Filarami sukcesu w świecie wielkoseryjnej produkcji części metalowych są precyzja, szybkość i opłacalność. Jako podstawowy rodzaj tłoczenia metali, tłoczenie progresywne jest jedną z najpotężniejszych technologii formowania metali na świecie, z miliardami złożonych komponentów produkowanych rocznie w celu napędzania naszych sektorów motoryzacyjnego, elektronicznego, medycznego i dóbr konsumpcyjnych. Dla inżynierów, kierowników ds. zaopatrzenia i projektantów produktów dogłębna znajomość tego procesu jest nie tylko korzystna, ale ma również kluczowe znaczenie dla pomyślnego wprowadzenia produktu na rynek.
Ten autorytatywny przewodnik zawiera szczegółowy, techniczny opis progresywnego tłoczenia metali. Zamierzamy rozbić jego wewnętrzną mechanikę, zestawić go z innymi tradycyjnymi procesami oraz zbadać jego zalety i wady. Omówimy jego podstawowe zastosowania, zdekonstruujemy zawiłości zarządzania kosztami i narzędziami oraz przedstawimy praktyczne zalecenia dotyczące projektowania pod kątem możliwości produkcyjnych (DFM). Wreszcie, dostarczymy informacji na temat tego, jak wybrać odpowiedniego partnera produkcyjnego i spojrzeć w przyszłość tej niezbędnej technologii. Ten przewodnik będzie najcenniejszym narzędziem niezależnie od tego, czy jesteś na początku oceny projektu, czy też próbujesz usprawnić istniejącą linię produkcyjną.
Czym jest tłoczenie progresywne?
Tłoczenie progresywne to szybki, zautomatyzowany proces formowania metalu, który tworzy złożone części z ciągłego zwoju blachy. Progresywny charakter procesu tłoczenia progresywnego polega na następujących po sobie operacjach, które są wykonywane na metalowej taśmie w miarę jej przesuwania się - lub postępu - przez sekwencję stacji roboczych w pojedynczej matrycy tłoczącej. Matryca ma szereg stacji, z których każda wykonuje inną operację, np. wykrawanie, wybijanie, gięcie lub rysowanie. Taśma nośna, która jest ciągłym paskiem metalu, precyzyjnie transportuje obrabiany przedmiot między stacjami aż do ostatniej stacji, gdzie gotowa część jest wycinana z taśmy.
Cały proces jest zawarty w prasie tłoczącej, która zapewnia moc do cięcia i kształtowania materiału. Jest to symfonia mechanicznej perfekcji i jest skonstruowana tak, aby działać w sposób ciągły, przy dużej objętości, przy niewielkiej ingerencji pracy po jej zainstalowaniu.
Proces krok po kroku:
- Rozwijanie i podawanie materiału: Surowa blacha, która może być stalą, aluminium, miedzią lub innymi stopami, ma postać dużej cewki. Cewka ta jest umieszczana na rozwijarce i trafia do prostownicy w celu wyeliminowania wszelkich zwojów (naturalnej krzywizny materiału). Wyprostowana taśma jest następnie precyzyjnie wpychana do matrycy progresywnej przez zautomatyzowany system podawania z kontrolowanym przyrostem, zwanym skokiem.
- Postęp w matrycy: Sama matryca jest skomplikowanym i solidnym urządzeniem, zwykle zbudowanym z hartowanej stali narzędziowej i ma kilka stacji. Matryca zamyka się, gdy prasa porusza się w górę i w dół, a konkretna operacja jest wykonywana na każdej stacji w tym samym czasie.
- Pilotowanie: Wykrawanie otworów pilotażowych w taśmie nośnej jest jednym z najważniejszych wczesnych etapów. W późniejszych stacjach, piloty w kształcie stożka w górnej połowie matrycy są wkładane do tych otworów przed jakimkolwiek formowaniem. Zapewnia to idealne wyrównanie taśmy przy każdym skoku prasy, co ma zasadnicze znaczenie dla wąskich tolerancji.
- Operacje tłoczenia: Taśma przechodzi przez szereg stacji, które mogą obejmować:
- Piercing/Punching: Wykonywanie otworów, szczelin lub wycięć.
- Gięcie/formowanie: Wykonywanie kątów, kołnierzy lub złożonych kształtów.
- Rysunek: Płytkie kształty przypominające miseczki.
- Tłoczenie: Tłoczenie detali, takich jak logo, tekst lub żebra usztywniające.
- Przycinanie: Usunięcie niepotrzebnego materiału.
- Wyrzucanie części: Ostatnim etapem jest oddzielenie gotowej części od taśmy nośnej. Gotowe sekcje są wypychane z prasy, zwykle na przenośnik taśmowy w celu ich zebrania, a reszta szkieletu taśmy nośnej jest cięta na małe kawałki w celu skutecznego zbierania złomu i recyklingu.
Ponieważ wszystkie te operacje są wykonywane w jednej matrycy w jednej prasie, tłoczenie progresywne może produkować setki, a nawet tysiące części na minutę, a zatem jest niezwykle wydajnym procesem produkcji masowej.
(Umieszczone tutaj animowane wideo skutecznie zilustruje pasek metalu przechodzący przez stacje matryc).
Anatomia matrycy progresywnej: kluczowe elementy
Aby zrozumieć proces i jego koszty, ważne jest poznanie głównych części, które składają się na matrycę progresywną. Komponenty te działają w trudnych warunkach, a ich jakość decyduje o wydajności i żywotności narzędzia.
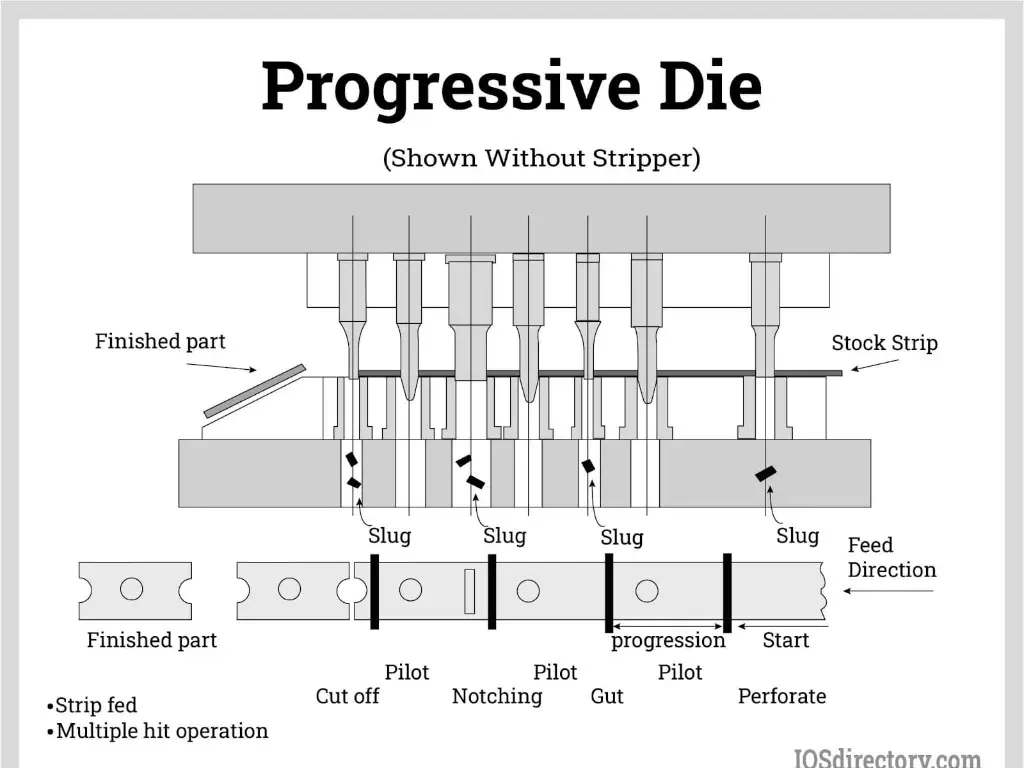
Źródło: IQSdirectory.com
- Zestaw matryc: Jest to podstawa narzędzia. Składa się z ciężkiego górnego i dolnego ślizgu, zwykle z żeliwa lub stali. Stopy te są obrabiane zgodnie z dokładnymi specyfikacjami, aby utrzymać wszystkie inne części w idealnym wyrównaniu za pomocą kołków prowadzących i tulei, dzięki czemu matryca zamyka się w ten sam sposób za każdym razem, gdy prasa jest głaskana.
- Ciosy: Są to męskie części, które wykonują pracę cięcia lub kształtowania materiału. Są one narażone na ogromne uderzenia i naprężenia, a zatem są komponentami o wysokim stopniu zużycia.
- Przebijaki są stosowane do wykonywania otworów.
- Stemple formujące są przeznaczone do gięcia, przeciągania lub zwijania materiału w pożądaną geometrię. Dokładność ich pracy bezpośrednio przekłada się na dokładność końcowej części.
- Przyciski matrycy / matryca: Są to żeńskie odpowiedniki stempli i zazwyczaj są to precyzyjnie szlifowane, hartowane wkładki stalowe lub węglikowe. Podczas przebijania otworu stempel wchodzi w przycisk matrycy, aby czysto ściąć materiał. Podobnie jak stemple, są to elementy o wysokim stopniu zużycia, które należy okresowo wymieniać.
- Piloci: Są to kołki w kształcie stożka, precyzyjnie szlifowane, które pasują do otworów pilotażowych na pasku nośnym. Są to urządzenia ściśle wyrównujące, ale są niezbędne. Piloty są bezpośrednio zaangażowane w wysoką powtarzalność i wąskie tolerancje końcowych części poprzez dokładne zlokalizowanie taśmy przed każdą operacją formowania lub cięcia.
- Płytka do zdejmowania izolacji: Materiał ma tendencję do przylegania do stempli, gdy te cofają się, gdy prasa otwiera się po suwie. Płyta zdzierająca to płyta, która obejmuje stemple i jest obciążona sprężyną. Chwyta ona bezpiecznie pasek materiału podczas całego procesu, a następnie zdejmuje go ze stempli podczas ich wycofywania, dzięki czemu pasek może swobodnie przemieszczać się do następnej stacji roboczej.
- Podnośniki i prowadnice: Są to zestawy sworzni, szyn i bloków, które prowadzą, podnoszą i podtrzymują taśmę nośną podczas jej przechodzenia przez matrycę. Zapobiegają wyboczeniu lub ugięciu taśmy i umożliwiają niezawodne i wolne od zacięć podawanie między stacjami.
- Wkładki matrycowe / bloki: Blok matrycy jest zwykle wykonany z jednego kawałka drogiej stali narzędziowej, ale złożone lub narażone na wysokie zużycie obszary mogą być wykonane jako oddzielne, wymienne wkładki matrycowe. Te wkładki, które utrzymują istotną geometrię cięcia lub formowania, mogą być wykonane z wysokiej jakości materiałów, takich jak węglik wolframu. Ta modułowa konstrukcja jest jednym z głównych środków oszczędności kosztów; gdy jakiś obszar ulegnie zużyciu, należy wymienić tylko małą wkładkę, a nie cały, ogromny blok matrycy. Ta ukierunkowana filozofia wymiany jest podstawą skutecznego zarządzania cyklem życia narzędzi.
Matryca progresywna vs. matryca transferowa vs. matryca czterostronna
Wybór odpowiedniego procesu tłoczenia jest krytyczną decyzją, która wpływa na koszt oprzyrządowania, szybkość produkcji i złożoność części. Tłoczenie progresywne nie jest rozwiązaniem uniwersalnym. Zrozumienie jego zalet w odniesieniu do innych popularnych metod, takich jak tłoczenie transferowe i tłoczenie czterostronne (lub wielostronne), jest kluczowe dla właściwego planowania projektu.
| Cecha | Progresywne tłoczenie matrycowe | Tłoczenie transferowe | Tłoczenie czterostronne / wielostronne |
| Jak to działa | Ciągła taśma metalowa przechodzi przez jedną wielostanowiskową matrycę. | Pojedyncze części są przenoszone między oddzielnymi matrycami za pomocą systemu transferu. | Materiał jest kształtowany przez wiele narzędzi poruszających się w różnych kierunkach. |
| Najlepszy wybór dla | - Duże ilości małych/średnich części - zaciski, wsporniki, osłony | - Duże lub głęboko tłoczone części - Części wymagające swobodnego dostępu | - Skomplikowane, złożone zagięcia - klipsy, sprężyny, formy druciane |
| Wskaźnik produkcji | Bardzo wysoka | Średni do wysokiego | Średni |
| Inwestycja w oprzyrządowanie | Wysoki | Bardzo wysoka | Średni do wysokiego |
| Wykorzystanie materiałów | Dobry (pasek nośny to złom) | Uczciwe (puste miejsca mogą powodować straty) | Doskonały (minimalna ilość odpadów) |
| Konfiguracja i przełączanie | Długi | Bardzo długi | Średni |
Podsumowując, progresywne tłoczenie matrycowe jest królem szybkości i wydajności w produkcji wielkoseryjnej części, które mogą być przenoszone na taśmie. Tłoczenie matrycowe oferuje większą elastyczność w przypadku większych lub głęboko tłoczonych części, które nie mogą pozostać przymocowane do taśmy, kosztem wyższych inwestycji w oprzyrządowanie i wolniejszych prędkości. Tłoczenie poczwórne Zajmuje własną niszę, wyróżniając się w produkcji małych, bardzo złożonych form z drutu i taśm, które byłyby trudne lub niemożliwe do wykonania w konwencjonalnej prasie pionowej.
Kluczowe korzyści i ograniczenia dla projektu
Podjęcie świadomej decyzji wymaga zrównoważonego spojrzenia na technologię. Podczas gdy progresywne tłoczenie matrycowe jest niezwykle wydajne, ważne jest, aby rozważyć jego zalety i ograniczenia w kontekście konkretnych wymagań projektu.
Korzyści z tłoczenia progresywnego
- Szybkie tempo produkcji: Jest to największa siła. Tempo produkcji jest bardzo wysokie dzięki zautomatyzowanemu podawaniu i kilku operacjom wykonywanym przy każdym skoku prasy. Sprawia to, że proces ten dobrze nadaje się do dużych zamówień (zwykle od dziesiątek tysięcy do milionów części) z krótkim czasem realizacji.
- Niski koszt części w Objętość: Koszt oprzyrządowania jest wysoki, ale koszt części jest niezwykle niski po rozpoczęciu produkcji. Korzyści skali są niezwykłe ze względu na dużą prędkość, zautomatyzowany charakter i niewielki nakład pracy wymagany do obsługi. Jest to zwykle najbardziej ekonomiczny proces formowania metalu, gdy w grę wchodzą duże ilości produkcji.
- Dobry Powtarzalność oraz Spójność: Stała geometria matrycy i dokładność systemu podawania kontroluje proces. Po zakwalifikowaniu matrycy wszystkie wykonane części będą praktycznie takie same jak poprzednie. Zapewnia to ścisłe tolerancje i powtarzalną jakość w całym cyklu produkcyjnym, co jest niezbędne w zastosowaniach, w których wymienność części ma kluczowe znaczenie, takich jak motoryzacja i elektronika.
- Mniej złomu: Prawidłowo zaprojektowana matryca progresywna będzie miała dobrze przemyślany układ taśmy nośnej (nesting), który pozwoli na wyprodukowanie największej liczby części z danego kawałka materiału. Takie efektywne wykorzystanie materiałów zmniejsza straty w porównaniu z innymi procesami, co pomaga obniżyć całkowity koszt części.
Ograniczenia tłoczenia progresywnego
- Wysoki początkowy koszt oprzyrządowania: Pierwszą wadą jest to, że zaprojektowanie i skonstruowanie matrycy progresywnej jest bardzo kosztowne. Są to precyzyjnie zaprojektowane narzędzia, złożone z natury i mogą kosztować od dziesiątek tysięcy do setek tysięcy dolarów, w zależności od złożoności części, jej rozmiaru i pożądanej żywotności. Jest to bardzo kosztowne i dlatego nie nadaje się do prototypów lub małych serii produkcyjnych.
- Nieodpowiednie dla niskiego wolumenu: Koszt oprzyrządowania jest wysoki, więc wymagana jest duża wielkość produkcji, aby uzasadnić inwestycję i uzyskać konkurencyjną cenę części. Przed podjęciem decyzji o zastosowaniu tej technologii należy dobrze obliczyć próg rentowności.
- Ograniczenia projektowe: Część powinna być zaprojektowana w taki sposób, aby mogła być transportowana między stacjami na taśmie nośnej aż do ostatniej operacji. Może to czasami nakładać ograniczenia na geometrię części. Ponadto, ponieważ wszystkie operacje są wykonywane w jednym kierunku (pionowo), elementy, które muszą być formowane w więcej niż jednym kierunku, nie mogą być wykonane bez skomplikowanych mechanizmów w matrycy.
- Czas realizacji oprzyrządowania: Projektowanie, budowa i kwalifikacja nowej matrycy progresywnej jest procesem czasochłonnym i może zająć kilka tygodni lub miesięcy. Ten czas realizacji należy uwzględnić w całkowitym harmonogramie projektu.
Kluczowe aplikacje w najważniejszych branżach
Wydajność, precyzja i opłacalność tłoczenia progresywnego sprawiły, że stało się ono nieodzowną technologią w wielu branżach. Jej zastosowania są wszechobecne i można je znaleźć w wielu produktach, z których korzystamy na co dzień. Zrozumienie tych zastosowań zapewnia rzeczywisty kontekst dla wartości procesu.
Motoryzacja
Jednym z największych odbiorców progresywnych części tłoczonych jest przemysł motoryzacyjny, w którym duże ilości, wąskie tolerancje i niezawodność nie podlegają negocjacjom.
- Złącza i terminale: Pojazd ma dziesiątki, a nawet setki precyzyjnych zacisków i złączy w każdej wiązce przewodów do prowadzenia zasilania i danych. Jedynym wykonalnym sposobem ich produkcji w wymaganej skali i kosztach jest tłoczenie progresywne.
- Wsporniki i Klipy: Małe wsporniki montażowe czujników we wnęce silnika, klipsy wykończenia wnętrza i elementy zwijacza pasów bezpieczeństwa to wytłoczone części używane do mocowania i podtrzymywania pojazdu.
- ECU i obudowy modułów: Tłoczenie progresywne jest powszechnie stosowane do produkcji metalowych obudów ochronnych elektronicznych jednostek sterujących (ECU) i innych modułów elektronicznych, aby zapewnić ekranowanie EMI/RFI i ochronę fizyczną.
- Osłony termiczne: Cienkie, tłoczone aluminiowe lub stalowe osłony termiczne, które chronią wrażliwe części przed ciepłem spalin, są produkowane w ogromnych ilościach.
Elektronika i telekomunikacja
Przemysł elektroniczny to branża o wysokim tempie rozwoju, w której ważna jest miniaturyzacja i precyzja. Tłoczenie progresywne zapewnia złożone, precyzyjne części potrzebne w wielu różnych urządzeniach.
- EMI/RFI Ekranowanie: Tłoczone metalowe puszki lub osłony są projektowane na zamówienie, aby izolować wrażliwe komponenty elektroniczne przed zakłóceniami elektromagnetycznymi i o częstotliwości radiowej, co jest krytyczną potrzebą w smartfonach, routerach i komputerach.
- Ołów Ramki: Są to metalowe ramy, które wspierają krzemowe chipy i łączą je z zewnętrznymi pinami pakietu układów scalonych. Wymagają one mikroskopijnej dokładności, która idealnie nadaje się do tłoczenia progresywnego.
- Styki i złącza: Obudowy złączy USB, wewnętrzne styki baterii, złącza płytka-płytka i wiele innych są wykonane z tłoczonych części i są niezbędne do tworzenia niezawodnych połączeń elektrycznych.
- Radiatory: Małe radiatory z tłoczonego aluminium znajdują się w wielu urządzeniach do chłodzenia procesorów i komponentów zasilających.
Urządzenia medyczne
Sektor opieki zdrowotnej wymaga najwyższej dokładności, higieny i identyfikowalności materiałów. Tłoczenie progresywne jest stosowane do produkcji części zarówno jednorazowego, jak i trwałego sprzętu chirurgicznego.
- Części do narzędzi chirurgicznych: Większość części zszywaczy chirurgicznych, narzędzi tnących i innych ręcznych narzędzi chirurgicznych jest wykonana ze stali nierdzewnej klasy medycznej.
- Obudowa urządzenia do implantacji: Obudowy ochronne urządzeń takich jak rozruszniki serca i defibrylatory wymagają hermetycznie zamkniętych, biokompatybilnych obudów metalowych, które mogą być produkowane metodą głębokiego tłoczenia lub tłoczenia progresywnego.
- Części do urządzeń diagnostycznych: Części sprzętu diagnostycznego, takie jak komponenty maszyn diagnostycznych, systemy kontroli płynów i sprzęt testujący, są często wytwarzane poprzez tłoczenie ze względu na ich powtarzalność i opłacalność.
Przemysł lotniczy i obronny
Chociaż wolumeny w przemyśle lotniczym i kosmicznym są na ogół mniejsze niż w przemyśle motoryzacyjnym, tłoczenie progresywne jest również stosowane do znormalizowanych części o dużej objętości, w których precyzja i integralność materiału mają kluczowe znaczenie.
- Elementy złączne, podkładki i podkładki: Standardowe i niestandardowe elementy złączne, precyzyjne podkładki wyrównujące tolerancje i specjalne podkładki są tłoczone w szerokim zakresie typów.
- Małe elementy konstrukcyjne: Małe wsporniki, łączniki i inne niekrytyczne elementy konstrukcyjne są często wytłaczane z wysokowytrzymałych stopów aluminium lub stali.
Zrozumienie i zarządzanie kosztami matryc progresywnych
Dla każdego kierownika projektu lub inżyniera kontrola kosztów jest głównym celem. W przypadku tłoczenia progresywnego struktura kosztów jest silnie związana z początkową inwestycją w oprzyrządowanie. Kompleksowe zrozumienie sposobu zarządzania zarówno kosztami początkowymi, jak i długoterminowymi ma kluczowe znaczenie dla maksymalizacji zwrotu z inwestycji (ROI) projektu.

Inwestycja początkowa a długoterminowe oszczędności
Model ekonomiczny tłoczenia progresywnego to klasyczny kompromis. Akceptujesz wysoki koszt początkowy, aby "kupić" wyjątkowo niską cenę za sztukę na czas trwania długiego cyklu produkcyjnego.
- Rozbijanie kosztów narzędzi: Początkowy koszt matrycy jest wypadkową kilku czynników:
- Projektowanie i inżynieria: Godziny spędzone przez wykwalifikowanych projektantów narzędzi na modelowaniu części, planowaniu układu taśm i projektowaniu stacji matryc.
- Surowce: Koszt wysokiej jakości stali narzędziowej (takiej jak D2 lub węglik spiekany do obszarów o wysokim zużyciu) i podstawy zestawu matryc.
- Precyzja Obróbka skrawaniem: Szerokie zastosowanie Frezowanie CNC, elektrodrążenie drutowe, elektrodrążenie wgłębne i precyzyjne szlifowanie w celu stworzenia elementów matrycy z tolerancją na poziomie mikronów.
- Zbiórka i próba: Pracochłonny proces montażu matrycy, testowania jej i dokonywania mikroregulacji w celu zapewnienia, że produkuje ona części spełniające wszystkie specyfikacje.
- Obliczanie progu rentowności: Decyzja o zainwestowaniu w matrycę progresywną zależy od progu rentowności - wielkości, przy której całkowity koszt tłoczenia progresywnego staje się niższy niż w przypadku alternatywnego procesu (np. cięcia laserowego i formowania). Uproszczone obliczenie jest następujące:
- Próg rentowności = (progresywny koszt oprzyrządowania) / (koszt na sztukę (alternatywny) - koszt na sztukę (progresywny))
- Obliczenia te pokazują, dlaczego do uzasadnienia inwestycji wymagane są zazwyczaj wolumeny rzędu dziesiątek lub setek tysięcy.
Ukryty czynnik: Konserwacja i cykl życia narzędzi
Rzeczywisty zwrot z inwestycji w matrycę progresywną to nie tylko koszt matrycy, ale także jej żywotność. Innym kosztem, który zwykle nie jest brany pod uwagę w przypadku tłoczenia progresywnego, jest długoterminowa konserwacja narzędzi i przestoje. Matryce to precyzyjne narzędzia, które są narażone na ogromne naprężenia spowodowane milionami cykli udarowych. Ważne części, takie jak stemple, piloty i wkładki matryc, muszą się zużywać, odpryskiwać lub pękać. Konwencjonalna metoda może obejmować kosztowne naprawy awaryjne lub, w najgorszym przypadku, wymianę całego drogiego zestawu matryc.
Jednak bardziej ekonomicznym podejściem jest proaktywna, zorientowana na cykl życia konserwacja z wysokiej jakości, niestandardowymi częściami zamiennymi. To nie tylko naprawa, ale plan maksymalnego wykorzystania zasobów.
Wydłużenie żywotności matrycy i obniżenie kosztów dzięki niestandardowym częściom formy
W tym przypadku produkcja specjalistycznych komponentów jest niezbędna. U-Need specjalizuje się w precyzyjnych, niestandardowych częściach form, w szczególności w matrycach progresywnych, formach wtryskowych i innych narzędziach przemysłowych. Cały model biznesowy został zaprojektowany w odpowiedzi na długoterminowe koszty operacyjne ponoszone przez naszych klientów. Możesz znacznie wydłużyć cykl życia swojej początkowej inwestycji i obniżyć koszty konserwacji, wymieniając tylko zużyte, krytyczne komponenty, a nie całą matrycę.
Przez ponad 30 lat rozwijaliśmy naszą wiedzę specjalistyczną w branży obróbki precyzyjnej i jesteśmy w stanie pokryć 60-70% kluczowych części zużywających się, które stanowią rdzeń każdego narzędzia, takiego jak tłoczenie na zimno, tłoczenie i formy wtryskowe. Gdy stempel ze standardowej stali narzędziowej ulegnie zużyciu, możemy przeprojektować i wyprodukować zamiennik z wyższego gatunku węglika, który może mieć dwukrotnie lub nawet trzykrotnie dłuższą żywotność. W przypadku awarii złożonej wkładki formującej, nasz zespół inżynierów (ze średnim ponad 15-letnim doświadczeniem) może ją odtworzyć z dokładnością do +/- 0,001 mm, a w wielu przypadkach nawet lepiej niż oryginał.
Używamy najlepszego sprzętu na świecie, takiego jak optyczne szlifierki krzywoliniowe PG do produkcji ultraprecyzyjnych profili stempli i wkładek, tolerancji i wykończenia powierzchni, których nie można osiągnąć w standardowym warsztacie maszynowym. Umożliwia nam to produkcję części do najbardziej wymagających zastosowań, takich jak formy półprzewodnikowe o promieniu naroża wewnętrznego 0,02 mm. Nie wymieniamy po prostu części, ale ulepszamy je, koncentrując się na wysokiej jakości materiałach, najnowocześniejszych technikach produkcji, takich jak obróbka elektroerozyjna lustrzana i wieloprocesowa, oraz dogłębnej znajomości wzorców zużycia narzędzi. Ta proaktywna strategia pomoże Twoim liniom produkcyjnym pozostać w ruchu przy minimalnych przestojach i zamieni Twoje oprzyrządowanie w długoterminowy, wysokowydajny zasób zamiast kosztów eksploatacyjnych.
Krytyczne względy projektowe (DFM) dla tłoczenia
Skuteczne projektowanie części to współpraca między projektantem produktu a inżynierem produkcji. Zastosowanie zasad DFM (Design for Manufacturability) na najwcześniejszych etapach jest najskuteczniejszym sposobem na obniżenie kosztów, poprawę jakości i zapewnienie płynnego uruchomienia produkcji.
Wybór materiału
Wybór materiału wpływa na koszt, formowalność i końcową wydajność części.
- Formowalność: Stal niskowęglowa, aluminium i stopy miedzi są bardzo plastyczne i można je łatwo formować w skomplikowane zagięcia i przeciągnięcia. Stale nierdzewne i stale o wysokiej wytrzymałości (HSS) są mniej tolerancyjne i mogą wymagać większych promieni gięcia i mocniejszych narzędzi.
- Koszt: Surowiec jest głównym czynnikiem wpływającym na koszty części. Zawsze należy zadać sobie pytanie, czy droższy materiał jest naprawdę potrzebny w przypadku wymagań funkcjonalnych aplikacji.
- Twardość i zużycie: Twardość materiału będzie miała wpływ na szybkość zużycia matrycy. Tłoczenie materiałów ściernych lub bardzo twardych będzie wymagało skonstruowania matrycy przy użyciu droższych, odpornych na zużycie stali narzędziowych, takich jak węgliki spiekane.
Tolerancje
Tolerancja ma bezpośredni i wykładniczy wpływ na koszty.
- Określ tylko to, co jest wymagane: Im węższa tolerancja, tym bardziej kosztowna będzie konstrukcja i obsługa matrycy. Tolerancja +/- 0,1 mm jest normalna i dość łatwa do osiągnięcia. Aby uzyskać ±0,01 mm, potrzebna jest znacznie dokładniejsza produkcja i kontrola jakości.
- Poziom mikronowy Precyzja: Tolerancje tak drobne jak +/- 0,001 mm są możliwe, jak pokazują specjalistyczne sklepy, takie jak U-Need, ale powinny być stosowane tylko w przypadku najważniejszych cech funkcjonalnych. Jednym z najczęstszych i najbardziej kosztownych błędów projektowych jest nadmierna tolerancja części.
Funkcje otworów i szczelin
Aby uniknąć uszkodzenia stempli i zagwarantować jakość części, należy przestrzegać poniższych zasad.
- Średnica otworu a grubość materiału: Grubość wykrawanego otworu musi być co najmniej tak duża, jak jego średnica. W przypadku twardszych materiałów stosunek ten musi być jeszcze większy (np. 2:1). Złamanie tego wymogu może skutkować nadmiernym zużyciem stempli i ich złamaniem.
- Odległość między funkcjami: Odległość między krawędzią otworu a krawędzią części lub między dwoma otworami musi wynosić co najmniej dwukrotność grubości materiału, aby uniknąć zniekształceń i zachować wytrzymałość materiału.
Zagięcia i kształty
Proces wykonywania zagięć musi uwzględniać właściwości materiału.
- Minimalne promienie gięcia: Wszystkie materiały mają minimalny wewnętrzny promień gięcia, poniżej którego będą pękać. Promień ten jest zwykle podawany jako wielokrotność grubości materiału (np. 1T, 2T). Szczegółowe zalecenia można znaleźć w arkuszach danych materiałów. Zawsze należy stosować największy możliwy promień.
- Springback: W przypadku giętego materiału będzie on miał tendencję do niewielkiego sprężynowania po usunięciu ciśnienia formowania. Nazywa się to sprężynowaniem i musi być dozwolone w matrycy poprzez nadmierne zginanie części. Doświadczeni projektanci narzędzi mogą to przewidzieć i wziąć pod uwagę.
- Orientacja zginania: Gięcie wzdłuż kierunku włókien materiału może spowodować jego pękanie. Zagięcia powinny być zawsze ustawione pod kątem prostym do włókien.
Konstrukcja paska nośnego
Chociaż projektant zajmuje się ostatnią częścią, listwa nośna jest równie istotna pod względem możliwości produkcyjnych. Listwa powinna być wystarczająco sztywna, aby utrzymać część we wszystkich stacjach bez zniekształceń i zapewnić bezpieczne miejsca do umieszczenia otworów pilotażowych.
Wybór odpowiedniego partnera do stemplowania
Sukces projektu zależy w dużej mierze od możliwości i filozofii partnera produkcyjnego. Wybór dostawcy powinien wykraczać daleko poza zwykłe porównanie ofert cenowych. Wybierasz partnera, który będzie rozszerzeniem Twojego zespołu, odpowiedzialnym za zarządzanie krytycznym zasobem - Twoimi narzędziami.
Oto lista kontrolna tego, na co należy zwrócić uwagę:
- Inżynieria i DFM Wiedza specjalistyczna
Tania wycena jest bezwartościowa, jeśli dostawca nie może zapewnić wsparcia inżynieryjnego z góry. Świetny partner będzie działał jako konsultant.
- O co pytać: "Czy możesz dostarczyć raport DFM na temat naszego projektu? Jakie masz sugestie dotyczące obniżenia kosztów lub poprawy jakości?"
- Co robić Szukaj: Poszukaj partnera z dedykowanym zespołem inżynierów, który może zaoferować konkretne sugestie. Partner taki jak U-Needz Ponad 20-osobowy zespół inżynierów ze średnim 15-letnim doświadczeniemPosiada dogłębną wiedzę specjalistyczną, aby analizować części i zalecać zmiany, które pozwalają zaoszczędzić pieniądze przez cały okres trwania projektu.
- Systemy produkcji i jakości
Jakość części jest bezpośrednim odzwierciedleniem jakości sprzętu i procesów partnera.
- O co pytać: "Czy możemy zobaczyć listę sprzętu? Jakie są certyfikaty jakości? Jak wygląda proces kontroli jakości?"
- Co robić Szukaj: Dostawca z najwyższej półki zainwestował w światowej klasy sprzęt (GF AgieCharmille, Sodick, Takisawa). Będą to ISO 9001Certyfikat 2015 i mają wieloetapowy proces kontroli jakości, w tym kontrolę materiałów przychodzących, kontrole w trakcie procesu i końcową kontrolę w pełnym wymiarze przy użyciu zaawansowanego sprzętu, takiego jak maszyny CMM i projektory 2.5D. Deklarowany wskaźnik zdawalności 99.3% lub wyższa jest silnym wskaźnikiem solidnej kontroli procesu.
- Zarządzanie cyklem życia narzędzi i wsparcie
To właśnie odróżnia dostawcę od partnera. Ich podejście do konserwacji oprzyrządowania świadczy o ich zainteresowaniu długoterminowym sukcesem w działaniu.
O co pytać: Jaka jest procedura konserwacji i naprawy narzędzi? Skąd pochodzą części zamienne? Jak szybko reagujesz na awarię linii produkcyjnej?"
Co robić Szukaj: Lepszą odpowiedzią na to pytanie jest podejście proaktywne. Weryfikując partnera, należy zapytać o jego łańcuch dostaw krytycznych komponentów. Możliwość szybkiego zamawiania niestandardowych, trwałych części ma zasadnicze znaczenie dla ograniczenia przestojów. Dotyczy to nie tylko form, ale także sprzętu do tłoczenia.
Jesteśmy strategicznym partnerem najlepszych producentów w U-Need. Projektujemy również niestandardowe komponenty wyposażenia wraz z częściami form, dzięki czemu cała linia produkcyjna, a nie tylko oprzyrządowanie, może być utrzymywana w jak najlepszym stanie i trwać tak długo, jak to możliwe. Możemy obsłużyć MOQ 1 sztuki i dostarczyć pilne zamówienia w ciągu 3-5 dni, co jest elastycznością i szybkością reakcji wymaganą do uniknięcia długich okresów przestoju. Partner w zakresie tłoczenia z wbudowaną relacją ze specjalistą takim jak my wykazuje głębokie zainteresowanie zapewnieniem maksymalizacji czasu sprawności i ochrony całej inwestycji.
Przyszłe trendy w tłoczeniu progresywnym
Chociaż tłoczenie progresywne jest dojrzałą technologią, wciąż ewoluuje. Innowacje są napędzane przez popyt na bardziej złożone części, przyjęcie nowych materiałów i integrację technologii cyfrowych.
Symulacja i cyfrowe bliźniaki
Zaawansowane oprogramowanie do analizy elementów skończonych (FEA) pozwala projektantom narzędzi na cyfrową symulację całego procesu tłoczenia. Mogą oni przewidzieć przepływ materiału, zidentyfikować potencjalne punkty naprężeń, przewidzieć sprężynowanie i zoptymalizować układ taśmy przed wycięciem pojedynczego kawałka stali. Ten "cyfrowy bliźniak" matrycy drastycznie redukuje kosztowną i czasochłonną fazę prób i błędów podczas opracowywania narzędzia.
IIoT i czujniki wewnątrz urządzenia
Przemysłowy Internet Rzeczy (IIoT) przekształca konserwację oprzyrządowania z dyscypliny reaktywnej w predykcyjną. Dzięki wbudowaniu czujników bezpośrednio w matrycę, możliwe jest monitorowanie krytycznych parametrów, takich jak ciśnienie, temperatura i wibracje w czasie rzeczywistym. Dane te mogą być analizowane w celu przewidywania, kiedy komponent zaczyna się zużywać lub ulega awarii, co pozwala na proaktywne planowanie konserwacji, zanim spowoduje to przestój linii produkcyjnej.
Materiały zaawansowane
Dążenie do obniżenia wagi w przemyśle motoryzacyjnym i wyższej wydajności w elektronice napędza wdrażanie nowych materiałów. Tłoczenie zaawansowanych stali o wysokiej wytrzymałości (AHSS), stopów aluminium, a nawet tytanu stawia nowe wyzwania. Wymaga to innowacji w zakresie materiałów matryc, powłok i smarów, a także nowych technologii pras, aby z powodzeniem formować te mniej wymagające materiały.
Hybrydowe procesy produkcyjne
Przyszłość może leżeć w łączeniu procesów w ramach jednej matrycy. Może to obejmować integrację spawania laserowego w matrycy w celu połączenia dwóch części, gwintowanie w matrycy w celu utworzenia gwintowanych otworów lub automatyczne wkładanie komponentów, takich jak nakrętki lub kołki. Te hybrydowe procesy mogą wyeliminować operacje wtórne, ograniczyć obsługę części i obniżyć ogólne koszty.
Tłoczenie progresywne pozostaje kamieniem węgielnym nowoczesnej produkcji. Jego fundamentalne zasady szybkości, precyzji i wydajności są ponadczasowe. Podczas gdy progresywne tłoczenie matrycowe wyróżnia się wydajnością, [tłoczenie transferowe] jest często preferowane w przypadku skomplikowanych kształtów. Zrozumienie mechaniki, strategiczne zarządzanie kosztami, projektowanie pod kątem możliwości produkcyjnych i wybór partnerów, którzy inwestują w długoterminowy sukces, pozwala w pełni wykorzystać moc tej niezwykłej technologii.



