Die Teilegeometrie entscheidet oft über den Maschinentyp, noch vor dem Produktionsvolumen. Eine Vertikalmaschine ist gut geeignet, wenn die Merkmale von oben zugänglich sind und wenn der Auftrag Taschen, Löcher, flache Kavitäten, Profile und ebene Flächen umfasst. Sie ist weniger attraktiv, wenn die Teilegeometrie eine lange Werkzeugreichweite, einen behinderten seitlichen Zugang oder geschlossene tiefe Kavitäten erfordert.
Der Einfluss der Teilegeometrie auf die Wahl zwischen horizontalem und vertikalem Fräsen ist in diesen Fällen besonders deutlich:
- Tiefe innere Hohlräume mit engen Öffnungen
- Hohe Wände, die weitreichende Werkzeuge erfordern
- Große Seitenflächen, die einen hohen Materialabtrag erfordern
- Mehrere Seitenmerkmale, die wiederholt neu ausgerichtet werden müssen
In solchen Situationen kann die vertikale Spindel eine weniger stabile Fräsereinstellung erzwingen. Lange Werkzeuge verbiegen sich leichter, was sich auf die Präzision und das Finish auswirkt. Auch die Spanabfuhr wird mit zunehmender Kavitätentiefe schwieriger. Andererseits ist eine vertikale Maschine für von oben zugängliche Merkmale und gemischte Bohr- und Fräsarbeiten oft die einfachere Wahl.
Wenn ein vertikales Bearbeitungszentrum nicht die richtige Wahl ist
Ein VMC ist nicht automatisch die richtige Lösung, nur weil das Teil aus einer Platte, einem Block oder einem Gussteil bearbeitet wird. Wann ein vertikales Bearbeitungszentrum nicht die richtige Wahl ist, hängt normalerweise von einer oder mehreren der folgenden Bedingungen ab:
- Das Teil ist zu groß oder zu schwer für den Maschinenumschlag
- Der Auftrag erfordert eine langwierige Auslagerung von schwerem Material
- Tiefe Kavitäten erzeugen Spänedichtungen und lange Werkzeugauskragungen
- Das Teil hat seitliche Merkmale, die von einer horizontalen Spindel besser erreicht werden können.
- Das Einrichten und Umrüsten würde den Prozess dominieren.
Wenn das Teil zu groß ist, eine starke Schruppbearbeitung erfordert, von tief eingeschlossenen Merkmalen abhängt oder kritische Beziehungen über mehrere Flächen hinweg benötigt, ist eine VMC-Maschine möglicherweise nicht die beste alleinige Lösung. In der Praxis kann der bessere Plan darin bestehen, auf einer steiferen Maschine zu schruppen, auf einer vertikalen Maschine zu schlichten, die Arbeit auf eine 4- oder 5-Achsen-Bearbeitung zu verlagern oder das Teil neu zu konstruieren, um die Aufspannungen zu reduzieren. Einkäufer sollten das Routing nach Rüstzeitreduzierung, Nullpunktkontrolle und Feature-Zugriff beurteilen und nicht nur nach dem Maschinentyp.
Wie das Vertikalfräsen in der Praxis funktioniert
Um eine Vertikalfräse effektiv einsetzen zu können, müssen Sie die geeigneten Werkzeuge auswählen und verstehen, wie jeder Arbeitsgang die nach unten gerichtete Spindel zum Abtragen von Material nutzt.
Werkzeuge und Arbeitsgänge: Schaftfräser, Planfräser, Bohrer, Kugelkopffräser und Eckradiusfräser
Beim Vertikalfräsen wird eine breite Familie von Fräsern eingesetzt. Zu den gängigen Werkzeugen gehören Schaftfräser, Planfräser, Bohrer, Kugelkopffräser und Eckradiusfräser. Jedes Werkzeug unterstützt eine andere Geometrie und einen anderen Schnittmodus.
Schaftfräser sind die gebräuchlichsten Werkzeuge für Schlitze, Taschen, Schultern und Profile. Bohrer werden für die direkte Herstellung von Löchern verwendet. Planfräser bearbeiten breite, ebene Flächen effizient, wenn die Maschine und die Einrichtung stabil genug sind. Kugelkopffräser sind nützlich für gekrümmte Oberflächen, insbesondere im Formenbau. Eckradiusfräser haben eine stärkere Schneide als ein Schaftfräser mit scharfer Ecke, so dass sie häufig dort eingesetzt werden, wo es auf Kantenstärke und glattere Übergänge ankommt.
Der praktische Punkt für Käufer ist, dass die Wahl des Fräsers und des Maschinentyps miteinander verbunden sind. Ein Teil, das im CAD einfach aussieht, kann dennoch ein Kugelkopffräsen mit großer Reichweite, mehrere Werkzeugwechsel oder ein unterbrochenes Planfräsen erfordern. Diese Details wirken sich auf die Prozessstabilität und die Zykluszeit aus.
Wie Einstechen, Bohren, Taschenfräsen, Nutenfräsen und Profilieren auf Vertikalfräsen durchgeführt werden
Die vertikale Spindel ermöglicht das Einstechen, Bohren, Taschenfräsen, Nutenfräsen und Profilieren direkt von der Oberseite aus. Beim Bohren wird ein Bohrer direkt nach unten geführt. Beim Einstechen mit einem Schaftfräser wird das Material axial zugeführt, sofern die Werkzeuggeometrie dies zulässt. Beim Taschenfräsen wird das Innenmaterial Schicht für Schicht abgetragen, wobei der Fräser oft von oben eindringt. Durch Schlitzen werden schmale Kanäle geschnitten, und das Profilieren folgt der Außen- oder Innenkontur eines Merkmals.
Dieser Top-Down-Prozess ist ein Grund dafür, dass das Vertikalfräsen in der allgemeinen Bearbeitung weit verbreitet ist. Eine Werkstatt kann ein und dasselbe Werkstück bohren, plangefräst, taschenfräsen und konturieren, ohne auf einen anderen Maschinentyp wechseln zu müssen. Bei kleinen und mittelkomplexen Teilen kann dies die Fräsbearbeitung vereinfachen.
Der Einfluss der Werkzeugreichweite auf die Präzision beim Vertikalfräsen
Längere Werkzeuge sind oft für vertiefte Merkmale erforderlich, aber das Risiko steigt schnell, wenn der Überstand im Verhältnis zum Werkzeugdurchmesser zunimmt. Sobald die Auskragung ein Mehrfaches des Werkzeugdurchmessers beträgt, sind Durchbiegung, Ratterer und Größenschwankungen viel schwieriger zu kontrollieren, insbesondere bei härteren Materialien oder bei Werkzeugen mit kleinem Durchmesser. Die praktische Frage ist nicht nur, ob das Merkmal erreicht werden kann, sondern auch, ob es ohne Einbußen bei der Steifigkeit und der Oberflächengüte erreicht werden kann.
Dieses Problem wird bei tiefen Kavitäten und hochwandigen Merkmalen ernst. Selbst wenn die Maschine selbst genau ist, kann ein langer Werkzeugüberstand das tatsächliche Bearbeitungsergebnis einschränken. Das ist auch der Grund, warum die Grenzen des Vertikalfräsens bei der Bearbeitung von tiefen Kavitäten nicht nur den Zugang betreffen. Es geht auch um die Stabilität. Ein kurzes, starres Werkzeug in einer flachen Kavität verhält sich ganz anders als ein langes, schlankes Werkzeug, das tief in eine Tasche hineinreicht.
Diagramm: Prozessablauf beim Vertikalfräsen vom Einrichten und Aufspannen bis zum Schneiden und Prüfen
Ein praktischer Arbeitsablauf beim Vertikalfräsen kann als eine Abfolge betrachtet werden:
Überprüfung der Teile → Überprüfung der Maschinenkapazität → Auswahl der Spannvorrichtung → Auswahl des Werkzeugs → Einrichten der Spannvorrichtung → Setzen des Bezugspunkts → Schruppen → Vorschlichten → Schlichten → Herstellen von Bohrungen oder Detailmerkmalen → Prüfung
Vor der Bestellung sollten Einkäufer den Verfahrweg der Maschine, die Tischbelastung, die voraussichtliche Anzahl der Aufspannungen, die maximale praktische Werkzeuglänge, die Aufspannmethode, den Plan für Schruppen und Schlichten sowie die Prüfmethode für kritische Merkmale überprüfen. Die Anfragen sollten das CAD-Modell, die Zeichnung mit dem Bezugsschema, das Material und den Lagerzustand, die Anforderungen an die Oberflächengüte und das Jahres- oder Serienvolumen enthalten, damit der Lieferant das Risiko beim Vertikalfräsen richtig einschätzen kann.
Jede Stufe beeinflusst die nächste. Ist die Auswahl der Spannvorrichtung unzureichend, können die Schnittkräfte das Teil verschieben. Wenn bei der Schruppbearbeitung zu viel Material in schwer zugänglichen Bereichen zurückbleibt, kann die Schlichtbearbeitung lange überstehende Werkzeuge erfordern. Wenn die Bezugspunkte nicht einheitlich gesetzt werden, können bei der Inspektion Positionsfehler festgestellt werden, die eher auf die Einrichtung als auf die Maschinenbewegung zurückzuführen sind.
Für technische Einkäufer ist die nützliche Lektion, dass die Leistung beim Vertikalfräsen von der gesamten Einrichtungskette abhängt, nicht nur von der Spindelausrichtung oder der CNC-Fähigkeit.
Vorteile des Vertikalfräsens und seine Grenzen
Vertikales Fräsen ist bei bestimmten Anwendungen hervorragend, bei anderen wiederum schwierig. Um kostspielige Fehler zu vermeiden, ist es wichtig zu erkennen, wo es in Ihrer Prozesskette hingehört.
Wo Vertikalfräsen gut funktioniert: Werkzeugbau, Formenbau, allgemeine Bearbeitungen und Herstellung von Bohrungen
Das Vertikalfräsen eignet sich besonders gut, wenn der Fräser von oben an die Merkmale herangeführt werden soll und wenn die Arbeit Flexibilität im Prozess erfordert. Den Quellen zufolge werden Vertikalfräsen im Werkzeugbau, im Formenbau, in der allgemeinen Bearbeitung und bei der Herstellung von Bohrungen eingesetzt. Das entspricht der üblichen Werkstattlogik. Die gleiche Maschine kann Bohren, Taschenfräsen, Konturieren und Oberflächenbearbeitung mit gängigen Fräsertypen durchführen.
Manuelle Kniehebel- und Revolverfräsmaschinen eignen sich für Reparaturen, Änderungen und Kleinserien, da der Bediener schnelle Änderungen ohne vollständige CNC-Programmierung vornehmen kann. CNC-VMCs eignen sich besser für wiederholte Produktionen und komplexe Geometrien, insbesondere dort, wo automatische Werkzeugwechsel die spanlose Zeit reduzieren.
Horizontales vs. vertikales Fräsen für große Teile
Bei größeren Werkstücken ändert sich die Abwägung. Beim horizontalen gegenüber dem vertikalen Fräsen großer Teile geht es weniger um die allgemeine Leistungsfähigkeit als vielmehr um die Stabilität und den Zugang. Große Flächenfrästeile lassen sich auf einer Vertikalmaschine schwieriger einspannen, und die Tischbelastung kann an die Grenzen der Machbarkeit stoßen. Hohe Aufspannungen erhöhen auch die Hebelwirkung auf die Spannvorrichtung und können die Prozessstabilität verringern.
Wenn das große Teil hauptsächlich Löcher auf der Oberseite, Taschen und einfache Plandrehungen innerhalb der Gewichts- und Verfahrgrenzen der Maschine benötigt, kann eine vertikale Maschine immer noch funktionieren. Wenn das Teil jedoch auch schwere Schrupparbeiten, lange Seitenschnitte oder mehrere Seitenmerkmale erfordert, ist das horizontale Fräsen oft die stabilere Option.
Grenzen des Vertikalfräsens bei der Bearbeitung tiefer Kavitäten
Tiefe Kavitäten werden auf Vertikalmaschinen schwierig, wenn die Öffnung im Verhältnis zur Tiefe schmal ist, da sich die Spanabfuhr, der Kühlmittelzugang und die Werkzeugsteifigkeit gemeinsam verschlechtern. Das Risiko erhöht sich, wenn die Kavität so tief ist, dass die Späne in einem geschlossenen Raum nachschneiden oder das Werkzeug mit übermäßigem Überhang laufen muss. In diesen Fällen kann eine Vertikalfräse immer noch möglich sein, aber das Prozessrisiko ist oft hoch genug, um eine andere Fräsbahn oder Maschinenarchitektur zu rechtfertigen.
Dies schließt die vertikale Bearbeitung von Hohlräumen nicht aus. Anwendungen im Werkzeug- und Formenbau zeigen, dass vertikale Maschinen komplexe Geometrien gut bearbeiten können. Aber die Tiefe der Kavität und die Größe der Öffnung müssen frühzeitig geprüft werden, da sie bestimmen, ob der Prozess mit praktischen Werkzeugen stabil bleiben kann.
Warum horizontale Mühlen für die Abtragung von schwerem Material bevorzugt werden
Die Gründe für die Bevorzugung von Horizontalfräsern bei der Schwerzerspanung liegen in der Verfahrensmechanik. Die Maschinenanordnung und der Fräseransatz eignen sich besser für eine anhaltende, aggressive Zerspanung großer oder schwerer Teile. Die Späneabfuhr ist oft einfacher, und die Einrichtung kann für das Seitenschneiden stabiler sein.
Für Käufer, die Maschinenrouten vergleichen, bedeutet dies, dass das Vertikalfräsen nicht als Standard für jedes prismatische Teil angesehen werden sollte. Wenn das Schruppen den Zyklus dominiert, kann die Wahl der Maschine eher von der Abtragsstrategie als von der endgültigen Form des Werkstücks abhängen.
Häufige Risiken, Fehlerarten und Bearbeitungsprobleme
Selbst gut gewählte Maschinen können versagen, wenn die Prozessbedingungen zu Instabilität, Vibrationen oder Kontrollverlust führen. Das Verständnis dieser Fehlermöglichkeiten hilft Ihnen bei der Entwicklung sicherer und zuverlässiger Anlagen.
Rattergefahr beim Vertikalfräsen von großen Werkstücken
Beim Vertikalfräsen großer Werkstücke steigt das Ratterrisiko, wenn die Steifigkeit von Maschine, Spannvorrichtung und Fräser abnimmt. Große Teile erfordern oft längere Aufspannungen oder ungünstige Spannpositionen. Wenn der Fräser außerdem einen großen Überstand hat, können beim Schruppen oder Schlichten Vibrationen entstehen. Das Rütteln hinterlässt Wellen auf der Oberfläche, verkürzt die Standzeit des Werkzeugs und kann zu Maßabweichungen führen.
Dies ist nicht nur ein Problem der Maschine. Die Teilegeometrie, die Werkzeugreichweite und die Spannmethode tragen alle zum gleichen Stabilitätsproblem bei.
Probleme beim Aufspannen großer Teile auf Vertikalfräsmaschinen
Die häufigsten Probleme bei der Befestigung großer Teile auf Vertikalfräsmaschinen sind der Verlust des Zugangs, Verformungen durch das Einspannen und eine schlechte Abstützung unter der Schnittlast. Eine große Platte oder ein Gussteil kann auf den Tisch passen, aber sobald Klemmen und Stützen hinzugefügt werden, kann der Zugang zum Fräser blockiert werden. Wenn die Auflagepunkte zu spärlich sind, kann das Teil während der Bearbeitung vibrieren oder sich verbiegen.
Dies wirkt sich sowohl auf die Machbarkeit als auch auf die Qualität aus. Eine Einrichtung, die technisch möglich ist, kann dennoch unzuverlässig sein, wenn sich das Teil während des Schneidens verschiebt, federt oder schwingt.
Einschränkungen beim Planfräsen auf vertikalen Bearbeitungszentren
Auch beim Planfräsen gibt es Einschränkungen bei vertikalen Bearbeitungszentren. Beim Planfräsen werden die Spindel und die Einrichtung über einen großen Kontaktbereich belastet. Bei leichteren Vertikalmaschinen, insbesondere bei großen Werkstücken, kann dies die Stabilität beeinträchtigen. Die Ebenheit der Oberfläche und die Oberflächengüte können leiden, wenn es der Aufspannung an Steifigkeit mangelt oder wenn die Späne über eine breite Fläche nachgeschnitten werden.
Das bedeutet nicht, dass das Planfräsen auf einer VMC ungeeignet ist. Es bedeutet, dass der Vorgang empfindlicher auf die Maschinengröße, die Qualität der Aufspannvorrichtung, den Fräserdurchmesser und die Aufmaßmenge reagiert, als viele Käufer erwarten.
Bearbeitungsrisiken beim Abtragen großer Mengen von Material
Die Hauptrisiken beim Abtragen großer Materialmengen auf einer Vertikalmaschine sind Wärmestau, Spanabfuhr, Durchbiegung und Instabilität. Das Schruppen verändert auch die Spannung und Steifigkeit des Teils, wenn Material abgetragen wird. Bei dünnen Abschnitten oder offenen Strukturen kann das Teil mit fortschreitender Bearbeitung weniger stabil werden.
Zur Überprüfung der Machbarkeit lohnt es sich, im Prozessplan das Schruppen vom Schlichten zu trennen. Ein Teil kann auf einer Vertikalmaschine fertigbearbeitet werden, aber dennoch ineffizient oder instabil sein, wenn es auf der gleichen Einrichtung aus dem vollen Material geschruppt wird.
Kosten-, Toleranz- und Vorlaufzeitfaktoren beim Vertikalfräsen
Die Kosteneffizienz des Vertikalfräsens hängt davon ab, wie gut es auf Ihre Teilegeometrie, Ihre Genauigkeitsanforderungen und Ihr Produktionsvolumen abgestimmt ist. Diese Zusammenhänge sind selten offensichtlich.

Kostenkompromisse zwischen horizontalen und vertikalen Fräsmaschinen
Die deutlichsten Kostenabwägungen zwischen horizontalen und vertikalen Fräsmaschinen sind nach den vorliegenden Untersuchungen indirekt. Manuelle Vertikalfräsen wie Kniefräsen werden dort eingesetzt, wo Vielseitigkeit und geringere Komplexität kleine Serien und Reparaturarbeiten unterstützen. CNC-VMCs ermöglichen eine zusätzliche Automatisierung der Produktion. Horizontale Maschinen kommen in der Regel dann zum Einsatz, wenn die Größe der Teile, die Abtragung schwerer Teile oder die Spankontrolle den Prozess stabiler machen.
Die Kosten sollten also als Systemeffekt verstanden werden. Eine vertikale Maschine kann den Rüstaufwand für von oben zugängliche Merkmale verringern. Erfordert die Teilegeometrie jedoch mehrere Aufspannungen, Werkzeuge mit großer Reichweite oder eine instabile Schruppbearbeitung, kann der offensichtliche Kostenvorteil der Maschine durch Arbeitsaufwand und Zykluszeit verschwinden.
Toleranzprobleme beim CNC-Fräsen für komplexe Teile
Toleranzprobleme entstehen in der Regel nicht durch die CNC-Positionierung allein, sondern durch den Prozess, der erforderlich ist, um die Bezugsbeziehungen zwischen den Merkmalen einzuhalten. Einkäufer sollten die Positionierfähigkeit der Maschine von der Prozessfähigkeit trennen, insbesondere wenn mehrere Aufspannungen erforderlich sind. Die Maßhaltigkeit kann erreicht werden, während Rechtwinkligkeit, Position, Ebenheit und Zwischenflächenbeziehungen aufgrund von Umspann- und Vorrichtungsübertragungsfehlern weiterhin abweichen.
Dies gilt insbesondere für Teile, die tiefe Taschen, dünne Wände und enge Lagebeziehungen aufweisen. Einkäufer sollten nicht nur die Zeichnungstoleranz, sondern auch die Zugänglichkeit von Merkmalen und die Bedingungen für den Werkzeugweg überprüfen.
Vertikalfräsen von hochpräzisen CNC-Prismenteilen mit hohen Genauigkeitsanforderungen
Die Herausforderungen an die Genauigkeit beim Vertikalfräsen von hochpräzisen CNC-Prismenteilen ergeben sich häufig aus der Stapelung über mehrere Aufspannungen und aus der Kontrolle des Verhältnisses von Fläche zu Fläche. Ein prismatisches Teil mit mehreren kritischen Flächen, Bohrungen und Bezugspunkten kann eine sorgfältige Aufspannung und wiederholbare Positionierung erfordern. Wenn das Teil auf einer Vertikalmaschine mehrmals neu ausgerichtet werden muss, können sich die Ausrichtungsfehler häufen.
Aus diesem Grund lautet die wichtigste Frage zur Genauigkeit nicht abstrakt “Wie genau ist das Vertikalfräsen? Vielmehr geht es darum, ob die Maschine aufgrund des spezifischen Bezugspunktschemas, der Feature-Reihenfolge und des Werkzeugzugriffs die geforderten Beziehungen in einer stabilen Aufspannung einhalten kann.
Was beeinflusst die Zykluszeit beim CNC-Fräsen in großen Stückzahlen?
Die Zykluszeit beim CNC-Fräsen in großen Stückzahlen wird unter anderem durch Werkzeugwechsel, spanlose Bewegungen, Wiederholungen beim Einrichten, das Laden von Spannvorrichtungen und das Gleichgewicht zwischen Schruppen und Schlichten beeinflusst. Das zitierte Beispiel aus dem Werkzeug- und Formenbau zeigt, dass CNC-Vertikalfräsen die Nebenzeiten durch Hochgeschwindigkeitsgewindebohren, schnelle Vorschübe und hohe Beschleunigung reduzieren können.
Dieses Ergebnis ist wichtig, weil es bei der Wahl der Maschine nicht nur um das Zerspanungsvolumen geht. Bei einigen Teilen macht die spanlose Zeit einen großen Teil des Gesamtzyklus aus. Eine VMC kann bevorzugt werden, wenn Automatisierung und weniger manuelle Eingriffe andere Einschränkungen ausgleichen.
Welcher Vertikalmühlentyp eignet sich für die Anwendung?
Das Vertikalfräsen umfasst mehrere Maschinenvarianten, die jeweils für unterschiedliche Werkstückgrößen, Produktionsmengen und Präzisionsanforderungen optimiert sind. Um den richtigen Untertyp für Ihre Anforderungen zu finden, müssen Sie die strukturellen Unterschiede kennen.
Unterschiede zwischen Bettfräser und Kniefräser für Präzisionsarbeiten
Die Hauptunterschiede zwischen Bettfräsen und Kniefräsen für Präzisionsarbeiten liegen im Aufbau. Ein Kniefräser bietet Flexibilität und eine einfache manuelle Einstellung, was sich für einmalige Arbeiten und Arbeiten im Werkzeugbau eignet. Ein Bettfräser verwendet ein festes Bett und einen beweglichen Kopf, was die Stabilität für schwerere und gleichmäßigere Schnitte verbessert.
Bei Präzisionsarbeiten hängt die Antwort also davon ab, auf welche Art von Präzision es ankommt. Wenn die Aufgabe schnelle Einrichtungsänderungen und vom Bediener gesteuerte Detailarbeit erfordert, ist ein Kniefräser möglicherweise die bessere Wahl. Wenn die Aufgabe wiederholbare Schnitte an schwereren Werkstücken über längere Strecken erfordert, ist ein Bettfräser in der Regel die stabilere Wahl.
Die Wahl zwischen Revolver- und Bettfräsen für Kleinserienarbeiten
Bei der Wahl zwischen Revolverfräsen und Bettfräsen für Kleinserienarbeiten spricht die Flexibilität in der Regel für die Revolverausführung, während die Wiederholbarkeit unter Last für die Bettfräse spricht. Revolverfräsen sind nützlich, wenn die Aufträge häufig variieren, sich die Winkel ändern oder der Bediener einen leichten Zugang und eine einfache Kopfbewegung benötigt. Bettfräsen sind sinnvoller, wenn bei der Serienfertigung schwerere Schnitte oder größere Teile anfallen.
Für einen Käufer geht es dabei weniger um eine “bessere Maschine” als vielmehr um die Mischung der monatlich zu erwartenden Aufträge.
Bester Fräsmaschinentyp für großvolumige Automobilteile
Was den besten Fräsmaschinentyp für großvolumige Automobilteile angeht, so deuten die vorliegenden Daten auf vertikale CNC-Bearbeitungszentren hin, wenn Automatisierung, Werkzeugwechsel und Produktionsfluss wichtig sind. Aber das sollte sorgfältig gelesen werden. Ein hohes Volumen allein ist noch keine Garantie dafür, dass eine vertikale Lösung ideal ist. Die Teilegeometrie, der seitliche Zugang und die Materialabtragsleistung entscheiden immer noch darüber, ob eine vertikale oder horizontale Lösung die bessere Lösung für die Produktion ist.
Tabelle: Kniefräsen vs. Revolverfräsen vs. Bettfräsen vs. VMC nach Steifigkeit, Arbeitsbereich, Automatisierung und Lauflänge
| Untertyp der Maschine | Relative Steifigkeit | Typischer Arbeitsumfang / Kapazität aus Quellen | Automatisierungsgrad | Optimale Lauflänge |
|---|---|---|---|---|
| Kniefräse | Niedriger als Bettfräse | Etwa 30″ x 12″ x 16″; 1.500-3.000 lb Maschinengewicht; 2-5 PS | Niedrig | Einzelstücke bis Kleinserien |
| Revolvermühle | Ähnliche Klasse wie die Kniefräse, mit zusätzlicher Flexibilität des Kopfes | In den Quellen nicht gesondert quantifiziert | Niedrig | Werkzeugbau, Reparatur, variable Kleinserienarbeiten |
| Bettmühle | Höher durch Festbett und beweglichen Kopf | Bis zu 1400 x 700 mm Tisch, 1.000 kg Werkstück, 3.000 RPM | Gering bis mäßig | Kleine bis mittlere Auflagen mit schwereren Schnitten |
| CNC VMC | Höher als manuelle Vertikalformate, prozessabhängig | Rund 1000 x 500 mm Tisch, bis zu 500 kg Werkstück, bis zu 4.000 RPM | Hoch | Sich wiederholende Produktion und komplexe CNC-Arbeiten |
Anwendungen aus der Praxis und evidenzbasierte Anwendungsfälle
Die Theorie wird durch die Praxis klarer. Drei kontrastierende Beispiele veranschaulichen, wie unterschiedliche Vertikalmühlen in den verschiedenen Fertigungsbereichen arbeiten.
Fall: CNC-Vertikalfräse für komplexe Geometrien und reduzierte Nebenzeiten
Im Formen- und Gesenkbau geht es oft um gekrümmte Oberflächen, Taschen und detaillierte Geometrien. In dem zitierten Fall wurden CNC-Vertikalfräsen für den Formenbau mit Hochgeschwindigkeitsgewindebohren, Eilgang und hoher Beschleunigung eingesetzt, um die Nebenzeiten bei gleichbleibender Genauigkeit zu reduzieren. Dies ist eine gute Lösung für das Vertikalfräsen, da die Arbeit viele Merkmale aufweist, oft von oben zugänglich ist und viele Werkzeugwechsel erfordert, anstatt nur stark zu schruppen.
Die Lehre daraus ist nicht, dass jede Form oder jedes Werkzeug auf einer vertikalen Maschine hergestellt werden sollte. Es geht darum, dass eine vertikale CNC-Plattform effektiv sein kann, wenn Komplexität, Zugang zur Nachbearbeitung und reduzierte Leerlaufbewegungen wichtiger sind als eine maximale Abtragsleistung.
Gehäuse: Kniefräser für Kleinproduktion, Reparatur und Flexibilität im Werkzeugbau
Der zitierte Fall des Kniefräsers spiegelt ein gängiges Muster für Handwerksbetriebe wider. Maschinen vom Typ Bridgeport mit einem Gewicht von 1.500 bis 3.000 Pfund, Motoren mit 2 bis 5 PS und einer Größe von etwa 30″ x 12″ x 16″ wurden für kleine Produktions-, Reparatur- und Werkzeugbauarbeiten mit Schaftfräsern und Bohrern verwendet. Diese Art von Maschine funktioniert, weil sie eine ausreichende Kapazität für mittelgroße Teile mit direkter Flexibilität des Bedieners verbindet.
Für die Machbarkeitsprüfung bedeutet dies, dass Kniefräsen dort sinnvoll sind, wo die Anzahl der Teile begrenzt ist, sich die Geometrie häufig ändert und die Zykluszeit weniger wichtig ist als die Anpassungsfähigkeit.
Gehäuse: Bettfräse für längere schwere Schnitte und größere Werkstückstabilität
Das Beispiel der Bettfräse zeigt, worauf es bei der Struktur ankommt. Mit einer Festbettkonstruktion und einem beweglichen Kopf unterstützten Bettfräsen Vorgänge wie Profilieren und Schlitzen an Werkstücken bis zu 1.000 kg mit gleichmäßigerer Leistung über lange Strecken. Dies deutet auf eine produktionsorientierte manuelle oder halbmanuelle Aufgabe hin, bei der das Teil größer oder der Schnitt schwerer ist, als es eine Kniefräse bequem bewältigen kann.
Die wichtigste Erkenntnis der Entscheidung ist, dass Bettfräsen einen nützlichen Mittelweg darstellen. Sie behalten das vertikale Fräsformat bei, verringern aber einige der Steifigkeitsgrenzen, die bei leichteren manuellen Maschinen auftreten.
Checkliste: Zuordnung von Anwendungstyp zu Maschinensubtyp, Fräserfamilie und Produktionsvolumen
Ein praktischer Screening-Ansatz sieht folgendermaßen aus:
| Art der Anwendung | Wahrscheinlicher Untertyp der Maschine | Typische Fräserfamilie | Produktionsvolumen passen |
|---|---|---|---|
| Reparatur, Änderung, einmalige Arbeiten | Kniefräse oder Revolvermühle | Schaftfräser, Bohrer, kleine Planfräser | Sehr niedrig bis niedrig |
| Werkzeugbau und Prototypenbau | Kniefräsen, Revolverfräsen oder VMC | Schaftfräser, Bohrer, Eckradiusfräser | Gering bis mittel |
| Geometrie von Formen und Werkzeugen | CNC VMC | Kugelkopffräser, Eckradiusfräser, Schaftfräser | Mittel bis hoch |
| Größere Teile, die stabile und lange Schnitte erfordern | Bettmühle | Schaftfräser, Walzenstirnfräser, Seitenschneider, wo anwendbar | Gering bis mittel |
| Sich wiederholende prismatische CNC-Teile | VMC | Schaftfräser, Bohrer, Planfräser | Mittel bis hoch |
Wie man eine vertikale Fräslösung bewertet und auswählt
Um eine fundierte Entscheidung zu treffen, ist ein systematischer Ansatz erforderlich, bei dem Ihre spezifischen Anforderungen mit den Maschinen- und Prozessfähigkeiten abgeglichen werden. Beginnen Sie mit der Festlegung von Basisparametern.
Was Käufer zuerst prüfen sollten: Material, Teilegeometrie, Toleranzen, Losgröße und Bedienerfähigkeiten
Eine sinnvolle Bewertung beginnt mit fünf Prüfungen: Material, Teilegeometrie, Toleranzanforderungen, Losgröße und Fähigkeiten des Bedieners. Das Material wirkt sich auf die Wahl des Fräsers und die Schnittlast aus. Die Geometrie wirkt sich auf den Zugang, die Werkzeugreichweite und die Spanabfuhr aus. Die Toleranzen bestimmen, wie viel Einrichten und Prozesskontrolle erforderlich sind. Die Losgröße trägt dazu bei, manuelle Flexibilität von CNC-Effizienz zu trennen. Die Fähigkeiten des Bedieners sind in manuellen und Kleinserien-Umgebungen am wichtigsten, wo die Einrichtungsqualität das Ergebnis dominieren kann.
An dieser Stelle stellt sich auch die Frage, welche Werkstoffe vertikal gefräst werden können. Die Quellen enthalten keine Materialliste, so dass die sichere Schlussfolgerung lautet, dass die Materialeignung anhand der Schnittlast, der Werkzeugauswahl und der Maschinensteifigkeit beurteilt werden muss, anstatt davon auszugehen, dass sich alle bearbeitbaren Materialien auf einer Vertikalfräse gleich verhalten.
Faktoren, die die Oberflächengüte beim Vertikalfräsen beeinflussen
Die wichtigsten Faktoren, die sich auf die Oberflächengüte beim Vertikalfräsen auswirken, sind die Geometrie des Fräsers, der Zustand des Werkzeugs, die Spindeleinrichtung, die Stabilität der Spannvorrichtung, die Spanabfuhr und die Reichweite des Werkzeugs. Ein kurzes, steifes Werkzeug mit sauberer Spanabfuhr führt in der Regel zu einer besseren Oberflächengüte als ein Werkzeug mit langem Überhang, das in einer tiefen Tasche schneidet. Die Oberflächengüte kann sich auch verschlechtern, wenn Ratterer entstehen oder wenn Späne nachgeschnitten werden.
Die Oberflächengüte ist also nicht nur eine Frage des Schlichtdurchlaufs. Sie beginnt mit der Auswahl der Maschine, der Ausrichtung der Merkmale und der Aufspannung der Werkstücke.
Entscheidungsmatrix: Wann ist vertikales Fräsen die richtige Wahl, wann ist horizontales Fräsen besser geeignet und wo sind Verweise auf Normen, akademische Quellen und Industrieanleitungen erforderlich?
Eine einfache Entscheidungsmatrix kann dabei helfen:
| Situation | Bessere Passform |
|---|---|
| Von oben zugängliche Taschen, Löcher, Profile und allgemeine prismatische Arbeiten | Vertikales Fräsen |
| Werkzeugbau, Reparatur, einmalige Änderungen | Knie- oder Revolver-Vertikalmühle |
| Kleine bis mittlere Produktion mit CNC-Automatisierung | VMC |
| Größere Werkstücke, die mehr Stabilität benötigen, aber dennoch für den vertikalen Zugang geeignet sind | Bettmühle |
| Tiefe Kavitäten mit großer Werkzeugreichweite und Späneverdichtungsrisiko | Häufig horizontale oder Prozessumgestaltung |
| Schwerer Materialabtrag bei großen Teilen | Häufig horizontal |
| Teile, die einen wiederholten seitlichen Zugang und weniger Nachrüstungen erfordern | Häufig horizontale oder mehrachsige Alternative |
Der springende Punkt ist einfach. Vertikalfräsen ist eine gute Wahl, wenn das Werkstück hauptsächlich von oben bearbeitet werden kann, wenn Einstech- und Bohrungsbearbeitungen wichtig sind und wenn die Aufspannung bei praktischer Werkzeugreichweite starr bleibt. Sie ist weniger attraktiv, wenn das Werkstück groß ist, die Kavität tief ist, der Materialabtrag hoch ist oder der seitliche Zugang das Feature-Set dominiert.
FAQs
Eine vertikale CNC-Fräse, oft auch VMC (Vertical Machining Center) genannt, ist eine computergesteuerte vertikale Fräsmaschine. Sie automatisiert die Werkzeugbewegung, -positionierung und -bearbeitung mithilfe programmierter Anweisungen. Im Vergleich zu manuellen Fräsmaschinen verfügt sie in der Regel über Funktionen wie automatische Werkzeugwechsler, Kühlmittelsysteme und Mehrachsenfähigkeit, wodurch sie sich für die wiederholbare Produktion und die Bearbeitung komplexer Teile eignet.
Vertikalfräsen ist ein Bearbeitungsverfahren, bei dem ein rotierendes Schneidwerkzeug vertikal ausgerichtet ist und sich nach unten in ein Werkstück bewegt. Die Maschine bewegt das Teil oder Werkzeug entlang der X-, Y- und Z-Achse, um Merkmale wie Schlitze, Taschen, Löcher und ebene Flächen zu erzeugen. Da sich das Werkzeug von oben nähert, ist es besonders effektiv für Bohrungen, Einstiche und Bearbeitungen von oben.
Eine Vielzahl von Werkstoffen kann vertikal gefräst werden, darunter Aluminium, Stahl, rostfreier Stahl, Gusseisen und Kunststoffe. Die Bearbeitbarkeit hängt jedoch von Faktoren wie Härte, Wärmeentwicklung und Spankontrolle ab. Weichere Werkstoffe wie Aluminium lassen sich leichter bearbeiten, während härtere Werkstoffe wie Werkzeugstahl steifere Aufbauten, geeignete Werkzeuge und kontrollierte Schnittbedingungen erfordern.
Der Hauptunterschied ist die Ausrichtung der Spindel. Bei einer Vertikalfräse ist die Spindel vertikal ausgerichtet und schneidet von oben. Bei einer horizontalen Fräse ist die Spindel parallel zum Tisch ausgerichtet und schneidet von der Seite. Dies wirkt sich auf die Steifigkeit, die Spanabfuhr und die Anwendung aus: Vertikalfräsen eignen sich besser für allgemeine und von oben zugängliche Arbeiten, während Horizontalfräsen schwerere Schnitte und größere Teile effizienter bearbeiten.
Horizontalfräsen eignen sich gut für die Zerspanung von schwerem Material, großen Werkstücken und Teilen mit erheblichen Seitenmerkmalen. Ihre Konstruktion verbessert die Spanabfuhr und ermöglicht eine stabilere Zerspanung bei aggressiven Bearbeitungen. Sie werden häufig für tiefe Schnitte, lange Produktionsläufe und Situationen bevorzugt, in denen die Reduzierung der Wiederbefestigung und die Verbesserung der Bearbeitungsstabilität entscheidend sind.



