Präzisions-CNC-Schleifdienstleistungen kommen in der Regel dann in Betracht, wenn ein bearbeitetes Bauteil die geforderten Endtoleranzen, Oberflächenbeschaffenheit, Ebenheit, Rundheit oder Bohrungsgenauigkeit nicht allein durch Fräsen oder Drehen erreichen kann. Bei der Entscheidung geht es selten darum, ob das Schleifen “besser” ist. Vielmehr geht es darum, ob das Schleifen der richtige Endbearbeitungsprozess für ein bestimmtes Material, eine bestimmte Geometrie, einen bestimmten Härtegrad und bestimmte Prüfanforderungen ist.
Für Ingenieure und technische Einkäufer sind die entscheidenden Fragen praktischer Natur. Lässt sich das Bauteil verformungsfrei einspannen? Ist der Zugang zu den Bezugspunkten für eine präzise Einrichtung ausreichend? Erreicht die Schleifscheibe das Merkmal? Lässt sich die Wärmeentwicklung kontrollieren? Ist die Toleranz angesichts der Bauteilgröße und des Werkstoffs realistisch? Wird die Prüfung das Ergebnis bestätigen?
Angegebene Leistungs-Benchmarks für CNC-Schleifen Die Ausrüstung variiert. Einige Anbieter geben Toleranzen beim ID/OD-Schleifen von bis zu ±0,00007″ oder ±0,002 mm an. Andere geben eine Leistungsfähigkeit von ±0,0001″ oder 0,0002″ an. Diese Zahlen sollten als angegebene Richtwerte betrachtet werden, nicht als allgemeingültige Garantien. Die tatsächlichen Ergebnisse hängen von der Maschine, der Schleifscheibe, der Werkstückspannung, dem Werkstoff, der Geometrie, der Temperaturregelung, den Prozesskenntnissen des Bedieners und der Prüfmethode ab.
In diesem Leitfaden wird erläutert, wie sich Präzisions-CNC-Schleifdienstleistungen aus technischer Sicht bewerten lassen. Der Schwerpunkt liegt dabei auf der Machbarkeit, den Prozessgrenzen, den Qualitätsrisiken, den Kostenfaktoren und den Anforderungen an Angebotsanfragen.
Was sind Präzisions-CNC-Schleifdienstleistungen?
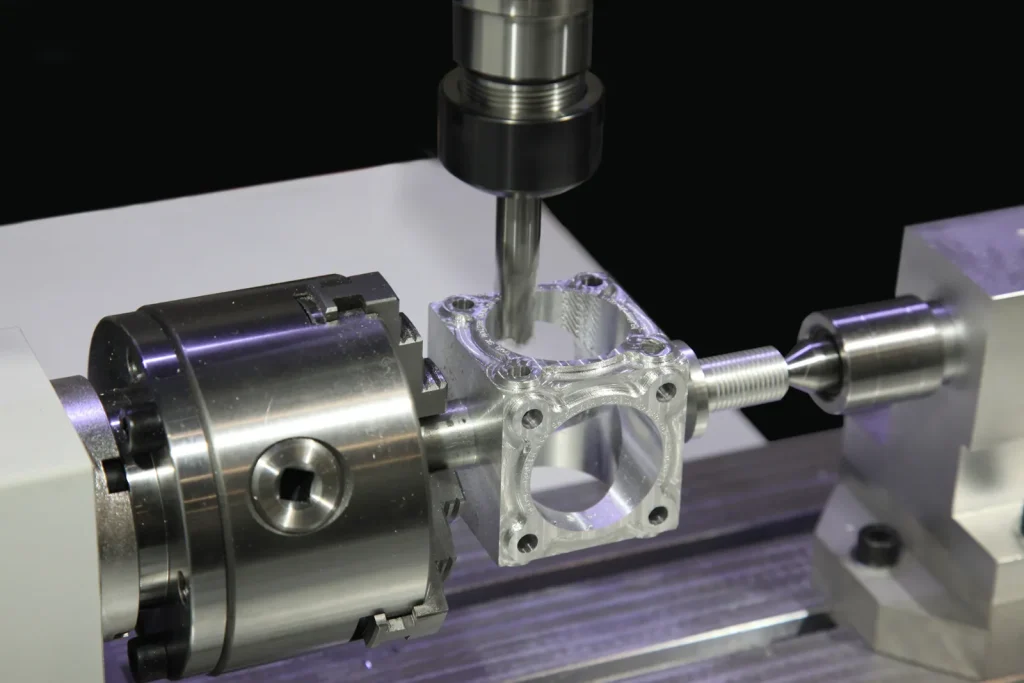
Das Präzisions-CNC-Schleifen ist ein zerspanendes Bearbeitungsverfahren. Anstatt das Werkstück mit einer definierten Werkzeugkante wie bei einem Schaftfräser oder einem Drehmeißel zu zerspanen, werden beim Schleifen mit einer Schleifscheibe kleine Materialmengen abgetragen. Die CNC-Steuerung regelt die Bewegung der Schleifscheibe, den Vorschub, die Drehzahl und die Gleichmäßigkeit des Schleifzyklus.
In der Fertigung wird das Schleifen häufig gegen Ende des Fertigungsprozesses eingesetzt. Ein Bauteil kann zuvor gefräst, gedreht, wärmebehandelt, spannungsfrei gemacht oder auf andere Weise bearbeitet worden sein. Durch das Schleifen werden dann ausgewählte Oberflächen auf ihre endgültigen Maße, Oberflächenbeschaffenheit, Ebenheit, Rundheit oder Ausrichtung gebracht.
Dieses Verfahren wird häufig bei Industriekomponenten angewendet, bei denen Passgenauigkeit und Funktion von einem kontrollierten Oberflächenkontakt abhängen. Beispiele hierfür sind Lagerflächen, Wellen, Walzen, Werkzeugkomponenten, medizinische Komponenten, Teile für die Luft- und Raumfahrt, Automobilteile sowie Bauteile aus gehärtetem Stahl.
Das Servicemodell ist ebenso wichtig wie die Prozessanpassung. Manche Einkäufer benötigen einen spezialisierten Schleifbetrieb für die toleranzkritische Endbearbeitung, während andere einen integrierten Anbieter für Zerspanung und Schleifen benötigen, der Bezugspunkte, den Ablauf der Wärmebehandlung und die Endkontrolle in einem Arbeitsgang steuern kann. Die Art des Lieferanten beeinflusst das Übergaberisiko, die Rückverfolgbarkeit und den Umfang, in dem die Arbeiten vor und nach dem Schleifen kontrolliert werden können.
Was kann das CNC-Schleifen, was das Fräsen oder Drehen nicht kann?
Fräsen und Drehen sind leistungsstarke Primärbearbeitungsverfahren. Sie entfernen Material effizient und ermöglichen die Herstellung vieler verschiedener Formen. Das Schleifen unterscheidet sich davon, da es mit zahlreichen abrasiven Schneidstellen nur sehr geringe Materialmengen abträgt. Daher eignet es sich besonders, wenn ein Bauteil nach vorangegangenen Bearbeitungsschritten eine glattere Oberfläche, engere Endmaße oder eine verbesserte geometrische Kontrolle erfordert.
Das CNC-Schleifen wird häufig gewählt, wenn beim Fräsen oder Drehen zu starke Werkzeugspuren zurückbleiben, die erforderliche Ebenheit nicht eingehalten werden kann oder eine gehärtete Oberfläche nicht sauber bearbeitet werden kann. Durch das Schleifen lässt sich zudem die Rundheit zylindrischer Teile verbessern und es können kontrollierte Oberflächen an Bohrungen, Spindeln, Walzen und Stirnflächen erzielt werden.
Der Unterschied zwischen Fräsen und Schleifen ist in der Endtoleranzphase von entscheidender Bedeutung. Durch Fräsen lässt sich die „Near-Net-Shape“-Form erzielen. Durch Schleifen kann die kritische Oberfläche endbearbeitet werden. Aus diesem Grund sollte in der Zeichnung angegeben werden, welche Maße tatsächlich eine Kontrolle auf Schleifniveau erfordern. Wenn für jede Oberfläche zu enge Toleranzen vorgegeben werden, können sich Kosten und Durchlaufzeit erhöhen, ohne dass sich die Funktion verbessert.
Präzisionsschleifen als Folgeprozess nach der Zerspanung
Das Präzisionsschleifen ist oft ein Folgeprozess nach CNC-Fräsen oder Drehen. Beim ersten Arbeitsschritt wird die Form hergestellt, der größte Teil des Rohmaterials abgetragen und die Bezugsebenen vorbereitet. Beim Schleifen wird dann eine geringere Materialmenge abgetragen, um die endgültigen Maßvorgaben zu erreichen.
Diese Vorgehensweise ist bei komplexen Bauteilen sinnvoll, da die Schleifmaschine nicht jedes Detail bearbeiten muss. Stattdessen konzentriert sie sich auf die Oberflächen, die eine höhere Präzision erfordern. So kann beispielsweise eine gedrehte Welle nur an den Lagerzapfen geschliffen werden. Eine gefräste Platte kann nur an zwei Bezugsebenen oberflächengeschliffen werden. Eine bearbeitete Bohrung wird möglicherweise nur dann innen geschliffen, wenn die Bohrungstoleranz und die Oberflächengüte durch Bohren oder Reiben nicht erreicht werden können.
Ein Käufer sollte prüfen, ob das Bauteil über eine ausreichende Schleifzugabe verfügt. Bleibt zu viel Material übrig, erfordert das Schleifen in der Regel mehr Durchgänge und eine längere Schleifscheibenkontaktzeit, was den Energieaufwand, die Schleifscheibenbelastung und das Risiko thermischer Schäden erhöht. Überschüssiges Material erschwert zudem die Kontrolle von Maßabweichungen und Formfehlern, wenn sich die Schleifscheibe abnutzt und sich die Temperatur des Werkstücks ändert. Ist zu wenig Material vorhanden, kann die Schleifmaschine möglicherweise keine früheren Bearbeitungsspuren, Verformungen oder durch die Wärmebehandlung verursachte Verschiebungen beseitigen.
Typische Schleifverfahren: Flachschleifen, Rundschleifen, Spitzenloses Schleifen, Innenschleifen, Spindelschleifen
Das Flachschleifen wird für ebene Flächen eingesetzt. Es kommt in der Regel dann in Betracht, wenn die Anforderungen an Ebenheit, Parallelität oder Oberflächengüte strenger sind, als sie beim Fräsen zuverlässig eingehalten werden können.
Das Rundschleifen wird bei runden Außendurchmessern angewendet. Das Werkstück wird in der Regel abgestützt und gedreht, während die Schleifscheibe Material von der Außenfläche abträgt. Dieses Verfahren wird häufig bei Wellen, Stiften, Hülsen, Walzen und ähnlichen Bauteilen eingesetzt.
Das spitzenlose Schleifen wird für zylindrische Teile in Großserien eingesetzt, die keine Spitzen zur Abstützung benötigen. Das Werkstück wird zwischen einer Schleifscheibe, einer Regelscheibe und einer Werkstückauflage abgestützt. Dieses Verfahren kann bei einfachen runden Teilen effizient sein, ist jedoch nicht für jede Geometrie geeignet.
Das Innenschleifen wird für Bohrungen und Innendurchmesser eingesetzt. Damit lassen sich präzise Bohrungen herstellen, doch bei Bohrungen mit kleinem Durchmesser treten Probleme hinsichtlich der Zugänglichkeit und der Steifigkeit der Schleifscheibe auf.
Falls sich dieser Abschnitt auf Komponenten von Schleifspindeln bezieht, geben Sie dies ausdrücklich an und beschreiben Sie das jeweilige Schleifobjekt. Falls es sich um eine auf einer Spindel montierte Schleifvorrichtung handelt, bezeichnen Sie diese als Maschinenanordnung und nicht als standardmäßige, für Käufer bestimmte Schleifkategorie.
Tabelle: CNC-Schleifen, -Fräsen und -Drehen im Vergleich hinsichtlich Toleranz und Oberflächengüte
| Prozess | Typische Aufgabe in der Teilefertigung | Stärken | Grenzwerte für enge Toleranzen und Oberflächengüte |
|---|---|---|---|
| CNC-Schleifen | Endbearbeitung und Veredelung ausgewählter Oberflächen | Enge Toleranzen, glatte Oberflächen, Bearbeitung harter Werkstoffe, Ebenheits- und Rundheitskorrektur | Langsamerer Materialabtrag, Überhitzungsgefahr, eingeschränkter Zugang zur Schleifscheibe, empfindliche Einrichtung |
| CNC-Fräsen | Erstformung prismatischer Teile | Effiziente Materialabtragung, Taschen, Nuten, Profile, komplexe 3-Achsen- oder mehrachsige Geometrien | Kann bei sehr engen Toleranzen hinsichtlich der Ebenheit oder sehr feinen Oberflächen bei großen Kontaktflächen Schwierigkeiten bereiten |
| CNC-Drehen | Erstformung runder Teile | Effiziente Außen- und Innenbearbeitung, Wellen, Hülsen, Nuten, Gewinde | Erfüllt möglicherweise nicht die Anforderungen an Rundheit, Oberflächenbeschaffenheit oder Toleranz an kritischen Lagerflächen |
Entscheidend ist, dass das Schleifen nicht als Ersatz für alle Bearbeitungsverfahren dienen kann. Es kommt am besten dort zum Einsatz, wo die Anforderungen an die Endoberfläche den zusätzlichen Aufwand für Rüstung, Zykluszeit und Prüfung rechtfertigen.

Machbarkeit: Lässt sich das Teil präzise schleifen?
Ein Bauteil ist nicht unbedingt zum Schleifen geeignet, nur weil in der Zeichnung eine enge Toleranz vorgegeben ist. Die Geometrie muss eine stabile Aufspannung, den Zugang für die Schleifscheibe, die Wärmekontrolle und die Messung ermöglichen. Ein Schleifer kann nur die Oberflächen bearbeiten, die erreichbar, aufspannbar und überprüfbar sind.
Vor der Angebotserstellung oder der Produktion sollte eine Machbarkeitsprüfung durchgeführt werden. Diese Prüfung sollte Material, Härte, Bauteilgröße, Wandstärke, Lage der Merkmale, Bezugssystem sowie Prüfvorgaben umfassen. Sind diese Angaben unklar, kann der Schleifprozess selbst auf leistungsfähigen Maschinen zu uneinheitlichen Ergebnissen führen.
Wie sich die Werkstoffart auf die Ergebnisse beim Präzisionsschleifen auswirkt
Die Art des Werkstoffs beeinflusst die Ergebnisse beim Präzisionsschleifen, da jeder Werkstoff unterschiedlich auf den abrasiven Schneidvorgang, Wärme, die Belastung der Schleifscheibe und das Kühlmittel reagiert. Eisen- und Nichteisenmetalle, Edelstahl, Titan, Legierungen, Keramik, Kunststoffe und Verbundwerkstoffe lassen sich zwar alle schleifen, werden jedoch nicht auf dieselbe Weise geschliffen.
Harte Werkstoffe behalten zwar ihre Form gut bei, können jedoch mehr Wärme erzeugen und erfordern eine sorgfältige Auswahl der Schleifscheibe. Edelstahl und Titan können hitzeempfindlich sein und Oberflächenbeschädigungen davontragen, wenn der Prozess nicht kontrolliert wird. Bei Keramik sind unter Umständen die Auswahl geeigneter Schleifmittel und konservative Prozessparameter erforderlich. Kunststoffe können verrutschen, verschmieren oder sich durch Hitze verziehen, wenn die Einstellung und der Zyklus nicht auf das Material abgestimmt sind.
Auch der Materialzustand spielt eine Rolle. Ein Bauteil, das in weichem Zustand bearbeitet und anschließend gehärtet wird, kann sich während der Wärmebehandlung verziehen. Durch Schleifen lassen sich zwar bestimmte Oberflächen korrigieren, doch lassen sich Verformungen an nicht abgestützten dünnen Bereichen nicht immer beseitigen, ohne dabei andere Geometrieelemente zu verändern.
Wenn sich das spitzenlose Schleifen nicht für komplexe Werkstücke eignet
Das spitzenlose Schleifen kann bei einfachen zylindrischen Werkstücken effizient sein, insbesondere in der Serienfertigung. Es eignet sich weniger, wenn das Werkstück eine komplexe Geometrie, unterbrochene Oberflächen, Schultern, die die Abstützung behindern, unrunde Merkmale, empfindliche Abschnitte oder strenge Beziehungen zu Bezugspunkten aufweist, die in einer spitzenlosen Aufspannung nicht kontrolliert werden können.
Die Grenzen der Maßgenauigkeit beim spitzenlosen Schleifen hängen häufig mit der Aufspannung und der Geometrie zusammen. Da das Werkstück nicht zwischen Spitzen eingespannt wird, ist der Prozess auf einen stabilen Kontakt zwischen dem Werkstück, der Schleifscheibe, der Regelscheibe und der Werkstückauflage angewiesen. Wenn die Form des Werkstücks eine stabile Aufspannung verhindert, kann es im Prozess zu Lobing, Konizität oder Maßabweichungen kommen.
Bei komplexen Werkstücken kann das Zylinderschleifen zwischen Spitzen oder in einem Spannfutter eine bessere Bezugspunktsteuerung ermöglichen. Der Nachteil dabei ist, dass die Rüstzeit länger sein kann und der Prozess bei der Serienfertigung langsamer abläuft.
Schwierigkeiten beim Innenschleifen von Bohrungen mit kleinem Durchmesser
Die Schwierigkeiten beim Innenschleifen von Bohrungen mit kleinem Durchmesser sind auf den Zugang, die Scheibengröße, die Spindelsteifigkeit und die Wärmeableitung zurückzuführen. Eine kleine Bohrung erfordert eine kleine Schleifscheibe. Eine kleine Scheibe weist eine geringere Steifigkeit auf und nutzt sich schneller ab. Außerdem kann sie den Zugang für Kühlmittel einschränken und die Wärmeableitung beeinträchtigen.
Lange, kleine Bohrungen sind schwieriger zu bearbeiten, da das Schleifwerkzeug tiefer in das Werkstück vordringen muss. Durch die Durchbiegung können die Geradheit und die Abmessungen beeinträchtigt werden. In der Bohrung kann sich Wärme stauen, und für die Prüfung sind unter Umständen spezielle Messvorrichtungen anstelle einfacher Messwerkzeuge erforderlich.
Vor der Festlegung der Innenbearbeitung sollte der Auftraggeber den Bohrungsdurchmesser, das Verhältnis von Tiefe zu Durchmesser, die Toleranz, die Oberflächenbeschaffenheit und die Bezugspunkte überprüfen. Ist die Bohrung blind, sehr klein oder unterbrochen, steigt das Risiko.
Checkliste: Geometrie, Werkstoff, Härte, Zugang zu den Bezugspunkten und Prüfanforderungen
Eine Prüfung der praktischen Durchführbarkeit sollte folgende Punkte umfassen:
| Posten prüfen | Warum das wichtig ist |
|---|---|
| Geometrie | Ermittelt die Zugänglichkeit der Räder, die Art der Abstützung und das Verformungsrisiko |
| Material | Beeinflusst die Wahl der Felgen, die Wärmeentwicklung, die Belastung und das erzielbare Finish |
| Härte | Beeinflusst die Schleifkräfte, den Scheibenverschleiß und die Verbrennungsgefahr |
| Datum-Zugriff | Legt fest, ob die Bodenoberfläche den richtigen Referenzen zugeordnet werden kann |
| Wandstärke | Dünne Wände können sich unter Hitzeeinwirkung und durch Klemmung verformen oder verschieben. |
| Schleifzugabe | Zu viel Brühe erhöht die Hitze und verlängert die Garzeit; zu wenig reicht möglicherweise nicht aus, um alles zu reinigen |
| Anforderung an die Oberflächenbeschaffenheit | Bestimmt die Auswahl der Räder, die Auslegung des Zyklus und die Prüfmethode |
| Inspektionsbedarf | Bestätigt, ob Toleranz, Rundheit, Ebenheit und Bohrungsgenauigkeit überprüft werden können |
Wenn in der Zeichnung die Bezugspunkte nicht eindeutig sind oder Prüfkriterien fehlen, lässt sich das Bauteil zwar schleifen, aber nicht so kontrollieren, dass die Konformität nachgewiesen werden kann.
So funktioniert das CNC-Schleifen und was beeinflusst die Ergebnisse
Beim CNC-Schleifen kommt es auf das kontrollierte Zusammenspiel zwischen Maschinenbewegung, Schleifscheibenzustand, Werkstückspannung, Kühlmittel, Werkstoff und Messung an. Schon geringfügige Prozessänderungen können sich auf Maße, Oberflächengüte und Geometrie auswirken.
Die Schleifscheibe ist nicht nur ein Verschleißteil. Sie ist ein Schneidwerkzeug. Ihre Schleifmittelart, Korngröße, Bindung, Struktur und ihr Abrichtzustand beeinflussen das Endergebnis. Auch die Werkstückspannung ist entscheidend, da ein Werkstück, das sich während des Schleifvorgangs bewegt, keine exakte Geometrie beibehalten kann.
Einfluss der Schleifscheibenauswahl auf die Oberflächengüte
Die Wahl der Schleifscheibe wirkt sich unmittelbar auf die Oberflächengüte aus. Eine grobkörnige Schleifscheibe entfernt zwar schneller Material, hinterlässt jedoch eine rauere Oberfläche. Eine feinkörnige Schleifscheibe kann die Oberflächengüte verbessern, führt jedoch möglicherweise zu Verstopfungen, einer Erwärmung des Werkstücks oder einem langsameren Materialabtrag, wenn sie nicht auf das Material abgestimmt ist.
Auch die Wahl der Schleifscheibe wirkt sich auf die Schleifkräfte aus. Ist die Schleifscheibe zu hart, können stumpfe Schleifkörner zu lange in der Scheibe verbleiben und eher reiben als schneiden. Dies kann zu einer erhöhten Wärmeentwicklung führen. Ist die Schleifscheibe zu weich, kann sie sich schnell abnutzen und ihre Form verlieren. Auch der Zustand der Abrichtung spielt eine Rolle, da durch die Abrichtung frisches Schleifmaterial freigelegt und die Form der Schleifscheibe kontrolliert wird.
Bei Werkstücken mit Spiegelglanz- oder Superfinish-Oberfläche kann das Schleifen ein Schritt im Endbearbeitungsprozess sein.
Das beste Endbearbeitungsverfahren hängt von der geforderten Rauheit, Welligkeit, Geometrie, dem Materialzustand und dem funktionalen Oberflächenverhalten ab. Das Schleifen dient häufig als Vor- oder Endbearbeitungsschritt, doch je nach Merkmal und Versagensart können Honen, Läppen, Superfinishen, Polieren, Funkenerosion, Reiben oder Hartdrehen besser geeignet sein. Durch das Schleifen lässt sich eine kontrollierte Grundoberfläche erzielen, doch sehr feine Endoberflächen erfordern unter Umständen zusätzliche Nachbearbeitungsschritte, wenn die Zeichnung dies vorschreibt.
Faktoren, die die Toleranz beim Präzisions-CNC-Schleifen beeinflussen
Zu den Faktoren, die die Toleranz beim Präzisions-CNC-Schleifen beeinflussen, gehören der Zustand der Maschine, die thermische Stabilität, der Schleifscheibenverschleiß, das Abrichten, die Werkstückspannung, die Materialbewegung, die Steifigkeit des Werkstücks, die Qualität des Einrichtungsbezugspunkts und die Prüfmethode. Die in der Zeichnung angegebene Toleranz muss unter Berücksichtigung all dieser Faktoren beurteilt werden.
Die Geometrie des Werkstücks ist oft der versteckte limitierende Faktor. Ein kurzes, starres zylindrisches Werkstück lässt sich leichter bearbeiten als eine lange, dünne Welle. Eine dicke Platte lässt sich leichter flach oberflächenschleifen als eine dünne Platte, die sich nach dem Lösen der Spannvorrichtung verformt. Eine einfache Durchgangsbohrung lässt sich leichter schleifen und vermessen als eine kleine Sackbohrung.
Die Toleranz hängt auch davon ab, wie das Maß definiert ist. Eine Maßtoleranz allein ist nicht gleichbedeutend mit Rundheit, Zylindrizität, Ebenheit oder Parallelität. Wenn die Funktion des Bauteils von der Geometrie abhängt, sollte in der Zeichnung die korrekte geometrische Anforderung angegeben werden, anstatt sich ausschließlich auf das Maß zu stützen.
Probleme aufgrund der Wärmeentwicklung beim Schleifen
Zu den Problemen, die durch die bei der Schleifbearbeitung entstehende Wärme verursacht werden, zählen Brandspuren, Oberflächenbeschädigungen, Maßänderungen, Eigenspannungen und Härteverlust bei empfindlichen Werkstoffen. Beim Schleifen entsteht Wärme, da die Schleifkörner die Oberfläche zerschneiden und abreiben. Wird die Wärme nicht abgeführt, kann sich die Oberfläche verändern, bevor das Bauteil seine Endmaße erreicht.
Das Risiko von Brandspuren beim Hochpräzisionsschleifen steigt, wenn die Schleifscheibe stumpf ist, der Vorschub zu hoch ist, das Kühlmittel unzureichend ist, die Zugsicherheit groß ist oder das Material wärmeempfindlich ist. Brandspuren können sich als sichtbare Verfärbung zeigen, doch schädliche thermische Auswirkungen sind nicht immer leicht zu erkennen.
Die Wärmeregulierung ist einer der Gründe, warum Schleifzyklen unter Umständen langsamere Vorschübe, Entzunderungsdurchgänge, eine Kühlmittelsteuerung und sorgfältiges Abrichten erfordern. Diese Schritte verlängern zwar die Bearbeitungszeit, verringern jedoch das Risiko von Ausschuss bei Teilen mit engen Toleranzen.
Prozessablauf: Einrichtung, Scheibenauswahl, Schleifzyklus, Prüfung
Ein typischer Präzisions-CNC-Schleifprozess folgt dieser Logik:
Zeichnung und Machbarkeitsprüfung
↓
Bezugspunkt und Spannplan
↓
Prüfung von Werkstoff, Härte und Aufmaß
↓
Auswahl der Schleifscheibe und Abrichtverfahren
↓
Maschineneinrichtung und Werkstückpositionierung
↓
Grobschliff, sofern Material vorhanden ist
↓
Nach Bedarf nachschleifen und ausfeilen
↓
Zwischen- oder Endkontrolle
↓
Dokumentation kritischer Maße und Oberflächen
Diese Abfolge verdeutlicht, warum die Schleifqualität nicht allein von der Maschine bestimmt wird. Sie wird durch den gesamten Prozess von der Zeichnungsprüfung bis zur Endkontrolle bestimmt.
Vorteile, Grenzen und Kompromisse bei den Prozessen
Präzisionsschleifen kann die Oberflächenqualität, die Maße, die Ebenheit, die Rundheit und den Sitz verbessern. Es kann jedoch auch zu höheren Kosten, längeren Rüstzeiten und einem erhöhten Risiko führen, wenn es ohne klaren funktionalen Grund vorgeschrieben wird.
Bei einer guten Konstruktionsprüfung wird zwischen kritischen und nicht kritischen Oberflächen unterschieden. Das Schleifen sollte dort zum Einsatz kommen, wo es die Funktion, die Montage, die Dichtwirkung, den Lagerkontakt, die Gleitpassung oder das Verschleißverhalten verbessert.
Flachschleifen vs. Fräsen bei hohen Anforderungen an die Ebenheit
Bei engen Anforderungen an die Ebenheit ist die Wahl zwischen Flachschleifen und Fräsen eine gängige Entscheidung. In der Regel wird zunächst gefräst, da sich dadurch Material effizient abtragen lässt und die Grundform entsteht. Flachschleifen wird bevorzugt, wenn die Anforderungen an die endgültige Ebenheit, Parallelität oder Oberflächengüte strenger sind, als sie beim Fräsen des tatsächlichen Werkstücks eingehalten werden können.
Die Entscheidung hängt von der Größe des Werkstücks, seiner Dicke, der Materialstabilität und dem Bezugssystem ab. Eine starre Platte mit Schleifzugabe auf beiden Seiten könnte eine gute Wahl sein. Eine dünne Platte kann sich nach dem Materialabtrag oder dem Lösen der Spannvorrichtung verziehen, daher ist der Aufspannplan ebenso wichtig wie die Maschine selbst.
Das Flachschleifen ist auch dann sinnvoll, wenn zwei Flächen relativ zueinander kontrolliert werden müssen. Ist die Ebenheit jedoch nur von ästhetischer Bedeutung oder hat sie keine funktionale Bedeutung, kann das Schleifen zusätzliche Kosten verursachen, ohne einen Mehrwert zu schaffen.
Vergleich zwischen Rundschleifen und spitzenlosem Schleifen
Ein Vergleich zwischen Rundschleifen und spitzenlosem Schleifen beginnt bei der Aufspannmethode. Beim Rundschleifen wird das Werkstück in der Regel zwischen Spitzen, in einem Spannfutter oder mit einer anderen Vorrichtung eingespannt. Dies kann dabei helfen, die Beziehungen zu Bezugspunkten zu kontrollieren. Beim spitzenlosen Schleifen wird das Werkstück zwischen den Schleifscheiben und einer Auflagestütze gehalten, was bei einfachen runden Werkstücken effizient sein kann.
Das Zylinderschleifen eignet sich oft besser für Teile mit Schultern, mehreren Durchmessern, kleinen Losgrößen oder engen Abständen zwischen den Merkmalen. Das spitzenlose Schleifen ist oft besser für einfache zylindrische Teile in größeren Stückzahlen geeignet, bei denen der Prozess eingerichtet und wiederholt werden kann.
Der Nachteil liegt in der Einrichtung und Steuerung. Das spitzenlose Schleifen mag zwar schnell sein, sobald es stabil läuft, ist jedoch keine universelle Lösung für komplexe Geometrien.
Wann das Flachschleifen dem Rundschleifen vorzuziehen ist
Das Flachschleifen wird dem Rundschleifen vorgezogen, wenn das kritische Merkmal eher eine ebene als eine runde Form aufweist. Beispiele hierfür sind Bezugsebenen, Platten, Blöcke, Werkzeugflächen und ebene Kontaktflächen. Das Rundschleifen wird bevorzugt, wenn das kritische Merkmal ein Außen- oder Innendurchmesser ist.
Manche Bauteile erfordern beides. Bei einer Welle kann es erforderlich sein, die Zapfen zylindrisch zu schleifen und die Schulterfläche flächenschleifen zu lassen. Bei einem Werkzeugbauteil müssen möglicherweise vor der Fertigbearbeitung einer Bohrung flächengeschliffene Bezugspunkte hergestellt werden. Der Bearbeitungsablauf sollte sich an den funktionalen Bezugspunkten des Bauteils orientieren.
Das beste Endbearbeitungsverfahren für superfinishbearbeitete Teile
Das beste Endbearbeitungsverfahren für superfeinbearbeitete Teile hängt von den endgültigen Anforderungen ab. Durch Schleifen lassen sich glatte und präzise Oberflächen erzielen; dieses Verfahren wird häufig vor einer noch feineren Endbearbeitung eingesetzt. Wenn es vor allem auf die Maßgenauigkeit ankommt, kann das Schleifen ausreichend sein. Wenn jedoch eine extrem feine Optik oder Berührungsfläche gefordert ist, kann nach dem Schleifen ein weiterer Endbearbeitungsschritt erforderlich sein.
Für Käufer ist es wichtig, die gewünschte Oberflächenbeschaffenheit und das Messverfahren festzulegen. Begriffe wie “Spiegelglatt” oder “Superfinish” können unklar sein, wenn sie nicht mit messbaren Oberflächenrauheitswerten und Prüfkriterien verbunden sind.
Häufige Mängel, Ausfallarten und Qualitätsrisiken
Schleiffehler sind häufig auf Hitze, den Zustand der Schleifscheibe, die Werkstückspannung, eine unzureichende Bezugspunktsicherung oder unrealistische Toleranzen zurückzuführen. Je früher diese Risiken geprüft werden, desto leichter lassen sie sich minimieren.
Das Qualitätsrisiko ist höher, wenn für dasselbe Merkmal enge Maßtoleranzen, eine feine Oberflächenbeschaffenheit und eine strenge Geometrie erforderlich sind. Es ist ebenfalls höher, wenn das Bauteil dünn, lang, gehärtet oder schwer zu prüfen ist.
Ursachen für eine schlechte Oberflächengüte nach dem Rundschleifen
Zu den Ursachen für eine schlechte Oberflächengüte nach dem Rundschleifen zählen unter anderem eine falsche Schleifscheibenauswahl, eine stumpfe Schleifscheibe, Vibrationen, unzureichendes Abrichten, eine instabile Werkstückspannung, ein zu hoher Vorschub oder Materialablagerungen auf der Schleifscheibe. Lange oder schlanke Werkstücke können zudem ins Rattern geraten, wenn die Abstützung nicht ausreichend ist.
Probleme mit der Oberflächenbeschaffenheit können auch auf frühere Bearbeitungsschritte zurückzuführen sein. Sind Drehspuren, Wärmebehandlungszunder oder Verformungen zu tief, reicht die Schleifzugabe möglicherweise nicht aus, um die Oberfläche zu glätten. Aus diesem Grund sollte die Zugsatz vor dem Schleifen kontrolliert werden.
Ein Käufer sollte die Oberflächenbeschaffenheit nicht allein anhand des Aussehens beurteilen. In der Zeichnung sollten messbare Anforderungen an die Oberflächenbeschaffenheit festgelegt werden, wenn die Funktion der Oberfläche eine Rolle spielt.
Risiken von Brandspuren beim Hochpräzisionsschleifen
Das Risiko von Brandspuren beim Hochpräzisionsschleifen hängt mit der Wärmeentwicklung zusammen. Brandspuren können die Oberflächenintegrität beeinträchtigen und darauf hindeuten, dass es sich eher um Reibung als um einen Schneidvorgang handelt. Teile aus gehärtetem Stahl stellen dabei ein häufiges Problem dar, da thermische Schäden die Leistungsfähigkeit beeinträchtigen können.
Sichtbare Brandspuren sind ein Warnzeichen, doch das Fehlen von Verfärbungen ist nicht immer ein Beweis dafür, dass die Oberfläche in Ordnung ist. Bei kritischen Bauteilen müssen die Prüfvorschriften unter Umständen Methoden umfassen, die auf das Material und die Anwendung abgestimmt sind.
Die Brandgefahr lässt sich durch die Wahl der Räder, die Beschichtung, die Kühlmittelzufuhr, die Vorschubsteuerung und die Vermeidung eines übermäßigen Materialabtrags in einem Arbeitsgang verringern.
Häufige Mängel bei hochglanzpolierten Metallteilen
Zu den häufigen Mängeln bei hochglanzgeschliffenen Metallteilen zählen feine Kratzer, Trübungen, Welligkeit, eingeschlossene Schleifmittelpartikel, Ratter Spuren und lokale Verbrennungen. Das spiegelglatte Erscheinungsbild hängt sowohl vom Schleifvorgang als auch von der Handhabung ab. Selbst ein maßgenaues Teil kann die Anforderungen an das optische Erscheinungsbild oder die Oberflächenbeschaffenheit verfehlen, wenn der Veredelungsprozess nicht kontrolliert wird.
Der Begriff “Spiegelglanz” sollte nach Möglichkeit in messbare Anforderungen an die Oberflächenbeschaffenheit umgewandelt werden. Ohne einen messbaren Standard können Lieferanten und Käufer das Ergebnis unterschiedlich bewerten.
Auch nach dem Schleifen spielen Verpackung und Handhabung eine wichtige Rolle. Feine Oberflächen können durch Berührung, Fremdkörper oder Korrosion beschädigt werden, noch bevor die Endkontrolle oder die Montage erfolgt.
Probleme mit der geometrischen Genauigkeit bei präzisionsgefertigten und geschliffenen Teilen
Zu den Problemen hinsichtlich der geometrischen Genauigkeit bei präzisionsgefertigten und geschliffenen Teilen zählen Konizität, Unrundheit, fehlende Parallelität, mangelnde Ebenheit, Bohrungsversatz und Bezugspunktverschiebung. Diese lassen sich nicht immer durch eine Verschärfung der Maßtoleranz beheben.
So kann beispielsweise eine Welle zwar innerhalb der Durchmessertoleranz liegen, aber dennoch einen Rundheitsfehler aufweisen. Eine Platte kann die Dickentoleranz einhalten, aber die Ebenheitstoleranz nicht erfüllen. Eine Bohrung kann zwar die Maßanforderungen erfüllen, aber nicht auf den vorgesehenen Bezugspunkt ausgerichtet sein.
Aus diesem Grund sollten in Zeichnungen Maßtoleranzen und geometrische Toleranzen getrennt dargestellt werden. Die Prüfung sollte der Funktionsweise des Bauteils in der Baugruppe entsprechen.
Kosten, Toleranzen und Durchlaufzeiten bei Präzisions-CNC-Schleifdienstleistungen
Die Kosten und Durchlaufzeiten bei Präzisions-CNC-Schleifdienstleistungen hängen nicht nur von der Größe des Werkstücks ab. Die wichtigsten Einflussfaktoren sind Toleranz, Werkstoff, Härte, Geometrie, Komplexität der Einrichtung, Prüfanforderungen, Losgröße und Oberflächengüte.
Das Schleifen kann kosteneffizient sein, wenn es nur auf kritische Oberflächen angewendet wird. Es verliert an Effizienz, wenn große Flächen ohne funktionale Notwendigkeit geschliffen werden oder wenn die Toleranzen enger sind, als es für die Montage erforderlich ist.
Kostentreiber bei CNC-Schleifdienstleistungen
Zu den Kostenfaktoren bei CNC-Schleifdienstleistungen zählen Rüstzeiten, die Auswahl und das Abrichten der Schleifscheibe, die Aufmaße, das Materialverhalten, die Handhabung der Werkstücke, der Bedarf an Spannvorrichtungen, die Prüfzeiten und das Ausschussrisiko. Harte oder wärmeempfindliche Werkstoffe erfordern unter Umständen langsamere Zyklen. Komplexe Geometrien erfordern möglicherweise eine sorgfältigere Einrichtung oder mehrere Arbeitsschritte.
Auch die Prüfung kann Kosten verursachen. Die Messung von Ebenheit, Rundheit, Bohrungsgenauigkeit und Oberflächengüte erfordert unter Umständen spezielle Geräte und Zeit. Bei kritischen Bauteilen kann die Dokumentation länger dauern als der Schleifvorgang selbst.
Designentscheidungen wirken sich bereits in einer frühen Phase auf die Kosten aus. Eindeutige Bezugspunkte, praktikable Toleranzen, gut zugängliche Merkmale und realistische Anforderungen an die Oberflächenbeschaffenheit machen die Angebotserstellung und die Produktion besser planbar.
Wie sich enge Toleranzen auf die Schleifzykluszeit auswirken
Inwieweit enge Toleranzen die Schleifzykluszeit beeinflussen, hängt von der Prozessstabilität ab. Ein grober Nachschliff erfordert möglicherweise weniger Durchgänge. Eine enge Toleranz erfordert möglicherweise ein kontrolliertes Schruppen, Schlichten, Ausfeilen, wiederholtes Messen sowie eine Kompensation von Schleifscheibenverschleiß oder Wärmeentwicklung.
Engere Toleranzen schränken zudem das zulässige Prozessfenster ein. Geringfügige Änderungen der Temperatur, des Schleifscheibenzustands oder der Werkstückauflage können dadurch an Bedeutung gewinnen. Dies kann die Produktion verlangsamen, da der Prozess mehr Kontrollen erfordert.
Wenn eine Toleranz aus funktionaler Sicht nicht erforderlich ist, kann eine Lockerung dieser Toleranz die Zykluszeit verkürzen und den Prüfungsaufwand verringern. Ist sie hingegen erforderlich, sollten in der Angebotsanfrage die kritischen Merkmale klar dargelegt werden, damit der Anbieter den richtigen Weg planen kann.
Die Vorlaufzeit verlängert sich häufig durch die Entwicklung von Spannvorrichtungen, die Beschaffung von Schleifscheiben oder die Abrichtstrategie, die Erstmusterprüfung, die Abfolge der Wärmebehandlungen, die Wartezeiten in der Messtechnik sowie die sorgfältige Handhabung nach dem Schleifen. Die Kosten steigen nicht nur mit engeren Maßtoleranzen; geometrische Kontrollen, der Prüfungsaufwand, die Instabilität der Teile und die Minderung des Verbrennungsrisikos verursachen oft einen höheren Aufwand als die Maßkontrolle allein. Ein Angebot sollte mit Vorsicht betrachtet werden, wenn es eine sehr schnelle Durchlaufzeit bei toleranzkritischen Merkmalen verspricht, ohne anzugeben, wie diese Kontrollen durchgeführt werden sollen.
Wie sich die Losgröße auf die Kosten für CNC-Schleifdienstleistungen auswirkt
Inwieweit sich die Losgröße auf die Kosten für CNC-Schleifdienstleistungen auswirkt, hängt von der Rüstzeit und der Wiederholgenauigkeit ab. Bei einem Prototyp oder einem Einzelstück können die Rüstkosten pro Teil höher ausfallen, da die Werkstückspannung, die Auswahl der Schleifscheibe und der Prüfplan nur für eine geringe Stückzahl zum Einsatz kommen.
Bei größeren Chargen verteilt sich der Rüstaufwand auf mehr Teile. Das spitzenlose Schleifen und andere wiederholbare Schleifverfahren können bei einfachen Geometrien attraktiver werden. Andererseits erfordert das Schleifen großer Stückzahlen nach wie vor eine Prozesskontrolle, da Schleifscheibenverschleiß, Wärmeentwicklung und die Häufigkeit der Prüfungen die Konsistenz beeinflussen.
Käufer sollten die Stückzahlen für Prototypen, Pilotchargen und die Serienfertigung nach Möglichkeit getrennt angeben. Dies hilft dem Anbieter dabei, ein Verfahren zu wählen, das sowohl dem aktuellen als auch dem zukünftigen Bedarf gerecht wird.
Angegebene Toleranzgrenzwerte und Unsicherheit: ±0,00007″, ±0,0001″, 0,0002″
Zu den angegebenen Toleranzrichtwerten für das Präzisions-CNC-Schleifen zählen ±0,00007″ für bestimmte Innen- und Außendurchmesser, ±0,0001″ für hochpräzise Bauteile und 0,0002″ bei Einsatz moderner Schleifmaschinen.
Die angegebene Leistungsfähigkeit ist nur dann von Bedeutung, wenn sie mit den tatsächlichen Merkmalen, der Bauteilgröße, dem Materialzustand, der Temperaturregelung und der Prüfmethode übereinstimmt. Maßtoleranzen sind nicht gleichbedeutend mit Ebenheit, Rundheit, Zylindrizität oder Oberflächenbeschaffenheit, und Angaben im Sub-Zehntel-Bereich sind ohne kontrollierte Messbedingungen wirtschaftlich nicht aussagekräftig. Wenn der Betrieb die Anforderungen nicht zuverlässig prüfen kann, stellt die angegebene Leistungsfähigkeit keine praktische Produktionsfähigkeit dar.
Die Unsicherheit spielt eine Rolle. Diese Angaben stammen aus den von den Anbietern gemeldeten Leistungsangaben und stellen keine Garantie für jedes Bauteil, jedes Material, jede Geometrie oder jede Losgröße dar. Ein einfaches, starres und gut zugängliches Bauteil lässt sich möglicherweise viel leichter auf eine enge Toleranz schleifen als ein dünnes, wärmeempfindliches und komplexes Bauteil.
Eine verantwortungsvolle Angebotsanfrage sollte die Eignung anhand der tatsächlichen Zeichnung abfragen und nicht anhand einer allgemeinen Toleranzangabe. Bei sehr engen Toleranzen sollten auch die Prüfverfahren und die Umgebungsbedingungen besprochen werden.
Anwendungen und Anwendungsfälle nach Bauteilanforderungen
Präzisionsschleifen kommt dort zum Einsatz, wo die Oberflächenbeschaffenheit und die Maßgenauigkeit die Funktion beeinflussen. Das Verfahren ist in der Luft- und Raumfahrt, der Automobilindustrie, der Medizintechnik, im Lagerbau, im Werkzeugbau, im Walzenbau und im Industrieanlagenbau weit verbreitet.
Die Wahl des geeigneten Verfahrens richtet sich in der Regel nach den Anforderungen an die Werkstückmerkmale und nicht allein nach der Branchenbezeichnung. Flache Bezugsebenen und Dichtflächen deuten oft auf das Flachschleifen hin, Lagerzapfen auf das Außendurchmesser-Schleifen und enge Bohrungen auf das Innendurchmesser-Schleifen – allerdings nur, wenn Durchmesser, Länge und Zugänglichkeit dies zulassen. Lange, schlanke Teile, dünne Wandstärken, unterbrochene Oberflächen und tiefe, kleine Bohrungen bergen ein höheres Risiko und erfordern möglicherweise ein anderes Endbearbeitungsverfahren.
Anwendungen in den Bereichen Luft- und Raumfahrt, Automobilindustrie, Medizintechnik, Wälzlager, Werkzeugbau und Walzenschleifen
Luft- und Raumfahrtteile erfordern unter Umständen eine kontrollierte Geometrie und Oberflächenbeschaffenheit, um eine zuverlässige Montage und einen zuverlässigen Betrieb zu gewährleisten. Automobilteile erfordern möglicherweise wiederholbare Oberflächen in Produktionschargen. Medizinische Komponenten erfordern unter Umständen präzise, glatte Oberflächen. Bei Lagerteilen kommt es häufig auf Rundheit und Oberflächenbeschaffenheit an. Werkzeugkomponenten erfordern unter Umständen ebene, parallele oder verschleißfeste Oberflächen. Das Rollschleifen kommt zum Einsatz, wenn lange zylindrische Oberflächen kontrollierte Maße und Oberflächenbeschaffenheit erfordern.
Bei diesen Anwendungen kommen häufig Metalle und Legierungen zum Einsatz, darunter Edelstahl und Titan sowie andere technische Werkstoffe. Einige Dienstleister geben zudem an, Arbeiten an Keramiken, Kunststoffen, Verbundwerkstoffen und Nichteisenmetallen durchzuführen.
Herausforderungen beim Schleifen von gehärteten Stahlteilen
Zu den Herausforderungen beim Schleifen von gehärteten Stahlteilen zählen Wärmeentwicklung, Verbrennungsgefahr, Schleifscheibenverschleiß und die Erhaltung der Oberflächenintegrität. Gehärteter Stahl ist zwar stabil und verschleißfest, doch kann eine unsachgemäße Schleifbearbeitung die Oberfläche beschädigen.
Bei diesem Verfahren muss ein Gleichgewicht zwischen Materialabtrag und Temperaturregelung hergestellt werden. Zu hoher Druck oder eine stumpfe Scheibe können zu Reibung und Wärmeentwicklung führen. Eine unzureichende Regelung kann zu einer schlechten Oberflächenqualität oder Maßabweichungen führen.
Bei gehärteten Teilen sollten die Käufer die Härtewerte, den Wärmebehandlungszustand sowie etwaige Anforderungen an die Oberflächenbeschaffenheit angeben. Diese Informationen beeinflussen die Wahl der Schleifscheibe, die Zyklusplanung und die Prüfung.
Kleine Präzisionsteile, große Baugruppen, Prototypen und Serien
Zu den angegebenen Leistungsbereichen zählen sowohl sehr kleine Präzisionsteile mit einem Durchmesser von unter 0,250″ als auch große Baugruppen mit einer Länge von über 30 Fuß. Hierbei handelt es sich um angegebene Richtwerte, nicht um eine Zusicherung, dass jeder Anbieter beide Extreme abdecken kann.
Kleinteile stellen Herausforderungen hinsichtlich Handhabung, Abstützung und Messung dar. Große Baugruppen stellen Herausforderungen hinsichtlich Maschinenkapazität, Steifigkeit, Handhabung und thermischer Stabilität dar. Prototypen erfordern unter Umständen eine Prozessentwicklung, während Serienproduktionen Wiederholgenauigkeit und eine kontrollierte Qualitätsprüfung erfordern.
Der Käufer sollte die Abmessungen des Teils, gegebenenfalls das Gewicht, die kritischen Merkmale sowie die Stückzahl angeben. Die Größe allein sagt nichts über den Schwierigkeitsgrad aus. Eine kleine Bohrung oder eine dünne Wand kann schwieriger zu bearbeiten sein als eine größere, einfache Oberfläche.
Anwendungsbeispiele: unterschiedlichste Werkstoffe, Rollenschleifen, Nachbearbeitung, Bauteile unter extremen Betriebsbedingungen
Die von Anbietern gemeldeten Fallbeispiele zeigen mehrere gängige Anwendungsmuster. Ein gemeldeter Fall betraf das CNC-Schleifen von Metallen, Legierungen, Keramiken und Kunststoffen mit einer angegebenen engen Toleranz für Innen- und Außendurchmesser von ±0,00007″. Ein weiterer gemeldeter Fall konzentrierte sich auf Präzisionswalz- und CNC-Schleifen von Eisen- und Nichteisenmetallen, wobei für bestimmte Werkstücke eine Toleranz von 0,0002″ angegeben wurde.
In einem dritten Fall wurde das CNC-Schleifen als Nachbearbeitungsschritt nach dem Fräsen und Drehen beschrieben, der dazu dient, bei komplexen Bauteilen engere Toleranzen und eine bessere Oberflächengüte zu erzielen. Ein weiterer Fall betraf Edelstahl, Titan und Verbundwerkstoffe für Bauteile, die unter anspruchsvollen Bedingungen eingesetzt werden, wobei eine Toleranz von ±0,0001″ angegeben wurde.
Diese Fallbeispiele sind aufschlussreich, da sie veranschaulichen, wie das Schleifen in der Praxis angewendet wird: unterschiedliche Werkstoffe, Walzenoberflächen, Nachbearbeitung sowie anspruchsvolle Passungs- oder Verschleißbedingungen. Sie sollten jedoch weiterhin als vom Anbieter angeführte Beispiele betrachtet werden. Eine unabhängige Überprüfung sowie eine Zeichnungsspezifische Begutachtung sind erforderlich, bevor von ähnlichen Ergebnissen ausgegangen werden kann.

Prüfung, Dokumentation und Qualitätskontrolle
Das Präzisionsschleifen sollte mit einer Prüfung einhergehen, die das geforderte Ergebnis nachweisen kann. Ein enges Schleifen ohne geeignete Prüfung birgt Risiken, da Maß, Form, Oberflächenbeschaffenheit und Bezugsbeziehungen möglicherweise nicht vollständig überprüft werden können.
Die Qualitätskontrolle sollte bereits bei der Zeichnung beginnen. In der Zeichnung sollten die kritischen Oberflächen, Toleranzen, geometrischen Maßangaben, Oberflächenbeschaffenheit, Werkstoff, Härte sowie die Anforderungen an die Prüfung festgelegt werden.
Die Rolle der CMM-Prüfung bei der Qualitätskontrolle im Präzisionsschleifen
Die Aufgabe der CMM-Prüfung bei der Qualitätskontrolle im Präzisionsschleifen besteht darin, Maß- und Geometrieverhältnisse zu überprüfen. Eine Koordinatenmessmaschine kann Positionen, Profile und Beziehungen zu Bezugspunkten messen, sofern die Geometrie des Werkstücks dies zulässt.
Die CMM-Prüfung eignet sich für bearbeitete und geschliffene Teile, bei denen die Oberflächen auf andere Merkmale ausgerichtet sein müssen. Sie ist jedoch möglicherweise nicht die einzige erforderliche Methode. Für die Prüfung von Rundheit, Oberflächenrauheit und sehr kleinen Bohrungen sind unter Umständen spezielle Messgeräte oder Lehren erforderlich.
Ein Käufer sollte sich vergewissern, ob die Prüfmethode der Toleranz entspricht. Die Methode sollte eine für die Anforderungen der Zeichnung ausreichende Auflösung und Wiederholgenauigkeit aufweisen.
Welche Qualitätsunterlagen sollten Käufer anfordern?
Käufer sollten Unterlagen anfordern, die dem jeweiligen Teilrisiko entsprechen. Bei einfachen Teilen kann ein Maßprüfbericht ausreichend sein. Bei kritischen Bauteilen kann das Paket Materialzertifikate, Härtebestätigungen, Messwerte zur Oberflächengüte, CMM-Berichte, Rundheits- oder Ebenheitsdaten sowie prozessspezifische Prüfprotokolle umfassen.
Die Anforderungen sollten bereits in der Angebotsanfragephase klar formuliert sein. Das Nachreichen von Unterlagen nach Produktionsbeginn kann zu Verzögerungen führen, wenn die erforderlichen Messungen nicht geplant oder erfasst wurden.
In der Dokumentation sollten das gemessene Merkmal, der Nennwert, die Toleranz, das Messergebnis, das Messgerät bzw. das Verfahren sowie das Prüfdatum angegeben werden. Bei kritischen Bauteilen ist zudem die Rückverfolgbarkeit bis zum Material und zur Revisionsstufe wichtig.
Wie sollten Oberflächenbeschaffenheit, Ebenheit, Rundheit und Bohrungsgenauigkeit überprüft werden?
Die Oberflächenbeschaffenheit sollte mit einem Verfahren überprüft werden, das für den angegebenen Rauheitsparameter geeignet ist. Das bloße optische Erscheinungsbild reicht nicht aus, wenn die Oberfläche Auswirkungen auf Passung, Reibung, Verschleiß oder Dichtwirkung hat.
Die Ebenheit sollte anhand der Anforderungen der Zeichnung und des Bezugssystems gemessen werden. Die Rundheit sollte als geometrische Eigenschaft gemessen werden und nicht allein aus Durchmessermessungen abgeleitet werden. Zur Bestimmung der Bohrungsgenauigkeit können Bohrungsmessgeräte, Luftmessverfahren, CMM-Abtastung oder andere Methoden erforderlich sein, die für die Bohrungsgröße und -toleranz geeignet sind.
Die Prüfmethode sollte vor Produktionsbeginn festgelegt werden. Ist das Merkmal schwer zugänglich oder für Standardwerkzeuge zu klein, wird die Messbarkeit zu einem Bestandteil der Herstellbarkeit.
Erforderliche Quellenangaben: Normungsgremien, Prüfverfahren und Branchenrichtlinien
Entscheidungen im Präzisionsschleifen hängen häufig von Normen und anerkannten Messverfahren ab. Zu den relevanten Bereichen zählen die geometrische Bemaßung und Tolerierung, die Messung der Oberflächenbeschaffenheit, die Maßmesstechnik sowie die Kalibrierung, wie in den Normen der Nationales Institut für Normen und Technologie.
Auftraggeber müssen nicht für jeden Auftrag ein vollständiges Prüfverfahren erstellen, sollten jedoch festlegen, was nachgewiesen werden muss. Normungsgremien und institutionelle Leitlinien tragen dazu bei, dass sich Auftraggeber und Auftragnehmer darüber abstimmen, wie Eigenschaften spezifiziert und gemessen werden.
So bewerten und wählen Sie einen Schleifdienstleister aus
Die Auswahl eines Anbieters für präzise CNC-Schleifdienstleistungen sollte sich nach der Eignung für die jeweiligen Bauteilanforderungen richten und nicht nach pauschalen Angaben zum Leistungsspektrum. Was für ein Bauteil am besten geeignet ist, muss nicht unbedingt auch für ein anderes Bauteil die beste Wahl sein.
Bei der Bewertung sollten folgende Aspekte im Mittelpunkt stehen: Toleranzfähigkeit für die tatsächliche Geometrie, Materialerfahrung, Maschinenkapazität, Spannkonzept, Prüfmöglichkeiten und Dokumentationspraxis.
Die Lieferantenbewertung sollte auch die Eignung des Qualitätsmanagementsystems und die Kontrolle spezieller Arbeitsschritte umfassen. Prüfen Sie, ob der Zertifizierungsumfang dem Risikograd des Bauteils entspricht, ob die Messsysteme kontrolliert und wiederholbar sind, ob die Ergebnisse der Erstmusterprüfung mit den Maßbezugspunkten der Zeichnung abgeglichen werden können und ob etwaige Wärmebehandlungen oder externe Bearbeitungen unter dokumentierten Kontrollen an Subunternehmer vergeben werden. Eine angegebene Toleranz allein sagt wenig aus, wenn aus dem Angebot nicht hervorgeht, wie das Merkmal hergestellt und geprüft wird.
Was sollten Sie prüfen, bevor Sie ein Angebot für Präzisionsschleifen anfordern?
Bevor Sie ein Angebot anfordern, überprüfen Sie bitte, ob in der Zeichnung die kritischen Maße, Bezugspunkte, Oberflächenbeschaffenheit, Werkstoff, Härte und Stückzahl angegeben sind. Klären Sie, welche Bauteile geschliffen werden müssen und welche im gefrästen oder gedrehten Zustand verbleiben können.
Prüfen Sie außerdem, ob das Bauteil Schleifspielraum aufweist, ob die Wärmebehandlung vor oder nach dem Schleifen erfolgt und ob bestimmte Oberflächen spröde oder schwer zugänglich sind. Handelt es sich bei dem Bauteil um einen Prototyp, geben Sie bitte an, ob sich die Konstruktion noch ändern kann. Falls später eine Serienfertigung vorgesehen ist, geben Sie bitte die voraussichtlichen Losgrößen an.
Eine vollständige Angebotsanfrage reduziert den Hin- und Her-Austausch und hilft dabei, Risiken hinsichtlich der Herstellbarkeit zu erkennen, bevor Preis und Lieferzeit festgelegt werden.
Entscheidungsmatrix: Toleranz, Werkstoff, Geometrie, Volumen, Abmessungen und Prüfanforderungen
| Entscheidungsfaktor | Zustand mit geringerem Risiko | Zustand mit höherem Risiko |
|---|---|---|
| Toleranz | Maßgegebene Toleranz bei starren Merkmalen | Sehr enge Toleranz bei dünnen, langen oder biegsamen Bauteilen |
| Material | Bekanntes Mahlgut in stabilem Zustand | Hitzeempfindliches, hartes, Verbund-, keramisches oder nicht genau definiertes Material |
| Geometrie | Offener Zugang und zuverlässiger Support | Kleine Bohrungen, Schultern, unterbrochene Schnitte, empfindliche Abschnitte |
| Band | Die Menge entspricht der Einrichtungsmethode | Der Prototyp benötigt Produktionspreise, oder die Produktion benötigt den Prototypenprozess |
| Größe | Passend für gängige Maschinenkapazitäten | Sehr kleine Teile oder sehr große Baugruppen |
| Inspektion | Übersichtliche Vorgehensweise und Dokumentation | Unklare Ausführung, vage “Spiegel”-Begriffe, keine Klarheit hinsichtlich der Bezugsebene |
Diese Matrix hilft dabei, ein bearbeitbares Merkmal von einem bearbeitbaren und überprüfbaren Merkmal zu unterscheiden. Beide sind für eine erfolgreiche Bestellung erforderlich.
Warnsignale: vage Angaben zur Toleranz, fehlende Prüfmöglichkeiten, unbegründete Angaben zu den Werkstoffen
Zu den Warnzeichen zählen Toleranzangaben ohne Bezug zur Bauteilgeometrie, fehlende Prüfmöglichkeiten, unklare Spannpläne, unbegründete Materialangaben sowie die mangelnde Bereitschaft, das Risiko von Hitzeentwicklung oder Verbrennungen zu erörtern. Ein weiteres Warnzeichen ist die Annahme, dass alle Schleifverfahren austauschbar sind.
Ein Anbieter sollte in der Lage sein, zu erläutern, ob sich für das Bauteil das Flachschleifen, Zylinderschleifen, Spitzenlos-Schleifen, Innenschleifen oder Spindelschleifen eignet. Er sollte außerdem Risiken erkennen können, beispielsweise wenn das Spitzenlos-Schleifen für komplexe Bauteile nicht geeignet ist oder wenn Schwierigkeiten beim Innenschleifen von Bohrungen mit kleinem Durchmesser die Machbarkeit beeinträchtigen können.
Klare Grenzen sind ein gutes Zeichen. Präzisionsschleifen erfordert eine Prozesskontrolle, und diese beginnt damit, zu wissen, was schiefgehen kann.
Checkliste für Angebotsanfragen: Zeichnungen, CAD-Dateien, Materialspezifikationen, Härte, Oberflächenbeschaffenheit, Toleranzen, Stückzahl und Fristen
Eine aussagekräftige Angebotsanfrage für Präzisions-CNC-Schleifdienstleistungen sollte Folgendes enthalten:
- 2D-Zeichnung mit Toleranzen, Bezugspunkten und Revisionsstand
- CAD-Datei, falls vorhanden
- Spezifikation des Materials
- Wärmebehandlungszustand und Härte
- Zu schleifende kritische Oberflächen
- Anforderungen an die Oberflächenbeschaffenheit
- Anforderungen an Ebenheit, Rundheit, Bohrung und Ausrichtung
- Stückzahl für Prototyp, Pilotphase und Serienfertigung
- Erforderliche Prüfunterlagen
- Vorgeschriebener Liefertermin oder terminliche Vorgabe
- Anforderungen hinsichtlich Handhabung, Sauberkeit oder Verpackung
Die endgültige Entscheidung ist im Prinzip einfach. Setzen Sie CNC-Schleifen ein, wenn das Bauteil eine Endkontrolle erfordert, die durch Fräsen oder Drehen nicht zuverlässig gewährleistet werden kann. Vermeiden Sie das Schleifen oder überdenken Sie dessen Einsatz, wenn die Geometrie den Zugang versperrt, Bezugspunkte unklar sind, eine Prüfung nicht möglich ist oder die Toleranzen enger sind, als es die Funktion erfordert. Die besten Ergebnisse werden erzielt, wenn Konstruktion, Verfahren und Messung vor Produktionsbeginn aufeinander abgestimmt sind.
FAQs
Wann ist CNC-Schleifen erforderlich?
Präzisions-CNC-Schleifarbeiten sind in der Regel erforderlich, wenn durch Fräsen oder Drehen die endgültigen Toleranzen, die Oberflächengüte, die Ebenheit, die Rundheit oder die Bohrungsgenauigkeit der bearbeiteten Bauteile nicht erreicht werden können. Sie werden üblicherweise als sekundärer Endbearbeitungsprozess eingesetzt, nachdem die primären Bearbeitungsvorgänge an den Werkstücken abgeschlossen sind. Ingenieure und Einkäufer setzen auf dieses Verfahren, um Maß- und Oberflächenfehler zu beheben, die mit herkömmlichen Zerspanungsverfahren nicht effektiv beseitigt werden können. Es wird ausschließlich für kritische Funktionsflächen eingesetzt, bei denen Präzision und gleichbleibende Leistung für die Montage und den Betrieb des Bauteils unerlässlich sind.
Welche Toleranzen lassen sich beim CNC-Schleifen erreichen?
Zu den gemeldeten CNC-Schleif-Benchmarks gehören ±0,00007″, ±0,0001″ und 0,0002″ in verschiedenen, von Anbietern angegebenen Beispielen aus industriellen Anwendungsbereichen. Diese veröffentlichten Zahlen sollten nicht als allgemeingültige Produktionsgarantien für jede Bauteilkonstruktion und jeden Werkstofftyp angesehen werden. Die tatsächlich erreichbare Toleranz hängt stark von der Materialgüte, der Bauteilgeometrie, der Maschineneinstellung, dem Zustand der Schleifscheibe, der Temperaturregelung und professionellen Prüfverfahren ab. Starre, einfache Bauteile weisen in der Regel engere Toleranzen auf als dünne, komplexe oder wärmeempfindliche Komponenten, die in realen Fertigungsszenarien eine hochpräzise Endbearbeitung erfordern.
Was ist der Unterschied zwischen Rundschleifen und Flachschleifen?
Beim Rundschleifen werden runde Außen- oder Innendurchmesserelemente wie Wellen, Zapfen, Stifte und Präzisionsbohrungen für rotierende Industrieteile bearbeitet. Das Flachschleifen konzentriert sich ausschließlich auf ebene Strukturflächen, darunter Grundplatten, Bezugsebenen, Werkzeugblöcke und ebene Kontaktflächen für Montagezwecke. Dabei steht die Kontrolle von Rundheit und Konzentrizität im Vordergrund, während das andere Verfahren auf die Genauigkeit von Ebenheit und Parallelität für die Funktionalität der Bauteile abzielt. Viele komplexe mechanische Bauteile erfordern sogar beide Schleifverfahren, um alle Maß- und Geometriespezifikationen der Zeichnung sowohl für präzisionsgeschliffene Platten als auch für rotierende Bauteile zu erfüllen.
Welche Werkstoffe werden üblicherweise für das Präzisionsschleifen verwendet?
Zu den genannten Werkstoffen zählen Eisen- und Nichteisenmetalle, Edelstahl, Titan, Speziallegierungen, technische Keramiken, Kunststoffe und Verbundwerkstoffe sowie gehärtete Stähle. Jeder Werkstoff reagiert während des Schleifvorgangs unterschiedlich auf abrasives Schneiden, Wärmeentwicklung, Schleifscheibenbelastung und die Leistung des Kühlmittels. Betriebe müssen die Auswahl der Schleifscheibe, die Bearbeitungsparameter und die Strategien zur Wärmeregulierung an die physikalischen Eigenschaften des jeweiligen Werkstoffs anpassen. Eine richtige Werkstoffanpassung verhindert Oberflächenverbrennungen, Maßabweichungen und eine schlechte Oberflächenbeschaffenheit bei spitzenlosen Schleifarbeiten und anderen geschliffenen Werkstücktypen.
Wie lässt sich die Oberflächenrauheit durch Schleifen verbessern?
Die Oberflächenrauheit lässt sich durch die Wahl der richtigen Schleifscheibenkörnung und Bindungsart sowie durch die Einhaltung geeigneter Abrichtverfahren während des gesamten Produktionslaufs verbessern. Die Hersteller regeln zudem den Schleifvorschub und die Drehzahl und sorgen für eine ausreichende Kühlmittelzufuhr, um die Wärmeentwicklung an der Werkstückoberfläche zu verringern. Die Steuerung der Schleifdurchgänge und die Vermeidung übermäßiger Materialabtragung tragen ebenfalls dazu bei, die Oberflächenstruktur zu verfeinern und Werkzeugspuren zu beseitigen, um spiegelglatt geschliffene Metallteile zu erhalten. In der Zeichnung sollte stets eine messbare Anforderung an die Oberflächengüte definiert werden, anstatt sich bei der Qualitätsbeurteilung ausschließlich auf das subjektive optische Erscheinungsbild zu verlassen.
Was ist der Unterschied zwischen Fräsen und Schleifen?
Fräsen und Drehen sind effiziente Primärbearbeitungsverfahren, bei denen große Materialmengen abgetragen werden, um teilnacheigene Formen mit komplexen Geometrien zu erzeugen. Beim Schleifen werden mit Schleifscheiben winzige Materialpartikel abgetragen, wodurch engere Maßtoleranzen, eine glattere Oberflächengüte und eine bessere geometrische Korrektur erzielt werden als beim Fräsen allein. Das Fräsen stößt bei der Erzielung ultrafiner Ebenheit, gehärteter Oberflächen und präziser Rundheit an kritischen Lager- und Bohrungsmerkmalen an seine Grenzen – Bereiche, die sich ideal für feine Schleifarbeiten eignen. Das Schleifen dient als abschließender Präzisionsschritt, um nur wichtige Oberflächen zu verfeinern und hochglatt geschliffene, CNC-bearbeitete Teile herzustellen, ohne die durch das Fräsen erzeugte Gesamtform des Teils zu verändern.