Precision CNC grinding services are usually considered when a machined part cannot meet its final tolerance, surface finish, flatness, roundness, or bore accuracy by milling or turning alone. The decision is rarely about whether grinding is “better.” It is about whether grinding is the right final process for a specific material, geometry, hardness level, and inspection requirement.
For engineers and technical buyers, the key questions are practical. Can the part be held without distortion? Is there enough datum access for accurate setup? Will the grinding wheel reach the feature? Can heat be controlled? Is the tolerance realistic for the part size and material? Will inspection prove the result?
Reported capability benchmarks for CNC grinding equipment vary. Some providers report ID/OD grinding tolerances as tight as ±0.00007″ or ±0.002 mm. Others report ±0.0001″ or 0.0002″ capability. These numbers should be treated as reported benchmarks, not universal guarantees. Actual results depend on the machine, wheel, workholding, material, geometry, thermal control, operator process knowledge, and inspection method.
This guide explains how to evaluate precision CNC grinding services from an engineering point of view. It focuses on feasibility, process limits, quality risks, cost drivers, and RFQ requirements.
What Precision CNC Grinding Services Are
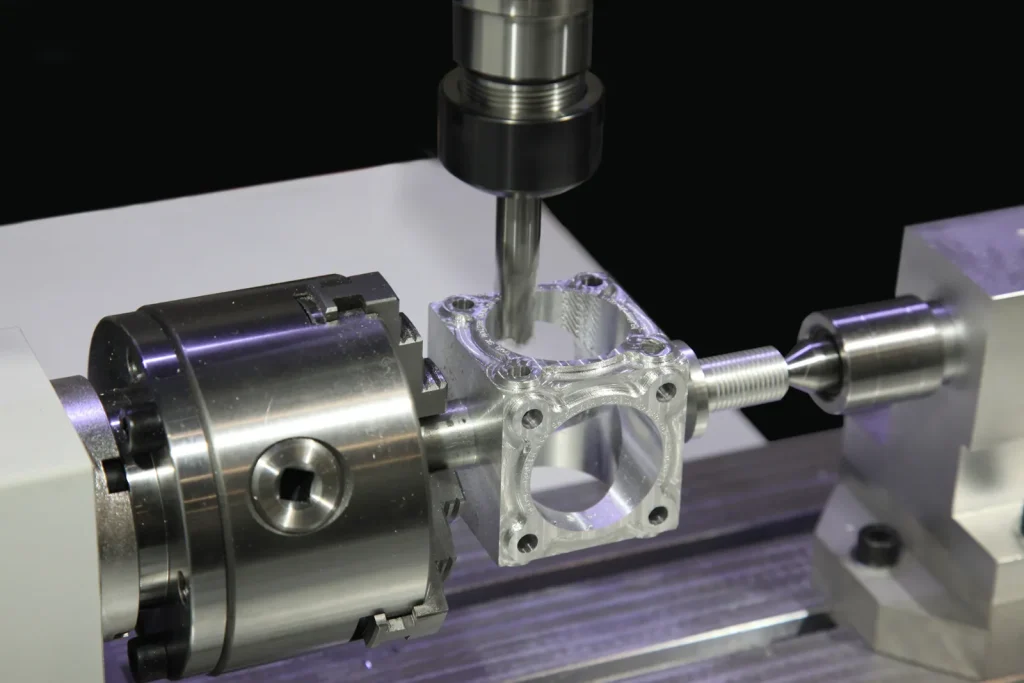
Precision CNC grinding is an abrasive machining process. Instead of cutting the workpiece with a defined tool edge like an end mill or turning insert, grinding removes small amounts of material with an abrasive wheel. CNC control manages wheel movement, feed, speed, and grinding cycle consistency.
In production, grinding is often used near the end of the manufacturing route. A part may first be milled, turned, heat treated, stress relieved, or otherwise processed. Grinding then brings selected surfaces to final size, finish, flatness, roundness, or alignment.
The process is common for industrial components where fit and function depend on controlled surface contact. Examples include bearing surfaces, shafts, rolls, tooling components, medical components, aerospace parts, automotive parts, and hardened steel features.
Service model matters as well as process fit. Some buyers need a specialist grinding shop for tolerance-critical finishing, while others need an integrated machining-and-grinding supplier that can control datums, heat treatment flow, and final inspection in one route. Supplier type affects handoff risk, traceability, and how much pre-grind and post-grind work can be controlled.
What does CNC grinding do that milling or turning cannot?
Milling and turning are strong primary machining processes. They remove material efficiently and can create many shapes. Grinding is different because it removes very small amounts of material with many abrasive cutting points. This makes it useful when a part needs a smoother finish, a tighter final dimension, or improved geometric control after earlier machining steps.
CNC grinding is often selected when milling or turning leaves too much tool mark, cannot hold the required flatness, or cannot finish a hardened surface cleanly. Grinding can also improve roundness on cylindrical parts and produce controlled surfaces on bores, spindles, rolls, and flat faces.
The difference between milling and grinding is most important at the final tolerance stage. Milling may create the near-net shape. Grinding may finish the critical surface. This is why the drawing should identify which dimensions truly require grinding-level control. If every surface is specified too tightly, cost and lead time can increase without improving function.
Precision grinding as a secondary process after machining
Precision grinding is often a secondary process after CNC milling or turning. The earlier process creates the form, removes most of the stock, and prepares reference surfaces. Grinding then removes a smaller amount of material to reach the final specification.
This sequence is useful for complex parts because the grinder does not need to create every feature. Instead, it focuses on the surfaces that need higher precision. For example, a turned shaft may be ground only on bearing journals. A milled plate may be surface ground only on two datum faces. A machined bore may be internally ground only if the bore tolerance and finish cannot be met by boring or reaming.
A buyer should check whether the part has enough grinding allowance. If too much stock remains, grinding usually requires more passes and longer wheel contact, which increases energy input, wheel loading, and the chance of thermal damage. Excess stock also makes size drift and form error harder to control as the wheel wears and the part temperature changes. If too little stock remains, the grinder may not remove prior machining marks, distortion, or heat-treatment movement.
Typical grinding types: surface, cylindrical, centerless, internal, spindle
Surface grinding is used for flat surfaces. It is commonly considered when flatness, parallelism, or surface finish requirements are tighter than milling can reliably hold on the part.
Cylindrical grinding is used on round outside diameters. The workpiece is usually supported and rotated while the grinding wheel removes material from the outside surface. It is often used for shafts, pins, sleeves, rolls, and similar parts.
Centerless grinding is used for high-volume cylindrical parts that do not need centers for support. The workpiece is supported between a grinding wheel, regulating wheel, and work rest. It can be efficient for simple round parts, but it is not suitable for every geometry.
Internal grinding is used for bores and internal diameters. It can produce accurate holes, but small diameter bores create access and wheel stiffness problems.
If this section refers to grinding spindle components, state that explicitly and describe the specific feature being ground. If it refers to a spindle-mounted grinding setup, identify it as a machine arrangement rather than a standard buyer-facing grinding category.
Table: CNC grinding vs milling vs turning for tolerance and finish
| Process | Typical role in part production | Strengths | Limits for tight tolerance and finish |
|---|---|---|---|
| CNC grinding | Final sizing and finishing of selected surfaces | Tight reported tolerances, smooth finishes, hard material finishing, flatness and roundness correction | Slower material removal, heat risk, wheel access limits, setup sensitivity |
| CNC milling | Primary shaping of prismatic parts | Efficient material removal, pockets, slots, profiles, complex 3-axis or multi-axis geometry | May struggle with very tight flatness or very fine finishes on large contact surfaces |
| CNC turning | Primary shaping of round parts | Efficient OD/ID machining, shafts, sleeves, grooves, threads | May not meet final roundness, finish, or tolerance on critical bearing surfaces |
The key point is that grinding is not a replacement for all machining. It is best used where the final surface requirement justifies the extra setup, cycle time, and inspection effort.

Feasibility: Can the Part Be Ground Accurately?
A part is not feasible for grinding just because the drawing calls for a tight tolerance. The geometry must allow stable support, wheel access, heat control, and measurement. A grinder can only control the surface that can be reached, supported, and verified.
Feasibility review should happen before quoting or production. The review should include material, hardness, part size, wall thickness, feature location, datum scheme, and inspection requirements. If any of these are unclear, the grinding process may produce inconsistent results even on capable equipment.
How material type affects precision grinding results
Material type affects precision grinding results because each material responds differently to abrasive cutting, heat, wheel loading, and coolant. Ferrous and non-ferrous metals, stainless steel, titanium, alloys, ceramics, plastics, and composites may all be ground, but they do not grind the same way.
Hard materials may hold shape well but can generate more heat and require careful wheel selection. Stainless steel and titanium can be sensitive to heat and surface damage if the process is not controlled. Ceramics may require suitable abrasive selection and conservative process parameters. Plastics can move, smear, or heat-distort if the setup and cycle are not matched to the material.
Material condition also matters. A part that is machined soft and then hardened may move during heat treatment. Grinding may correct selected surfaces, but it cannot always remove distortion from unsupported thin sections without changing other geometry.
When centerless grinding is not suitable for complex parts
Centerless grinding can be efficient for simple cylindrical parts, especially in batch production. It is less suitable when the part has complex geometry, interrupted surfaces, shoulders that interfere with support, non-round features, fragile sections, or strict relationships to datums that cannot be controlled in a centerless setup.
Dimensional accuracy limits of centerless grinding often relate to support and geometry. Since the workpiece is not held between centers, the process depends on stable contact between the part, grinding wheel, regulating wheel, and work rest. If the part shape prevents stable support, the process may create lobing, taper, or inconsistent size.
For complex parts, cylindrical grinding between centers or in a chuck may provide better datum control. The trade-off is that setup time may be higher, and the process may be slower for volume production.
Internal grinding difficulties on small diameter bores
Internal grinding difficulties on small diameter bores come from access, wheel size, spindle stiffness, and heat control. A small bore requires a small grinding wheel. A small wheel has less stiffness and wears faster. It may also limit coolant access and reduce the ability to remove heat.
Long, small bores are harder because the grinding tool must reach deeper into the part. Deflection can affect straightness and size. Heat can build up in the bore, and inspection may require special gaging rather than simple measurement tools.
Before specifying internal grinding, the buyer should check bore diameter, depth-to-diameter ratio, tolerance, finish, and datum relationship. If the bore is blind, very small, or interrupted, risk increases.
Checklist: geometry, material, hardness, datum access, and inspection needs
A practical feasibility check should cover:
| Check item | Why it matters |
|---|---|
| Geometry | Determines wheel access, support method, and risk of distortion |
| Material | Affects wheel choice, heat generation, loading, and achievable finish |
| Hardness | Changes grinding forces, wheel wear, and burn risk |
| Datum access | Controls whether the ground surface can be related to the correct references |
| Wall thickness | Thin walls may deflect or move under heat and clamping |
| Grinding allowance | Too much stock increases heat and time; too little may not clean up |
| Surface finish requirement | Drives wheel selection, cycle design, and inspection method |
| Inspection needs | Confirms whether tolerance, roundness, flatness, and bore accuracy can be verified |
If the drawing lacks datum clarity or inspection criteria, the part may be grindable but not controllable in a way that proves conformance.
How CNC Grinding Works and What Controls Results
CNC grinding depends on controlled interaction between machine motion, wheel condition, workholding, coolant, material, and measurement. Small process changes can affect size, finish, and geometry.
The grinding wheel is not just a consumable. It is a cutting tool. Its abrasive type, grit size, bond, structure, and dressing condition influence the final result. Workholding is also critical because a part that moves during grinding cannot hold tight geometry.
Impact of grinding wheel selection on surface finish
The impact of grinding wheel selection on surface finish is direct. A coarse wheel may remove material faster but leave a rougher surface. A finer wheel can improve finish but may load, heat the part, or remove stock more slowly if not matched to the material.
Wheel selection also affects grinding forces. If the wheel is too hard, dull abrasive grains may stay in the wheel too long and rub instead of cut. This can increase heat. If the wheel is too soft, it may wear quickly and lose form. Dressing condition matters as well because dressing exposes fresh abrasive and controls wheel shape.
For mirror finish or super finished machined parts, grinding may be one stage in a finishing route.
The best final finishing process depends on the required roughness, waviness, geometry, material condition, and functional surface behavior. Grinding is often a pre-finish or final sizing step, but honing, lapping, superfinishing, polishing, EDM, reaming, or hard turning may be more suitable depending on the feature and failure mode. Grinding can create a controlled base surface, but very fine final surfaces may need additional finishing steps if the drawing requires them.
Factors affecting tolerance in precision CNC grinding
Factors affecting tolerance in precision CNC grinding include machine condition, thermal stability, wheel wear, dressing, workholding, material movement, part stiffness, setup datum quality, and inspection method. The tolerance on the drawing must be judged against all of these factors.
Part geometry is often the hidden limit. A short, rigid cylindrical part is easier to control than a long, thin shaft. A thick plate is easier to surface grind flat than a thin plate that relaxes after unclamping. A simple through bore is easier to grind and measure than a small blind bore.
Tolerance also depends on how the dimension is defined. A size tolerance alone is not the same as roundness, cylindricity, flatness, or parallelism. If the part function depends on geometry, the drawing should call out the correct geometric requirement rather than relying only on size.
Problems caused by heat generation during grinding
Problems caused by heat generation during grinding include burn marks, surface damage, dimensional movement, residual stress, and loss of hardness in sensitive materials. Grinding creates heat because abrasive grains cut and rub at the surface. If heat is not removed, the surface can change before the part reaches final size.
Risks of burn marks in high precision grinding increase when the wheel is dull, the feed is too aggressive, coolant is poor, stock allowance is high, or the material is heat sensitive. Burn may appear as visible discoloration, but damaging thermal effects are not always easy to see.
Heat control is one reason grinding cycles may need slower feeds, spark-out passes, coolant control, and careful dressing. These steps add time, but they reduce the risk of scrap on tight tolerance parts.
Process diagram: setup, wheel selection, grinding cycle, inspection
A typical precision CNC grinding process follows this logic:
Drawing and feasibility review
↓
Datum and workholding plan
↓
Material, hardness, and stock allowance check
↓
Grinding wheel selection and dressing method
↓
Machine setup and part location
↓
Rough grinding if stock is present
↓
Finish grinding and spark-out as needed
↓
In-process or final inspection
↓
Documentation of critical dimensions and surfaces
This sequence shows why grinding quality is not controlled by the machine alone. It is controlled by the full route from drawing review to inspection.
Advantages, Limits, and Process Trade-Offs
Precision grinding can improve finish, size, flatness, roundness, and fit. It can also add cost, setup time, and risk if specified without a clear functional reason.
A good design review separates critical surfaces from non-critical surfaces. Grinding should be applied where it improves function, assembly, sealing, bearing contact, sliding fit, or wear behavior.
Surface grinding vs milling for tight flatness requirements
Surface grinding vs milling for tight flatness requirements is a common process choice. Milling is usually used first because it removes stock efficiently and creates the main shape. Surface grinding is preferred when the final flatness, parallelism, or surface finish requirement is tighter than milling can hold on the actual part.
The decision depends on part size, thickness, material stability, and datum scheme. A rigid plate with grinding stock on both faces may be a good candidate. A thin plate may warp after material removal or unclamping, so the setup plan matters as much as the machine.
Surface grinding is also useful when two faces must be controlled relative to each other. If flatness is only cosmetic or non-functional, grinding may add cost without value.
Comparison between cylindrical grinding and centerless grinding
A comparison between cylindrical grinding and centerless grinding starts with support method. Cylindrical grinding usually holds the part between centers, in a chuck, or with another fixture. This can help control relationships with datums. Centerless grinding supports the part between wheels and a work rest, which can be efficient for simple round parts.
Cylindrical grinding is often better for parts with shoulders, multiple diameters, short batches, or tight relationships between features. Centerless grinding is often better for simple cylindrical parts in higher volume where the process can be set up and repeated.
The trade-off is setup and control. Centerless grinding may be fast once stable, but it is not a universal choice for complex geometry.
When surface grinding is preferred over cylindrical grinding
Surface grinding is preferred over cylindrical grinding when the critical feature is flat rather than round. Examples include datum faces, plates, blocks, tooling surfaces, and flat contact areas. Cylindrical grinding is preferred when the critical feature is an outside or inside diameter.
Some parts need both. A shaft may need cylindrical grinding on journals and surface grinding on a shoulder face. A tooling component may need surface-ground datums before a bore is finished. The process route should follow the part’s functional datums.
Best finishing process for super finished machined parts
The best finishing process for super finished machined parts depends on the final requirement. Grinding can produce smooth and accurate surfaces, and it is often used before any finer finishing operation. If the requirement is mainly dimension, grinding may be enough. If the requirement is an extremely fine visual or contact surface, another finishing step may be needed after grinding.
For buyers, the important step is to define the required surface finish and measurement method. Terms like “mirror finish” or “super finish” can be unclear unless paired with measurable surface roughness and inspection criteria.
Common Defects, Failure Modes, and Quality Risks
Grinding defects often come from heat, wheel condition, workholding, poor datum control, or unrealistic tolerances. The earlier these risks are reviewed, the easier they are to reduce.
Quality risk is higher when tight size, fine finish, and strict geometry are all required on the same feature. It is also higher when the part is thin, long, hardened, or difficult to inspect.
Causes of poor surface finish after cylindrical grinding
Causes of poor surface finish after cylindrical grinding can include incorrect wheel selection, dull wheel condition, vibration, poor dressing, unstable workholding, excessive feed, or material loading in the wheel. Long or slender parts may also chatter if support is not adequate.
Surface finish issues can also come from earlier processes. If turning marks, heat-treatment scale, or distortion are too deep, the grinding allowance may not be enough to clean up the surface. This is why stock allowance should be controlled before grinding.
A buyer should not evaluate finish by appearance alone. The drawing should define measurable surface finish requirements when surface function matters.
Risks of burn marks in high precision grinding
Risks of burn marks in high precision grinding are linked to heat. Burn can reduce surface integrity and may signal that the process is rubbing rather than cutting. Hardened steel parts are a common concern because thermal damage can affect performance.
Visible burn marks are a warning sign, but absence of color does not always prove that the surface is sound. For critical parts, inspection requirements may need to include methods suited to the material and application.
Burn risk can be reduced through wheel selection, dressing, coolant delivery, feed control, and avoiding excessive stock removal in one step.
Common defects in mirror finish ground metal parts
Common defects in mirror finish ground metal parts include fine scratches, haze, waviness, embedded abrasive, chatter marks, and localized burn. Mirror-like appearance is sensitive to both grinding and handling. Even a dimensionally correct part can fail a visual or surface requirement if the finishing route is not controlled.
The phrase “mirror finish” should be converted into measurable surface finish requirements when possible. Without a measurable standard, suppliers and buyers may judge the result differently.
Packaging and handling also matter after grinding. Fine surfaces can be damaged by contact, debris, or corrosion before final inspection or assembly.
Geometric accuracy issues in precision machined and ground parts
Geometric accuracy issues in precision machined and ground parts include taper, out-of-roundness, lack of parallelism, poor flatness, bore misalignment, and datum shift. These are not always solved by making the size tolerance tighter.
For example, a shaft can measure within diameter tolerance but still have roundness error. A plate can meet thickness tolerance but fail flatness. A bore can meet size but be misaligned to the intended datum.
This is why drawings should separate size tolerances from geometric tolerances. Inspection should match the way the part functions in the assembly.
Cost, Tolerance, and Lead Time Factors in Precision CNC Grinding Services
Cost and lead time in precision CNC grinding services are driven by more than part size. The main drivers are tolerance, material, hardness, geometry, setup complexity, inspection requirements, batch size, and surface finish.
Grinding can be cost-effective when it is applied only to critical surfaces. It becomes less efficient when broad areas are ground without functional need or when tolerances are tighter than the assembly requires.
Cost drivers in CNC grinding services
Cost drivers in CNC grinding services include setup time, wheel selection and dressing, stock allowance, material behavior, part handling, fixture needs, inspection time, and scrap risk. Hard or heat-sensitive materials may require slower cycles. Complex geometry may require more careful setup or multiple operations.
Inspection can also drive cost. Measuring flatness, roundness, bore accuracy, and surface finish may require specialized equipment and time. For critical parts, documentation may take longer than the grinding pass itself.
Design choices affect cost early. Clear datums, practical tolerances, accessible features, and realistic finish requirements make quoting and production more predictable.
How tight tolerances influence grinding cycle time
How tight tolerances influence grinding cycle time is tied to process stability. A loose cleanup grind may need fewer passes. A tight tolerance may need controlled roughing, finishing, spark-out, repeated measurement, and compensation for wheel wear or heat.
Tighter tolerances also reduce the allowed process window. Small changes in temperature, wheel condition, or part support can become important. This can slow production because the process needs more checks.
If a tolerance is not functionally needed, relaxing it can reduce cycle time and inspection burden. If it is needed, the RFQ should make the critical features clear so the provider can plan the right route.
Lead time is often extended by fixture development, wheel sourcing or dressing strategy, first-article inspection, heat-treatment sequencing, metrology queue time, and careful handling after grinding. Cost does not rise only with tighter size tolerance; geometric controls, inspection burden, part instability, and burn-risk mitigation often add more effort than size control alone. A quote should be treated cautiously if it promises very fast turnaround on tolerance-critical features without stating how those controls will be managed.
How batch size affects CNC grinding service cost
How batch size affects CNC grinding service cost depends on setup time and repeatability. A prototype or one-off part may carry more setup cost per part because the workholding, wheel selection, and inspection plan are used for only a small quantity.
In larger batches, setup effort is spread across more parts. Centerless grinding and other repeatable grinding methods may become more attractive for simple geometry. On the other hand, high-volume grinding still needs process control because wheel wear, heat, and inspection frequency affect consistency.
Buyers should state prototype, pilot, and production quantities separately when possible. This helps the provider choose a process that fits both current and future demand.
Reported tolerance benchmarks and uncertainty: ±0.00007″, ±0.0001″, 0.0002″
Reported tolerance benchmarks for precision CNC grinding include ±0.00007″ for some ID/OD grinding claims, ±0.0001″ for high-precision components, and 0.0002″ using advanced grinding machines.
Reported capability only matters if it matches the actual feature, part size, material condition, thermal control, and inspection method. Size tolerance is not the same as flatness, roundness, cylindricity, or surface integrity, and sub-tenth claims are not commercially meaningful without controlled measurement conditions. If the shop cannot inspect the requirement reliably, the claimed capability is not a practical production capability.
The uncertainty matters. These figures come from provider-reported capability statements and are not a guarantee for every part, material, geometry, or batch size. A simple, rigid, accessible part may be much easier to grind to a tight tolerance than a thin, heat-sensitive, complex part.
A responsible RFQ should ask for capability against the actual drawing, not against a general tolerance claim. Inspection method and environmental control should also be discussed when tolerances are very tight.
Applications and Use Cases by Part Requirement
Precision grinding is used where surface condition and dimensional control affect function. The process is common in aerospace, automotive, medical, bearing, tooling, roll, and industrial equipment applications.
Application fit is usually decided by feature requirement, not industry label alone. Flat datums and sealing faces often point to surface grinding, bearing journals to OD grinding, and tight bores to ID grinding only when diameter, length, and access are workable. Long slender parts, thin sections, interrupted surfaces, and deep small bores carry higher risk and may require another finishing route.
Aerospace, automotive, medical, bearing, tooling, and roll grinding uses
Aerospace parts may need controlled geometry and finish for reliable assembly and operation. Automotive parts may need repeatable surfaces in production batches. Medical components may need accurate, smooth features. Bearing-related parts often depend on roundness and surface finish. Tooling components may require flat, parallel, or wear-resistant surfaces. Roll grinding is used where long cylindrical surfaces need controlled size and finish.
These applications often involve metals and alloys, including stainless steel and titanium, as well as other engineered materials. Some services also report work on ceramics, plastics, composites, and non-ferrous metals.
Challenges in grinding hardened steel parts
Challenges in grinding hardened steel parts include heat generation, burn risk, wheel wear, and maintaining surface integrity. Hardened steel can be stable and wear-resistant, but grinding it poorly can damage the surface.
The process must balance stock removal with thermal control. Too much pressure or a dull wheel can create rubbing and heat. Too little control can leave poor finish or size variation.
For hardened parts, buyers should provide hardness values, heat-treatment condition, and any surface integrity requirements. This information affects wheel choice, cycle planning, and inspection.
Small precision parts, large assemblies, prototypes, and production batches
Reported service ranges include very small precision parts under 0.250″ diameter and large assemblies over 30 feet. These are reported benchmarks, not a promise that every provider can handle both extremes.
Small parts create handling, support, and measurement challenges. Large assemblies create machine capacity, stiffness, handling, and thermal stability challenges. Prototypes may need process development, while production batches need repeatability and inspection control.
The buyer should provide part size, weight if relevant, critical features, and quantity. Size alone does not define difficulty. A small bore or thin wall may be harder than a larger simple surface.
Case evidence: diverse materials, roll grinding, post-machining finishing, extreme-condition parts
Provider-reported case evidence shows several common use patterns. One reported case involved CNC grinding across metals, alloys, ceramics, and plastics, with tight ID/OD tolerance capability stated at ±0.00007″. Another reported case focused on precision roll and CNC grinding for ferrous and non-ferrous metals, with 0.0002″ tolerance capability stated for certain work.
A third case described CNC grinding as a post-production step after milling and turning, used to reach tighter tolerances and superior finishes on complex parts. Another reported case involved stainless steel, titanium, and composites for parts used under demanding conditions, with ±0.0001″ tolerance capability stated.
These cases are useful because they show how grinding is applied: diverse materials, roll surfaces, post-machining finishing, and demanding fit or wear conditions. They should still be treated as provider-reported examples. Independent verification and drawing-specific review are needed before assuming similar results.

Inspection, Documentation, and Quality Control
Precision grinding should be paired with inspection that can prove the required result. Tight grinding without suitable inspection creates risk because size, form, finish, and datum relationships may not be fully verified.
Quality control should start with the drawing. The drawing should define the critical surfaces, tolerances, geometric controls, surface finish, material, hardness, and inspection expectations.
Role of CMM inspection in precision grinding quality control
The role of CMM inspection in precision grinding quality control is to verify dimensional and geometric relationships. A coordinate measuring machine can measure locations, profiles, and relationships to datums when the part geometry is suitable.
CMM inspection is useful for machined and ground parts where surfaces must align to other features. It may not be the only method needed. Roundness, surface roughness, and very small bores may require dedicated instruments or gages.
A buyer should ask whether the inspection method matches the tolerance. The method should have enough resolution and repeatability for the drawing requirement.
What quality documentation should buyers request?
Buyers should request documentation that matches part risk. For simple parts, a dimensional inspection report may be enough. For critical components, the package may need material certification, hardness confirmation, surface finish readings, CMM reports, roundness or flatness data, and process-specific inspection records.
The request should be clear at RFQ stage. Adding documentation after production can create delays if the required measurements were not planned or recorded.
Documentation should identify the measured feature, nominal value, tolerance, measured result, instrument or method, and inspection date. For critical parts, traceability to material and revision level is also important.
How should surface finish, flatness, roundness, and bore accuracy be verified?
Surface finish should be verified with a method suited to the specified roughness parameter. Visual appearance alone is not enough when the surface affects fit, friction, wear, or sealing.
Flatness should be measured against the drawing requirement and datum scheme. Roundness should be measured as a geometric condition, not inferred only from diameter checks. Bore accuracy may require bore gages, air gaging, CMM probing, or other methods suited to bore size and tolerance.
The inspection method should be chosen before production. If the feature is hard to reach or too small for standard tools, measurement feasibility becomes part of manufacturing feasibility.
References needed: standards bodies, inspection methods, and industry guidance
Precision grinding decisions often depend on standards and accepted measurement practice. Relevant areas include geometric dimensioning and tolerancing, surface texture measurement, dimensional metrology, and calibration, as outlined in standards from the National Institute of Standards and Technology.
Buyers do not need to write a full inspection procedure for every job, but they should define what must be proven. Standards bodies and institutional guidance help align the buyer and provider on how features are specified and measured.
How to Evaluate and Choose a Grinding Provider
Choosing a provider for precision CNC grinding services should be based on fit to the part requirement, not broad capability claims. The best match for one part may not be the best match for another.
The evaluation should focus on tolerance capability for the actual geometry, material experience, machine capacity, workholding approach, inspection capability, and documentation discipline.
Supplier evaluation should also include quality-system fit and control of special steps. Verify whether the certification scope matches the part risk level, whether measurement systems are controlled and repeatable, whether first-article results can be tied to the drawing datums, and whether any heat treatment or outside processing is subcontracted under documented controls. Similar claimed tolerance means little if the quote does not show how the feature will be produced and verified.
What should you check before requesting a precision grinding quote?
Before requesting a quote, check that the drawing defines critical dimensions, datums, surface finish, material, hardness, and quantity. Confirm which features need grinding and which can remain milled or turned.
Also check whether the part has grinding stock, whether heat treatment occurs before or after grinding, and whether any surfaces are fragile or hard to access. If the part is a prototype, state whether the design may change. If production is expected later, provide expected batch sizes.
A complete RFQ reduces back-and-forth and helps identify manufacturability risks before price and lead time are set.
Decision matrix: tolerance, material, geometry, volume, size, and inspection requirements
| Decision factor | Lower-risk condition | Higher-risk condition |
|---|---|---|
| Tolerance | Moderate tolerance on rigid feature | Very tight tolerance on thin, long, or flexible feature |
| Material | Known grindable material with stable condition | Heat-sensitive, hard, composite, ceramic, or poorly defined material |
| Geometry | Open access and stable support | Small bores, shoulders, interrupted cuts, fragile sections |
| Volume | Quantity matches setup method | Prototype needs production pricing, or production needs prototype process |
| Size | Fits common machine capacity | Very small parts or very large assemblies |
| Inspection | Clear method and documentation | Unclear finish, vague “mirror” terms, no datum clarity |
This matrix helps separate a grindable feature from a grindable and verifiable feature. Both are needed for a successful order.
Red flags: vague tolerance claims, missing inspection capability, unsupported material claims
Red flags include tolerance claims with no link to part geometry, missing inspection capability, unclear workholding plans, unsupported material claims, and unwillingness to discuss heat or burn risk. Another warning sign is treating all grinding types as interchangeable.
A provider should be able to explain whether surface, cylindrical, centerless, internal, or spindle grinding fits the part. They should also be able to identify risks, such as when centerless grinding is not suitable for complex parts or when internal grinding difficulties on small diameter bores may affect feasibility.
Clear limits are a good sign. Precision grinding requires process control, and process control starts with knowing what can go wrong.
RFQ checklist: drawings, CAD files, material specs, hardness, finish, tolerance, quantity, and deadlines
A strong RFQ for precision CNC grinding services should include:
- 2D drawing with tolerances, datums, and revision level
- CAD file if available
- Material specification
- Heat-treatment condition and hardness
- Critical surfaces to be ground
- Surface finish requirements
- Flatness, roundness, bore, and alignment requirements
- Quantity for prototype, pilot, and production
- Required inspection documentation
- Required delivery date or schedule constraint
- Any handling, cleanliness, or packaging needs
The final decision is simple in principle. Use CNC grinding when the part needs final control that milling or turning cannot reliably provide. Avoid or reconsider grinding when geometry blocks access, datums are unclear, inspection is not possible, or tolerances are tighter than the function requires. The best results come when design, process, and measurement are aligned before production starts.
FAQs
When is CNC grinding necessary?
Precision CNC grinding services are usually necessary when milling or turning cannot meet the final tolerance, surface finish, flatness, roundness, or bore accuracy of machined components. It is commonly applied as a secondary finishing process after primary machining operations are completed on workpieces. Engineers and buyers rely on this process to fix dimensional and surface defects that standard cutting methods cannot resolve effectively. It is only deployed for critical functional surfaces where precision and consistent performance are essential for part assembly and operation.
What tolerances can CNC grinding achieve?
Reported CNC grinding benchmarks include ±0.00007″, ±0.0001″, and 0.0002″ in different provider-reported examples across industrial applications. These published figures should not be treated as universal production guarantees for every part design and material type. Actual achievable tolerance depends heavily on material grade, part geometry, machine setup, grinding wheel condition, thermal regulation and professional inspection methods. Rigid, simple parts typically hold tighter tolerances than thin, complex or heat-sensitive components requiring high precision finishing in real manufacturing scenarios.
What is the difference between cylindrical and surface grinding?
Cylindrical grinding finishes round outside or inside diameter features, such as shafts, journals, pins and precision bores for rotational industrial parts. Surface grinding focuses exclusively on flat structural surfaces, including base plates, datum faces, tooling blocks and flat contact areas for assembly use. It prioritizes roundness and concentricity control while the other targets flatness and parallelism accuracy for component functionality. Many complex mechanical parts even require both grinding types to meet all dimensional and geometric drawing specifications for precision surface ground plates and rotary components alike.
What materials are commonly used for precision grinding?
Reported materials include ferrous and non-ferrous metals, stainless steel, titanium, specialty alloys, engineering ceramics, plastics and composite materials alongside hardened steels. Each material reacts differently to abrasive cutting, heat generation, wheel loading and coolant performance during the grinding cycle. Shops must adjust grinding wheel selection, processing parameters and thermal control strategies to match each material’s physical properties. Proper material matching prevents surface burn, dimensional distortion and poor texture on centerless grinding outputs and other ground workpiece types.
How can surface roughness be improved with grinding?
Surface roughness can be improved by selecting the right grinding wheel grain and bond type, and maintaining proper wheel dressing routines throughout production runs. Manufacturers also regulate grinding feed rate, rotational speed and deliver sufficient coolant to lower heat buildup on the workpiece surface. Controlling grinding passes and avoiding excessive stock removal further helps refine surface texture and eliminate tool marks for mirror-finish ground metal parts. The drawing should always define a measurable surface finish requirement rather than relying only on subjective visual appearance for quality judgment.
What is the difference between milling and grinding?
Milling and turning act as efficient primary machining processes that remove large amounts of material to create near-net part shapes with complex geometries. Grinding uses abrasive wheels to remove tiny material particles, delivering tighter dimensional tolerance, smoother surface finish and better geometric correction than milling alone. Milling struggles with ultra-fine flatness, hardened surface finishing and precise roundness on critical bearing and bore features ideal for refined grinding work. Grinding serves as a final precision finishing step to refine only key surfaces and manufacture super-finished CNC machined parts without altering the overall part shape created by milling.