I servizi di rettifica CNC di precisione vengono solitamente presi in considerazione quando un pezzo lavorato non è in grado di soddisfare i requisiti finali di tolleranza, finitura superficiale, planarità, rotondità o precisione del foro ricorrendo esclusivamente alla fresatura o alla tornitura. La decisione raramente verte sul fatto che la rettifica sia “migliore”; si tratta piuttosto di stabilire se la rettifica sia il processo finale più adatto per un determinato materiale, una specifica geometria, un determinato livello di durezza e determinati requisiti di controllo.
Per gli ingegneri e i responsabili degli acquisti tecnici, le domande fondamentali sono di natura pratica. È possibile fissare il pezzo senza che subisca deformazioni? L’accesso ai punti di riferimento è sufficiente per un allineamento preciso? La mola raggiungerà la superficie da lavorare? È possibile controllare il calore? La tolleranza è realistica in relazione alle dimensioni e al materiale del pezzo? L’ispezione confermerà il risultato?
Benchmark di prestazioni riportati per Rettifica CNC Le attrezzature possono variare. Alcuni fornitori dichiarano tolleranze di rettifica ID/OD fino a ±0,00007″ o ±0,002 mm. Altri dichiarano una capacità di ±0,0001″ o 0,0002″. Questi valori devono essere considerati come parametri di riferimento dichiarati, non come garanzie universali. I risultati effettivi dipendono dalla macchina, dalla mola, dal sistema di serraggio del pezzo, dal materiale, dalla geometria, dal controllo termico, dalla conoscenza del processo da parte dell’operatore e dal metodo di ispezione.
Questa guida spiega come valutare i servizi di rettifica CNC di precisione dal punto di vista ingegneristico. Si concentra su fattibilità, limiti di processo, rischi legati alla qualità, fattori che incidono sui costi e requisiti delle richieste di preventivo.
Cosa sono i servizi di rettifica CNC di precisione
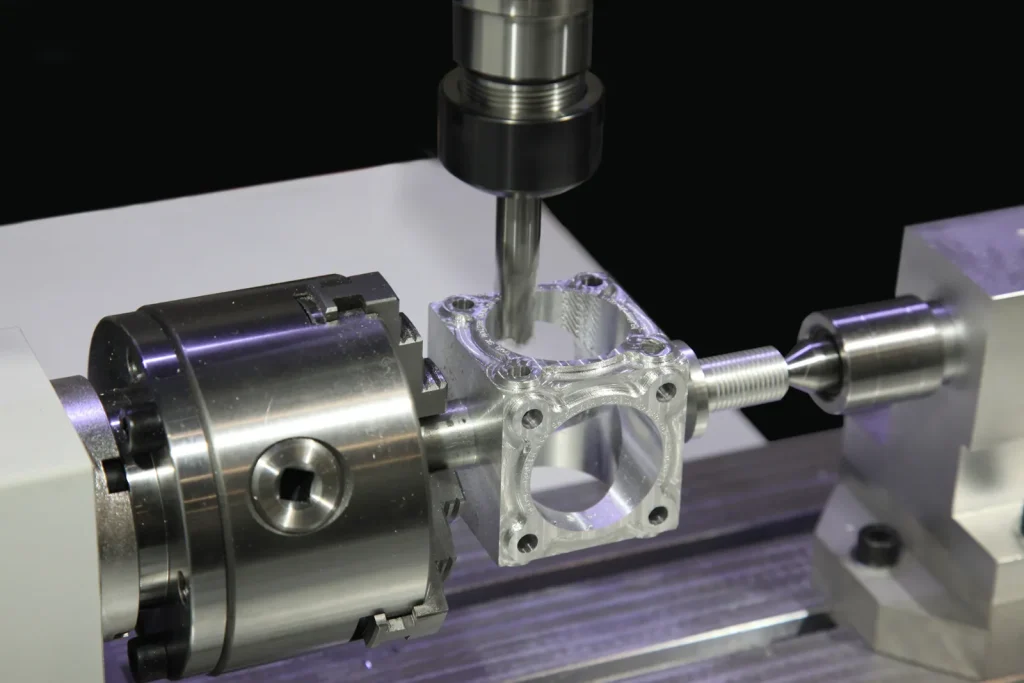
La rettifica CNC di precisione è un processo di lavorazione abrasiva. Anziché tagliare il pezzo con un tagliente definito, come nel caso di una fresa a candela o di un inserto da tornio, la rettifica asporta piccole quantità di materiale mediante una mola abrasiva. Il controllo CNC gestisce il movimento della mola, l'avanzamento, la velocità e l'uniformità del ciclo di rettifica.
Nella produzione, la rettifica viene spesso impiegata verso la fine del processo di lavorazione. Un pezzo può essere prima fresato, tornito, sottoposto a trattamento termico, a distensione o ad altre lavorazioni. La rettifica consente quindi di ottenere sulle superfici selezionate le dimensioni, la finitura, la planarità, la rotondità o l’allineamento finali.
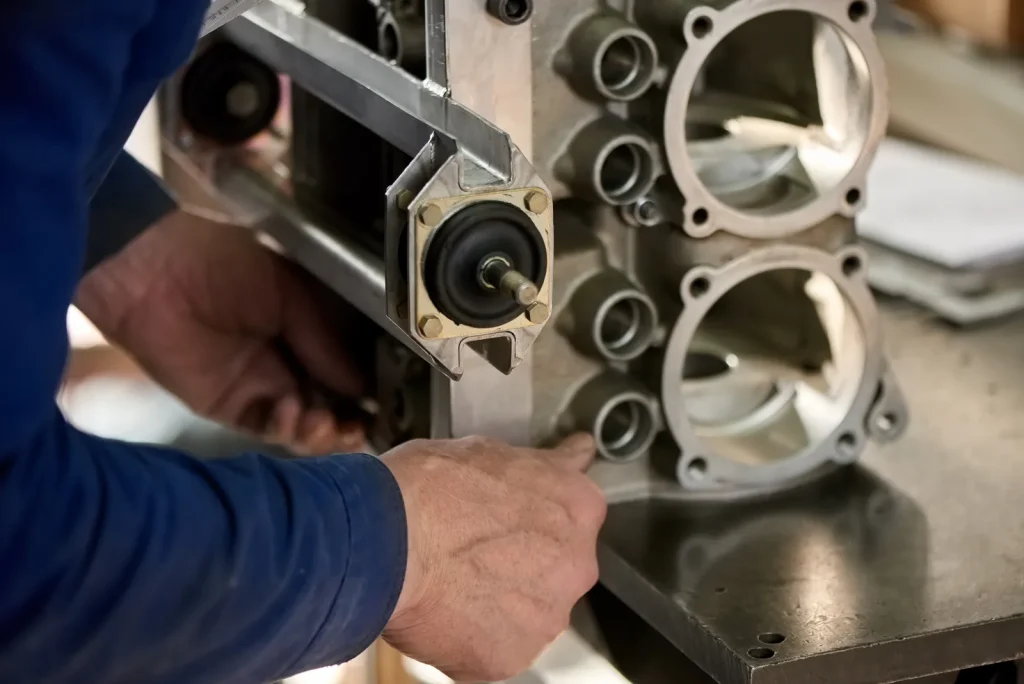
Questo processo è comunemente utilizzato per i componenti industriali in cui l’accoppiamento e il funzionamento dipendono da un contatto superficiale controllato. Tra gli esempi figurano le superfici dei cuscinetti, gli alberi, i rulli, i componenti di utensili, i componenti medicali, i componenti aerospaziali, i componenti automobilistici e gli elementi in acciaio temprato.
Il modello di servizio è importante tanto quanto l’adeguatezza del processo. Alcuni acquirenti necessitano di un'officina specializzata nella rettifica per finiture con tolleranze critiche, mentre altri hanno bisogno di un fornitore integrato di lavorazioni meccaniche e rettifiche in grado di controllare i punti di riferimento, il flusso del trattamento termico e l'ispezione finale in un unico percorso. Il tipo di fornitore influisce sul rischio di passaggio di consegne, sulla tracciabilità e sulla possibilità di controllare le operazioni pre-rettifica e post-rettifica.
Cosa offre la rettifica CNC che la fresatura o la tornitura non sono in grado di offrire?
La fresatura e la tornitura sono processi di lavorazione primari molto efficaci. Consentono di asportare il materiale in modo efficiente e di ottenere una grande varietà di forme. La rettifica è diversa, poiché asporta quantità molto ridotte di materiale utilizzando numerosi punti di taglio abrasivi. Ciò la rende utile quando un pezzo richiede una finitura più liscia, una dimensione finale più precisa o un miglior controllo geometrico dopo le fasi di lavorazione precedenti.
La rettifica CNC viene spesso scelta quando la fresatura o la tornitura lasciano segni troppo evidenti dell'utensile, non consentono di ottenere la planarità richiesta o non permettono di rifinire in modo pulito una superficie temprata. La rettifica può inoltre migliorare la rotondità dei pezzi cilindrici e produrre superfici controllate su fori, mandrini, rulli e facce piane.
La differenza tra fresatura e rettifica è particolarmente importante nella fase finale di tolleranza. La fresatura può consentire di ottenere una forma quasi definitiva, mentre la rettifica può servire a rifinire le superfici critiche. Ecco perché il disegno tecnico dovrebbe indicare chiaramente quali dimensioni richiedono effettivamente un controllo a livello di rettifica. Se tutte le superfici sono specificate con tolleranze troppo strette, i costi e i tempi di consegna possono aumentare senza che ciò comporti un miglioramento delle prestazioni.
La rettifica di precisione come processo secondario successivo alla lavorazione meccanica
La rettifica di precisione è spesso un processo secondario che segue Fresatura CNC oppure la tornitura. Il primo processo crea la forma, asporta la maggior parte del materiale in eccesso e prepara le superfici di riferimento. La rettifica asporta poi una quantità minore di materiale per raggiungere le specifiche finali.
Questa sequenza è utile per i pezzi complessi perché la rettificatrice non deve realizzare ogni singola caratteristica. Si concentra invece sulle superfici che richiedono una maggiore precisione. Ad esempio, un albero tornito può essere rettificato solo sui perni dei cuscinetti. Una piastra fresata può essere rettificata in superficie solo su due facce di riferimento. Un foro lavorato può essere rettificato internamente solo se la tolleranza e la finitura del foro non possono essere ottenute mediante alesatura o alesatura di finitura.
L'acquirente dovrebbe verificare se il pezzo presenta un margine di rettifica sufficiente. Se il materiale in eccesso è troppo, la rettifica richiede solitamente più passaggi e un contatto più prolungato con la mola, il che aumenta il consumo energetico, il carico sulla mola e il rischio di danni termici. Il materiale in eccesso rende inoltre più difficile il controllo delle variazioni dimensionali e degli errori di forma man mano che la mola si usura e la temperatura del pezzo varia. Se il materiale residuo è insufficiente, la rettificatrice potrebbe non riuscire a rimuovere i segni delle lavorazioni precedenti, le distorsioni o le deformazioni dovute al trattamento termico.
Tipi di rettifica più comuni: a piano, cilindrica, senza centri, interna, al mandrino
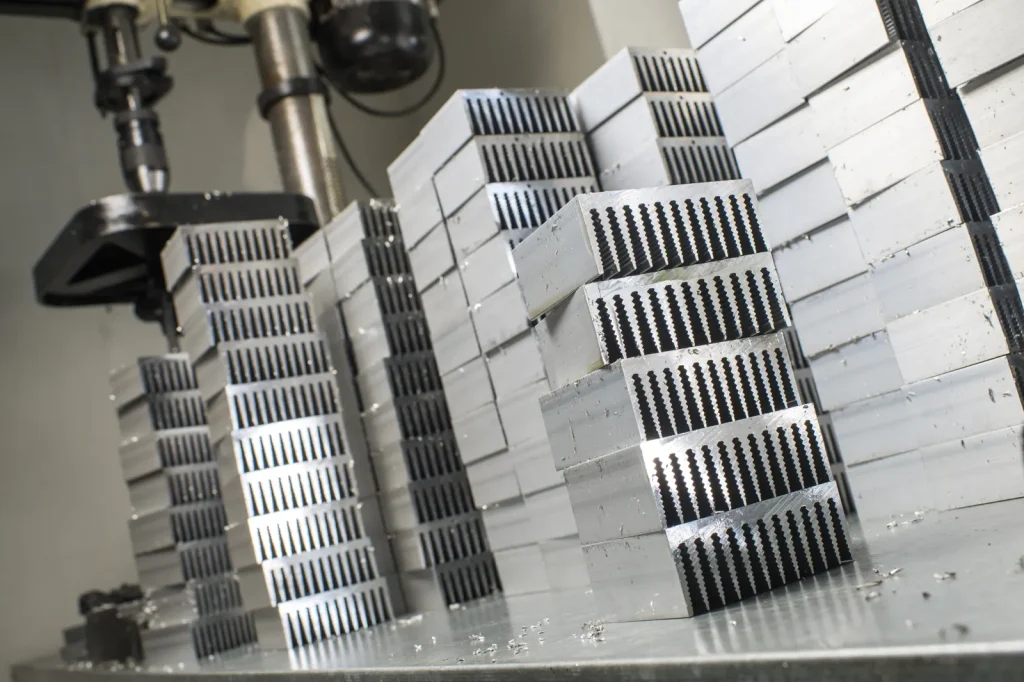
La rettifica piana viene utilizzata per le superfici piane. Si ricorre comunemente a questa tecnica quando i requisiti di planarità, parallelismo o finitura superficiale sono più rigorosi di quanto la fresatura possa garantire in modo affidabile sul pezzo.
La rettifica cilindrica viene utilizzata sui diametri esterni circolari. Il pezzo viene solitamente sostenuto e fatto ruotare mentre la mola asporta materiale dalla superficie esterna. Viene spesso impiegata per alberi, perni, manicotti, rulli e componenti simili.
La rettifica senza centri viene utilizzata per pezzi cilindrici prodotti in grandi quantità che non necessitano di centri di supporto. Il pezzo viene sostenuto tra una mola, una mola di regolazione e un appoggio. Può risultare efficiente per pezzi rotondi semplici, ma non è adatta a tutte le geometrie.
La rettifica interna viene utilizzata per i fori e i diametri interni. Consente di ottenere fori precisi, ma i fori di piccolo diametro comportano problemi di accesso e di rigidità della mola.
Se questa sezione riguarda i componenti del mandrino di rettifica, indicarlo esplicitamente e descrivere la caratteristica specifica sottoposta a rettifica. Se invece si riferisce a una configurazione di rettifica montata sul mandrino, identificarla come una configurazione della macchina piuttosto che come una categoria standard di rettifica destinata agli acquirenti.
Tabella: Rettifica CNC, fresatura e tornitura: tolleranze e finitura
| Processo | Ruolo tipico nella produzione di componenti | Punti di forza | Limiti per tolleranze e finiture strette |
|---|---|---|---|
| Rettifica CNC | Dimensionamento finale e rifinitura delle superfici selezionate | Tolleranze strette, finiture lisce, lavorazione di materiali duri, correzione della planarità e della circolarità | Rimozione del materiale più lenta, rischio di surriscaldamento, limiti di accesso alla mola, sensibilità alla regolazione |
| Fresatura CNC | Sagomatura iniziale di pezzi prismatici | Asportazione efficiente del materiale, cavità, scanalature, profili, geometrie complesse a 3 assi o multiasse | Potrebbero presentarsi difficoltà nel garantire una planarità molto rigorosa o finiture molto precise su superfici di contatto di grandi dimensioni |
| Tornitura CNC | Sagomatura iniziale di pezzi tondi | Lavorazione efficiente di diametri esterni e interni, alberi, manicotti, scanalature, filettature | Potrebbero non soddisfare i requisiti di rotondità, finitura o tolleranza sulle superfici critiche dei cuscinetti |
Il punto fondamentale è che la rettifica non sostituisce tutte le lavorazioni meccaniche. È consigliabile ricorrervi solo quando i requisiti di finitura superficiale giustificano i tempi aggiuntivi di attrezzaggio, di ciclo e di controllo.

Fattibilità: è possibile rettificare il pezzo con precisione?
Un pezzo non è idoneo alla rettifica solo perché il disegno prevede una tolleranza stretta. La geometria deve consentire un supporto stabile, l’accesso alla mola, il controllo del calore e la misurazione. Una rettificatrice può lavorare solo le superfici che è possibile raggiungere, sostenere e verificare.
La valutazione di fattibilità dovrebbe essere effettuata prima della preparazione del preventivo o dell’avvio della produzione. La valutazione dovrebbe includere il materiale, la durezza, le dimensioni del pezzo, lo spessore delle pareti, la posizione delle caratteristiche geometriche, il sistema di riferimento e i requisiti di ispezione. Se uno qualsiasi di questi aspetti non è chiaro, il processo di rettifica potrebbe produrre risultati incostanti anche con attrezzature adeguate.
In che modo il tipo di materiale influisce sui risultati della rettifica di precisione
Il tipo di materiale influisce sui risultati della rettifica di precisione, poiché ogni materiale reagisce in modo diverso all'azione abrasiva, al calore, al carico sulla mola e al liquido di raffreddamento. Metalli ferrosi e non ferrosi, acciaio inossidabile, titanio, leghe, ceramiche, materie plastiche e materiali compositi possono tutti essere rettificati, ma non vengono rettificati allo stesso modo.
I materiali duri possono mantenere bene la forma, ma possono generare più calore e richiedono un’attenta selezione della mola. L’acciaio inossidabile e il titanio possono essere sensibili al calore e ai danni superficiali se il processo non viene controllato. La ceramica può richiedere la scelta di abrasivi adeguati e parametri di lavorazione prudenti. Le materie plastiche possono spostarsi, lasciare aloni o deformarsi a causa del calore se l’impostazione e il ciclo non sono adeguati al materiale.
Anche le condizioni del materiale sono importanti. Un pezzo lavorato allo stato morbido e successivamente temprato può deformarsi durante il trattamento termico. La rettifica può correggere determinate superfici, ma non sempre è in grado di eliminare le distorsioni dalle sezioni sottili non supportate senza modificare altre caratteristiche geometriche.
Quando la rettifica senza centri non è adatta a pezzi complessi
La rettifica senza centri può rivelarsi efficiente per pezzi cilindrici semplici, specialmente nella produzione in lotti. È invece meno indicata quando il pezzo presenta una geometria complessa, superfici interrotte, spallamenti che interferiscono con il supporto, caratteristiche non circolari, sezioni fragili o relazioni rigorose con punti di riferimento che non possono essere controllati in una configurazione senza centri.
I limiti di precisione dimensionale della rettifica senza centri sono spesso legati al supporto e alla geometria. Poiché il pezzo non è serrato tra i centri, il processo dipende dal contatto stabile tra il pezzo, la mola, la mola di regolazione e il supporto di appoggio. Se la forma del pezzo impedisce un supporto stabile, il processo può causare la formazione di lobature, conicità o dimensioni non uniformi.
Per i pezzi complessi, la rettifica cilindrica tra centri o in mandrino può garantire un migliore controllo del punto di riferimento. Il compromesso è che i tempi di attrezzaggio potrebbero essere più lunghi e il processo potrebbe risultare più lento nella produzione in serie.
Difficoltà nella rettifica interna di fori di piccolo diametro
Le difficoltà nella rettifica interna di fori di piccolo diametro derivano dall'accessibilità, dalle dimensioni della mola, dalla rigidità del mandrino e dal controllo del calore. Un foro di piccole dimensioni richiede una mola di piccole dimensioni. Una mola di piccole dimensioni presenta una minore rigidità e si usura più rapidamente. Inoltre, può limitare l'accesso del refrigerante e ridurre la capacità di dissipare il calore.
I fori lunghi e di piccolo diametro sono più difficili da lavorare perché l'utensile di rettifica deve penetrare più in profondità nel pezzo. La deflessione può influire sulla rettilineità e sulle dimensioni. All'interno del foro può accumularsi calore e l'ispezione potrebbe richiedere l'uso di strumenti di misurazione speciali anziché semplici strumenti di misura.
Prima di specificare la rettifica interna, l’acquirente dovrebbe verificare il diametro del foro, il rapporto profondità/diametro, la tolleranza, la finitura e il rapporto con il piano di riferimento. Se il foro è cieco, di dimensioni molto ridotte o interrotto, il rischio aumenta.
Lista di controllo: geometria, materiale, durezza, accesso ai dati di riferimento ed esigenze di ispezione
Una verifica della fattibilità pratica dovrebbe comprendere:
| Controllare l'articolo | Perché è importante |
|---|---|
| Geometria | Determina l'accessibilità delle ruote, il metodo di supporto e il rischio di deformazione |
| Materiale | Influisce sulla scelta delle ruote, sulla generazione di calore, sul carico e sulla finitura ottenibile |
| Durezza | Influisce sulle forze di rettifica, sull'usura della mola e sul rischio di bruciature |
| Accesso ai dati | Determina se la superficie del terreno può essere associata ai riferimenti corretti |
| Spessore della parete | Le pareti sottili possono deformarsi o spostarsi a causa del calore e della pressione esercitata dal serraggio |
| Margine di rettifica | Una quantità eccessiva di prodotto aumenta il calore e allunga i tempi; una quantità insufficiente potrebbe non garantire una pulizia adeguata |
| Requisiti di finitura superficiale | Determina la scelta delle ruote motrici, la progettazione del ciclo e il metodo di ispezione |
| Esigenze di ispezione | Conferma se è possibile verificare la tolleranza, la circolarità, la planarità e la precisione del foro |
Se il disegno non presenta chiaramente i punti di riferimento o i criteri di controllo, il pezzo potrebbe essere rettificabile ma non controllabile in modo tale da dimostrarne la conformità.
Come funziona la rettifica CNC e quali sono i fattori che ne determinano i risultati
La rettifica CNC dipende dall'interazione controllata tra il movimento della macchina, le condizioni della mola, il sistema di serraggio del pezzo, il liquido di raffreddamento, il materiale e la misurazione. Piccole variazioni nel processo possono influire sulle dimensioni, sulla finitura e sulla geometria.
La mola non è solo un materiale di consumo. È un utensile da taglio. Il tipo di abrasivo, la granulometria, il legante, la struttura e le condizioni di ravvivatura influenzano il risultato finale. Anche il serraggio del pezzo è fondamentale, poiché un pezzo che si muove durante la rettifica non può mantenere una geometria precisa.
Influenza della scelta della mola sulla finitura superficiale
La scelta della mola influisce direttamente sulla finitura superficiale. Una mola a grana grossa può asportare il materiale più rapidamente, ma lascia una superficie più ruvida. Una mola a grana più fine può migliorare la finitura, ma, se non è adatta al materiale, può intasarsi, surriscaldare il pezzo o asportare il materiale più lentamente.
Anche la scelta della mola influisce sulle forze di rettifica. Se la mola è troppo dura, i grani abrasivi smussati potrebbero rimanere sulla mola troppo a lungo e sfregare invece di tagliare. Ciò può causare un aumento del calore. Se la mola è troppo morbida, potrebbe usurarsi rapidamente e deformarsi. Anche le condizioni di ravvivatura sono importanti, poiché la ravvivatura espone i grani abrasivi freschi e controlla la forma della mola.
Per i pezzi lavorati con finitura a specchio o superfinitura, la rettifica può rappresentare una delle fasi del processo di finitura.
Il processo di finitura finale più adatto dipende dalla rugosità, dall’ondulazione, dalla geometria, dalle condizioni del materiale e dal comportamento funzionale della superficie richiesti. La rettifica è spesso una fase di prefinitura o di dimensionamento finale, ma la levigatura, la lappatura, la superfinitura, la lucidatura, l’elettroerosione (EDM), l’alesatura o la tornitura a duro possono risultare più adatte a seconda delle caratteristiche del pezzo e della modalità di guasto. La rettifica consente di ottenere una superficie di base controllata, ma le superfici finali molto fini potrebbero richiedere ulteriori fasi di finitura se il disegno tecnico lo richiede.
Fattori che influenzano la tolleranza nella rettifica CNC di precisione
I fattori che influenzano la tolleranza nella rettifica CNC di precisione includono le condizioni della macchina, la stabilità termica, l'usura della mola, la ravvivatura, il serraggio del pezzo, il movimento del materiale, la rigidità del pezzo, la qualità del punto di riferimento di assetto e il metodo di ispezione. La tolleranza indicata sul disegno deve essere valutata tenendo conto di tutti questi fattori.
La geometria del pezzo rappresenta spesso il limite nascosto. Un pezzo cilindrico corto e rigido è più facile da controllare rispetto a un albero lungo e sottile. Una lamiera spessa è più facile da rettificare in piano rispetto a una lamiera sottile che si deforma dopo lo sgancio. Un semplice foro passante è più facile da rettificare e misurare rispetto a un piccolo foro cieco.
La tolleranza dipende anche dal modo in cui viene definita la dimensione. Una tolleranza dimensionale di per sé non equivale alla rotondità, alla cilindricità, alla planarità o al parallelismo. Se la funzione del pezzo dipende dalla geometria, il disegno dovrebbe specificare il requisito geometrico corretto, anziché basarsi esclusivamente sulla dimensione.
Problemi causati dalla generazione di calore durante la molatura
Tra i problemi causati dalla generazione di calore durante la rettifica figurano segni di bruciatura, danni superficiali, variazioni dimensionali, tensioni residue e perdita di durezza nei materiali sensibili. La rettifica genera calore perché i grani abrasivi tagliano e sfregano contro la superficie. Se il calore non viene dissipato, la superficie può subire alterazioni prima che il pezzo raggiunga le dimensioni finali.
Il rischio di bruciature nella rettifica di alta precisione aumenta quando la mola è smussata, l’avanzamento è troppo aggressivo, il refrigerante è di scarsa qualità, il margine di asportazione è elevato o il materiale è sensibile al calore. Le bruciature possono manifestarsi sotto forma di scolorimento visibile, ma gli effetti termici dannosi non sono sempre facilmente individuabili.
Il controllo del calore è uno dei motivi per cui i cicli di rettifica possono richiedere avanzamenti più lenti, passate di eliminazione delle scintille, controllo del refrigerante e una ravvivatura accurata. Queste fasi richiedono più tempo, ma riducono il rischio di scarti nei pezzi con tolleranze strette.
Diagramma di processo: configurazione, selezione delle ruote, ciclo di rettifica, ispezione
Un tipico processo di rettifica CNC di precisione segue questa logica:
Progettazione e valutazione di fattibilità
↓
Piano di riferimento e piano di serraggio
↓
Controllo del materiale, della durezza e del margine di lavorazione
↓
Scelta della mola e metodo di ravvivatura
↓
Configurazione della macchina e posizionamento dei pezzi
↓
Sgrossatura, se il materiale è presente
↓
Eseguire la rettifica di finitura e la rifinitura con elettroerosione, se necessario
↓
Controllo in corso di lavorazione o controllo finale
↓
Documentazione delle dimensioni e delle superfici critiche
Questa sequenza illustra perché la qualità della rettifica non dipende esclusivamente dalla macchina, ma dall’intero processo, dalla revisione dei disegni fino al controllo finale.
Vantaggi, limiti e compromessi di processo
La rettifica di precisione può migliorare la finitura, le dimensioni, la planarità, la rotondità e l'accoppiamento. Può tuttavia comportare un aumento dei costi, dei tempi di messa a punto e dei rischi se specificata senza una chiara motivazione funzionale.
Una buona revisione progettuale distingue le superfici critiche da quelle non critiche. La rettifica dovrebbe essere applicata laddove migliori la funzionalità, l’assemblaggio, la tenuta, il contatto dei cuscinetti, l’accoppiamento scorrevole o il comportamento all’usura.
Rettifica piana vs fresatura per requisiti di planarità rigorosi
La scelta tra rettifica piana e fresatura per requisiti di planarità molto rigorosi è una decisione comune. La fresatura viene solitamente utilizzata per prima, poiché asporta il materiale in modo efficiente e definisce la forma di base. La rettifica piana è preferibile quando i requisiti finali di planarità, parallelismo o finitura superficiale sono più rigorosi di quanto la fresatura possa garantire sul pezzo vero e proprio.
La scelta dipende dalle dimensioni del pezzo, dallo spessore, dalla stabilità del materiale e dallo schema di riferimento. Una piastra rigida con materiale da asportare su entrambe le facce potrebbe essere una buona soluzione. Una piastra sottile potrebbe deformarsi dopo l’asportazione del materiale o lo sgancio, pertanto il piano di allestimento è importante tanto quanto la macchina stessa.
La rettifica piana è utile anche quando è necessario controllare due superfici l'una rispetto all'altra. Se la planarità è solo estetica o non funzionale, la rettifica potrebbe comportare un aumento dei costi senza apportare alcun valore aggiunto.
Confronto tra la rettifica cilindrica e la rettifica senza centri
Il confronto tra la rettifica cilindrica e quella senza centri parte dal metodo di fissaggio. Nella rettifica cilindrica, il pezzo viene solitamente fissato tra i centri, in un mandrino o con un altro dispositivo di fissaggio. Ciò può aiutare a controllare i rapporti con i piani di riferimento. Nella rettifica senza centri, il pezzo viene sostenuto tra le mole e un appoggio di lavoro, il che può risultare efficiente per pezzi rotondi semplici.
La rettifica cilindrica è spesso più indicata per pezzi con spallamenti, diametri multipli, lotti di piccole dimensioni o relazioni strette tra le caratteristiche geometriche. La rettifica senza centri è spesso più indicata per pezzi cilindrici semplici in grandi volumi, dove il processo può essere impostato e ripetuto.
Il compromesso riguarda la messa a punto e il controllo. La rettifica senza centri può essere veloce una volta raggiunta la stabilità, ma non è una scelta universale per geometrie complesse.
Quando la rettifica piana è preferibile alla rettifica cilindrica
La rettifica piana è preferibile alla rettifica cilindrica quando la caratteristica critica è la planarità piuttosto che la rotondità. Ne sono esempi le facce di riferimento, le piastre, i blocchi, le superfici degli utensili e le aree di contatto piane. La rettifica cilindrica è preferibile quando la caratteristica critica è un diametro esterno o interno.
Alcuni pezzi richiedono entrambe le operazioni. Ad esempio, un albero potrebbe necessitare di rettifica cilindrica sui perni e di rettifica piana sulla superficie della spalla. Un componente di attrezzatura potrebbe richiedere punti di riferimento rettificati in piano prima della finitura del foro. Il percorso di lavorazione dovrebbe seguire i punti di riferimento funzionali del pezzo.
Il miglior processo di finitura per i pezzi lavorati con superfinitura
Il processo di finitura più adatto per i pezzi lavorati con superfinitura dipende dai requisiti finali. La rettifica consente di ottenere superfici lisce e precise ed è spesso utilizzata prima di qualsiasi operazione di finitura più raffinata. Se il requisito principale è la precisione dimensionale, la rettifica può essere sufficiente. Se invece si richiede una superficie visiva o di contatto estremamente fine, dopo la rettifica potrebbe essere necessaria un’ulteriore fase di finitura.
Per gli acquirenti, il passo fondamentale consiste nel definire la finitura superficiale richiesta e il metodo di misurazione. Termini come “finitura a specchio” o “superfinitura” possono risultare poco chiari se non accompagnati da criteri misurabili di rugosità superficiale e di ispezione.
Difetti comuni, modalità di guasto e rischi per la qualità
I difetti di rettifica derivano spesso dal calore, dalle condizioni della mola, dal serraggio del pezzo, da uno scarso controllo dei punti di riferimento o da tolleranze non realistiche. Quanto prima si valutano questi rischi, tanto più facile sarà ridurli.
Il rischio legato alla qualità è maggiore quando, per la stessa caratteristica, sono richiesti tolleranze dimensionali strette, una finitura accurata e una geometria rigorosa. È inoltre più elevato quando il pezzo è sottile, lungo, temprato o di difficile ispezione.
Cause di una finitura superficiale scadente dopo la rettifica cilindrica
Tra le cause di una finitura superficiale scadente dopo la rettifica cilindrica possono figurare una scelta errata della mola, una mola smussata, vibrazioni, una ravvivatura inadeguata, un serraggio instabile del pezzo, un avanzamento eccessivo o l’accumulo di materiale sulla mola. I pezzi lunghi o affusolati possono inoltre essere soggetti a vibrazioni se il supporto non è adeguato.
I problemi relativi alla finitura superficiale possono derivare anche da fasi di lavorazione precedenti. Se i segni di tornitura, le incrostazioni dovute al trattamento termico o le deformazioni sono troppo profondi, il margine di rettifica potrebbe non essere sufficiente per ripulire la superficie. Ecco perché è necessario controllare il margine di asportazione prima della rettifica.
Un acquirente non dovrebbe valutare la finitura solo in base all'aspetto. Il disegno tecnico dovrebbe definire requisiti misurabili relativi alla finitura superficiale quando la funzione della superficie è rilevante.
Rischi di segni di bruciatura nella rettifica di alta precisione
I rischi di segni di bruciatura nella rettifica di alta precisione sono legati al calore. La bruciatura può compromettere l'integrità della superficie e può indicare che il processo sta provocando uno sfregamento anziché un taglio. I componenti in acciaio temprato rappresentano una preoccupazione comune, poiché i danni termici possono influire sulle prestazioni.
I segni visibili di bruciatura sono un segnale di allarme, ma l’assenza di colore non sempre dimostra che la superficie sia integra. Per i componenti critici, i requisiti di ispezione potrebbero dover includere metodi adeguati al materiale e all’applicazione.
Il rischio di bruciature può essere ridotto scegliendo le giostre giuste, il rivestimento, il sistema di lubrificazione, il controllo dell’avanzamento ed evitando un’eccessiva asportazione di materiale in un’unica passata.
Difetti comuni nei componenti metallici rettificati con finitura a specchio
Tra i difetti più comuni riscontrati nei componenti metallici rettificati con finitura a specchio figurano graffi sottili, opacità, ondulazioni, residui di abrasivo incastrati, segni di vibrazione e bruciature localizzate. L’aspetto a specchio è sensibile sia alla rettifica che alla manipolazione. Anche un componente dimensionalmente corretto può non soddisfare i requisiti visivi o di superficie se il processo di finitura non viene controllato.
L'espressione “finitura a specchio” dovrebbe essere tradotta, ove possibile, in requisiti misurabili relativi alla finitura superficiale. In assenza di uno standard misurabile, fornitori e acquirenti potrebbero valutare il risultato in modo diverso.
Anche l’imballaggio e la movimentazione sono importanti dopo la rettifica. Le superfici levigate possono essere danneggiate dal contatto, dai detriti o dalla corrosione prima dell’ispezione finale o dell’assemblaggio.
Problemi di precisione geometrica nei componenti lavorati e rettificati con precisione
I problemi di precisione geometrica nei pezzi lavorati e rettificati con precisione includono conicità, ovalizzazione, mancanza di parallelismo, scarsa planarità, disallineamento dei fori e spostamento del punto di riferimento. Questi problemi non sempre si risolvono rendendo più strette le tolleranze dimensionali.
Ad esempio, un albero può rientrare nella tolleranza di diametro ma presentare comunque un errore di rotondità. Una piastra può rientrare nella tolleranza di spessore ma non soddisfare i requisiti di planarità. Un foro può avere le dimensioni corrette ma essere disallineato rispetto al punto di riferimento previsto.
Ecco perché nei disegni è opportuno distinguere le tolleranze dimensionali da quelle geometriche. Il controllo deve rispecchiare il modo in cui il componente funziona all’interno dell’assieme.
Fattori relativi a costi, tolleranze e tempi di consegna nei servizi di rettifica CNC di precisione
Il costo e i tempi di consegna dei servizi di rettifica CNC di precisione non dipendono solo dalle dimensioni del pezzo. I fattori principali sono la tolleranza, il materiale, la durezza, la geometria, la complessità dell'allestimento, i requisiti di ispezione, la dimensione del lotto e la finitura superficiale.
La rettifica può risultare economicamente vantaggiosa se applicata solo alle superfici critiche. Diventa invece meno efficiente quando si rettificano aree estese senza una reale necessità funzionale o quando le tolleranze sono più strette di quanto richiesto dall'assemblaggio.
Fattori di costo nei servizi di rettifica CNC
Tra i fattori che incidono sui costi dei servizi di rettifica CNC figurano i tempi di attrezzaggio, la scelta e la ravvivatura della mola, il margine di asportazione, il comportamento del materiale, la movimentazione dei pezzi, le esigenze di attrezzaggio, i tempi di ispezione e il rischio di scarti. I materiali duri o sensibili al calore possono richiedere cicli più lenti. Le geometrie complesse possono richiedere un attrezzaggio più accurato o operazioni multiple.
Anche le operazioni di ispezione possono incidere sui costi. La misurazione della planarità, della rotondità, della precisione dei fori e della finitura superficiale può richiedere attrezzature specializzate e tempo. Per i pezzi critici, la documentazione può richiedere più tempo della stessa operazione di rettifica.
Le scelte progettuali incidono sui costi sin dalle prime fasi. Punti di riferimento chiari, tolleranze realistiche, caratteristiche facilmente realizzabili e requisiti di finitura realistici rendono la preventivazione e la produzione più prevedibili.
In che modo le tolleranze strette influenzano la durata del ciclo di rettifica
L'influenza delle tolleranze strette sulla durata del ciclo di rettifica è legata alla stabilità del processo. Una rettifica di rifinitura con tolleranze ampie può richiedere un numero inferiore di passaggi. Una tolleranza stretta può invece richiedere operazioni controllate di sgrossatura, finitura, finitura a scintilla, misurazioni ripetute e compensazione dell'usura o del surriscaldamento della mola.
Tolleranze più strette riducono anche la finestra di processo consentita. Piccole variazioni di temperatura, delle condizioni della mola o del supporto del pezzo possono assumere grande importanza. Ciò può rallentare la produzione, poiché il processo richiede un maggior numero di controlli.
Se una tolleranza non è funzionalmente necessaria, allentarla può ridurre la durata del ciclo e l'onere delle ispezioni. Se invece è necessaria, la richiesta di preventivo (RFQ) dovrebbe indicare chiaramente le caratteristiche critiche, in modo che il fornitore possa pianificare il percorso più adeguato.
I tempi di consegna sono spesso allungati dallo sviluppo delle attrezzature, dall’approvvigionamento delle mole o dalla strategia di ravvivatura, dall’ispezione del primo articolo, dalla sequenza dei trattamenti termici, dai tempi di attesa per la metrologia e dalla manipolazione accurata dopo la rettifica. I costi non aumentano solo con tolleranze dimensionali più strette; i controlli geometrici, l’onere delle ispezioni, l’instabilità dei pezzi e la mitigazione del rischio di bruciature spesso comportano uno sforzo maggiore rispetto al solo controllo dimensionale. È opportuno considerare con cautela un preventivo che prometta tempi di consegna molto rapidi per caratteristiche con tolleranze critiche senza specificare in che modo verranno gestiti tali controlli.
In che modo la dimensione del lotto influisce sul costo del servizio di rettifica CNC
L'influenza della dimensione del lotto sul costo del servizio di rettifica CNC dipende dai tempi di attrezzaggio e dalla ripetibilità. Un prototipo o un pezzo unico può comportare costi di attrezzaggio più elevati per singolo pezzo, poiché il sistema di serraggio, la scelta della mola e il piano di controllo vengono utilizzati solo per una piccola quantità.
Nei lotti più grandi, lo sforzo di messa a punto viene ripartito su un numero maggiore di pezzi. La rettifica senza centri e altri metodi di rettifica ripetibili possono risultare più vantaggiosi per geometrie semplici. D’altra parte, la rettifica su grandi volumi richiede comunque un controllo del processo, poiché l’usura della mola, il calore e la frequenza delle ispezioni influiscono sull’uniformità del risultato.
Gli acquirenti dovrebbero indicare separatamente, ove possibile, le quantità relative ai prototipi, alle fasi pilota e alla produzione. Ciò aiuta il fornitore a scegliere un processo che soddisfi sia la domanda attuale che quella futura.
Valori di riferimento di tolleranza e incertezza riportati: ±0,00007″, ±0,0001″, 0,0002″
I valori di tolleranza riportati per la rettifica CNC di precisione includono ±0,00007″ per alcune applicazioni di rettifica di diametri interni ed esterni, ±0,0001″ per componenti ad alta precisione e 0,0002″ con l'utilizzo di rettificatrici avanzate.
La capacità dichiarata ha rilevanza solo se corrisponde alle caratteristiche effettive, alle dimensioni del pezzo, alle condizioni del materiale, al controllo termico e al metodo di ispezione. La tolleranza dimensionale non è sinonimo di planarità, rotondità, cilindricità o integrità superficiale, e le specifiche con tolleranze inferiori a un decimo non hanno significato commerciale in assenza di condizioni di misurazione controllate. Se l’officina non è in grado di verificare in modo affidabile il requisito, la capacità dichiarata non costituisce una capacità produttiva effettiva.
L'incertezza è un fattore importante. Questi dati provengono dalle dichiarazioni di capacità fornite dai produttori e non costituiscono una garanzia per ogni singolo pezzo, materiale, geometria o dimensione del lotto. Un pezzo semplice, rigido e di facile accesso può risultare molto più facile da rettificare con tolleranze strette rispetto a un pezzo sottile, sensibile al calore e complesso.
Una richiesta di offerta responsabile dovrebbe richiedere la verifica della conformità rispetto al disegno effettivo, non rispetto a una dichiarazione generica di tolleranza. Quando le tolleranze sono molto strette, è opportuno discutere anche dei metodi di ispezione e del controllo ambientale.
Applicazioni e casi d'uso in base ai requisiti dei componenti
La rettifica di precisione viene impiegata nei casi in cui le condizioni superficiali e il controllo dimensionale influiscono sul funzionamento. Questo processo è comunemente utilizzato nei settori aerospaziale, automobilistico, medico, dei cuscinetti, degli utensili, dei cilindri e delle apparecchiature industriali.
La scelta del processo di lavorazione dipende solitamente dai requisiti delle caratteristiche del pezzo, non solo dalla classificazione del settore. I piani di riferimento e le superfici di tenuta indicano spesso la rettifica piana, i perni dei cuscinetti la rettifica del diametro esterno, mentre i fori stretti la rettifica del diametro interno solo quando il diametro, la lunghezza e l’accessibilità lo consentono. I pezzi lunghi e slanciati, le sezioni sottili, le superfici interrotte e i fori piccoli e profondi comportano un rischio maggiore e potrebbero richiedere un altro metodo di finitura.
Applicazioni nei settori aerospaziale, automobilistico, medico, dei cuscinetti, degli utensili e della rettifica di cilindri
I componenti aerospaziali possono richiedere geometrie e finiture controllate per garantire un assemblaggio e un funzionamento affidabili. I componenti automobilistici possono richiedere superfici ripetibili nei lotti di produzione. I componenti medicali possono richiedere caratteristiche precise e lisce. I componenti relativi ai cuscinetti dipendono spesso dalla rotondità e dalla finitura superficiale. I componenti per utensili possono richiedere superfici piane, parallele o resistenti all’usura. La rettifica a rulli viene utilizzata quando lunghe superfici cilindriche necessitano di dimensioni e finitura controllate.
Queste applicazioni riguardano spesso metalli e leghe, tra cui l’acciaio inossidabile e il titanio, oltre ad altri materiali ingegnerizzati. Alcuni servizi segnalano inoltre interventi su ceramiche, materie plastiche, materiali compositi e metalli non ferrosi.
Le difficoltà nella rettifica di pezzi in acciaio temprato
Tra le difficoltà legate alla rettifica di pezzi in acciaio temprato figurano la generazione di calore, il rischio di bruciature, l'usura della mola e il mantenimento dell'integrità della superficie. L'acciaio temprato può essere stabile e resistente all'usura, ma una rettifica eseguita in modo non corretto può danneggiarne la superficie.
Il processo deve garantire un equilibrio tra asportazione di materiale e controllo termico. Una pressione eccessiva o una mola smussata possono causare sfregamenti e surriscaldamento. Un controllo insufficiente può comportare una finitura scadente o variazioni dimensionali.
Per i pezzi temprati, gli acquirenti devono fornire i valori di durezza, le condizioni di trattamento termico ed eventuali requisiti relativi all’integrità della superficie. Queste informazioni influiscono sulla scelta della mola, sulla pianificazione del ciclo e sul controllo qualità.
Piccoli componenti di precisione, grandi gruppi, prototipi e lotti di produzione
Le gamme di servizi riportate comprendono sia componenti di precisione molto piccoli, con diametro inferiore a 0,250″, sia grandi gruppi di dimensioni superiori a 30 piedi. Si tratta di valori di riferimento riportati, non di una garanzia che ogni fornitore sia in grado di gestire entrambi gli estremi.
I componenti di piccole dimensioni pongono sfide in termini di movimentazione, supporto e misurazione. I grandi gruppi pongono sfide relative alla capacità delle macchine, alla rigidità, alla movimentazione e alla stabilità termica. I prototipi possono richiedere lo sviluppo di processi, mentre i lotti di produzione necessitano di ripetibilità e controllo delle ispezioni.
L'acquirente deve specificare le dimensioni del pezzo, il peso (se pertinente), le caratteristiche critiche e la quantità. Le dimensioni da sole non sono indicative della difficoltà. Un foro di piccolo diametro o una parete sottile possono risultare più difficili da lavorare rispetto a una superficie semplice di dimensioni maggiori.
Esempi pratici: materiali diversi, rettifica a rulli, finitura post-lavorazione, componenti sottoposti a condizioni estreme
I dati relativi ai casi segnalati dai fornitori evidenziano diversi modelli di utilizzo comuni. Uno dei casi segnalati riguardava la rettifica CNC su metalli, leghe, ceramiche e materie plastiche, con una tolleranza stretta tra diametro interno (ID) e diametro esterno (OD) dichiarata pari a ±0,00007″. Un altro caso riportato si è concentrato sulla rettifica a rulli di precisione e sulla rettifica CNC per metalli ferrosi e non ferrosi, con una tolleranza dichiarata di 0,0002″ per determinati pezzi.
Un terzo caso descriveva la rettifica CNC come una fase di post-produzione successiva alla fresatura e alla tornitura, utilizzata per ottenere tolleranze più strette e finiture di qualità superiore su pezzi complessi. Un altro caso riportato riguardava l’acciaio inossidabile, il titanio e i materiali compositi per componenti utilizzati in condizioni estreme, con una tolleranza dichiarata di ±0,0001″.
Questi casi sono utili perché illustrano come viene applicata la rettifica: materiali diversi, superfici dei rulli, finitura post-lavorazione e condizioni di accoppiamento o usura particolarmente impegnative. Tuttavia, devono essere considerati come esempi forniti dal produttore. Prima di ipotizzare risultati simili, è necessario procedere a una verifica indipendente e a un’analisi specifica dei disegni.

Ispezione, documentazione e controllo qualità
La rettifica di precisione deve essere accompagnata da un controllo in grado di dimostrare il risultato richiesto. Una rettifica di precisione senza un controllo adeguato comporta dei rischi, poiché le dimensioni, la forma, la finitura e i rapporti tra i punti di riferimento potrebbero non essere verificati in modo completo.
Il controllo qualità dovrebbe iniziare già dal disegno. Il disegno dovrebbe definire le superfici critiche, le tolleranze, i controlli geometrici, la finitura superficiale, il materiale, la durezza e i requisiti di ispezione.
Il ruolo dell'ispezione con macchine di misura a coordinate (CMM) nel controllo di qualità della rettifica di precisione
Il ruolo dell'ispezione con macchina di misura a coordinate (CMM) nel controllo qualità della rettifica di precisione consiste nel verificare le relazioni dimensionali e geometriche. Una macchina di misura a coordinate è in grado di misurare posizioni, profili e relazioni rispetto ai sistemi di riferimento, purché la geometria del pezzo lo consenta.
Il controllo con macchina a coordinate (CMM) è utile per i pezzi lavorati e rettificati in cui le superfici devono allinearsi ad altre caratteristiche. Potrebbe non essere l'unico metodo necessario. La rotondità, la rugosità superficiale e i fori di dimensioni molto ridotte potrebbero richiedere strumenti o calibri specifici.
L'acquirente dovrebbe verificare se il metodo di ispezione è adeguato alla tolleranza. Il metodo dovrebbe garantire una risoluzione e una ripetibilità sufficienti a soddisfare i requisiti del disegno tecnico.
Quali documenti di qualità dovrebbero richiedere gli acquirenti?
Gli acquirenti dovrebbero richiedere una documentazione adeguata al livello di rischio associato al componente. Per i componenti semplici, può essere sufficiente un rapporto di controllo dimensionale. Per i componenti critici, invece, potrebbe essere necessario che la documentazione comprenda la certificazione dei materiali, la conferma della durezza, i valori relativi alla finitura superficiale, i rapporti della macchina di misura a coordinate (CMM), i dati relativi alla rotondità o alla planarità e i registri di ispezione specifici per il processo.
La richiesta deve essere chiara già nella fase di richiesta di preventivo. L'aggiunta di documentazione dopo la produzione può causare ritardi se le misurazioni richieste non sono state pianificate o registrate.
La documentazione deve indicare la caratteristica misurata, il valore nominale, la tolleranza, il risultato della misurazione, lo strumento o il metodo utilizzato e la data di controllo. Per i componenti critici, è importante anche la tracciabilità fino al materiale e al livello di revisione.
Come si devono verificare la finitura superficiale, la planarità, la rotondità e la precisione del foro?
La finitura superficiale deve essere verificata con un metodo adeguato al parametro di rugosità specificato. L'aspetto visivo da solo non è sufficiente quando la superficie influisce sull'accoppiamento, sull'attrito, sull'usura o sulla tenuta.
La planarità deve essere misurata in base ai requisiti del disegno e al sistema di riferimento. La rotondità deve essere misurata come condizione geometrica, non dedotta esclusivamente dai controlli del diametro. La precisione dei fori può richiedere l'uso di calibri per fori, sistemi di misurazione pneumatici, sondaggio con macchine di misura a coordinate (CMM) o altri metodi adeguati alle dimensioni e alle tolleranze dei fori.
Il metodo di ispezione deve essere scelto prima dell'avvio della produzione. Se la caratteristica è difficile da raggiungere o troppo piccola per gli strumenti standard, la fattibilità della misurazione diventa parte integrante della fattibilità produttiva.
Riferimenti necessari: organismi di normazione, metodi di ispezione e linee guida del settore
Le decisioni relative alla rettifica di precisione dipendono spesso dalle norme e dalle prassi di misurazione consolidate. Tra gli ambiti rilevanti figurano il dimensionamento e la tolleranza geometrici, la misurazione della struttura superficiale, la metrologia dimensionale e la taratura, come indicato nelle norme emanate da Istituto nazionale per gli standard e la tecnologia.
Gli acquirenti non devono redigere una procedura di ispezione completa per ogni incarico, ma devono definire quali elementi devono essere verificati. Gli organismi di normazione e le linee guida istituzionali contribuiscono ad allineare le posizioni dell’acquirente e del fornitore sulle modalità di specificazione e misurazione delle caratteristiche.
Come valutare e scegliere un fornitore di servizi di rettifica
La scelta di un fornitore di servizi di rettifica CNC di precisione dovrebbe basarsi sull'adeguatezza ai requisiti del pezzo, non su generiche dichiarazioni relative alle capacità. La soluzione più adatta per un pezzo potrebbe non esserlo per un altro.
La valutazione dovrebbe concentrarsi sulla capacità di tolleranza per la geometria effettiva, l’esperienza con i materiali, la capacità delle macchine, l’approccio al serraggio dei pezzi, la capacità di ispezione e la disciplina nella documentazione.
La valutazione dei fornitori dovrebbe includere anche la conformità al sistema di qualità e il controllo delle fasi speciali. Verificare se l’ambito di certificazione corrisponde al livello di rischio del componente, se i sistemi di misura sono controllati e ripetibili, se i risultati del primo articolo possono essere ricondotti ai dati del disegno e se eventuali trattamenti termici o lavorazioni esterne sono subappaltati secondo controlli documentati. Una tolleranza dichiarata simile ha scarso significato se il preventivo non indica come la caratteristica verrà prodotta e verificata.
Cosa è bene verificare prima di richiedere un preventivo per la rettifica di precisione?
Prima di richiedere un preventivo, verificare che il disegno specifichi le quote critiche, i piani di riferimento, la finitura superficiale, il materiale, la durezza e la quantità. Confermare quali elementi devono essere rettificati e quali possono rimanere fresati o torniti.
Verificate inoltre se il pezzo presenta materiale da asportare, se il trattamento termico viene effettuato prima o dopo la rettifica e se vi sono superfici fragili o di difficile accesso. Se il pezzo è un prototipo, specificate se il progetto è soggetto a modifiche. Se è prevista una produzione successiva, indicate le dimensioni previste dei lotti.
Una richiesta di preventivo completa riduce gli scambi di comunicazioni e aiuta a individuare i rischi legati alla producibilità prima che vengano stabiliti il prezzo e i tempi di consegna.
Matrice decisionale: tolleranza, materiale, geometria, volume, dimensioni e requisiti di ispezione
| Fattore decisionale | Condizione di rischio inferiore | Condizione di rischio più elevato |
|---|---|---|
| Tolleranza | Tolleranza moderata su una caratteristica rigida | Tolleranza molto stretta su elementi sottili, lunghi o flessibili |
| Materiale | Materiale macinabile noto, in condizioni stabili | Materiale termosensibile, duro, composito, ceramico o di natura non ben definita |
| Geometria | Accesso libero e assistenza costante | Fori di piccolo diametro, spallamenti, tagli interrotti, sezioni fragili |
| Volume | La quantità corrisponde al metodo di configurazione | Il prototipo richiede prezzi di produzione, oppure la produzione richiede il processo del prototipo |
| Dimensione | Adatto alle macchine di capacità standard | Parti molto piccole o gruppi molto grandi |
| Ispezione | Metodo e documentazione chiari | Finitura poco definita, termini “specchio” vaghi, mancanza di chiarezza sui dati di riferimento |
Questa matrice aiuta a distinguere una caratteristica soggetta a rettifica da una caratteristica soggetta a rettifica e verificabile. Entrambe sono necessarie per garantire il buon esito di un ordine.
Segnali di allarme: affermazioni vaghe sulla tolleranza, mancanza di capacità di ispezione, affermazioni sui materiali non comprovate
Tra i segnali di allarme figurano le dichiarazioni di tolleranza prive di riferimento alla geometria dei componenti, la mancanza di capacità di ispezione, piani di serraggio poco chiari, affermazioni sui materiali non comprovate e la riluttanza a discutere dei rischi legati al calore o alle bruciature. Un altro segnale di allarme è considerare tutti i tipi di rettifica come intercambiabili.
Un fornitore dovrebbe essere in grado di spiegare se la rettifica piana, cilindrica, senza centri, interna o al mandrino sia adatta al pezzo. Dovrebbe inoltre essere in grado di individuare eventuali rischi, ad esempio quando la rettifica senza centri non è adatta a pezzi complessi o quando le difficoltà legate alla rettifica interna su fori di piccolo diametro possono influire sulla fattibilità.
Avere limiti chiari è un buon segno. La rettifica di precisione richiede il controllo del processo, e il controllo del processo inizia con la consapevolezza di ciò che può andare storto.
Lista di controllo per la richiesta di preventivo: disegni, file CAD, specifiche dei materiali, durezza, finitura, tolleranze, quantità e scadenze
Una richiesta di preventivo ben strutturata per servizi di rettifica CNC di precisione dovrebbe includere:
- Disegno 2D con tolleranze, sistemi di riferimento e numero di revisione
- File CAD, se disponibile
- Specifiche del materiale
- Condizioni di trattamento termico e durezza
- Superfici critiche da rettificare
- Requisiti di finitura superficiale
- Requisiti di planarità, rotondità, alesaggio e allineamento
- Quantità per prototipo, fase pilota e produzione
- Documentazione necessaria per l'ispezione
- Data di consegna richiesta o vincolo di tempistica
- Eventuali esigenze relative alla movimentazione, alla pulizia o all'imballaggio
La decisione finale è, in linea di principio, semplice. Ricorrere alla rettifica CNC quando il pezzo richiede un controllo finale che la fresatura o la tornitura non sono in grado di garantire in modo affidabile. Evitare o riconsiderare la rettifica quando la geometria ne impedisce l’accesso, i punti di riferimento non sono chiari, l’ispezione non è possibile o le tolleranze sono più strette di quanto richiesto dalla funzione. I risultati migliori si ottengono quando la progettazione, il processo e la misurazione sono allineati prima dell’inizio della produzione.
Domande frequenti
Quando è necessaria la rettifica CNC?
I servizi di rettifica CNC di precisione sono solitamente necessari quando la fresatura o la tornitura non riescono a garantire la tolleranza finale, la finitura superficiale, la planarità, la rotondità o la precisione del foro dei componenti lavorati. Vengono comunemente applicati come processo di finitura secondario al termine delle operazioni di lavorazione primarie sui pezzi. Ingegneri e acquirenti si affidano a questo processo per correggere difetti dimensionali e superficiali che i metodi di taglio standard non riescono a risolvere in modo efficace. Viene impiegato esclusivamente per superfici funzionali critiche, dove la precisione e prestazioni costanti sono essenziali per l’assemblaggio e il funzionamento dei componenti.
Quali tolleranze è possibile ottenere con la rettifica CNC?
I valori di riferimento riportati per la rettifica CNC includono ±0,00007″, ±0,0001″ e 0,0002″ in diversi esempi forniti dai fornitori in vari contesti industriali. Questi dati pubblicati non devono essere considerati come garanzie di produzione universali per ogni tipo di progetto e materiale. La tolleranza effettivamente raggiungibile dipende in larga misura dal tipo di materiale, dalla geometria del pezzo, dalla configurazione della macchina, dalle condizioni della mola, dalla regolazione termica e dai metodi di ispezione professionali. I pezzi rigidi e semplici presentano in genere tolleranze più strette rispetto ai componenti sottili, complessi o sensibili al calore che richiedono una finitura di alta precisione in contesti produttivi reali.
Qual è la differenza tra la rettifica cilindrica e quella piana?
La rettifica cilindrica rifinisce elementi con diametro esterno o interno circolare, quali alberi, perni, perni di centraggio e fori di precisione per componenti industriali rotanti. La rettifica piana si concentra esclusivamente su superfici strutturali piane, tra cui piastre di base, facce di riferimento, blocchi portautensili e aree di contatto piane destinate al montaggio. Essa privilegia il controllo della rotondità e della concentricità, mentre l’altra si concentra sulla precisione della planarità e del parallelismo per garantire la funzionalità dei componenti. Molti componenti meccanici complessi richiedono addirittura entrambi i tipi di rettifica per soddisfare tutte le specifiche dimensionali e geometriche indicate nei disegni, sia per le piastre rettificate di precisione che per i componenti rotanti.
Quali sono i materiali comunemente utilizzati per la rettifica di precisione?
I materiali citati includono metalli ferrosi e non ferrosi, acciaio inossidabile, titanio, leghe speciali, ceramiche tecniche, materie plastiche e materiali compositi, oltre agli acciai temprati. Ciascun materiale reagisce in modo diverso al taglio abrasivo, alla generazione di calore, al carico sulla mola e alle prestazioni del refrigerante durante il ciclo di rettifica. Le officine devono adeguare la scelta della mola, i parametri di lavorazione e le strategie di controllo termico in base alle proprietà fisiche di ciascun materiale. Un corretto abbinamento dei materiali previene bruciature superficiali, distorsioni dimensionali e finiture inadeguate nei risultati della rettifica senza centri e in altri tipi di pezzi rettificati.
In che modo è possibile migliorare la rugosità superficiale mediante la rettifica?
La rugosità superficiale può essere migliorata selezionando la grana e il tipo di legante adeguati per la mola e mantenendo corrette procedure di ravvivatura della mola durante i cicli di produzione. I produttori regolano inoltre l’avanzamento di rettifica, la velocità di rotazione e garantiscono un’erogazione sufficiente di refrigerante per ridurre l’accumulo di calore sulla superficie del pezzo. Il controllo delle passate di rettifica e l’evitare un’eccessiva asportazione di materiale contribuiscono ulteriormente a perfezionare la struttura superficiale ed eliminare i segni lasciati dall’utensile, ottenendo così parti metalliche rettificate con finitura a specchio. Il disegno tecnico dovrebbe sempre definire un requisito misurabile di finitura superficiale, anziché basarsi esclusivamente sull’aspetto visivo soggettivo per la valutazione della qualità.
Qual è la differenza tra fresatura e rettifica?
La fresatura e la tornitura sono processi di lavorazione primari efficienti che asportano grandi quantità di materiale per ottenere forme di pezzi quasi definitive con geometrie complesse. La rettifica utilizza mole abrasive per asportare minuscole particelle di materiale, garantendo tolleranze dimensionali più strette, una finitura superficiale più liscia e una migliore correzione geometrica rispetto alla sola fresatura. La fresatura presenta difficoltà nel garantire una planarità ultra-fine, una finitura superficiale su materiali temprati e una tondità precisa su elementi critici quali cuscinetti e fori, aspetti in cui la rettifica si rivela ideale. La rettifica funge da fase finale di finitura di precisione per rifinire solo le superfici chiave e produrre pezzi lavorati a CNC con finitura super-rifinita, senza alterare la forma complessiva del pezzo creata dalla fresatura.