Micro CNC machining services are usually evaluated when a part is too small, too precise, or too difficult to measure with normal production assumptions. The core decision is not only whether the geometry can be cut. The larger question is whether the part can be manufactured repeatably, inspected with enough confidence, and justified by the tolerance, cost, and lead time requirements.
A good feasibility review follows a sequence: first, check manufacturability; then review process controls; then compare trade-offs against EDM, Swiss machining, laser micromachining, or hybrid methods. After that, assess failure risks, cost drivers, inspection limits, application requirements, and supplier evidence. This guide follows that decision path.
What Are Micro CNC Machining Services?
Micro CNC machining services use computer-controlled cutting processes to produce very small mechanical features, miniature components, and high-accuracy parts. The work may involve micro milling, micro turning, drilling, engraving, or multi-axis machining with very small tools and controlled machine motion.
The defining issue is scale. At micro scale, cutting forces, tool runout, vibration, burrs, heat, and inspection error can become large relative to the feature being produced. A feature that looks simple in CAD may be difficult to cut because the tool is fragile, the wall is thin, or the inspection method cannot verify the result.
What is the difference between micro CNC machining and standard CNC machining?
Standard CNC machining is often planned around conventional tool sizes, normal fixturing, and inspection methods such as calipers, micrometers, CMMs, and gauges. Micro CNC machining uses the same basic subtractive principle, but the process window is much smaller.
The main differences are:
- cutting tools are much smaller and more fragile;
- tool runout becomes a major share of the feature size;
- burrs can be large relative to the part;
- spindle speed and vibration control have more influence;
- inspection often needs optical, tactile, or high-resolution metrology;
- handling and cleaning can damage the part.
Micro CNC is not simply “small standard CNC.” It often needs machine stability, controlled thermal behavior, specialized tooling, and a clear inspection plan before production begins.
Comparison between micro milling and traditional CNC machining
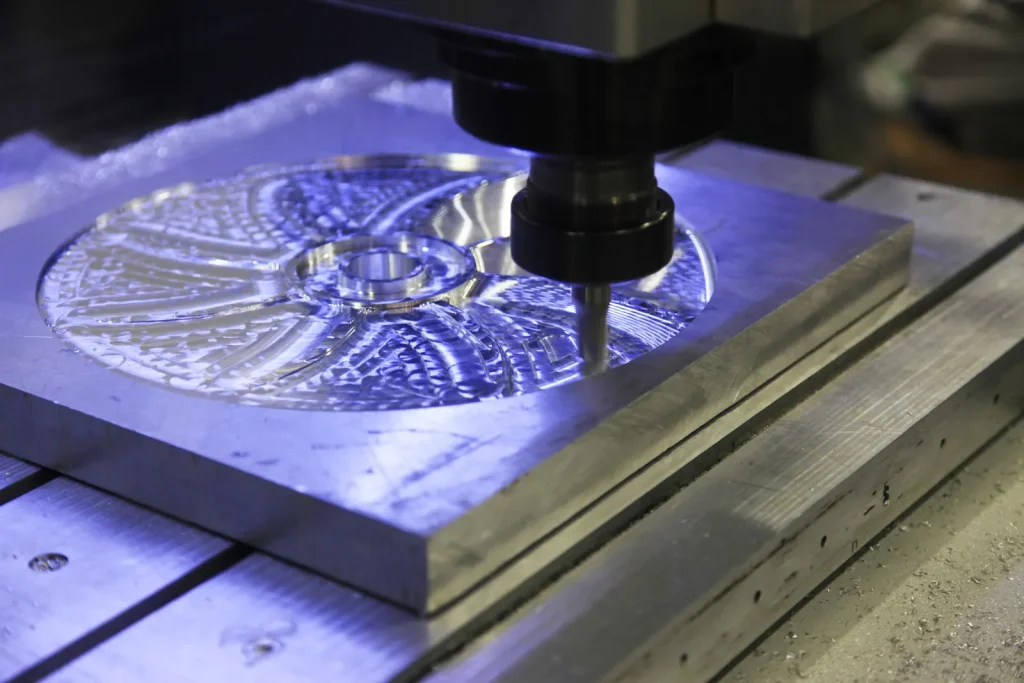
Micro milling removes material with rotating cutting tools, but the chip thickness is very small. If the tool does not cut cleanly, it may rub instead of shear. That can increase heat, wear, and burr formation.
Traditional CNCフライス加工 often has a wider margin for feed rate, tool engagement, and fixture stiffness. Micro milling has less margin. A small change in spindle speed, tool wear, or coolant delivery may shift the process from stable cutting to tool breakage or poor surface finish.
For a buyer, the key point is that a micro-milled part should be reviewed at feature level, not only part level. Slots, thin walls, sharp internal corners, and deep small holes may each need a different process decision.
When conventional CNC is not suitable for micro parts
Conventional CNC is not suitable for micro parts when the machine, toolholding, inspection system, or process control cannot support the scale of the design. This often occurs when a drawing asks for very small features, high accuracy micro parts, tight positional control, or surface finish requirements that normal setups cannot verify.
Common warning signs include:
- feature sizes close to tool runout limits;
- very thin walls with poor support during cutting;
- deep micro holes or slots with high aspect ratios;
- sharp internal corners smaller than practical tool radius;
- burr-free edges without a defined edge-break method;
- tolerances near the measurement uncertainty of the inspection method.
In these cases, the design may still be feasible, but it may need micro CNC equipment, EDM, laser micromachining, Swiss machining, or a hybrid process.
Table: Micro CNC vs standard CNC by tolerance, feature size, tooling, metrology, and production risk
| ファクター | Micro CNC machining | Standard CNC machining | Decision impact |
|---|---|---|---|
| 許容能力 | Can reach very tight tolerances in controlled cases, including ±2 μm when process and inspection support it | Usually less demanding relative to feature scale | Do not quote tolerance without checking machine, material, and metrology |
| Feature size | Small features with limited process window | Larger features with wider tool choices | Minimum feature size depends on tool access, material, and aspect ratio |
| 工具 | Micro end mills, drills, diamond tooling in suitable applications, precision holders | Conventional carbide tools and standard holders | Tool fragility and runout drive risk |
| 計測 | Optical, tactile, high-resolution, or application-specific inspection | Standard CMM, gauges, micrometers | Measurement method must be defined early |
| Production risk | High sensitivity to burrs, wear, vibration, thermal drift | Lower relative sensitivity | Process control matters as much as cutting strategy |
References: industry reports; standards bodies; academic sources
Industry reports point to growth in micromachining due to electronics, MEMS, healthcare, and automotive miniaturization. Standards bodies provide the framework for drawings, tolerances, quality systems, and measurement. Academic sources are useful for micro cutting mechanics, tool wear, burr formation, and surface roughness behavior.
Can the Micro Part Be Manufactured?
Feasibility should be judged by feature class, not by part size alone. Small holes, deep narrow slots, thin walls, cross-holes, fine threads, and slender turned diameters each fail for different reasons, and each may require a different process or inspection method. A part is not a good micro CNC candidate if the required edge condition, aspect ratio, datum access, or measurement method is incompatible with repeatable cutting and verification.
Minimum feature size, wall thickness, aspect ratio, and edge-break feasibility
The smallest feature size in CNC is not a universal number. It depends on the tool diameter, tool length, spindle behavior, material, depth of cut, and whether the feature can be inspected. At micro scale, long and thin tools deflect or break more easily, so deep narrow features are higher risk than shallow open features.
Thin walls add another problem. They may move during cutting, vibrate, or distort after material is removed. Aspect ratio also matters. A deep micro slot, hole, or pocket may require special toolpath planning or a non-CNC process.
Edge breaks should not be treated as an afterthought. A “sharp edge” may create handling risk or burr risk, while an undefined deburr step may remove too much material. For micro parts, edge-break feasibility should be reviewed with the same care as the main dimensions.
Material selection issues for titanium micro machined parts
Material choice should be reviewed across the full candidate set, not titanium alone. Stainless steels and nickel alloys can raise tool wear and burr-removal difficulty, aluminum and copper alloys can deform or smear at small features, polymers such as PEEK can move under clamping or heat, and brittle materials may fail from edge chipping or handling damage. The process decision must account for machinability, feature stability, and whether the planned inspection method is suitable for that material surface and geometry.
Material selection should consider:
- whether the titanium grade is required by the application;
- whether surface integrity is critical;
- whether burr removal is possible without damaging features;
- whether the inspection method can verify critical surfaces;
- whether a different process is needed for deep or narrow features.
Titanium may be feasible, but it should not be treated like a simple scaled-down standard CNC job.
Manufacturability risks in miniature turned part design
Miniature CNC turned parts introduce different risks. Very small diameters, long slender sections, grooves, threads, and cross-holes can create deflection or burr issues. If the part needs tight concentricity or positional control, the drawing must define datums clearly.
GD&T can help, but only when it reflects how the part is made and measured. For miniature turned parts, datum choices, runout controls, and profile tolerances should be reviewed before quoting. If the drawing uses tight tolerances on every feature, cost and inspection time can rise sharply.
Checklist: CAD inputs needed before feasibility review
A useful RFQ package should include enough data to judge process risk.
- Native CAD model and neutral file format.
- 2D drawing with critical dimensions.
- Material and grade.
- Tolerance requirements by feature.
- Surface finish requirements.
- Edge-break or burr limits.
- Cleanliness or traceability requirements.
- Expected quantity and production stage.
- Required inspection evidence.
- Any functional surfaces or assembly interfaces.
Without these inputs, a feasibility response may be too general to support a production decision.
References: academic sources; machining handbooks; standards bodies
Academic work supports the analysis of micro cutting, tool wear, burr formation, and surface finish. Machining handbooks help connect material behavior with practical cutting limits. Standards bodies support drawing interpretation, GD&T, quality systems, and inspection requirements.

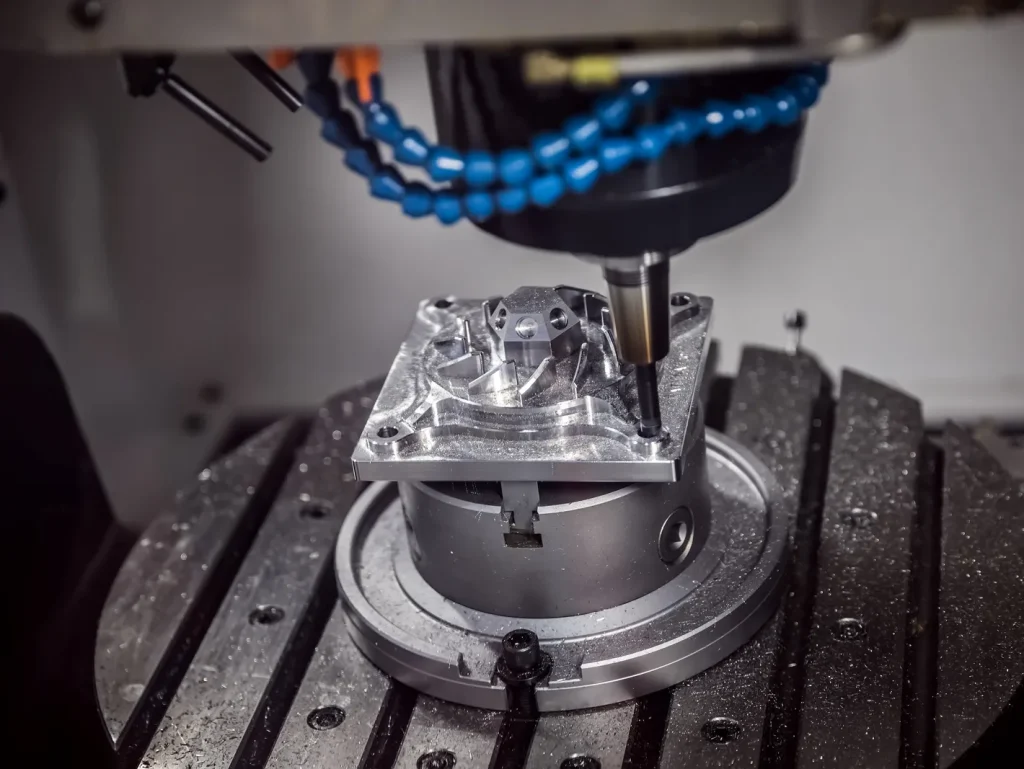
How Micro CNC Machining Works
Micro CNC machining follows the same general path as other CNC work: design data is converted into toolpaths, the workpiece is fixtured, material is removed, and the part is inspected. The difference is that small errors become more important. A small vibration, temperature change, or tool offset error can affect a critical feature.
Machine stability, diamond tooling, vibration control, and micro-scale cutting forces
Machine stability is central to micro CNC machining services. The machine must control motion at very small scales, and the spindle must limit runout and vibration. If the tool centerline is not stable, the feature may cut oversize, show poor finish, or break the tool.
Diamond tooling may be used in some micro machining applications where material and surface requirements support it. Tool choice depends on the workpiece material, feature geometry, and required finish. For many metals, tool coating, edge geometry, stiffness, and holder quality are just as important as tool material.
Micro-scale cutting forces are small in absolute value, but they are large relative to tool strength. This is why process planning must control chip load, engagement, and tool length.
Impact of spindle speed on micro-milled component accuracy
The impact of spindle speed on micro-milled component accuracy is tied to chip formation, tool stability, and heat. If spindle speed is too low for the tool and feed, the tool may rub instead of cut. If speed is too high without stable holding and coolant control, heat and vibration may increase.
Spindle speed also interacts with runout. At micro scale, runout can cause one flute to carry more load than another. This accelerates tool wear and may change feature size during a batch. For high accuracy work, spindle speed is selected with feed rate, tool diameter, tool length, and material response in mind.
Coolant strategy for preventing tool breakage in micro machining
Coolant strategy for preventing tool breakage in micro machining is not only about temperature. It also affects chip evacuation. Small chips can pack into slots or holes, causing recutting, surface damage, and tool failure.
The correct approach depends on material and feature type. Some operations need directed coolant, mist, air blast, or controlled lubrication. The key is consistency. An unstable coolant stream may move small parts, fail to clear chips, or shock a fragile tool.
Process diagram: CAD/CAM, toolpath planning, fixturing, machining, inspection, traceability
| ステップ | 主な目的 | Micro-specific risk |
|---|---|---|
| CAD review | Confirm geometry and tolerances | Unmachinable corners, thin walls, unclear datums |
| CAM planning | Select toolpaths and cutting strategy | Tool deflection, rubbing, poor chip load |
| 固定 | Hold part without distortion | Clamping damage or part movement |
| 機械加工 | Remove material under controlled conditions | Tool breakage, burrs, heat, vibration |
| 検査 | Verify critical features | Measurement uncertainty too high |
| トレーサビリティ | Link material, process, and inspection records | Missing evidence for regulated parts |
References: academic sources; industry reports
Academic sources support process modeling for micro cutting, vibration, tool wear, and surface generation. Industry reports show increasing use of automation, digital monitoring, multi-axis systems, and hybrid micromachining in precision production.
Advantages and Limitations of Micro CNC Machining
Micro CNC machining can produce precise metal and plastic components with controlled geometry, good repeatability, and practical material choices. It is useful when the part must be cut from engineering material rather than molded, etched, printed, or formed.
Its limits come from tool access, tool strength, heat, burrs, and inspection. These limits should be treated as design inputs, not production surprises.
Can micro CNC machining hold ±2 μm tolerances?
Such tolerances are possible only in tightly controlled cases and should be treated as feature-specific, not part-wide. The key questions are feature type, material stability, batch size, thermal control, fixturing stress, and whether inspection uncertainty is clearly smaller than the stated tolerance. Buyers should separate machine positioning claims from demonstrated process capability and from the ability to verify the result with suitable metrology.
A ±2 μm tolerance is more realistic when the feature is accessible, the material is stable, the setup is controlled, and the inspection method has enough resolution. It becomes higher risk when the feature is deep, thin, flexible, burr-prone, or hard to measure.
Limitations of standard CNC for high accuracy micro parts
The limitations of standard CNC for high accuracy micro parts often relate to machine motion, spindle runout, toolholding, thermal control, and inspection. A standard machine may cut a small part, but that does not mean it can repeat micro-scale features within tight tolerance.
Standard CNC may also lack the spindle speed or vibration control needed for very small tools. If the process relies on manual deburring or standard inspection methods, variation can increase.
5-axis machining challenges for complex micro components
5-axis machining can improve access to complex micro components, but it adds control challenges. Rotary axis accuracy, tool center point control, collision risk, and fixture access all matter. With tiny parts, a small alignment error can shift a feature outside tolerance.
Complex 5-axis micro parts may also need more inspection planning. It can be harder to measure angled micro features, hidden surfaces, and small radii. The benefit of 5-axis access must be weighed against setup complexity and validation effort.
Is hybrid micromachining better than micro CNC alone?
Hybrid micromachining can be better when the part has complex geometry, high material cost, or near-net-shape requirements. Industry reports describe hybrid processes that combine additive manufacturing with CNC finishing. Reported benefits include reduced material waste, faster processing, and better access to complex aerospace and medical geometries.
Hybrid methods also add cost and process complexity. Research notes show adoption barriers for smaller operations, especially when equipment cost is higher. The decision should compare total process risk, not only machining time.
Table: Micro CNC vs EDM, Swiss machining, laser micromachining, and additive-subtractive hybrid processes
Choose EDM when conductive material, deep fine features, or sharp internal corners make mechanical cutting a poor fit. Choose Swiss machining for long slender rotational parts with repeated turned features, and consider laser methods when access is difficult but heat-affected zones or edge condition remain acceptable. Micro CNC becomes a weak choice when burr sensitivity, channel aspect ratio, internal corner limits, or unsupported thin geometry drive risk beyond what cutting and inspection can control.
| プロセス | 強さ | Limitation | Best-fit decision case |
|---|---|---|---|
| Micro CNC | Direct cutting of small mechanical features in engineering materials | Tool access, burrs, tool wear | Small milled or turned parts with inspectable features |
| イーディーエム | Can form fine conductive features without cutting force | Material must be conductive; surface effects need review | Very small conductive features or hard materials |
| スイス機械加工 | Efficient for small turned parts | Less suitable for complex milled geometry unless equipped | Miniature shafts, pins, turned medical or electronic parts |
| Laser micromachining | Very small features and non-contact cutting | Heat-affected effects and edge quality must be checked | Thin materials, apertures, micro patterns |
| Additive-subtractive hybrid | Complex near-net shapes with CNC finishing | Higher setup and process planning complexity | Complex parts where waste or access is a major issue |
References: industry reports; academic sources
Industry reports show growth in micromachining, hybrid methods, automation, and multi-axis equipment. Academic sources help compare cutting processes, EDM, laser machining, and hybrid manufacturing at micro scale.

Common Failure Scenarios in Micro Machining
Failure in micro machining often comes from small process errors that would be less serious in standard CNC work. Burrs, tool wear, poor surface finish, and measurement uncertainty are frequent causes of scrap or rework.
Causes of burr formation in micro milling
The causes of burr formation in micro milling include tool wear, ductile material behavior, unstable chip formation, poor tool sharpness, excessive rubbing, and unsupported edges, with relevant cutting mechanics research published by NCBI . Burrs are serious because they may be close in size to the feature itself. Burrs are serious because they may be close in size to the feature itself.
Burr control should be designed into the process. This may include toolpath direction, support geometry, staged cutting, controlled edge breaks, and inspection of burr-prone zones. If a drawing only says “remove burrs,” the method may be unclear and risky.
Tool wear challenges with tiny tools in micro machining
Tool wear challenges with tiny tools in micro machining are severe because the cutting edge is small and fragile. A small amount of wear can change tool diameter, increase cutting forces, and degrade finish. In titanium and other difficult materials, wear can progress quickly if heat and chips are not controlled.
Tool life should be treated as a process variable. For production, this may mean tool change rules, in-process checks, or real-time monitoring. Without control, the first part and last part in a batch may not match.
Factors affecting surface finish in micro CNC machining
The factors affecting surface finish in micro CNC machining include tool geometry, spindle speed, feed, vibration, material behavior, coolant delivery, tool wear, and chip evacuation. Surface finish may also be affected by post-process cleaning or deburring.
A surface that looks acceptable at normal scale may fail under magnification. If finish is functional, such as for sealing, fluid flow, implants, or optical alignment, it should be defined and measured.
Surface roughness control in precision micro-milled components
Surface roughness control in precision micro-milled components depends on stable cutting and repeatable inspection. Toolpath stepovers, tool sharpness, and vibration control affect surface marks. If the part has thin walls, the surface may vary because the wall moves during cutting.
Surface roughness targets should be tied to function. A nonfunctional cosmetic surface should not carry the same control burden as a sealing or sliding surface.
Visual: Failure-mode matrix by material, tool diameter, spindle speed, coolant, and inspection method
| 可変 | Failure mode | What to check before production |
|---|---|---|
| 素材 | Burrs, heat, tool wear | Machinability, grade, surface requirement |
| Tool diameter | Breakage, deflection | Tool length, holder runout, feature access |
| 主軸回転数 | Rubbing, vibration, heat | Speed-feed match and stability |
| 冷却水 | Chip packing, thermal damage | Delivery method and chip evacuation |
| 検査方法 | False pass or false reject | Resolution, uncertainty, datum access |
References: academic sources; machining handbooks
Academic sources support burr formation, tool wear, micro milling mechanics, and surface roughness models. Machining handbooks support material-specific cutting behavior and practical process planning.
コスト、公差、リードタイムの要因
Micro CNC machining often costs more than standard CNC because the process window is smaller. The work may need more engineering review, more careful setup, higher tool consumption, slower cutting, and more detailed inspection.
Lead time is influenced by the same factors. Difficult materials, special tools, multi-step inspection, regulated documentation, and fixture development can all extend the schedule.
How tight tolerances affect micro machining cost
How tight tolerances affect micro machining cost depends on how much control is needed to prove the feature. A loose noncritical feature may be cut and checked with normal inspection. A very tight micro feature may need controlled setup, test cuts, stable temperature, tool life control, and advanced metrology.
Cost is often driven more by inspection burden, burr control, tool consumption, fixturing, and documentation than by cutting time alone. Prototype work may favor flexible setup and fast learning, while production work may justify dedicated workholding, tool-life controls, and validation effort only when volumes support that investment. If quantity rises and the geometry is dominated by turned features, deep conductive details, or other non-milling-friendly forms, Swiss or EDM may become the more economical process.
Why do micro CNC machined parts cost more than standard CNC parts?
Micro CNC machined parts cost more because small tools are fragile, setups are sensitive, and inspection is more demanding. Tool breakage, burr removal, and measurement time can represent a large share of production effort.
Material can also increase cost. Titanium and other difficult materials may require slower cutting and closer tool wear control. Complex geometry can add setup time, especially with 5-axis machining or miniature turning features.
Low-volume prototyping vs high-volume micro CNC production
Low-volume prototyping is often used to test geometry, tolerance strategy, and inspection method. The first batch may reveal burrs, tool access issues, or features that cannot be measured well. Prototype cost per part may be high because setup and process development are spread across few parts.
High-volume micro CNC production shifts attention to repeatability. Tool life, in-process monitoring, fixture consistency, and Cpk become more important. Automation and predictive maintenance can support higher spindle use and reduce downtime, according to industry reports, but these gains depend on the process and production volume.
Real-time monitoring benefits in micro CNC production
Real-time monitoring benefits in micro CNC production include earlier detection of tool wear, breakage, vibration, and process drift. Industry reports cite growing use of predictive maintenance and AI-based toolpath optimization, with reported reductions in downtime and machining time in CNC environments.
For micro parts, monitoring is useful because failures may not be visible until inspection. Detecting tool wear during the run can reduce scrap risk, especially for high-volume parts with tight features.
Table: Cost drivers by tolerance band, material, inspection level, setup complexity, and batch size
| コストドライバー | リスクの低い状態 | Higher-cost condition |
|---|---|---|
| 許容範囲 | General tolerance on noncritical features | Very tight tolerance on critical micro features |
| 素材 | Free-machining material | Titanium or difficult-to-machine material |
| Inspection level | Basic dimensional check | High-resolution metrology with reports |
| Setup complexity | Simple 3-axis access | 5-axis, micro turning, or custom fixturing |
| バッチサイズ | Larger batch after process is stable | Prototype or low-volume run with development work |
References: industry reports; standards bodies
Industry reports support trends in automation, multi-axis adoption, hybrid machining, and production monitoring. Standards bodies support quality records, tolerance communication, and inspection evidence.
Quality Control and Measurement Requirements
Quality control is often the deciding factor in micro CNC machining services. A supplier must not only make the part; they must prove that the critical features meet the drawing. At micro scale, inspection planning should start before machining.
Process control requirements for repeatable micro machined parts
Process control requirements for repeatable micro machined parts include stable fixturing, controlled tool offsets, tool wear rules, coolant consistency, machine stability, and defined inspection points. Repeatability depends on reducing variation from setup to setup and part to part.
For production, process control may include first article inspection, in-process checks, tool change intervals, and traceable records. If the process depends on operator judgment for deburring or inspection, variation may increase.
Metrology challenges for sub-micron micro components
Metrology challenges for sub-micron micro components include limited access, small datum surfaces, surface finish effects, fixture distortion, and measurement uncertainty. The inspection system must be suitable for the feature size and tolerance.
Optical systems can be useful for small features, but reflective surfaces, edge detection, and burrs can affect results. Tactile systems may be limited by probe size and contact force. The inspection method should be agreed before production.
How Cpk is used in micro machining quality control
Cpk is a process capability index. It compares process variation and centering against tolerance limits. In micro machining quality control, Cpk can help show whether a stable process can keep producing parts inside tolerance, not just pass a few samples.
Cpk is most useful after the process is stable and enough data exists. It should not replace a feasibility review. A process cannot be capable if the measurement method is not reliable.
GD&T considerations for miniature CNC turned parts
GD&T considerations for miniature CNC turned parts include datum selection, runout, concentricity-related controls, profile, and position. The drawing should define which surfaces control function and how they are measured.
Overly tight GD&T can increase cost and inspection difficulty. Poor datum choices can also create disagreement between manufacturing and inspection. For miniature parts, the datum scheme should match how the part is held, machined, and used.
Checklist: Inspection evidence to request critical micro features
- First article inspection report.
- Measurement method and equipment type.
- Calibration status of inspection equipment.
- Measurement uncertainty where relevant.
- Photos or optical evidence for burr-prone features.
- Surface finish results if functional.
- Material certification if required.
- Process capability data for production features.
- Traceability records for regulated applications.
References: standards bodies; academic sources
Standards bodies support GD&T, quality management, calibration, and capability methods. Academic sources support micro-metrology, uncertainty, optical inspection, and micro-feature measurement.
Applications for Micro CNC Machined Parts
Micro CNC machined parts are used when small size, precise geometry, and engineering materials are required. Demand is driven by miniaturization in electronics, healthcare, automotive systems, aerospace, MEMS, and compact diagnostic devices.
Medical implants, wearable devices, MEMS, and compact diagnostics
Medical implants and wearable devices may require small metal or polymer parts with controlled surfaces and traceable documentation. MEMS and compact diagnostics often need tiny channels, housings, contacts, fixtures, or mechanical interfaces.
Micro CNC is useful when the part must be made from a selected engineering material and when feature geometry can be cut and inspected. It may not be the best choice for every microfluidic or MEMS feature, especially if very fine channels or non-contact processing is needed.
Traceability requirements for medical device micro machining
Traceability requirements for medical device micro machining can include material lot records, process records, inspection reports, and revision control. Traceability helps link a finished part to its material, manufacturing process, and quality evidence.
For critical parts, traceability should be defined in the RFQ. Missing documentation can create risk even if the part dimensions are acceptable.
ISO 13485 requirements for micro machined medical parts
Quality-system requirements depend on the application, customer, and regulatory path, not on micro scale alone. Medical work may require ISO 13485 and stronger traceability controls, aerospace programs may require AS9100, and other industrial parts may be sourced under ISO 9001-level controls if risk is lower. Buyers should verify documentation scope, material traceability, inspection records, and any export-control or handling requirements before treating a supplier as qualified.
The standard does not by itself prove that a supplier can hold a given micro tolerance. It shows that a quality system exists for regulated medical work. Technical capability still needs evidence from similar parts, inspection data, and process controls.
Electronics, semiconductors, aerospace, automotive, and microfluidic components
Electronics and semiconductor applications often need compact parts, small fixtures, precision housings, or alignment features. Aerospace and automotive applications may use micro components where weight, packaging, and reliability matter. Microfluidic components may need small channels, ports, sealing surfaces, and controlled finish.
Each application has a different requirement set. A part for a compact diagnostic device may focus on cleanliness and traceability. A semiconductor fixture may focus on dimensional stability and surface finish. An automotive micro component may focus on repeatable production and cost control.
Table: Application-to-requirement matrix by tolerance, material, surface finish, cleanliness, and documentation
| 申し込み | Main requirement | Material concern | 検査上の懸念 | Documentation concern |
|---|---|---|---|---|
| 医療用インプラント | Tight geometry and surface control | Biocompatible material selection | Critical feature verification | Traceability and quality records |
| Wearable device | Small size and repeatability | Lightweight materials | Assembly interface checks | リビジョン管理 |
| MEMS-related parts | Micro features and alignment | Stability and cleanliness | Optical or high-resolution checks | Process records |
| Electronics/semiconductor | Precision fixtures and housings | 寸法安定性 | Position and surface checks | Inspection reports |
| Aerospace/automotive | Reliability and repeatability | Strength and heat response | Capability data | Lot and process records |
| Microfluidics | Channels, ports, sealing areas | Chemical compatibility | Surface and burr inspection | Cleanliness evidence |
References: industry reports; standards bodies
Industry reports show demand from electronics, MEMS, healthcare, automotive, and compact devices. Standards bodies define quality system, traceability, drawing, and inspection requirements.
How to Evaluate Micro CNC Machining Services
Selecting micro CNC machining services should be based on evidence, not claims. The most useful evidence shows that the supplier can machine, measure, and repeat features like the ones on your part.
Capability evidence to check: tolerance proof, metrology, material experience, and process controls
Capability evidence should include tolerance proof on similar features, not only a general capability statement. Ask how critical dimensions are measured, what tooling is used, how burrs are controlled, and what process controls are used during production.
Material experience matters. A shop that can micro-machine aluminum may not have the same success with titanium. A shop with medical documentation may not be the best choice for a nonregulated prototype if cost and speed matter more than traceability.
Can desktop micro CNC mills achieve medical-grade precision?
Desktop micro CNC mills may be useful for development, education, or noncritical prototypes. Medical-grade precision requires more than a compact machine. It depends on vibration control, spindle quality, tooling, process validation, inspection, documentation, and quality systems.
A desktop machine should not be assumed to meet regulated precision needs unless the full process and inspection evidence support the requirement.
Questions to ask before quoting a micro machined part
Before quoting, the discussion should focus on risk and evidence. Useful topics include critical features, tolerance drivers, burr limits, surface finish, inspection method, material grade, expected volume, and documentation requirements.
Ask whether the supplier can machine the same feature class, material family, and tolerance type as your part, not just parts of similar overall size. Verify machine class, spindle and holder strategy, runout control approach, in-house metrology, documented burr-control method, and whether they can show first-article evidence on comparable geometry. Also confirm whether the quoted result reflects repeatable process capability, one-time best case, or a tolerance that is wider than measurement uncertainty can reliably support.
Decision matrix: choose, revise design, use hybrid machining, or select an alternative process
| 決定 | Use when | Avoid when |
|---|---|---|
| Choose micro CNC | Features are accessible, material is machinable, inspection is clear | Tolerance cannot be measured or burrs cannot be controlled |
| Revise design | Thin walls, sharp corners, or tolerances create avoidable risk | Function requires the exact geometry |
| Use hybrid machining | Near-net shape or complex geometry reduces waste or time | Added setup complexity outweighs benefit |
| Select another process | EDM, laser, or Swiss machining better fits feature type | CNC provides simpler, more inspectable results |
Checklist: RFQ package for micro CNC machining services
- CAD model and controlled drawing.
- Critical-to-function dimensions marked.
- Material grade and certification needs.
- Required tolerance by feature.
- Surface finish and edge-break requirements.
- Expected quantity and production phase.
- Inspection report requirements.
- Cleanliness and packaging needs.
- Traceability or quality standard requirements.
- Known failure history from prior attempts.
References: standards bodies; industry reports
Standards bodies support drawing control, quality systems, calibration, and inspection evidence. Industry reports support the broader use of automation, monitoring, hybrid methods, and multi-axis machining in precision production.
よくあるご質問
What defines micro CNC machining?
Professional micro CNC machining services use computer-controlled subtractive cutting to create miniature components and ultra-precise mechanical features at micro scale. It differs greatly from standard CNC due to magnified risks of tool runout, vibration, burrs and thermal distortion on tiny workpieces. The process demands enhanced machine stability, specialized tooling and rigorous inspection to guarantee repeatable dimensional accuracy. Its core distinction lies in strict process control rather than just the small physical size of finished parts.
微細加工にはどのような工具を使うのですか?
Professional micro-milling employs ultra-small end mills, micro drills and precision tool holders engineered for delicate miniature feature fabrication. Diamond tooling is commonly selected for hard materials and applications requiring superior surface finish quality. Tool choice depends closely on workpiece material, feature geometry, surface requirements and long-term wear performance. Proper coating, edge design and holder stiffness effectively reduce deflection and tool breakage during fine cutting.
Which industries require micro-machined parts?
Many high-tech sectors rely on small part precision machining to support product miniaturization, compact packaging and reliable functional performance. Key fields include medical devices, wearables, MEMS, diagnostics, semiconductors, aerospace and automotive precision systems. These industries need tiny consistent components to meet strict tolerance, traceability and assembly compatibility standards. Microfluidic equipment also depends on such parts for accurate channels, sealing surfaces and stable fluid control.
What is the smallest feature size in CNC machining?
No fixed universal minimum feature size exists for all CNC and micro machining production scenarios. Practical limits are shaped by tool dimensions, overhang length, material properties and the aspect ratio of designed micro structures. Machine stability, vibration control, burr management and inspection capability directly determine whether high accuracy micro parts can be reliably manufactured. Every project requires individual evaluation of tool access, machinability and full inspection feasibility upfront.
How are micro-machined components inspected?
Qualified inspection procedures are vital to verify precision micro-milled components and ensure compliance with tight tolerance and design requirements. Common methods include optical metrology, high-resolution tactile testing, surface finish analysis and official first article inspection records. Inspection solutions must match feature scale, tolerance levels and material traits to minimize measurement uncertainty. Defining inspection protocols before production ensures all critical micro features are accurately measured and fully validated.
参考文献
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing