Pilíři úspěchu ve světě velkosériové výroby kovových dílů jsou přesnost, rychlost a hospodárnost. Jako základní typ lisování kovů je progresivní lisování jednou z nejvýkonnějších technologií tváření kovů na světě, při níž se ročně vyrobí miliardy složitých součástí, které pohánějí náš automobilový, elektronický a zdravotnický průmysl a odvětví spotřebního zboží. Pro konstruktéry, manažery nákupu a konstruktéry výrobků je důkladná znalost tohoto procesu nejen výhodná, ale je také rozhodující pro úspěšné uvedení výrobku na trh.
Tento autoritativní průvodce podává podrobný technický popis progresivního lisování kovů. Rozebereme jeho vnitřní mechaniku, porovnáme ho s jinými tradičními postupy a prozkoumáme jeho výhody a nevýhody. Probereme jeho základní využití, rozebereme složitosti řízení nákladů a nástrojů a uvedeme praktická doporučení pro návrh pro vyrobitelnost (DFM). Nakonec vám poskytneme informace o tom, jak si vybrat vhodného výrobního partnera, a nahlédneme do budoucnosti této zásadní technologie. Tato příručka bude vaším nejcennějším nástrojem, ať už jste na začátku posuzování projektu, nebo se snažíte zefektivnit stávající výrobní linku.
Co je progresivní lisování?
Progresivní lisování je rychlý, automatizovaný proces tváření kovů, který vytváří složité díly z kontinuálního svitku plechu. Progresivní charakter procesu progresivního lisování spočívá v posloupnosti po sobě jdoucích operací, které se provádějí na kovovém pásu při jeho pohybu - nebo postupu - přes sled pracovních stanic v jedné lisovací matrici. Raznice má řadu stanic, z nichž každá provádí jinou operaci, např. děrování, ražení, ohýbání nebo tažení. Nosný pás, což je souvislý pás kovu, přesně dopravuje obrobek mezi stanicemi až do poslední stanice, kde se z pásu vyřízne hotový díl.
Celý proces probíhá na lisu, který umožňuje řezání a tvarování materiálu. Je to symfonie mechanické dokonalosti a je zkonstruován tak, aby po instalaci pracoval nepřetržitě, ve velkém objemu a s malým zásahem do práce.
Postup krok za krokem:
- Odvíjení a podávání materiálu: Surový plech, který může být z oceli, hliníku, mědi nebo jiných slitin, je ve formě velkého svitku. Tento svitek se umístí na odvíječ a vjede do rovnačky, aby se odstranil jakýkoli svitek (přirozené zakřivení materiálu). Narovnaný pás je poté přesně zasunut do progresivní matrice pomocí automatického podávacího systému s řízeným krokem, který se nazývá rozteč.
- Pokrok ve výrobě: Samotná matrice je složité a robustní zařízení, které je obvykle vyrobeno z kalené nástrojové oceli a má několik stanic. Matrice se při pohybu lisu nahoru a dolů uzavírá a na každé stanici se současně provádí určitá operace.
- Pilotování: Proražení pilotních otvorů v nosném pásu je jednou z nejdůležitějších počátečních stanic. V pozdějších stanicích se do těchto otvorů před jakýmkoli tvářením vkládají kuželové pilotní otvory v horní polovině matrice. Tím je zajištěno dokonalé vyrovnání pásu při každém tahu lisu, což je nezbytné pro dodržení přísných tolerancí.
- Razicí operace: Pásek prochází řadou stanic, které mohou zahrnovat:
- Piercing/Punching: Vytváření otvorů, drážek nebo výřezů.
- Ohýbání/formování: Tvorba úhlů, přírub nebo složitých tvarů.
- Kreslení: Mělké tvary připomínající poháry.
- Ražba mincí: Ražba detailů, jako jsou loga, text nebo výztužná žebra.
- Ořezávání: Odstranění nepotřebného materiálu.
- Vysunutí části: Poslední částí je oddělení hotového dílu od nosného pásu. Hotové díly se vytlačí z lisu, obvykle na pásový dopravník, kde se shromáždí, a zbytek kostry nosného pásu se rozřeže na malé kousky, aby bylo možné efektivně sbírat a recyklovat šrot.
Vzhledem k tomu, že všechny tyto operace se provádějí v jedné lisovací komoře v jednom lisu, může progresivní lisování vyrábět stovky nebo dokonce tisíce dílů za minutu, a je proto mimořádně efektivním procesem hromadné výroby.
(Zde umístěné animované video by účinně ilustrovalo postup kovového pásu přes lisovací stanice.)
Anatomie progresivního lisu: klíčové součásti
Pro pochopení procesu a jeho nákladů je důležité znát hlavní části, které tvoří progresivní lisovací formu. Tyto součásti pracují v náročných podmínkách a jejich kvalita určuje výkon a životnost nástroje.
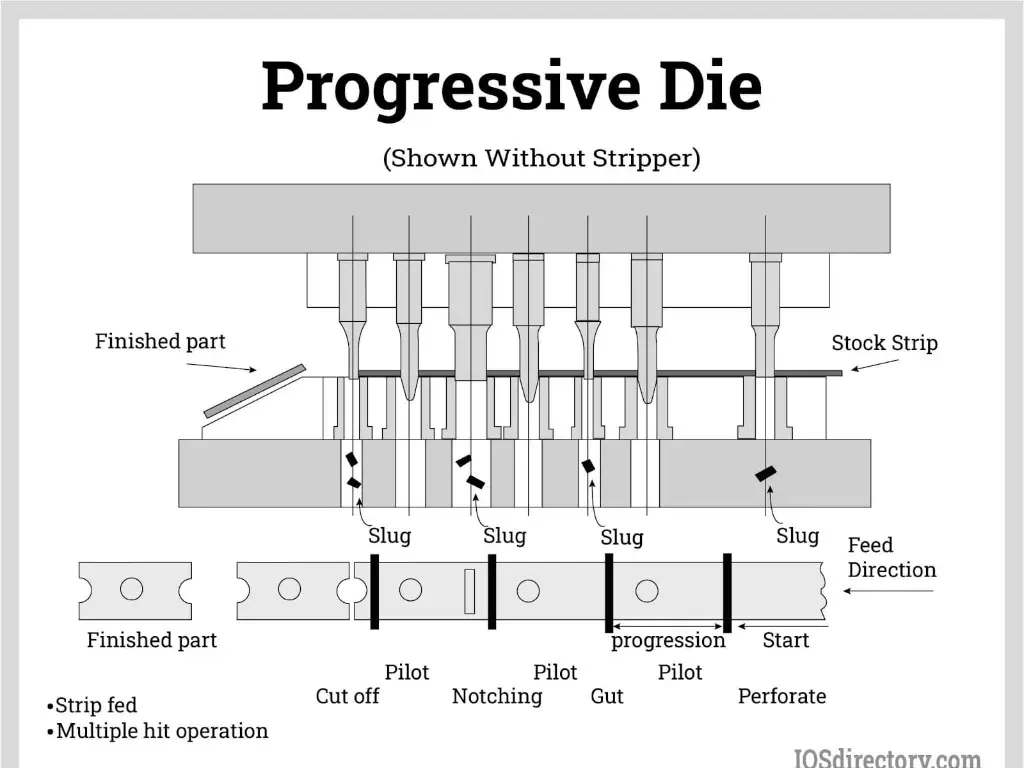
Zdroj: IQSdirectory.com
- Sada výsekových forem: To je základ nástroje. Skládá se z těžké horní a spodní boty, obvykle z litiny nebo oceli. Tyto botky jsou přesně opracovány, aby všechny ostatní části byly dokonale vyrovnány pomocí vodicích čepů a pouzder, takže se matrice při každém zdvihu lisu uzavírá stejným způsobem.
- Údery: Jedná se o vnější části, které provádějí řezání nebo tvarování materiálu. Jsou vystaveny obrovskému nárazu a namáhání, a proto se jedná o součásti s vysokým opotřebením.
- K vytvoření otvorů se používají průbojníky.
- Tvářecí razníky jsou určeny k ohýbání, tažení nebo mincování materiálu do požadované geometrie. Přesnost jejich práce se přímo odráží na přesnosti výsledného dílu.
- Die Buttons / Matrix: Jedná se o ženskou obdobu razníků a obvykle se jedná o přesně broušené, kalené ocelové nebo karbidové destičky. Při prorážení otvoru se razník zasune do zápustkového knoflíku a čistě střihne materiál. Podobně jako razníky jsou to položky s vysokým opotřebením, které je třeba pravidelně vyměňovat.
- Piloti: Jedná se o kuželové kolíky, které jsou přesně vybroušené a zapadají do pilotních otvorů na nosné liště. Jedná se o přísně vyrovnávací zařízení, které je však nezbytné. Piloty se přímo podílejí na vysoké opakovatelnosti a těsných tolerancích finálních dílů tím, že před každou operací tváření nebo řezání přesně lokalizují pás.
- Odizolovací deska: Materiál má tendenci ulpívat na raznících, když se po otevření lisu po úderu zasunou. Odstraňovací deska je deska, která obklopuje razidla a je odpružená. V průběhu celého procesu bezpečně drží pás materiálu a poté jej odděluje od razníků při jejich stahování, takže se pás může volně pohybovat k dalšímu pracovnímu místu.
- Zvedáky a vodítka: Jedná se o sadu kolíků, kolejnic a bloků, které vedou, zvedají a podpírají nosný pás při jeho průchodu matricí. Zabraňují prohýbání nebo prověšování pásu a umožňují spolehlivé podávání mezi stanicemi bez zasekávání.
- Vložky / bloky pro lisování: Zápustkový blok je obvykle vyroben z jednoho kusu drahé nástrojové oceli, ale složité oblasti nebo oblasti s vysokým opotřebením mohou být vyrobeny jako samostatné vyměnitelné zápustky. Tyto destičky, které drží základní řeznou nebo tvářecí geometrii, mohou být vyrobeny z vysoce kvalitních materiálů, jako je karbid wolframu. Tato modulární konstrukce je jedním z hlavních opatření pro úsporu nákladů; když se některá oblast opotřebuje, musí se vyměnit pouze malá destička, nikoliv celý obrovský blok matrice. Tato filozofie cílené výměny je základem efektivního řízení životního cyklu nástrojů.
Progresivní raznice vs. přenosová raznice vs. čtyřnásobná raznice
Výběr správného procesu lisování je zásadní rozhodnutí, které ovlivňuje náklady na nástroje, rychlost výroby a složitost dílů. Progresivní lisování není univerzální řešení. Pochopení jeho výhod ve vztahu k jiným běžným metodám, jako je lisování přenosovou matricí a čtyřdílné (nebo vícedílné) lisování, je klíčové pro správné plánování projektu.
| Funkce | Progresivní lisování | Přenosové razítkování | Čtyřsklo / vícesklíčkové razítkování |
| Jak to funguje | Kontinuální kovový pás prochází jednou vícestaniční matricí. | Jednotlivé díly se přesouvají mezi jednotlivými zápustkami pomocí přenosového systému. | Materiál je tvarován více nástroji pohybujícími se z různých směrů. |
| Nejvhodnější pro | - Velkoobjemové malé/střední díly - svorky, držáky, štíty | - Velké nebo hluboce tažené díly - Díly vyžadující volný přístup | - Složité, komplexní ohyby - svorky, pružiny, drátěné formy |
| Rychlost výroby | Velmi vysoká | Střední až vysoká | Střední |
| Investice do nástrojů | Vysoká | Velmi vysoká | Střední až vysoká |
| Použití materiálu | Dobrý (nosný pás je šrot) | Spravedlivé (prázdná místa mohou vytvářet odpad) | Vynikající (minimální množství odpadu) |
| Nastavení a přechod na nový systém | Long | Velmi dlouhý | Střední |
Shrnutí, progresivní lisování je králem rychlosti a efektivity při velkosériové výrobě dílů, které lze přenášet na pásu. Přenosové razítkování nabízí větší flexibilitu pro větší nebo hluboce tažené díly, které nemohou zůstat připevněny k pásu, a to za cenu vyšších investic do nástrojů a nižších rychlostí. Čtyřpásmové razítkování si vytváří vlastní mezeru a vyniká ve výrobě malých, velmi složitých drátěných a pásových forem, které by bylo obtížné nebo nemožné vytvořit na běžném vertikálním lisu.
Hlavní přínosy a omezení pro váš projekt
Informované rozhodnutí vyžaduje vyvážený pohled na technologii. Ačkoli je progresivní lisování neuvěřitelně výkonné, je nezbytné zvážit jeho výhody a omezení v kontextu požadavků vašeho konkrétního projektu.
Výhody progresivního lisování
- Rychlá rychlost výroby: To je největší síla. Díky automatickému podávání a několika operacím prováděným při každém zdvihu lisu je rychlost výroby velmi vysoká. Díky tomu je tento proces vhodný pro velké zakázky (obvykle desítky tisíc až miliony dílů) s krátkými dodacími lhůtami.
- Nízké náklady na díly na Svazek: Náklady na nástroje jsou vysoké, ale náklady na díl jsou po zahájení výroby velmi nízké. Úspory z rozsahu jsou pozoruhodné díky vysoké rychlosti, automatizovanému charakteru a malému množství pracovních sil potřebných k provozu. Obvykle se jedná o nejekonomičtější proces tváření kovů, pokud se jedná o velké množství výroby.
- Dobrý Opakovatelnost a Konzistence: Proces je řízen pevnou geometrií matrice a přesností podávacího systému. Po kvalifikaci matrice budou všechny vyrobené díly prakticky stejné jako předchozí. To zajišťuje těsné tolerance a opakovatelnou kvalitu v celé výrobní sérii, což je nezbytné v aplikacích, kde je nejdůležitější zaměnitelnost dílů, například v automobilovém průmyslu a elektronice.
- Méně odpadového materiálu: Správně navržená progresivní matrice má promyšlené uspořádání nosného pásu (vnoření), které umožní vyrobit z daného kusu materiálu co nejvíce dílů. Toto efektivní využití materiálu snižuje plýtvání ve srovnání s jinými procesy, což pomáhá snižovat celkové náklady na díly.
Omezení progresivního lisování
- Vysoké počáteční náklady na nástroje: První nevýhodou je, že návrh a konstrukce progresivní matrice jsou velmi nákladné. Jedná se o přesné nástroje, které jsou složité a mohou stát desítky tisíc až stovky tisíc dolarů v závislosti na složitosti dílu, jeho velikosti a požadované životnosti. To je velmi nákladné, a proto není vhodné pro prototypy nebo malé výrobní série.
- Nevhodné pro nízké objemy: Náklady na nástroje jsou vysoké, takže je zapotřebí velký objem výroby, aby se investice ospravedlnila a cena dílu byla konkurenceschopná. Před rozhodnutím o použití této technologie je třeba dobře spočítat bod rentability.
- Omezení návrhu: Díl by měl být navržen tak, aby mohl být přepravován mezi stanicemi na nosném pásu až do poslední operace. To může někdy znamenat omezení geometrie dílu. Kromě toho, protože všechny operace se provádějí v jednom směru lisování (vertikálně), nelze prvky, které je třeba tvarovat ve více než jednom směru, provádět bez složitých mechanismů v lisu.
- Doba přípravy nástrojů: Návrh, konstrukce a kvalifikace nové progresivní matrice je časově náročný proces a může trvat několik týdnů nebo měsíců. Tuto dobu přípravy je třeba zohlednit v celkovém harmonogramu projektu.
Klíčové aplikace v nejvýznamnějších průmyslových odvětvích
Efektivita, přesnost a nákladová efektivita progresivního lisování z něj učinily nepostradatelnou technologii v celé řadě průmyslových odvětví. Její aplikace jsou všudypřítomné a nacházejí se v mnoha výrobcích, které denně používáme. Pochopení těchto aplikací poskytuje reálný kontext hodnoty tohoto procesu.
Automobilový průmysl
Jedním z největších odběratelů progresivně lisovaných dílů je automobilový průmysl, kde jsou velké objemy, přísné tolerance a spolehlivost neoddiskutovatelné.
- Konektory a svorky: V každém kabelovém svazku vozidla jsou desítky nebo dokonce stovky přesných svorek a konektorů pro vedení napájení a dat. Jediným možným způsobem, jak je vyrobit v potřebném rozsahu a s potřebnými náklady, je postupné lisování.
- Závorky a Klipy: Malé držáky pro upevnění snímačů v motorovém prostoru, svorky vnitřního obložení a součásti navíječe bezpečnostních pásů jsou vyražené díly, které slouží k upevnění a podpoře vozidla.
- ECU a pouzdra modulů: Progresivní lisování se běžně používá k výrobě ochranných kovových krytů elektronických řídicích jednotek (ECU) a dalších elektronických modulů, aby se zajistilo stínění EMI/RFI a fyzická ochrana.
- Tepelné štíty: Tenké lisované hliníkové nebo ocelové tepelné kryty, které chrání citlivé díly před teplem z výfuku, se vyrábějí ve velkém množství.
Elektronika a telekomunikace
Elektronický průmysl je vysoce dynamické odvětví, kde je důležitá miniaturizace a přesnost. Progresivní lisování poskytuje složité, vysoce přesné díly potřebné v nejrůznějších zařízeních.
- EMI/RFI Stínění: Lisované kovové plechovky nebo štíty jsou navrženy na míru tak, aby izolovaly citlivé elektronické součástky proti elektromagnetickému a radiofrekvenčnímu rušení, což je u chytrých telefonů, routerů a počítačů velmi důležité.
- Olovo Rámy: Jedná se o kovové rámečky, které podpírají křemíkové čipy a připojují je k vnějším vývodům pouzdra integrovaného obvodu. Vyžadují mikroskopickou přesnost, která je ideální pro progresivní ražbu.
- Kontakty a konektory: Pouzdra konektorů USB, interní kontakty baterií, konektory mezi deskami a mnoho dalších jsou vyrobeny z lisovaných dílů a jsou nezbytné pro spolehlivé elektrické připojení.
- Chladiče: Malé lisované hliníkové chladiče se nacházejí v mnoha zařízeních a slouží k chlazení procesorů a napájecích komponent.
Zdravotnické prostředky
Zdravotnictví vyžaduje maximální přesnost, hygienu a sledovatelnost materiálů. Progresivní lisování se používá k výrobě dílů jednorázového i dlouhodobého chirurgického vybavení.
- Součásti chirurgických nástrojů: Většina částí chirurgických sešívaček, řezacích nástrojů a dalších ručních chirurgických nástrojů je vyražena z lékařské nerezové oceli.
- Pouzdro implantabilního zařízení: Ochranná pouzdra přístrojů, jako jsou kardiostimulátory a defibrilátory, vyžadují hermeticky utěsněná, biokompatibilní kovová pouzdra, která lze vyrábět hlubokotažným nebo postupným lisováním.
- Díly diagnostických zařízení: Díly diagnostických zařízení, jako jsou součásti diagnostických přístrojů, fluidní řídicí systémy a testovací zařízení, se často vyrábějí lisováním z důvodu jejich opakovatelnosti a nákladové efektivity.
Letectví a obrana
Ačkoli jsou objemy v leteckém a kosmickém průmyslu obecně menší než v automobilovém, progresivní lisování se používá i pro standardizované velkoobjemové díly, u nichž jsou přesnost a integrita materiálu kritické.
- Spojovací materiál, podložky a podložky: Standardní a zakázkové spojovací prvky, přesné podložky pro vyrovnání tolerancí a speciální podložky jsou lisovány v široké škále typů.
- Malé konstrukční prvky: Malé držáky, kování a další nekritické konstrukční součásti jsou často lisovány z vysokopevnostního hliníku nebo ocelových slitin.
Pochopení a řízení progresivních nákladů na výlisky
Pro každého projektového manažera nebo inženýra je kontrola nákladů prvořadým cílem. U progresivního lisování je struktura nákladů značně zatížena počáteční investicí do nástrojů. Pro maximalizaci návratnosti investice (ROI) do projektu je klíčové komplexní pochopení způsobu řízení počátečních i dlouhodobých nákladů.

Počáteční investice vs. dlouhodobé úspory
Ekonomický model progresivního ražení je klasickým kompromisem. Přijmete vysoké počáteční náklady, abyste si "koupili" extrémně nízkou cenu za kus po dobu dlouhé výrobní série.
- Rozdělení nákladů na nástroje: Počáteční náklady na výlisek jsou složeny z několika faktorů:
- Design a inženýrství: Hodiny strávené kvalifikovanými konstruktéry nástrojů modelováním dílu, plánováním rozložení pásu a návrhem lisovacích stanic.
- Suroviny: Náklady na vysoce kvalitní nástrojové oceli (např. D2 nebo karbid pro oblasti s vysokým opotřebením) a na základ lisovací sady.
- Přesnost Obrábění: Rozsáhlé používání CNC frézování, elektroerozivním obráběním drátem, elektroerozivním obráběním s hloubením a přesným broušením, aby bylo možné vytvořit součásti zápustek s tolerancemi na úrovni mikronů.
- Shromáždění a zkouška: Pracně náročný proces montáže lisu, jeho testování a mikroúprav, aby se zajistilo, že bude vyrábět díly, které splňují všechny specifikace.
- Výpočet bodu rentability: Při rozhodování o investici do progresivního lisování je rozhodující bod rentability - objem, při kterém jsou celkové náklady na progresivní lisování nižší než u alternativního procesu (např. laserové řezání + tváření). Zjednodušený výpočet je následující:
- Objem rentability = (náklady na progresivní obrábění) / (náklady na kus (alternativní) - náklady na kus (progresivní)).
- Tento výpočet ukazuje, proč jsou k ospravedlnění investice obvykle zapotřebí objemy v řádu desítek nebo stovek tisíc.
Skrytý faktor: Údržba a životní cyklus nástrojů
Skutečná návratnost investic do progresivního lisu není jen cena lisu, ale i jeho produktivní životnost. Dalšími náklady, které se u progresivního lisování obvykle nezohledňují, jsou dlouhodobá údržba nástrojů a prostoje. Lisovací formy jsou přesné nástroje, které jsou vystaveny obrovskému namáhání v důsledku milionů cyklů s vysokým nárazem. Důležité součásti, jako jsou razníky, piloty a destičky zápustek, se nutně opotřebovávají, třískají nebo lámou. Konvenční metoda může zahrnovat nákladné havarijní opravy nebo v nejhorším případě výměnu celé drahé sady raznic.
Ekonomičtějším přístupem je však proaktivní údržba orientovaná na životní cyklus s vysoce kvalitními náhradními díly na zakázku. Nejedná se o pouhou opravu, ale o plán, jak z majetku vytěžit maximum.
Prodloužení životnosti a snížení nákladů díky zakázkovým dílům forem
Zde je výroba specializovaných komponentů nezbytná. Společnost U-Need se specializuje na výrobu přesných, zakázkových forem, konkrétně progresivních zápustek, vstřikovacích forem a dalších průmyslových nástrojů. Celý obchodní model je navržen tak, aby reagoval na dlouhodobé provozní náklady, které naši klienti mají. Výměnou pouze opotřebovaných, kritických součástí, nikoliv celé formy, lze výrazně prodloužit životnost počáteční investice a snížit náklady na údržbu.
Naše odborné znalosti v oboru přesného obrábění jsme získali za více než 30 let a jsme schopni pokrýt 60-70% klíčových opotřebitelných dílů, které jsou jádrem každého nástroje, jako je například obrábění za studena, lisování a vstřikovací formy. Když se opotřebuje razník ze standardní nástrojové oceli, můžeme jej přepracovat a vyrobit náhradu z vyšší třídy karbidu, která může mít dvojnásobnou nebo dokonce trojnásobnou životnost. V případě poruchy složité tvářecí destičky ji náš tým konstruktérů (s průměrnou praxí přes 15 let) dokáže replikovat s přesností až +/- 0,001 mm a v mnoha případech dokonce lépe než originál.
Používáme nejlepší zařízení na světě, jako jsou optické křivkové brusky PG, které umožňují vyrábět velmi přesné profily na raznících a destičkách, tolerance a povrchové úpravy, kterých nelze dosáhnout v běžné obráběcí dílně. To nám umožňuje vyrábět díly pro nejnáročnější aplikace, jako jsou například formy na polovodiče s vnitřními poloměry rohů 0,02 mm. Díly jednoduše nevyměňujeme, ale modernizujeme je tím, že se soustředíme na vysoce kvalitní materiály, nejmodernější výrobní techniky, jako je zrcadlové elektroerozivní obrábění a víceprocesní obrábění, a důkladnou znalost vzorů opotřebení nástrojů. Tato proaktivní strategie pomůže vašim výrobním linkám zůstat v provozu s minimálními odstávkami a promění vaše nástroje v dlouhodobý vysoce výkonný majetek namísto spotřebních nákladů.
Kritické aspekty návrhu (DFM) pro lisování
Efektivní návrh dílů je výsledkem spolupráce mezi konstruktérem výrobku a výrobním inženýrem. Uplatňování zásad návrhu pro vyrobitelnost (DFM) v nejranějších fázích je nejúčinnějším způsobem, jak snížit náklady, zlepšit kvalitu a zajistit hladké zahájení výroby.
Výběr materiálu
Výběr materiálu ovlivňuje cenu, tvarovatelnost a výsledné vlastnosti dílu.
- Tvarovatelnost: Slitiny nízkouhlíkové oceli, hliníku a mědi jsou vysoce tvárné a lze je snadno tvarovat do složitých ohybů a tahů. Nerezové oceli a vysokopevnostní oceli (HSS) jsou méně tolerantní a mohou vyžadovat větší poloměry ohybu a silnější nástroje.
- Náklady: Suroviny jsou hlavním zdrojem nákladů na díl. Vždy si položte otázku, zda je dražší materiál skutečně potřebný vzhledem k funkčním požadavkům aplikace.
- Tvrdost a opotřebení: Tvrdost materiálu ovlivňuje rychlost opotřebení matrice. Při lisování abrazivních nebo velmi tvrdých materiálů je nutné, aby byla matrice vyrobena z dražších nástrojových ocelí odolných proti opotřebení, jako je karbid.
Tolerance
Náklady jsou přímo a exponenciálně ovlivněny tolerancí.
- Uveďte pouze to, co je požadováno: Čím užší je tolerance, tím nákladnější je výroba a podpora matrice. Tolerance +/- 0,1 mm je běžná a poměrně snadno dosažitelná. K dosažení této tolerance ±0,01 mm je zapotřebí mnohem přesnější výroba a kontrola kvality.
- Mikronová úroveň Přesnost: Tolerance až +/- 0,001 mm jsou možné, jak ukazují specializované obchody, například U-Need, ale měly by se používat pouze u nejdůležitějších funkčních vlastností. Jednou z nejčastějších a nejdražších konstrukčních chyb je nadměrná tolerance součásti.
Funkce otvorů a drážek
Abyste se vyhnuli poškození razníků a zaručili kvalitu dílů, dodržujte následující pravidla.
- Průměr otvoru v závislosti na tloušťce materiálu: Tloušťka vyražené díry musí být minimálně stejně velká jako průměr díry. U tvrdších materiálů musí být tento poměr ještě větší (např. 2:1). Jeho porušení může mít za následek nadměrné opotřebení razníků a jejich zlomení.
- Vzdálenost mezi funkcemi: Vzdálenost mezi okrajem otvoru a okrajem dílu nebo mezi dvěma otvory musí být nejméně dvojnásobek tloušťky materiálu, aby se zabránilo deformaci a zachovala se pevnost materiálu.
Ohyby a tvary
Při výrobě ohybů je třeba zohlednit vlastnosti materiálu.
- Minimální poloměry ohybu: Všechny materiály mají minimální vnitřní poloměr ohybu, pod kterým praskají. Tento poloměr se obvykle udává jako násobek tloušťky materiálu (např. 1T, 2T). Konkrétní doporučení naleznete v katalogových listech materiálů. Vždy proveďte co největší poloměr.
- Odrazový můstek: V případě ohýbaného materiálu má po odstranění tvářecího tlaku tendenci trochu pružit. Tomuto jevu se říká zpětná pružina a musí být umožněn v zápustce nadměrným ohýbáním dílu. Zkušení konstruktéři nástrojů mohou tuto skutečnost předvídat a zohlednit.
- Orientace na ohyb: Ohýbání podél směru vláken materiálu může způsobit jeho praskání. Ohyby by měly být vždy orientovány v pravém úhlu ke směru vláken.
Design nosného pásu
Ačkoli se konstruktér zabývá poslední částí, nosný pás je z hlediska vyrobitelnosti stejně důležitý. Lišta by měla být dostatečně tuhá, aby mohla bez deformace podepřít díl na všech stanovištích a poskytnout bezpečná místa pro umístění pilotních otvorů.
Výběr správného partnera pro razítkování
Úspěch vašeho projektu do značné míry závisí na schopnostech a filozofii vašeho výrobního partnera. Výběr dodavatele by měl jít mnohem dál než jen k porovnání cenových nabídek. Vybíráte si partnera, který bude rozšířením vašeho týmu a bude zodpovědný za správu kritického aktiva - vašeho nářadí.
Zde je kontrolní seznam, na co se zaměřit:
- Inženýrství a DFM Odbornost
Cenově výhodná nabídka je bezcenná, pokud dodavatel není schopen poskytnout předběžnou technickou podporu. Skvělý partner bude fungovat jako konzultant.
- Na co se ptát: "Můžete poskytnout zprávu DFM o našem návrhu? Jaké máte návrhy na snížení nákladů nebo zlepšení kvality?"
- Co dělat Hledejte: Hledejte partnera se specializovaným týmem inženýrů, který může nabídnout konkrétní návrhy. Partner jako např. U-Need, s Tým více než 20 inženýrů s průměrnou praxí 15 let, má hluboké odborné znalosti, aby mohl analyzovat díl a doporučit změny, které ušetří peníze v průběhu celého projektu.
- Výrobní a kvalitativní systémy
Kvalita dílů je přímým odrazem kvality zařízení a procesů partnera.
- Na co se ptát: "Můžeme vidět váš seznam vybavení? Jaké máte certifikáty kvality? Jaký je váš proces kontroly kvality?"
- Co dělat Hledejte: Špičkový dodavatel investoval do špičkového vybavení (GF AgieCharmille, Sodick, Takisawa). Budou ISO 9001:2015 certifikováno a mají vícestupňový proces kontroly kvality, který zahrnuje vstupní kontrolu materiálu, kontrolu během procesu a konečnou kontrolu všech rozměrů pomocí moderních zařízení, jako jsou souřadnicové měřicí přístroje a 2,5D projektory. Deklarovaná míra úspěšnosti 99.3% nebo vyšší je silným ukazatelem robustního řízení procesu.
- Správa životního cyklu nástrojů a podpora
To je to, co dělá rozdíl mezi dodavatelem a partnerem. Jejich přístup k údržbě nástrojů ukazuje, že mají zájem na vašem dlouhodobém úspěchu v provozu.
Na co se ptát: Jaký je váš postup údržby a oprav nástrojů? Kde získáváte náhradní díly? Jak rychle reagujete v případě poruchy na lince?"
Co dělat Hledejte: Lepší odpovědí na tuto otázku je proaktivní přístup. Při prověřování partnera se zajímejte o jeho dodavatelský řetězec kritických komponent. Schopnost rychlého objednání nestandardních dílů s dlouhou životností je zásadní pro snížení prostojů. To se týká nejen forem, ale i lisovacích zařízení.
Jsme strategickým partnerem nejlepších výrobců na trhu U-Need. Navrhujeme také zakázkové součásti zařízení spolu s díly forem, aby celá vaše výrobní linka, nejen nástroje, mohla být udržována v co nejlepším stavu a vydržela co nejdéle. Podporujeme MOQ 1 kus a urgentní zakázky můžeme dodat do 3-5 dnů, což je flexibilita a rychlost reakce, která je potřebná k tomu, aby se zabránilo dlouhým odstávkám. Partner v oblasti lisování s navázaným vztahem se specialistou, jako jsme my, projevuje hluboký zájem o zajištění maximální doby provozuschopnosti a zabezpečení celkové investice.
Budoucí trendy v progresivním lisování
Progresivní lisování je sice vyspělá technologie, ale stále se vyvíjí. Inovace jsou poháněny poptávkou po složitějších dílech, zaváděním nových materiálů a integrací digitálních technologií.
Simulace a digitální dvojčata
Pokročilý software pro analýzu konečných prvků (FEA) umožňuje konstruktérům nástrojů digitálně simulovat celý proces lisování. Mohou předpovídat tok materiálu, identifikovat potenciální napěťová místa, předvídat zpětný ráz a optimalizovat uspořádání pásu ještě před vyříznutím jediného kusu oceli. Toto "digitální dvojče" výlisku výrazně snižuje nákladnou a časově náročnou fázi vývoje nástroje metodou pokus-omyl.
IIoT a snímání ve výrobních zařízeních
Průmyslový internet věcí (IIoT) mění údržbu nářadí z reaktivní na prediktivní disciplínu. Díky zabudování senzorů přímo do matrice je možné sledovat kritické parametry, jako je tlak, teplota a vibrace, v reálném čase. Tato data lze analyzovat a předvídat, kdy se součást začne opotřebovávat nebo selhávat, což umožňuje proaktivně naplánovat údržbu dříve, než způsobí výpadek linky.
Pokročilé materiály
Snaha o odlehčení v automobilovém průmyslu a vyšší výkon v elektronice je hnací silou zavádění nových materiálů. Lisování pokročilých vysokopevnostních ocelí (AHSS), hliníkových slitin a dokonce i titanu představuje nové výzvy. To vyžaduje inovace materiálů matric, povlaků a maziv a také nové technologie lisování, aby bylo možné tyto méně odolné materiály úspěšně tvářet.
Hybridní výrobní procesy
Budoucnost může spočívat v kombinaci procesů v rámci jedné matrice. To by mohlo zahrnovat integraci laserového svařování v zápustce pro spojení dvou dílů, závitování v zápustce pro vytvoření otvorů se závitem nebo automatizované vkládání součástí, jako jsou matice nebo čepy. Tyto hybridní procesy mohou eliminovat sekundární operace, snížit manipulaci s díly a snížit celkové náklady.
Progresivní lisování zůstává základním kamenem moderní výroby. Jeho základní principy rychlosti, přesnosti a efektivity jsou nadčasové. Zatímco progresivní lisování vyniká svou efektivitou, je pro složité tvary často upřednostňováno [lisování přenosovou matricí]. Pochopením jeho mechaniky, strategickým řízením nákladů, návrhem pro vyrobitelnost a výběrem partnerů, kteří investují do vašeho dlouhodobého úspěchu, můžete plně využít sílu této pozoruhodné technologie.



